 Vai al contenuto
Vai al contenuto 

Il tuo responsabile della produzione ha appena chiesto perché un semplice coperchio richieda 45 secondi per colpo quando il concorrente ha quotato 18. La risposta quasi sempre si riduce a una cosa: quanto bene comprendi—e ottimizzi—il ciclo di stampaggio a iniezione.
Il ciclo di stampaggio a iniezione è la sequenza completa dalla chiusura dello stampo all'espulsione del pezzo. È il singolo fattore più importante per il costo per pezzo nella produzione ad alto volume. Sbagliarlo, e si bruciano profitti ad ogni ciclo. Farlo bene, e si guadagna capacità senza acquistare una singola nuova macchina.
- Il ciclo di stampaggio a iniezione include le fasi di iniezione, compattazione, raffreddamento ed espulsione.
- Il raffreddamento tipicamente consuma il 50–80% del tempo di ciclo totale.
- Il tempo di ciclo determina direttamente il costo per pezzo e il tasso di utilizzo della macchina.
- Lo spessore della parete, il progetto di raffreddamento dello stampo e la scelta del materiale sono le tre leve più importanti.
- Anche una riduzione di 2 secondi su uno stampo ad alta cavità può far risparmiare migliaia al mese.
Cos'è il Ciclo di Stampaggio a Iniezione?
Il ciclo di stampaggio a iniezione è il tempo totale trascorso dalla chiusura dello stampo all'espulsione del pezzo su una stampaggio a iniezione macchina.
If you are comparing vendors or planning procurement, our injection molding supplier sourcing guide covers RFQ prep, qualification, and commercial risk checks.
Questo ciclo è importante perché stabilisce il limite della tua produttività. Se il tuo tempo di ciclo è di 30 secondi e utilizzi uno stampo a 4 cavità, produci 480 pezzi all'ora. Riduci di 5 secondi quel ciclo e salti a 576 pezzi all'ora—un aumento di capacità del 20% senza alcuna spesa in conto capitale.
Nella nostra fabbrica di Shanghai, gestiamo 47 macchine per stampaggio a iniezione che vanno da 90T a 1850T. Con oltre 20 anni di esperienza produttiva, abbiamo ottimizzato i tempi di ciclo su migliaia di programmi di stampi. Il nostro team di ingegneria monitora il tempo di ciclo su ogni lavoro, partendo dal prezzo unitario target per determinare i parametri di ciclo ottimali.
Nella nostra fabbrica, monitoriamo il tempo di ciclo per ogni lavoro. Quando un cliente ci chiede di raggiungere un prezzo unitario specifico, il primo numero da cui partiamo è il tempo di ciclo, perché determina il costo della macchina-ora per pezzo.
Quali Sono le Quattro Fasi del Ciclo di Stampaggio a Iniezione?
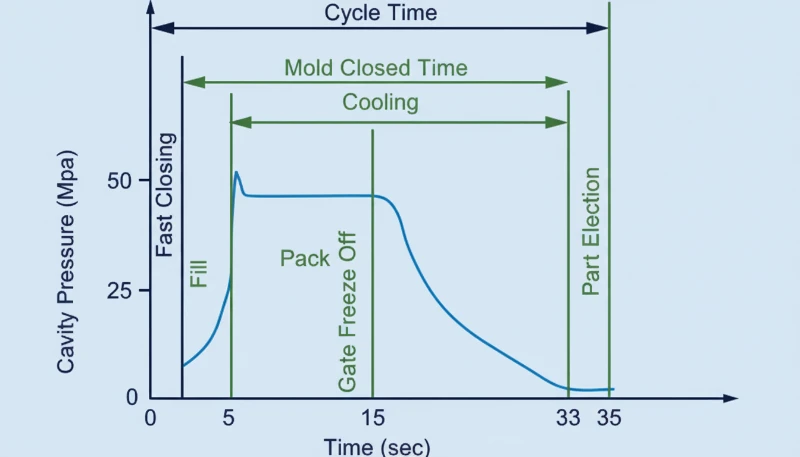
Il ciclo di stampaggio a iniezione è composto da quattro fasi: iniezione, compattazione, raffreddamento ed espulsione, ciascuna guidata dalla geometria del pezzo e dal materiale.
1. Iniezione (Riempimento dello Stampo)
Per la maggior parte dei pezzi standard (spessore parete 2–3 mm, resina comune), l'iniezione riempie la cavità in 2–5 secondi. I grandi pezzi strutturali con pareti spesse possono richiedere 8–12 secondi. Il profilo di velocità di iniezione è solitamente programmato per fasi—lento al canale di ingresso per prevenire lo spurgo, veloce attraverso la cavità principale, poi di nuovo lento verso la fine per prevenire il sovra-compattamento.
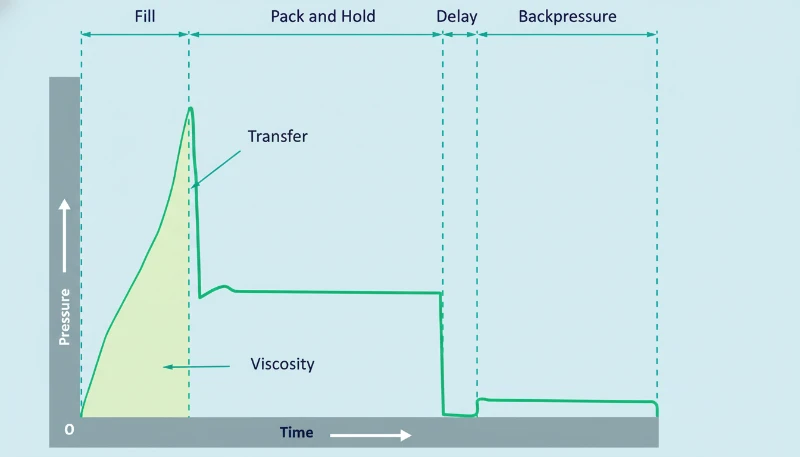
2. Compattazione (Pressione di Mantenimento)
Il tempo di compattazione di solito dura 5–30 secondi. Dopo che la cavità è nominalmente piena, la vite mantiene la pressione per compensare il ritiro volumetrico mentre la plastica si raffredda dalla temperatura di fusione alla temperatura di solidificazione.
Questa fase aggiunge il 5–25% di materiale in più nella cavità dopo il riempimento iniziale. La pressione di mantenimento deve essere mantenuta fino a quando il canale di ingresso non si solidifica—una volta che il canale si solidifica, ulteriore pressione non ha alcun effetto sul pezzo. Ecco perché le dimensioni e la posizione del canale di ingresso sono decisioni di progettazione critiche. Un canale che si solidifica troppo presto lascia un'eccessiva contrazione; uno che si solidifica troppo tardi prolunga il ciclo inutilmente.
Il tempo ottimale di mantenimento si trova pesando i pezzi con tempi di mantenimento crescenti finché il peso del pezzo non si stabilizza. Presso ZetarMold, eseguiamo questo studio sulla solidificazione del canale per ogni nuovo stampo durante il campionamento T1.
3. Raffreddamento
Il raffreddamento è quasi sempre la fase più lunga, rappresentando il 50–80% del tempo di ciclo totale. I tempi di raffreddamento tipici vanno da 10 a 120 secondi, determinati principalmente dallo spessore della parete e dalla thermal diffusivity1.
La regola empirica per il tempo di raffreddamento è approssimativamente proporzionale al quadrato dello spessore della parete. Raddoppiare lo spessore della parete fa quadruplicare circa il tempo di raffreddamento. Questo è il motivo per cui raccomandiamo spesso l'ottimizzazione dello spessore della parete durante la revisione DFM—passare da 4 mm a 3 mm in un'area non critica può ridurre il tempo di raffreddamento di quasi il 40%.
Il design dei canali di raffreddamento è la decisione ingegneristica più impattante per il tempo di ciclo. conformal cooling channels2, che seguono il contorno del pezzo, possono ridurre il tempo di raffreddamento del 20–40% rispetto ai canali diritti convenzionali perforati. Per la produzione ad alto volume, questo da solo può giustificare il costo più elevato dello stampo.
4. Espulsione e Apertura dello Stampo
Il tempo di espulsione richiede tipicamente 2–10 secondi. Questa fase include l'apertura dello stampo, l'espulsione del pezzo (tramite perni di espulsione, piastre di strippaggio o getti d'aria) e qualsiasi tempo di rimozione da parte di robot o operatori, seguita dalla chiusura dello stampo per il ciclo successivo.
Per la produzione automatizzata con rimozione robotizzata dei pezzi, prevedere 3–6 secondi. La rimozione manuale aggiunge 1–3 secondi. La distanza di apertura dello stampo, la corsa di espulsione e la presenza di azioni laterali (alzatori, slitte) influiscono tutti su questo tempo.

Anche le dimensioni della macchina giocano un ruolo: una macchina da 80T potrebbe aprirsi e chiudersi in 4 secondi, mentre una macchina da 1000T ha bisogno di 10–15 secondi per la stessa azione a causa della maggiore corsa del piano portastampo e del peso più elevato dello stampo.
Quanto Dura un Tipico Ciclo di Stampa a Iniezione?
Un tipico ciclo di stampaggio a iniezione è compreso tra 10 e 60 secondi per la maggior parte dei pezzi di produzione. Gli imballaggi a parete sottile possono funzionare in meno di 5 secondi, mentre le parti strutturali grandi a parete spessa possono superare i 120 secondi.
| Tipo di parte | Spessore della parete | Ciclo Tipico | Collo di Bottiglia Chiave |
|---|---|---|---|
| Imballaggio a parete sottile | 0.5–1.0 mm | 3–8 secondi | Velocità di iniezione |
| Involucro per elettronica di consumo | 1.5–2.5 mm | 12–25 secondi | Tempo di raffreddamento |
| Automotive interior | 2.0–3.5 mm | 20–45 seconds | Tempo di raffreddamento |
| Componente per dispositivi medici | 1.0–3.0 mm | 15–35 secondi | Compattazione + raffreddamento |
| Parte strutturale grande | 4.0–8.0 mm | 60–120+ secondi | Tempo di raffreddamento |
La tabella sopra rende evidente una cosa: il raffreddamento domina. Per pezzi con spessore parete superiore a 2 mm, il raffreddamento è dove dovresti concentrare prima gli sforzi di ottimizzazione.
Come si Calcola il Tempo Totale del Ciclo?
Il tempo totale del ciclo è la somma del tempo di iniezione, del tempo di mantenimento, del tempo di raffreddamento e del tempo di apertura/chiusura dello stampo più il tempo di espulsione. Nella pratica, la preparazione della vite (plastificazione) si sovrappone al raffreddamento, quindi il ciclo effettivo è dominato dalla fase non sovrapposta più lunga.
La formula di base:
Formula del Tempo di Ciclo:
Tciclo = Tiniezione + Tcompattazione + max(Traffreddamento, Trecupero della vite) + Tapertura/chiusura stampo + Tejection
Per una rapida stima del tempo di iniezione:
Stima del Tempo di Iniezione:
Tiniezione = Vcolpo / (0,20–0,50 × Vmax) + tbase
Come esempio pratico, considera un alloggiamento standard in PP con spessore della parete di 3 mm prodotto su una macchina da 200T. L'iniezione riempie la cavità in circa 3 secondi, il mantenimento della pressione dura 8 secondi, il raffreddamento richiede 18 secondi e l'apertura/chiusura dello stampo più l'espulsione richiedono 5 secondi. Tempo di ciclo totale: circa 34 secondi per colpo, producendo circa 106 pezzi all'ora da uno stampo monocavitario.
Quali Fattori Influenzano Maggiormente il Tempo di Ciclo?
Lo spessore della parete, il design del raffreddamento dello stampo e le proprietà termiche del materiale hanno l'impatto maggiore sul tempo di ciclo. Fattori secondari includono il design del gate, la capacità della macchina e la complessità di estrazione del pezzo.
Il tempo di recupero della vite spesso si sovrappone al raffreddamento e deve essere considerato nel calcolo complessivo. Se la vite non riesce a recuperare completamente (ricaricare) la successiva dose di materiale fuso prima che finisca la fase di raffreddamento, il tempo di recupero diventa il collo di bottiglia, prolungando il tempo totale del ciclo ben oltre quanto suggerirebbe il solo calcolo del raffreddamento.
Spessore della parete
Lo spessore della parete è il fattore più influente perché il tempo di raffreddamento aumenta con il quadrato dello spessore. Ridurre una parete da 4 mm a 3 mm può ridurre il tempo di raffreddamento di circa il 44%. Questo è il motivo per cui il feedback DFM sullo spessore della parete non è solo un optional: influisce direttamente sul costo per pezzo.
Progettazione del Raffreddamento dello Stampo
Il numero, il diametro e la vicinanza dei canali di raffreddamento alla superficie della cavità determinano la velocità con cui il calore viene estratto. Un circuito di raffreddamento ben progettato mantiene una differenza di temperatura tra l'acqua in ingresso e in uscita inferiore a 3°C. Se il delta-T è di 8°C, si ha un problema di flusso di raffreddamento.
Selezione del materiale
I polimeri cristallini (PP, POM, PEEK) rilasciano calore latente di cristallizzazione3 durante la solidificazione, prolungando il tempo di raffreddamento del 30–50% rispetto ai polimeri amorfi (ABS, PC, PMMA) a spessore di parete equivalente. I materiali riempiti (nylon caricato con vetro, PP caricato con minerali) conducono meglio il calore e spesso si raffreddano più velocemente.
Per gli stampi a più cavità, la disposizione dei canali di colata influisce anche sul tempo di ciclo. Un sistema di canali bilanciato garantisce che tutte le cavità si riempiano e si compattino uniformemente, evitando che le cavità sovracompattate richiedano un raffreddamento eccessivo. I canali sbilanciati possono costringere a prolungare il tempo di raffreddamento per adattarsi alla cavità che si riempie più lentamente.
Progettazione del Punto di Iniezione e Sistema di Canali di Alimentazione
Gli strumenti di simulazione avanzati (Moldflow, Moldex3D) possono prevedere il tempo di ciclo prima che l'acciaio venga tagliato, consentendo ai progettisti di stampi di ottimizzare virtualmente la disposizione del raffreddamento e il posizionamento del punto di iniezione. Ciò riduce il numero di iterazioni fisiche necessarie durante la campionatura.
La dimensione del punto di iniezione determina per quanto tempo la pressione di tenuta è efficace prima del congelamento del punto. Un sistema a canali caldi elimina lo spreco di materiale nei canali e spesso riduce il tempo di ciclo perché non c'è massa di canali freddi da raffreddare ed espellere. Gli stampi a canali freddi, specialmente i modelli a tre piastre, aggiungono sia tempo di raffreddamento che tempo di apertura dello stampo.
Capacità della Macchina
La velocità di iniezione, la forza di chiusura e la velocità del piano contribuiscono tutte. Una moderna macchina a servocomando può aprire e chiudere lo stampo dal 15 al 20% più velocemente di una macchina idraulica tradizionale della stessa tonnellatura. Se il ciclo è limitato dalla macchina, l'aggiornamento a una macchina più veloce o con una maggiore capacità di plastificazione può essere più conveniente rispetto alle modifiche dello stampo.
Come Ridurre il Tempo di Ciclo Senza Compromettere la Qualità?

I modi più efficaci per ridurre il tempo di ciclo sono ottimizzare i canali di raffreddamento, ridurre lo spessore della parete e dimensionare correttamente il tempo di sigillatura del gate.
Ottimizzare Prima il Raffreddamento
Poiché il raffreddamento rappresenta il 50-80% del tempo di ciclo, è qui che si ottengono i maggiori vantaggi. Usa la simulazione termica (analisi di flusso dello stampo) per identificare i punti caldi prima di tagliare l'acciaio. Considera canali di raffreddamento conformi per stampi ad alto volume: possono ridurre il tempo di raffreddamento del 20-40%.
Garantire un flusso adeguato del refrigerante. L'obiettivo è un flusso turbolento (numero di Reynolds > 4000) in ogni canale. Se il tuo laboratorio utilizza acqua di rubinetto in estate senza un refrigeratore, la temperatura dell'acqua aumenta e l'efficienza del raffreddamento cala significativamente.
Dimensionare Correttamente il Tempo di Pressione di Tenuta
Molti stampatori impostano un tempo di compattazione eccessivo come margine di sicurezza. Eseguire uno studio sulla tenuta del punto di iniezione: pesare i pezzi a 5, 10, 15, 20 secondi di compattazione. Quando il peso del pezzo smette di aumentare, si è trovato il tempo minimo efficace di compattazione. Qualsiasi tempo oltre quello è tempo sprecato.
Utilizza Operazioni Simultanee del Robot
Se utilizzi un robot per la rimozione dei pezzi, programmalo per iniziare l'estrazione durante l'apertura dello stampo invece di attendere l'apertura completa. Questo può ridurre di 1-3 secondi per ciclo. Su uno stampo multicavità in funzione 24/7, ciò significa migliaia di pezzi aggiuntivi al mese.
Valutare la Sostituzione del Materiale
Se l'applicazione lo consente, passare da un materiale cristallino a raffreddamento lento a un'alternativa amorfa a raffreddamento più rapido può ridurre il tempo di ciclo del 20–30%. Ad esempio, sostituire il POM con l'ABS in un'applicazione non critica per un supporto. Verificare sempre i requisiti meccanici prima di apportare questa modifica.
Vero o Falso: Metti alla Tua Conoscenza del Ciclo di Stampaggio a Iniezione?
““Il tempo di raffreddamento rappresenta la quota maggiore del ciclo di stampaggio a iniezione.””Vero
Il raffreddamento rappresenta tipicamente il 50-80% del tempo di ciclo totale. Questo è il motivo per cui il design dei canali di raffreddamento ha un impatto maggiore sulla riduzione del ciclo rispetto a qualsiasi altro singolo fattore.
““Un tempo di ciclo più breve significa sempre un costo per pezzo inferiore.””Falso
Se riduci il tempo di ciclo accorciando troppo il raffreddamento, otterrai parti deformate, scarti dimensionali o parti bloccate durante l'espulsione. I costi di rilavorazione, scarto e cernita possono superare i risparmi di tempo macchina. L'ottimizzazione del ciclo deve mantenere prima di tutto la qualità.
Comprendere questi comuni equivoci è essenziale per chiunque sia coinvolto nella pianificazione della produzione o progettazione di stampi. Il prossimo insieme di affermazioni esplora ulteriormente come le decisioni sul tempo di ciclo interagiscono con il comportamento del materiale, la progettazione dello stampo e i vincoli produttivi reali che gli ingegneri affrontano quotidianamente in fabbrica.
Molti stampatori esperti hanno incontrato situazioni in cui la teoria da manuale e la realtà di officina divergono. Un ciclo che sembra ottimale sulla carta può produrre risultati incoerenti a causa di variazioni nelle proprietà del lotto di materiale, cambiamenti della temperatura ambiente o sottili variazioni delle condizioni della superficie dello stampo durante una lunga produzione. Questo è il motivo per cui il monitoraggio continuo e le verifiche periodiche del ciclo rimangono una pratica standard negli stabilimenti di stampaggio ben gestiti.
Negli ambienti di produzione ad alto volume, anche piccoli miglioramenti del tempo di ciclo si sommano rapidamente. Una riduzione di due secondi su uno stampo che funziona 24 ore al giorno si traduce in centinaia di parti aggiuntive a settimana. Tuttavia, qualsiasi modifica deve essere convalidata con dati dimensionali e tracciamento dei difetti prima di essere bloccata nei parametri di processo standard. L'esperienza mostra che le ottimizzazioni più sicure mirano prima all'efficienza del raffreddamento, seguite dalla riduzione del tempo di compattazione e poi dai miglioramenti della velocità di espulsione.
"I sistemi a canali caldi possono ridurre il tempo di ciclo eliminando il raffreddamento dei canali di colata."Vero
I canali caldi mantengono la plastica nel sistema di colata fusa tra un colpo e l'altro, quindi non c'è massa di colata fredda da raffreddare ed espellere. Questo elimina il tempo di raffreddamento e di espulsione legato alla colata e riduce anche lo spreco di materiale.
“Il tempo di iniezione è solitamente la fase più lunga del ciclo.”Falso
Il tempo di iniezione è tipicamente la fase più breve, da 1 a 10 secondi. Il raffreddamento è la fase più lunga, spesso il 50–80% del tempo totale del ciclo. La velocità di iniezione è importante per la qualità del pezzo, ma raramente domina la durata del ciclo.
Quali Sono le Domande Più Frequentemente Poste sul Ciclo dello Stampaggio a Iniezione?
Qual è il tempo medio del ciclo di stampaggio a iniezione?
Il tempo medio del ciclo di stampaggio a iniezione per parti di produzione varia da 15 a 45 secondi. Gli imballaggi a parete sottile possono essere prodotti in meno di 5 secondi, mentre le parti strutturali di grandi dimensioni possono superare i 120 secondi. Il tempo di raffreddamento è il fattore dominante nella maggior parte dei cicli.
Come si calcola il tempo di ciclo dello stampaggio a iniezione?
Tempo di ciclo = tempo di iniezione + tempo di compattazione + max(tempo di raffreddamento, tempo di recupero della vite) + tempo di apertura/chiusura stampo + tempo di espulsione. La funzione max() tiene conto della sovrapposizione tra raffreddamento e recupero della vite.
Quale percentuale del tempo del ciclo è dedicata al raffreddamento?
Il raffreddamento rappresenta il 50–80% del tempo totale del ciclo di stampaggio a iniezione. Per parti a parete spessa (4 mm+), il raffreddamento può superare l'80% del ciclo totale.
È possibile ridurre il tempo del ciclo di stampaggio a iniezione dopo la costruzione dello stampo?
Sì. Le ottimizzazioni post-costruzione includono la regolazione dei parametri di processo (velocità di iniezione, tempo di compattazione, temperatura dello stampo), il miglioramento del flusso del refrigerante, l'aggiunta di dispositivi di raffreddamento esterni e, in alcuni casi, la ristrutturazione dei canali di raffreddamento o l'installazione di ugelli a canali caldi.
Il tempo del ciclo influisce sulla qualità del pezzo?
Sì. Un tempo di raffreddamento insufficiente provoca deformazioni, instabilità dimensionale e segni di espulsione. Un tempo di compattazione eccessivo può causare sovracompattazione e bave. Ogni fase deve essere ottimizzata in base al materiale e ai requisiti geometrici del pezzo.
What is the difference between cycle time and lead time in injection molding?
Il tempo di ciclo sono i secondi per colpo sulla macchina (tipicamente 10–60 secondi). Il lead time è il tempo totale dall'ordine alla consegna (tipicamente 4–12 settimane), che include la costruzione dello stampo, il campionamento, la pianificazione della produzione e la spedizione.
How does wall thickness affect cycle time?
Il tempo di raffreddamento scala approssimativamente con il quadrato dello spessore della parete. Raddoppiare lo spessore della parete quadruplica circa il tempo di raffreddamento. Questo è il motivo per cui l'ottimizzazione dello spessore della parete durante la revisione DFM è la strategia di riduzione del tempo di ciclo più impattante disponibile prima dell'inizio della costruzione dello stampo.
Hai bisogno di aiuto per ottimizzare il tuo ciclo di stampaggio a iniezione?
Il nostro team di ingegneria può rivedere il tuo progetto di stampo per l'ottimizzazione del ciclo, eseguire simulazioni di flusso e fornire una stima dettagliata del tempo di ciclo prima del taglio dell'acciaio. Con 45 macchine (90T–1850T) e oltre 20 anni di esperienza produttiva, abbiamo visto e risolto la maggior parte delle sfide legate al tempo di ciclo.
Get a Free Quote →
-
thermal diffusivity: La diffusività termica è una misura della velocità con cui il calore si propaga attraverso un materiale, definita come conduttività termica divisa per densità e capacità termica specifica, misurata in mm2/s. ↩
-
conformal cooling channels: i canali di raffreddamento conformi sono passaggi di raffreddamento in uno stampo che seguono il contorno della cavità del pezzo, tipicamente realizzati tramite stampa 3D, fornendo un raffreddamento più uniforme rispetto ai canali convenzionali forati diritti. ↩
-
calore latente di cristallizzazione: Il calore latente di cristallizzazione è l'energia termica rilasciata quando un polimero cristallino passa da uno stato fuso disordinato a uno stato solido cristallino ordinato, tipicamente misurato in J/g. ↩





