 Skip to content
Skip to content 

Introduction : Le polycarbonate (PC) est un plastique super cool qui permet de réaliser beaucoup de choses. Il est très transparent et résistant, et il ne devient pas bizarre lorsque vous y mettez du poids. Il est également sûr à utiliser, supporte les températures chaudes et froides et ne change pas de forme lorsque vous ne le souhaitez pas. En outre, il est très efficace pour maintenir l'électricité à sa place et résister aux intempéries. C'est pourquoi les gens l'utilisent pour toutes sortes de choses, comme la fabrication d'appareils de mesure, de lampes, d'appareils électroniques, d'articles ménagers et d'emballages.
Le PC est un polymère linéaire dont la structure de la chaîne principale de la molécule comporte des anneaux benzéniques, des groupes isopropyles et des liaisons acétiques. Cette structure le rend à la fois rigide et flexible, et lui confère une bonne résistance aux températures élevées. Cependant, il présente également des défauts tels qu'une viscosité élevée à l'état fondu et une sensibilité à l'humidité, ce qui entraîne certaines difficultés pour le moulage par injection.
Les caractéristiques de la technologie de transformation du PC sont qu'il n'a pas de point de fusion évident. Le PC modifié a une viscosité à l'état fondu élevée à une température de traitement normale, c'est-à-dire 230-320℃. La viscosité est moins sensible au taux de cisaillement et plus sensible à la température, ce qui est similaire au comportement des fluides newtoniens ; elle est sensible à l'humidité, et la résine est facilement hydrolysée à haute température ; le produit est sujet à des contraintes internes, etc.

On peut constater que le PC est un plastique difficile à traiter. Par conséquent, dans le processus de production actuel, nous rencontrons de nombreux problèmes. Par exemple, dans le cas du polycarbonate processus de moulage par injectionLa qualité des lignes de soudure est affectée par la température du matériau et l'épaisseur de la paroi, et les marques d'enfoncement peuvent être des défauts causés par une mauvaise utilisation de ces facteurs. Dans cet article, plusieurs défauts courants du moulage par injection sont analysés et discutés.
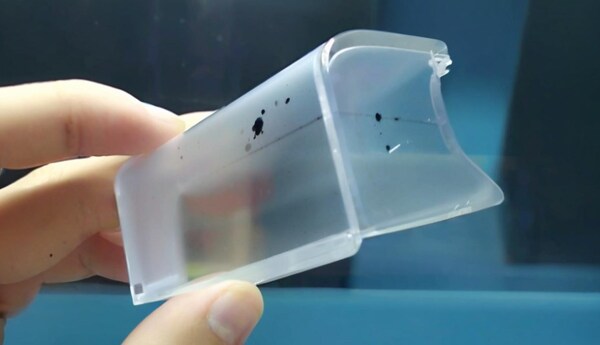
Décoloration du produit, noircissement, stries jaunes et taches noires
Analyse des défauts
Le PC a une bonne résistance à la chaleur. Lors du traitement de matériaux PC ordinaires, sa température de fusion peut être fixée à 240℃-300℃. Même s'il reste longtemps, il ne se décompose généralement pas. Mais pourquoi une décoloration se produit-elle souvent lors de la production de certains produits électriques ?
La raison en est que la concurrence sur le marché est aujourd'hui féroce. Afin de réduire les coûts de production, la plupart des fabricants utilisent des matériaux modifiés par PC ou des matériaux recyclés pour fabriquer des produits électriques de moyenne et basse gamme. Certains fabricants utilisent même des matériaux mélangés à des retardateurs de flamme, des charges, etc. Comme ces matériaux ont des flux mixtes et des exigences élevées en matière de plastification, il est plus difficile de contrôler le processus, ce qui entraîne divers problèmes.
Solutions
Pour résoudre le problème susmentionné, nous devons prendre en compte les perspectives suivantes et proposer des solutions :
Conditions du processus
Le principal élément à prendre en compte est la température de fusion. En règle générale, la température du tonneau doit être réduite progressivement, en particulier la température des deux premières sections. Différentes températures sont utilisées pour différents matériaux.
Par exemple, lorsque le polyéthylène (PE) est utilisé pour modifier le PC afin de produire de gros appareils électriques, la température du tonneau doit généralement être contrôlée à environ 230°C ; lorsque l'ABS ou le PS est utilisé pour modifier le PC afin de produire de petits composants électriques tels que des interrupteurs et des prises, la température du tonneau doit généralement être contrôlée à environ 250°C ; et lorsque le PBT est utilisé pour modifier le PC afin de produire des produits d'éclairage, la température du tonneau doit généralement être contrôlée à environ 280°C.
Bien entendu, le choix final de la température de moulage doit également tenir compte d'aspects tels que la forme et la taille du produit, la structure du moule et les exigences de performance du produit. Deuxièmement, les matières premières doivent être entièrement séchées pour réduire le risque de fissuration catalytique de l'humidité à l'état de traces dans la matière fondue chaude.

En outre, si la vitesse de la vis est trop rapide, si la contre-pression est trop élevée, si le taux d'injection est trop rapide et si le trou de la buse, le canal et la taille de l'obturateur sont trop petits, la matière fondue générera une chaleur de cisaillement élevée, ce qui entraînera une fracture du PC à l'état fondu, et il est facile pour le gaz dans la cavité du moule de ne pas être évacué à temps, ce qui entraînera des brûlures locales et un noircissement du produit.
Equipement
Le PC fondu ayant une viscosité élevée et une mauvaise fluidité, il nécessite une pression d'injection élevée. Le PC fondu a une forte force de liaison avec le métal et ses produits de décomposition sont très corrosifs pour le métal. Par conséquent, lors de la sélection de l'équipement de traitement, il est nécessaire d'utiliser des vis chromées de petite taille ou spécialement conçues. Le système de plastification ne doit pas présenter d'angles morts, de matériaux morts, de lacunes, de fissures, etc.
Si les conditions du processus sont bonnes, mais que la matière fondue est décolorée pendant l'injection d'air, cela signifie qu'il y a un problème au niveau du système de plastification. Vous devez vérifier le système de plastification un par un, en commençant par la buse, la bride de la buse, les trois petites pièces, la vis et le cylindre. Parfois, le produit change de couleur dans deux ou trois moules à la fois, ce qui est principalement lié à l'existence de matières mortes dans le système de plastification.

Lorsque les produits de décomposition du PC dépassent une certaine quantité, ils ont leur propre effet catalytique, provoquant une vaste zone de décomposition à l'état fondu, en particulier pour les plastiques auxquels ont été ajoutés des retardateurs de flamme. Il est donc nécessaire de trouver des points de matériaux morts tels que les vis qui collent, la crosse, le canon qui colle, etc.
Matériaux et méthodes d'exploitation
Si vous voyez des taches noires lorsque vous mettez la machine en marche, c'est probablement à cause de la matière restée dans le baril. Vous devez donc faire attention à la méthode d'exploitation. Si vous utilisez du PC comme matériau dans le cylindre avant d'allumer la machine, vous devez nettoyer le cylindre 3 à 4 fois avec du matériau neuf à la température de moulage (injection dans l'air).
Si vous utilisez d'autres matériaux, en particulier des matériaux à faible stabilité thermique comme le PVC, le POM, etc., vous ne pouvez pas augmenter la température lorsque vous mettez la machine en marche, et vous ne pouvez pas nettoyer le tonneau avec des matériaux PC. Vous ne pouvez utiliser que des matériaux à bonne stabilité thermique comme le PS, le PE, etc. pour nettoyer le matériau à une température plus basse.

Après la purge, la température du fût doit être portée à la température normale de traitement du PC, puis purgée avec du matériau PC avant le traitement. Pendant la transformation, si la production doit être temporairement arrêtée, la température du tonneau doit être abaissée à moins de 160°C pour l'isolation (car la température de transition vitreuse du PC est de 160°C), afin d'éviter une décoloration due à la décomposition du matériau au fil du temps.
Lorsque la production est terminée, le fût peut être purgé avec des matériaux présentant une bonne stabilité thermique, tels que le PS et le PE, et la machine peut être arrêtée après avoir été vidée.S'il y a décoloration pendant la production, il faut d'abord vérifier s'il y a un problème avec le matériau. D'autres matériaux et des matières étrangères sont-ils mélangés ? Y a-t-il un problème de qualité du nouveau matériau ? Le matériau de la porte est-il qualifié ? La méthode de mélange est-elle correcte ?
Une fois toutes les autres possibilités écartées, il faut chercher d'autres raisons. Une autre raison est que la pollution de l'environnement est relativement grave, par exemple beaucoup de poussière flotte dans l'air, la moisissure est contaminée, le filtre de la trémie de cuisson automatique ne fonctionne pas et absorbe davantage de particules de poussière.
Pour ce faire, l'atelier de transformation doit être maintenu en permanence dans un état de propreté et d'ordre. Il est préférable de couvrir l'entrée et la sortie d'air de la trémie avec de la gaze fine, ce qui est très nécessaire lors de la transformation de produits transparents.
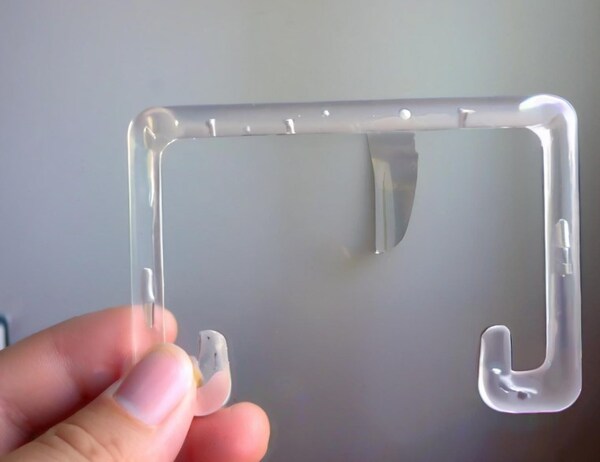
Des traînées argentées, des bulles et des bulles de vide apparaissent sur le produit
Analyse des défauts
Les stries argentées, les bulles et les bulles de vide sur le produit sont des défauts courants des matériaux PC. Les stries argentées (ou stries de gaz) sont des défauts à la surface d'un produit causés par l'interférence de gaz pendant le processus de remplissage. Les gaz impliqués sont principalement la vapeur d'eau, l'air, les gaz de décomposition et les solvants, la vapeur d'eau, les gaz de décomposition et l'air étant les plus courants.
Lorsque la pression dans le moule dépasse une certaine limite, la cavité du moule perd de la pression après le moulage par injection, et le gaz proche de la surface du produit s'échappe, laissant derrière lui une série de petites et grandes bulles qui scintillent sous la lumière, suivant la direction de l'écoulement du matériau. C'est ce que nous appelons les stries argentées ou les stries de gaz.
En fait, le gaz est toujours présent pendant la processus de moulage par injectionLorsque la pression dans le moule est suffisamment élevée et que la teneur en gaz ne dépasse pas une certaine limite, le gaz se dissout dans le plastique à l'état dispersé. Lorsque la pression dans le moule est suffisamment élevée et que la teneur en gaz ne dépasse pas une certaine limite, le gaz se dissout dans le plastique à l'état dispersé. Mais lorsque la pression dans le moule n'est pas suffisamment élevée et que la teneur en gaz dépasse une certaine limite, ces gaz sortent du plastique fondu et se dirigent vers la surface du produit pour former des stries argentées. Ils se coincent dans la paroi épaisse et deviennent des bulles.

Qu'il s'agisse des stries argentées à la surface du produit ou des bulles dans la paroi du produit, il peut être le résultat de l'action d'un des quatre gaz ou de l'action conjointe de plusieurs gaz. Il est très lié à des facteurs tels que les matières premières, les moules, les systèmes de plastification, l'ajustement des paramètres du processus, et même les changements climatiques (en particulier les changements d'humidité). Ce problème est donc plus complexe. Mais dans tous les cas, le problème et la solution doivent être centrés sur le gaz, c'est-à-dire sur la manière de contrôler la teneur en gaz.
Vapeur d'eau
Si vous voyez des bulles dispersées au hasard sur la surface du produit, il s'agit probablement de vapeur d'eau.Le matériau thermofusible PC est très sensible à l'humidité et nécessite une teneur en humidité inférieure à 0,02%. Pour contrôler la teneur en humidité, le matériau doit donc être entièrement séché. Généralement, la température de séchage du matériau PC est d'environ 120℃ et le temps de séchage est d'environ 4h.

La durée ne doit pas être trop longue. S'il dépasse 10 heures, le matériau est susceptible de se détériorer, en particulier le matériau auquel a été ajouté un retardateur de flamme ne doit pas être séché trop longtemps. La meilleure méthode de séchage est le séchoir à déshumidification, qui n'a aucun effet sur le matériau. Pour vérifier si l'effet de séchage est bon, vous pouvez utiliser la méthode d'injection d'air pour voir si le matériau éjecté est continu, lisse et n'émet pas de gaz blanc.
Air
Si les particules de bulles sont très fines et denses, elles sont principalement réparties autour de la porte du produit, formant des motifs rayonnants ou en forme d'éventail, ce qui est principalement dû à l'air :
Air entraîné dans le matériau.
Lorsqu'il y a plus de matériaux de grille et que la taille des particules varie fortement, il est facile d'entraîner de l'air. Par conséquent, lors de l'utilisation de matériaux d'obturation, il est préférable de filtrer la poudre. Si la contre-pression est trop faible pendant la fusion et que la vitesse de la vis est trop élevée, la vis reculera trop vite et l'air sera facilement poussé vers l'extrémité avant du cylindre avec le matériau.
Par conséquent, il est généralement recommandé de prolonger autant que possible le temps de fusion pendant le temps de refroidissement, ce qui est très utile pour améliorer la qualité de la plastification.
Si la température de la section de décharge du matériau n'est pas bien contrôlée, la température est trop élevée, ce qui entraîne la fusion prématurée d'une partie du matériau et bloque le passage de l'air vers l'orifice de décharge ; si la température est trop basse, le préchauffage est insuffisant, ce qui entraîne l'entrée d'une partie des granulés dans la section d'homogénéisation et leur enveloppement dans l'air.

En outre, un relâchement trop important entraînera également une inhalation d'air. Dans la situation décrite ci-dessus, le réglage de la vitesse de la vis, de la contre-pression et de la contre-pression peut généralement résoudre le problème.
Échappement pendant le remplissage du moule.
Pour que les matériaux PC à haute viscosité à l'état fondu remplissent le moule en douceur, il faut généralement augmenter la température de la matière fondue et la pression d'injection. Lorsque la matière fondue est à haute température et à haute pression, si vous l'injectez rapidement, elle passera soudainement à travers le canal d'écoulement étroit et entrera dans la cavité du moule avec beaucoup d'espace libre.

De cette manière, le gaz qui sort de la matière fondue entraîne avec lui l'air dans le canal d'écoulement et dans la cavité du moule, ce qui permet d'obtenir un état d'injection à grande vitesse. Sur la surface du plastique condensé, vous verrez des traces du flux d'air qui a été dispersé, c'est ce qu'on appelle le motif du gaz.
En outre, s'il y a beaucoup d'angles dans la cavité du moule, si la différence d'épaisseur est trop importante ou s'il y a beaucoup d'inserts et que la position de la porte n'est pas correcte, la matière fondue se précipitera dans la cavité du moule, remuera l'air dans le moule pour former un tourbillon et des motifs de gaz se formeront dans certaines parties, telles que le panneau d'interrupteurs et de prises de courant des produits électriques moulés.

Comme les prises, les interfaces et les commutateurs sont concentrés dans une seule pièce, cette situation se produit souvent. La solution à ce défaut consiste, d'une part, à modifier le moule, à renforcer l'échappement du moule et à optimiser la position de la porte et, d'autre part, à réduire le taux de remplissage, en particulier le taux d'injection de la partie du modèle à gaz.
Gaz de décomposition
Comme les matériaux PC doivent être moulés à des températures élevées, une certaine décomposition est inévitable. Comme pour la décoloration mentionnée ci-dessus, la principale raison de la production de gaz de décomposition est que la température de fusion est trop élevée. Par exemple, la température du tonneau est trop élevée ou le serpentin de chauffage du tonneau n'est pas contrôlé.
Le serpentin de chauffage doit être vérifié section par section, en commençant par la buse, afin de réduire la température du tonneau ; la matière fondue reste trop longtemps dans le tonneau (par exemple, si l'on utilise un grand équipement pour fabriquer de petits produits, la quantité de coussin est trop importante), le cycle de moulage est trop long, ou la matière périmée dans le tonneau et la matière stockée dans le coin mort sont décomposées en raison d'un chauffage de longue durée.
Ou bien la matière fondue est soumise à un fort cisaillement dans le tonneau, par exemple le taux de compression de la vis est trop important, la vitesse de la vis est trop élevée et la contre-pression est trop importante, ce qui entraînera également une décomposition.
En outre, si le trou de la buse est trop petit, si la porte du moule et le canal de coulée sont trop petits et si la résistance de la cavité est importante, la matière fondue qui passe peut être décomposée en raison d'une surchauffe locale causée par le frottement. Par conséquent, lors de la transformation de matériaux PC, les dimensions du trou de la buse, de la porte et de la glissière sont importantes, la rainure d'échappement doit être profonde et ne convient pas à la fabrication de produits à parois minces.
Une autre raison importante est que le PC lui-même est de mauvaise qualité et facile à décomposer. Les utilisateurs l'ignorent souvent et le problème est reporté sur le moule et l'équipement de traitement, de sorte qu'il est impossible de trouver une solution correcte au problème.

Gaz solvant
Le gaz de solvant est principalement lié à la qualité des opérations de production, telles que le nettoyage incorrect des fûts et l'ajout excessif d'additifs. La plupart des gaz de solvants peuvent être éliminés par un séchage suffisant et n'ont pas un grand impact sur les marques de gaz.
Il est parfois difficile de déterminer si les points de bulle à l'intérieur des produits transparents sont des bulles ou des bulles de vide. En général, si les points de bulle apparaissent à l'ouverture du moule et que le volume ne change pas beaucoup après un certain temps de stockage, il s'agit d'une bulle causée par une interférence de gaz ; si elle apparaît et s'agrandit pendant le démoulage et le processus de refroidissement, il s'agit d'une bulle de vide.
Les bulles de vide se forment lorsqu'il n'y a pas assez de matière ou de pression au moment du remplissage du moule. Le moule se refroidit rapidement, de sorte que le matériau fondu qui touche la paroi du moule se solidifie en premier. Ensuite, le matériau au centre se refroidit et se rétracte, ce qui fait diminuer le volume et crée un point creux, ou bulle.

Solutions
Augmentation de la pression d'injection, du temps d'injection et de la quantité de matériau
Ajuster la température de fusion : Lorsque la bulle de vide est éloignée de la porte, augmentez la température de fusion pour que la matière fondue s'écoule en douceur et que la pression puisse être transmise à la partie éloignée de la porte ; lorsque la bulle de vide est proche de la porte, la température de fusion peut être abaissée pour réduire le rétrécissement ;
Augmenter de manière appropriée la température du moule, en particulier la température de la partie locale où se forme la bulle de vide.
Placer la porte sur la partie à paroi épaisse du produit pour améliorer les conditions d'écoulement de la buse, du canal et de la porte, ainsi que les conditions d'échappement du moule ; raccourcir le temps de refroidissement du produit dans le moule et, si nécessaire, placer le produit dans de l'eau chaude pour un refroidissement lent ; les produits moulés avec des portes ponctuelles peuvent être moulés lentement et à basse température pour résoudre le problème des bulles de vide, et la taille du canal peut être augmentée lorsqu'il y a des bulles de vide sur le canal.

En outre, il a été constaté au cours du processus de production que des bulles se produisaient dans la partie à paroi épaisse du produit PC peu après le démoulage. Ce phénomène est dû à un refroidissement insuffisant, qui a entraîné une expansion du gaz interne du PC.
En général, des mesures telles que l'allongement du temps de refroidissement, l'amélioration de l'effet de refroidissement, l'augmentation de la pression et du temps de maintien et le retardement de la décomposition du PC peuvent être utilisées pour résoudre le problème.
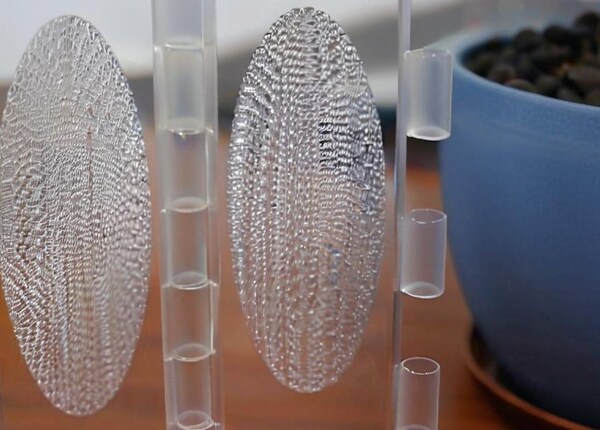
"Empreinte digitale" sur le produit
Analyse des défauts
Le PC fondu ayant une viscosité élevée et une faible fluidité, il est plus susceptible de présenter un phénomène d'"empreinte digitale". L'"empreinte digitale" est appelée ainsi parce qu'elle ressemble à une empreinte digitale humaine. Ce phénomène est parfois appelé "ondulations", "motifs de vibration" ou "motifs de vibration", ce qui signifie que ses motifs ressemblent à ceux formés par une pierre tombant sur une surface d'eau calme. La principale raison de son apparition est que la viscosité du PC fondu est trop élevée.
Lorsque la pression et le taux d'injection sont faibles, la matière en fusion remplit le moule sous la forme d'un flux stagnant. Une fois que le matériau fondu à l'avant entre en contact avec la surface froide du moule, il se condense et se rétracte rapidement, et le matériau fondu chaud à l'arrière dilate le matériau froid rétréci sous l'effet de la pression et continue d'avancer. Ce processus s'effectue en alternance, formant des lignes d'ondulation verticales dans le sens de l'écoulement du matériau.
Solutions
Augmenter la température
Pour augmenter la température, il faut principalement augmenter la température de la buse, la température de l'extrémité avant du cylindre et la température du moule, en particulier la température à laquelle l'ondulation est générée. Cela permet de réduire la viscosité du PC à l'état fondu et d'améliorer la fluidité de la matière fondue. En outre, si le produit est relativement précis et a des exigences strictes en matière d'apparence, il est nécessaire d'ajouter un contrôleur de température du moule pour contrôler avec précision la température du moule à environ 120℃.

Augmenter le débit et la pression d'injection
L'augmentation du taux d'injection et de la pression d'injection vise principalement à accroître le débit de la matière fondue au niveau de l'"empreinte digitale" et à empêcher la matière fondue de s'écouler sous la forme d'un flux stagnant. Si l'"empreinte" est générée au centre du produit ou loin de la position de la porte, l'injection en plusieurs étapes doit être utilisée pour ajuster le taux d'injection section par section.
Modifier le moule
Modifier le moule principalement pour réduire la résistance de la matière fondue pendant le remplissage, par exemple en augmentant la taille de la glissière et de la porte ; veiller au polissage de l'orifice de la buse et de la glissière ; augmenter la rainure et la fente d'échappement ; installer des inserts et des dispositifs de guidage de l'air d'éjection ; améliorer les conditions d'échappement du moule ; installer un piège à matière froide suffisamment grand pour réduire la résistance à l'écoulement de la matière froide frontale.
Des marques de turbulence apparaissent sur le produit
Analyse des défauts
Les marques de turbulence sont des lignes d'écoulement irrégulières centrées sur la porte des produits PC. Contrairement à la ligne "empreinte digitale", les marques de turbulence apparaissent dans le sens de l'écoulement du matériau plutôt que perpendiculairement au sens de l'écoulement du matériau. La raison peut en être que le matériau fondu injecté dans la cavité du moule est soumis à un impact important, ce qui le rend collant et glissant sur le moule froid.

Solutions
Augmenter la température de la matière fondue pour éviter qu'elle ne refroidisse trop vite ; augmenter la température du moule, en particulier dans la zone où se trouvent les marques d'écoulement, pour éviter que la matière fondue ne glisse dans le moule avant d'être prête ; utiliser l'injection en plusieurs étapes pour ralentir le taux et la pression d'injection dans la zone où se trouvent les marques d'écoulement ; modifier l'emplacement de la porte pour changer la façon dont la matière fondue s'écoule ;
Veillez à ce que le matériau froid soit bien tassé afin qu'il ne glisse pas dans le moule ; utilisez des matériaux qui s'écoulent bien afin que le matériau en fusion remplisse le moule en douceur.
Des taches de matière froide apparaissent dans le produit
Analyse des défauts
Les taches de matériau froid sont un défaut courant dans les portillons des produits PC. Il s'agit d'un produit qui présente des taches brumeuses ou brillantes près du portillon, ou une cicatrice courbée comme un ver de terre qui colle à la surface du produit à partir du portillon.
La principale raison de sa formation est l'avancement du matériau froid à l'avant du matériau fondu entrant dans la cavité du moule ou le matériau froid pressé dans la cavité du moule plus tard en raison d'un maintien de pression excessif. Le matériau frontal transfère de la chaleur en raison du contact de la buse avec le gabarit froid ou de l'effet de refroidissement du canal de coulée. Lors de l'entrée dans la cavité du moule, il y a une poussée de la matière fondue chaude, ce qui entraîne la formation de taches de matière froide.

Les taches de matière froide s'étendent sur les produits plus fins et deviennent des taches troubles ressemblant à de la fumée ou à de la pâte, tandis que sur les produits à parois épaisses et fluides, une cicatrice incurvée en forme de ver de terre est laissée. Quant aux taches de matière froide formées par un maintien en pression excessif, elles sont dues à un temps de maintien en pression trop long. Lorsque la pression de maintien est trop élevée, la matière froide sur la glissière et la porte continue d'être comprimée dans le produit. Ce type de tache de matière froide forme souvent une tache brillante circulaire dans une petite zone près de la porte.
Dans un autre cas, la matière en fusion se comprime rapidement dans une petite ouverture et provoque une rupture de la matière fondue autour de l'ouverture, ou des points lumineux ressemblant à de la fumée ou à de la lumière apparaissent au niveau de l'ouverture en raison de l'interférence du gaz dans le moule. Les taches de matière froide nuisent non seulement à la qualité apparente du produit, mais affectent également l'effet des processus ultérieurs tels que la pulvérisation ou la galvanoplastie, et réduisent également la résistance mécanique du produit à des degrés divers.
Solutions
Augmenter la température du cylindre et de la buse, et augmenter la température du moule pour réduire l'impact du matériau froid ; ralentir le taux d'injection et augmenter la pression d'injection pour éviter la fracture de la matière fondue ou l'interférence du gaz dans le moule ; ajuster le temps d'injection et le temps de maintien pour éviter le surremplissage ; une conception raisonnable de la porte du moule peut réduire ou éviter la formation de taches de matériau froid à l'avance.

La méthode traditionnelle et efficace consiste à ouvrir un puits de matériau froid à l'extrémité du canal d'écoulement afin que le matériau frontal soit piégé dans le puits et ne pénètre pas dans la cavité du moule. Outre la mise en place d'un puits de matériau froid, certains moules doivent également prendre en compte la rationalité de la forme, de la taille et de la position de la porte, renforcer l'échappement du moule, éliminer les polluants dans le matériau, renforcer l'effet de séchage du matériau, réduire ou remplacer le lubrifiant et utiliser aussi peu d'agent de démoulage que possible.
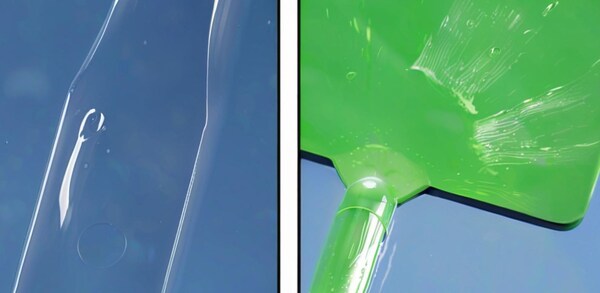
Contrainte interne des produits transparents
Analyse des défauts
Lors de la fabrication de produits transparents en PC, tels que des lunettes de soleil, des pare-brise, des masques oculaires et d'autres pièces, on constate souvent que les produits sont déformés, astigmates, peu transparents et qu'ils se fissurent. Cela est principalement dû à la tension interne du produit. En fait, il existe également des contraintes internes à l'intérieur des produits opaques, mais elles ne sont pas évidentes.
La contrainte interne est la contrainte qui se produit à l'intérieur du plastique en raison d'un mauvais moulage, de changements de température, etc. sans aucune force extérieure. C'est lorsque les molécules de plastique s'étirent et se figent sur place dans le produit. La contrainte interne dans les produits en plastique peut altérer les propriétés mécaniques et les performances des produits, comme les faire se déformer, les déformer et même créer de petites fissures ; elle peut donner un mauvais aspect aux produits et les rendre troubles.

Le stress interne peut également provoquer produits moulés par injection pour avoir des propriétés mécaniques plus élevées dans le sens de l'écoulement, mais une résistance plus faible dans le sens perpendiculaire à l'écoulement, ce qui se traduit par une performance inégale du produit, qui affecte son utilisation. En particulier, lorsque le produit est chauffé ou en contact avec des solvants organiques, la fissuration du produit s'accélère.
La contrainte interne des produits en PC est principalement due à la contrainte d'orientation et à la contrainte de température, et elle est parfois liée à un démoulage incorrect.
Stress lié à l'orientation
Il est facile de créer des contraintes internes après l'orientation des macromolécules à l'intérieur du produit moulé par injection, ce qui entraîne une concentration des contraintes. Pendant le moulage par injection, la matière fondue se refroidit rapidement et la viscosité de la matière fondue est plus élevée à une température plus basse. Les molécules orientées ne peuvent pas se détendre complètement. La contrainte interne ainsi générée affecte les propriétés mécaniques et la stabilité dimensionnelle du produit. C'est donc la température de fusion qui a la plus grande influence sur la contrainte d'orientation. Lorsque la température de fusion est augmentée, la viscosité de la matière fondue diminue, et donc la contrainte de cisaillement et l'orientation diminuent.

En outre, la relaxation de la contrainte d'orientation est plus élevée à une température de fusion élevée, mais lorsque la viscosité diminue, la pression transmise à la cavité du moule par la vis de la machine de moulage par injection augmente, ce qui peut accroître le taux de cisaillement et entraîner une augmentation de la contrainte d'orientation. Si le temps de maintien est trop long, la contrainte d'orientation augmente ; l'augmentation de la pression d'injection entraînera également une augmentation de la contrainte d'orientation en raison de l'augmentation de la contrainte de cisaillement et du taux de cisaillement. L'épaisseur du produit influe également sur la contrainte interne.
La contrainte d'orientation diminue avec l'augmentation de l'épaisseur du produit, car le produit à paroi épaisse refroidit lentement, la matière fondue se refroidit et se détend pendant une longue période dans la cavité du moule, et les molécules orientées ont suffisamment de temps pour revenir à l'état aléatoire. Si la température du moule est élevée et que la matière fondue refroidit lentement, la contrainte d'orientation peut être réduite.
Contrainte de température
Lorsque vous injectez du plastique, la différence de température entre la température de la matière fondue et la température du moule est importante, de sorte que la matière fondue près de la paroi du moule se refroidit plus rapidement, ce qui rend la contrainte inégale dans le produit. Le PC ayant une grande capacité thermique spécifique et une faible conductivité thermique, la surface du produit se refroidit beaucoup plus vite que l'intérieur.

Lorsque le produit continue à refroidir, la coquille solidifiée à la surface empêche l'intérieur de se contracter librement, ce qui entraîne une contrainte de traction à l'intérieur et une contrainte de compression à l'extérieur. Plus la contrainte due au retrait des thermoplastiques est importante, plus la contrainte due au compactage dans le moule est faible, c'est-à-dire plus le temps de maintien est court et plus la pression de maintien est faible, ce qui permet de réduire considérablement la contrainte interne.
La forme et la taille du produit ont également une grande influence sur la contrainte interne. Plus le rapport entre la surface et le volume du produit est élevé, plus la surface se refroidit rapidement et plus la contrainte d'orientation et la contrainte de température sont importantes. La contrainte d'orientation est principalement générée dans la fine couche superficielle du produit. Par conséquent, on peut considérer que la contrainte d'orientation devrait augmenter avec l'augmentation du rapport entre la surface du produit et son volume.
Si l'épaisseur du produit est inégale ou si le produit comporte des inserts métalliques, il est facile de générer des contraintes d'orientation, de sorte que les inserts et les portillons doivent être placés sur la paroi épaisse du produit.D'après l'analyse ci-dessus, nous pouvons voir qu'en raison des caractéristiques structurelles des plastiques et des limites des conditions du processus de moulage par injection, il est impossible d'éviter complètement les contraintes internes. Le seul moyen est de minimiser les contraintes internes ou d'essayer de les répartir uniformément dans le produit.

Solutions
La température de l'injection a un effet important sur les contraintes internes du produit. Par conséquent, la température du tonneau doit être augmentée correctement pour s'assurer que le matériau est bien plastifié et que les pièces sont uniformes afin de réduire le retrait et les contraintes internes ; la température du moule doit être augmentée pour que le produit refroidisse lentement afin de détendre les molécules orientées et de réduire les contraintes internes.
Si la pression d'injection est trop élevée, les molécules de plastique seront davantage orientées et la force de cisaillement sera plus importante, de sorte que les molécules de plastique seront disposées dans l'ordre et que la contrainte d'orientation du produit augmentera. Par conséquent, essayez d'utiliser une pression d'injection plus faible ; si le temps de maintien est trop long, la pression dans le moule augmentera en raison de l'effet de compensation de la pression, la matière fondue produira un effet d'extrusion plus important, le degré d'orientation moléculaire augmentera et la contrainte interne du produit augmentera. Par conséquent, le temps de maintien ne doit pas être trop long.
L'effet de la vitesse d'injection sur la contrainte interne des pièces moulées par injection est beaucoup plus faible que celui de la température, de la pression et d'autres facteurs. Toutefois, il est préférable d'utiliser une vitesse d'injection variable, c'est-à-dire un remplissage rapide du moule. Lorsque la cavité du moule est pleine, il convient d'utiliser une vitesse réduite. D'une part, l'injection à vitesse variable permet un remplissage rapide du moule et réduit les marques de soudure ; d'autre part, le maintien à faible vitesse peut réduire l'orientation moléculaire.

La position de la porte doit être raisonnable. Pour les produits plats, utiliser autant que possible des portillons en forme de fente ou d'éventail ; le dispositif d'éjection doit être conçu pour éjecter sur une grande surface ; la pente de démoulage doit être importante.
Lorsque le produit comporte un insert métallique, le matériau de l'insert doit être préchauffé (généralement à environ 200°C) afin d'éviter que le métal et le plastique ne génèrent des contraintes internes en raison de l'incohérence du coefficient de dilatation linéaire. Le point de transition doit être franchi à l'aide d'un arc.
Après le démoulage, vous pouvez vous débarrasser des tensions internes par traitement thermique. La température du traitement thermique est d'environ 120°C et la durée est d'environ 2 heures. L'essence du traitement thermique est de donner un certain degré de mobilité aux segments de chaîne et aux maillons des molécules plastiques, de relâcher la déformation élastique gelée et de faire en sorte que les molécules orientées reviennent à un état aléatoire.

Résumé
Cet article traite des problèmes courants liés au moulage par injection plastique du polycarbonate (PC) et de la manière de les résoudre. Ces problèmes comprennent la décoloration, les stries argentées, les bulles, les bulles de vide, les empreintes digitales, les taches de matériau froid et les contraintes internes.
L'article explique pourquoi chaque problème survient (processus, matériau, machine) et comment le résoudre (modification de la température, de la pression, de la vitesse d'injection et du moule). L'article précise qu'il faut faire en sorte que les processus de moulage par injection et les matériaux pour fabriquer de meilleurs produits en PC.







