 Skip to content
Skip to content 

Moule en plastique est un outil destiné à l'industrie de transformation des matières plastiques et aux machines de moulage des matières plastiques afin de donner aux produits plastiques une forme complète et une taille précise.
En raison de la diversité des matières plastiques et des méthodes de traitement, la machine de moulage en plastique et les produits en plastique, ainsi que la structure simple et compliquée, les types et les structures des moules en plastique sont également très variés.
Les moules sont utilisés dans un grand nombre d'industries pour créer des produits. Moulage plastique est un processus populaire utilisé pour créer une variété d'articles en plastique.
Dans cet article de blog, nous aborderons tout ce que vous devez savoir sur le moulage plastique ! Nous aborderons les bases, telles que ce que c'est et comment cela fonctionne, ainsi que des sujets plus avancés, tels que les différents types de moules et les matériaux qu'ils utilisent.
Nous espérons que cet article de blog vous fournira toutes les informations dont vous avez besoin pour prendre une décision éclairée sur l'utilisation de la moules en plastique.

Introduction de base aux moules en plastique
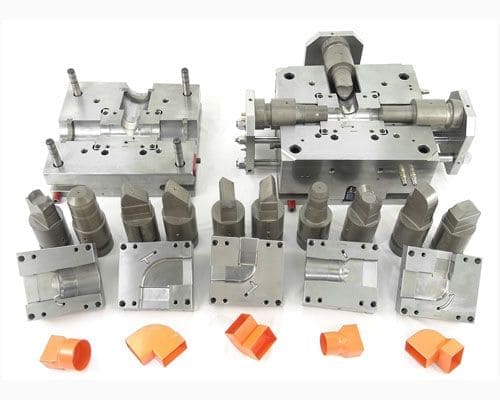
Un moule en plastique combiné pour le moulage par compression, le moulage par extrusion, moulage par injectionLes principaux types de moules sont les suivants : le moule concave à cavités variables, composé d'un substrat de combinaison de moules concaves, d'un assemblage de moules concaves et d'une plaque de combinaison de moules concaves, et le moule convexe à noyaux variables, composé d'un substrat de combinaison de moules convexes, d'un assemblage de moules convexes, d'une plaque de combinaison de moules convexes, d'un assemblage de découpe des cavités et d'une plaque de combinaison de découpe des côtés.
Changement coordonné des moules convexes et concaves et du système de moulage auxiliaire. Elle peut traiter une série de pièces en plastique de formes et de tailles différentes.
Il s'agit d'un outil utilisé dans l'industrie de la transformation des matières plastiques. moulage plastique pour donner aux produits en plastique une forme complète et une taille précise.

En raison de la diversité des matières plastiques et des méthodes de transformation, moulage plastique Les types et les structures des moules en plastique sont donc également très variés.
Avec le développement rapide de l'industrie plastique et l'amélioration continue des plastiques généraux et techniques en termes de résistance et d'autres aspects, l'application des produits en plastique s'étend également et la quantité de produits en plastique augmente.
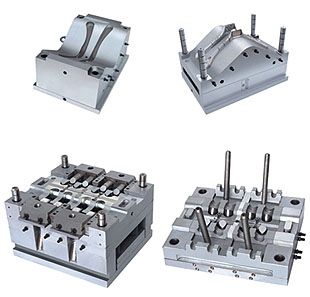
Moule en plastique est une sorte d'outil permettant de fabriquer des produits en plastique. Il se compose de plusieurs groupes de pièces, et cette combinaison contient la cavité de moulage.
Pendant moulage par injection, le outil de moulage par injection est serré sur la machine de moulage par injection, le plastique fondu est injecté dans la cavité de moulage, refroidi et mis en forme dans la cavité, puis les moules supérieur et inférieur sont séparés et le produit est éjecté de la cavité et quitte le moule par le système d'éjection, et enfin le moule est refermé pour l'injection suivante, l'ensemble du processus d'injection étant cyclique.
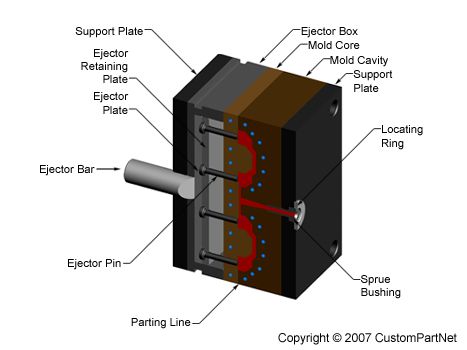
D'une manière générale, le moule en plastique se compose de deux parties : le moule mobile et le moule fixe. Le moule mobile est monté sur le gabarit mobile de l'unité de production. moulage par injection et le moule fixe est monté sur le gabarit fixe de la machine de moulage par injection. Le gabarit de moule mobile et le gabarit de moule fixe sont les éléments suivants moulage par injection consiste en une machine utilisée pour fixer le moule.
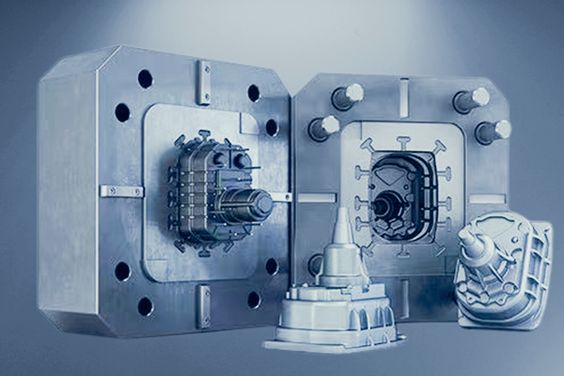
Pendant moulage par injectionLe moule et le moule fixe sont fermés pour former le système de coulée et la cavité, et lorsque le moule est ouvert, le moule et le moule fixe sont séparés afin d'éliminer les produits en plastique.
Bien que la structure du moule puisse varier en fonction de la variété et des propriétés des matières plastiques, de la forme et de la structure des produits en plastique et du type de machine d'injection, la structure de base est la même.
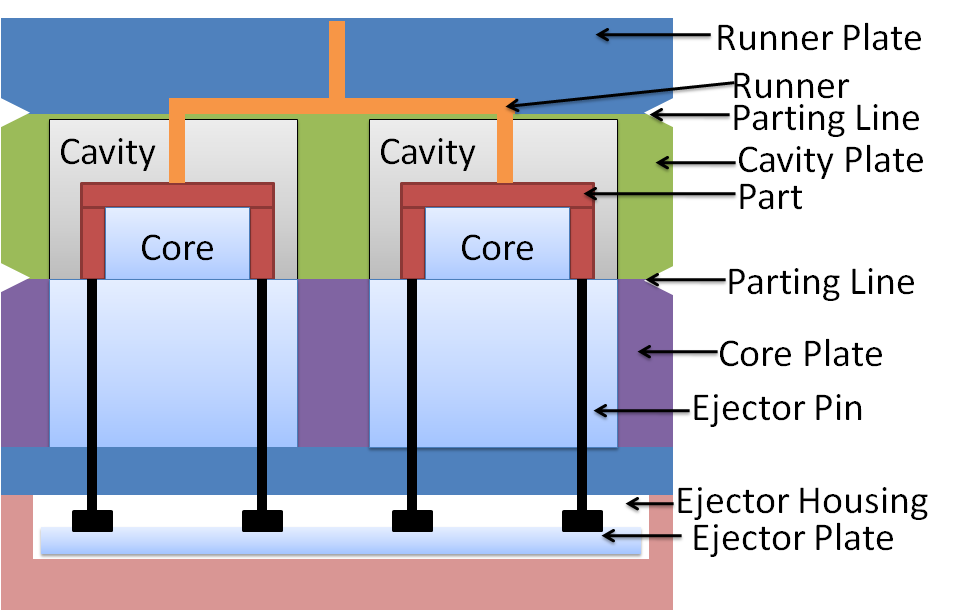
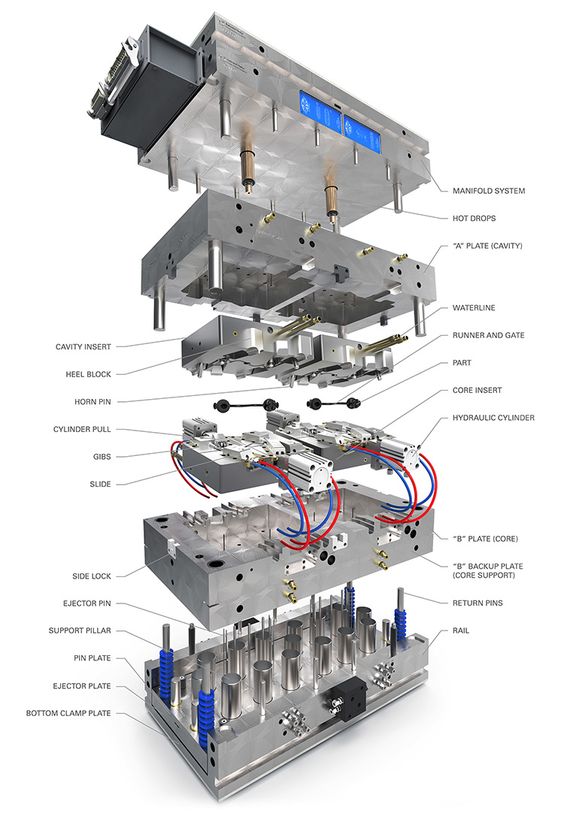
Le moule est principalement composé d'un système de coulée, d'un système de régulation de la température, de pièces de moulage et de pièces structurelles.
Parmi elles, le système de coulée et les pièces de moulage sont les pièces en contact direct avec le plastique et qui changent avec le plastique et les produits. Ce sont les pièces les plus compliquées et les plus modifiables du moule et elles requièrent la plus grande finition et la plus grande précision.
Le système de coulée est la partie du canal d'écoulement avant que le plastique ne pénètre dans la cavité à partir de la buse d'injection, y compris le canal d'écoulement principal, la cavité froide, le collecteur et la porte. Les pièces de moulage sont les diverses pièces qui constituent la forme du produit, notamment le moule mobile, le moule fixe et la cavité, le noyau, la tige de moulage et l'orifice d'échappement, etc.
En Chine, les moules en plastique sont utilisés dans l'industrie des moteurs et des piliers de haute technologie, ce qui entraîne la formation d'une énorme chaîne industrielle, depuis l'amont de l'industrie des matières premières et auxiliaires jusqu'à l'aval de l'industrie des machines, des automobiles, des motos, des appareils ménagers, des communications électroniques, de la construction et des matériaux de construction et de plusieurs autres applications majeures de l'industrie, moule en plastique un développement dynamique.

Principale classification des moules en plastique
En fonction des différentes méthodes de moulage, nous pouvons diviser les types de moules de transformation des matières plastiques correspondant aux différentes exigences du processus, principalement moules de moulage par injectionmoules de moulage par extrusion, moules de moulage sous blister, moules de moulage en polystyrène à haute teneur en mousse, etc.
a. Moules d'injection plastique
D'après nos connaissances moules d'injection plastiqueIl s'agit principalement d'un type de moule utilisé le plus souvent dans la production de thermoplastiques. pièces moulées par injection de plastique.
Le moule d'injection plastique correspond à l'équipement de traitement des machines de moulage par injection de plastique, dans lequel la matière plastique est d'abord chauffée et fondue dans le baril au fond de la machine d'injection, puis poussée par la vis ou le piston de la machine d'injection, elle entre dans la cavité du moule par la buse d'injection et le système de coulée du moule, le plastique est refroidi et durci, et le produit est obtenu par démoulage, c'est-à-dire l'ensemble du processus de moulage par injection de plastique. moulage par injection processus de cycle.
La structure se compose généralement de pièces de moulage, d'un système de coulée, de pièces de guidage, d'un mécanisme de poussée, d'un système de régulation de la température, d'un système d'échappement, de pièces de support et d'autres pièces.
Le fabrication de moules par injection Les matériaux courants sont principalement l'acier de construction au carbone, l'acier à outils au carbone, l'acier à outils allié, l'acier à grande vitesse, etc.
Entière moulage par injection n'est généralement applicable qu'à la production de masse de produits en matériaux thermoplastiques, avec des moulage par injection de plastique Le procédé d'injection permet de fabriquer une large gamme de produits en plastique, des produits de première nécessité à toutes sortes de machines complexes, d'appareils électriques, de pièces de transport, etc.

b. Moule à compression en plastique
Il existe deux types de moules structurels : le moule à compression et le moule à compression. moulage par injection. Ils sont principalement utilisés pour mouler des plastiques thermodurcissables, et leur équipement correspondant est la machine de moulage sous pression.
La méthode de moulage par compression est basée sur les caractéristiques des plastiques, le moule est chauffé à la température de moulage (généralement 103°-108°), puis la poudre de moulage par compression mesurée est introduite dans la cavité du moule et dans la chambre de remplissage, et le moule est fermé.
Moulage par injection à la presse diffère du moulage par compression en ce sens qu'il y a une chambre de remplissage séparée et que le moule est fermé avant le moulage. Le plastique est préchauffé dans la chambre de remplissage et se trouve dans un état d'écoulement visqueux, puis il est ajusté et pressé dans la cavité du moule sous pression pour durcir et se mouler.
Les moules à compression sont également utilisés pour mouler certains thermoplastiques spéciaux tels que les thermoplastiques difficiles à fondre (comme le polygafluoroéthylène), les lentilles en résine aux propriétés optiques très élevées, les volants de voiture en nitrocellulose légèrement moussants, etc.
Moules de moulage par compression sont principalement composées de cavités, de cavités de remplissage, d'un mécanisme de guidage, de pièces à expulser, d'un système de chauffage, etc. Compression moules d'injection sont largement utilisés pour encapsuler les composants électriques.
Les matériaux utilisés dans la la fabrication de moules de moulage par compression sont fondamentalement les mêmes que les moules à injection.

c. Moule d'extrusion en plastique
Elle est également appelée tête de moulage par extrusion et est largement utilisée pour le traitement des tuyaux, des tiges, des monofilaments, des plaques, des films, des revêtements de fils et de câbles, des profilés, etc.
L'équipement de production correspondant est une extrudeuse plastique, dont le principe consiste à faire fondre et à plastifier le plastique solide dans des conditions de chauffage, de rotation de la vis de l'extrudeuse et de pression, et à fabriquer des produits plastiques continus ayant la même section transversale que la forme du moule à bouche grâce à une forme spécifique du moule à bouche.
Ses matériaux de fabrication sont principalement l'acier de construction au carbone, les outils en alliage, etc. Certaines filières d'extrusion sont également incrustées de matériaux résistants à l'usure, tels que le diamant, dans les parties qui doivent être résistantes à l'usure.
Le procédé d'extrusion n'est généralement applicable qu'à la production de produits thermoplastiques, et sa structure est nettement différente de celle de l'extrusion. moules d'injection et des moules à compression.

d. Moule de soufflage en plastique
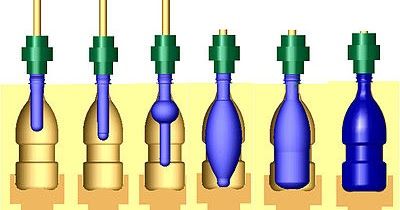
Il s'agit d'un type de moule utilisé pour mouler les produits creux des conteneurs en plastique (tels que les bouteilles de boissons, les produits chimiques quotidiens et d'autres conteneurs d'emballage), et les formes de moulage par soufflage sont principalement le moulage par extrusion-soufflage, moulage par injection-soufflagemoulage par injection extension soufflage (communément appelé "injection pull blow"), moulage par soufflage multicouche, moulage par soufflage de feuilles, etc. Formage, etc.
Le moulage par soufflage de produits creux correspondant à l'équipement est généralement appelé machine de moulage par soufflage de plastique, le moulage par soufflage n'est applicable qu'à la production de variétés de produits thermoplastiques.
La structure du moule de soufflage est relativement simple, les matériaux utilisés sont principalement constitués de carbone.
e. Moule pour blisters en plastique
Il s'agit d'un type de moule qui utilise la plaque ou la feuille de plastique comme matière première pour fabriquer des produits simples en plastique.
Son principe consiste à utiliser la méthode d'ouverture sous vide ou la méthode de formage à l'air comprimé pour fixer la plaque ou la feuille de plastique sur le moule concave ou convexe, la déformer sous l'effet du chauffage et du ramollissement et la coller sur la cavité du moule pour obtenir les produits formés requis, principalement utilisés dans la production de certains produits de première nécessité, de produits alimentaires, de jouets et d'autres produits d'emballage.
La pression exercée par le moule blister étant faible, le matériau du moule est généralement constitué de fonte d'aluminium ou de matériaux non métalliques, et la structure est simple.

f. Moule pour polystyrène hautement expansé
Il s'agit d'un moule permettant de mouler des matériaux d'emballage en mousse de différentes formes en appliquant la matière première EPS (billes de polystyrène et agent gonflant).
Le principe est que le PSE peut être moulé en vapeur dans le moule, y compris les moules manuels simples et les moules en mousse à passage direct des machines hydrauliques de deux types, principalement utilisés pour la production de produits d'emballage industriels.
Les matériaux utilisés pour la fabrication de ces moules sont la fonte d'aluminium, l'acier inoxydable, le bronze, etc.

Éléments de conception des moules en plastique
La conception et la fabrication des moules sont étroitement liées à la transformation des matières plastiques. Le succès ou l'échec de la transformation des matières plastiques dépend largement de l'effet de la conception du moule et de la qualité de la fabrication. fabrication de moulestandis que la conception des moules en plastique est basée sur la conception correcte des produits en plastique.
La conception des moules en plastique doit prendre en compte les éléments structurels suivants
1. Surface de séparation, c'est-à-dire la surface de contact où le moule concave et le moule convexe s'emboîtent l'un dans l'autre lorsque le moule est fermé.
Son emplacement et sa forme sont influencés par la forme et l'aspect du produit, l'épaisseur uniforme de la paroi, la méthode de moulage, le processus de post-traitement, le type et la structure du moule, la méthode de démoulage et la structure de la machine de moulage, etc.
2. Pièces structurelles, c'est-à-dire glissières, dessus incliné, blocs à dessus droit de moules complexes, etc.
La conception des pièces structurelles est très importante, car elle est liée à la durée de vie du moule, au cycle de traitement, au coût, à la qualité du produit, etc. Par conséquent, la conception de la structure centrale des moules complexes exige une grande capacité d'analyse de la part du concepteur, qui doit rechercher autant que possible des solutions de conception plus simples, plus durables et plus économiques.
3. Précision du moule, c'est-à-dire évitement des cartes, positionnement fin, pilier de guidage, goupille de positionnement, etc.
Le système de positionnement est lié à la qualité de l'apparence du produit, à la qualité et à la durée de vie du moule. En fonction de la structure du moule, différentes méthodes de positionnement sont choisies, le contrôle de la précision du positionnement repose principalement sur le traitement, le positionnement interne du moule est principalement pris en compte par le concepteur, la conception d'une méthode de positionnement plus raisonnable et plus facile à ajuster.
4. Système d'écoulement, c'est-à-dire à partir du moulage par injection la buse de la machine jusqu'à la cavité entre le canal d'alimentation, y compris le canal d'écoulement principal, le canal de dérivation, la porte et la cavité froide.
En particulier, l'emplacement de la porte doit être choisi de manière à faciliter l'écoulement du plastique fondu dans une cavité remplie, attachée au produit du canal solide et la matière froide de la porte est facile à éjecter du moule et à retirer lorsque le moule est ouvert (sauf pour les moules à canaux chauds).
5. le taux de rétrécissement des plastiques et les facteurs affectant la précision dimensionnelle du produit, tels que fabrication de moules les erreurs d'assemblage, l'usure des moules, etc.
En outre, la conception des systèmes de compression et de moules d'injectionLa conception assistée par ordinateur doit également tenir compte du processus de la machine de moulage et des paramètres structurels de la pièce. La technologie de conception assistée par ordinateur a été largement utilisée dans la conception des moules en plastique.

Accessoires pour moules en plastique
Poinçon, tête, pilier de guidage, douille de guidage, positionnement fin, tige d'éjection, goupille d'éjection, douille, dispositif coulissant, dispositif supérieur incliné, douille à bille d'acier, timbre à date, moule en plastique ressort, joint d'étanchéité, joint de refroidissement, plongeur d'eau, bague de positionnement, manchon d'obturation, goupille de traction, barre d'attache, clou de limite, clou à ordures, poteau de support, ouvreur, contrôleur de séquence d'ouverture du moule (assemblage de boucles de verrouillage du moule), etc.
Pièces de structure pour moules en plastique
Composition
La structure des moules de soufflage, des moules de coulée et des moules de thermoformage est relativement simple.
Moule de compression, moule d'injection et la structure du moule de transfert est plus complexe, ce qui fait que les pièces de ce type de moule sont également plus nombreuses.
Les éléments de base sont les suivants
1. Les pièces de formage, y compris le moule concave, le moule convexe, une variété de noyaux de moulage, sont des produits de moulage à l'intérieur et à l'extérieur de la surface ou de l'extrémité supérieure et inférieure, des trous latéraux, des pièces concaves latérales et des pièces filetées.
2. Soutenir les parties fixes, y compris la plaque de base du moule, la plaque fixe, la plaque de support, le tampon, etc., pour fixer le moule ou soutenir la pression.
3. Pièces de guidage, y compris pilier et douille de guidage, pour déterminer la position relative du moule ou le mouvement du mécanisme de lancement.
4. Les pièces d'extraction du noyau, y compris les goupilles de basculement, les curseurs, etc., sont utilisées pour extraire le noyau mobile lorsque le moule est ouvert, afin que le produit soit libéré du moule.
5. Les pièces de sortie, y compris la tige de poussée, le tube de poussée, le bloc de poussée, la plaque de la pièce de poussée, l'anneau de la pièce de poussée, la plaque fixe de la tige de poussée, la plaque de poussée, etc.
Ce type de cadre de moule est constitué de pièces de base dont la structure, la forme et la taille ont été normalisées et sérialisées, et la cavité peut être traitée en fonction de la forme des produits. L'utilisation d'un cadre de moule standard permet de raccourcir le cycle de fabrication des moules.
Rôle des pièces de base du moule couramment utilisées
Plaque de base du moule fixe (panneau) : le moule avant fixé sur la machine de moulage par injection.
Plaque de coulée (plaque de bec) : retirer la tige de déchets lors de l'ouverture du moule, de sorte qu'elle tombe automatiquement (moule à trois plaques).
Plaque de fixation (plaque A) : la partie avant du produit moulé.
Plaque fixe de la matrice mobile (plaque B) : la partie arrière des produits moulés.
Tampon : le pied du moule, son rôle est de permettre à la plaque supérieure d'avoir suffisamment d'espace pour se déplacer.
Plaque de poussée : pousse le produit hors du moule en poussant les pièces telles que la barre supérieure, le bloc supérieur et la partie supérieure inclinée lors de l'ouverture du moule.
Plaque de base du moule mobile (plaque inférieure) : pour fixer le moule arrière sur la plaque de base. moulage par injection machine.
Pilier et douille de guidage : ils jouent un rôle de guidage et de positionnement, aident à l'ouverture des moules avant et arrière et au positionnement des moules et des éléments de base.
Colonne de support (tête de support) : améliore la résistance de la plaque B, évite efficacement la déformation de la plaque B causée par une production à long terme.
Pilier de guidage de la plaque supérieure (toast du milieu) : guide et positionne la plaque de poussée pour assurer une éjection en douceur.
Exigences en matière de matériaux pour les moules en plastique
Les conditions de travail des moules en plastique sont différentes de celles des moules de poinçonnage à froid, qui doivent généralement travailler à une température de 150°C-200°C. En plus d'être soumis à une certaine pression, ils doivent également supporter l'influence de la température.
Or, selon la moule de moulage en plastique les conditions d'utilisation, les méthodes de transformation des différents moule en plastique avec les exigences de performance de base de l'acier se résume à peu près comme suit.

Dureté de la surface et résistance à l'usure adéquates
Moule en plastique La dureté est généralement inférieure à 50-60 HRC. Après le traitement thermique du moule, la dureté de la surface doit être suffisante pour garantir une rigidité suffisante du moule.
Le moule dans le travail dû au remplissage et à l'écoulement du plastique doit résister à des contraintes de compression et de friction importantes, ce qui exige que le moule maintienne la précision de la forme et la précision dimensionnelle de la stabilité, afin de garantir que le moule a une durée de vie suffisante.
La résistance à l'usure des moules dépend de la composition chimique de l'acier et de la dureté du traitement thermique, de sorte que l'amélioration de la dureté du moule est propice à l'amélioration de sa résistance à l'usure.

Excellente aptitude à la coupe
La plupart des moules de moulage en plastiqueOutre le traitement EMD, il est également nécessaire d'effectuer un certain nombre de travaux de découpe et de réparation par serrage.
Afin de prolonger la durée de vie des outils de coupe, d'améliorer les performances de coupe et de réduire la rugosité de la surface, la dureté de l'acier pour moules en plastique doit être appropriée.

Bonne performance de polissage
Les produits en plastique de haute qualité nécessitent une faible rugosité de la surface de la cavité.
Par exemple, le moule d'injection la valeur de rugosité de la surface de la cavité doit être inférieure à Ra0,1 ~ 0,25, la surface optique doit être Ra<0,01nm, la cavité doit être polie pour réduire la valeur de rugosité de la surface.
Pour cette raison, le choix de l'acier requiert moins d'impuretés matérielles, une uniformité microfine du tissu, pas de fibres directionnelles, le polissage ne doit pas faire apparaître de pockmark ou de défauts de peau d'orange.

Bonne stabilité thermique
Moule d'injection plastique Les pièces sont souvent de forme complexe, difficiles à traiter après la trempe, il faut donc essayer d'utiliser une bonne stabilité thermique.
Lorsque le processus de moulage après traitement thermique est dû au coefficient de dilatation linéaire, la déformation due au traitement thermique est faible, la différence de température causée par le faible taux de changement de taille, l'organisation métallographique et la stabilité de la taille du moule, peuvent être réduites ou ne plus être traitées pour garantir la précision de la taille du moule et les exigences en matière de rugosité de la surface.
Les nuances 45 et 50 d'acier au carbone présentent une certaine résistance mécanique et une certaine résistance à l'usure ; après le traitement de trempe, elles sont principalement utilisées pour les cadres de moules.
L'acier à outils à haute teneur en carbone, l'acier à outils faiblement allié après traitement thermique présentent une résistance élevée et une bonne résistance à l'usure, ce qui les destine davantage aux pièces moulées.
Mais l'acier à outils à haute teneur en carbone, en raison de la déformation due au traitement thermique, n'est utilisé que pour la fabrication de pièces de moulage de petite taille et de forme simple.
Avec le développement de l'industrie plastique, la complexité des produits en plastique, la précision et d'autres exigences sont de plus en plus élevées, et le matériau du moule doit également répondre à des exigences plus élevées.
Pour la fabrication de moules en plastique complexes, précis et résistants à la corrosion, on peut utiliser de l'acier prétrempé (tel que le PMS), de l'acier résistant à la corrosion (tel que le PCR) et de l'acier martensitique à faible teneur en carbone (tel que le 18Ni-250), qui présentent de meilleures propriétés de coupe, de traitement thermique et de polissage, ainsi qu'une plus grande résistance.
En outre, lors de la sélection des matériaux, il faut également tenir compte de la prévention de l'abrasion et du collage, comme l'existence d'un mouvement relatif entre les deux surfaces, et essayer d'éviter de sélectionner des matériaux ayant la même structure organisationnelle ; dans des conditions particulières, il est possible de plaquer ou de nitrurer une face, de sorte que les deux faces aient une structure de surface différente.

Sélection des matériaux pour les moules en plastique
1. les conditions de travail des moules en plastique
En raison du développement du plastique et de la moulage plastique l'industrie, les exigences de qualité des moules en plastique sont de plus en plus élevées, de sorte que la défaillance des moules en plastique est de plus en plus fréquente. moules en plastique et leurs facteurs d'influence sont devenus des sujets de recherche importants.
Les principaux éléments de fonctionnement de moule en plastique sont des pièces de moulage, telles que les moules convexes, les moules concaves, etc. Ils constituent la cavité du moule en plastique pour mouler diverses surfaces de pièces en plastique et sont directement en contact avec le plastique, soumis à la pression, à la température, à la friction et à la corrosion, etc.

2. Analyse des causes de défaillance des matériaux des moules en plastique
La fabrication générale de moules comprend la conception des moules, la sélection des matériaux, le traitement thermique, l'usinage CNC, la mise en service et les processus d'installation.
Selon l'enquête, les facteurs de défaillance des moules, le moule utilisé dans le matériau et le traitement thermique sont les principaux facteurs influençant la durée de vie.
Du point de vue de la gestion de la qualité totale, les facteurs affectant la durée de vie du moule ne peuvent pas être mesurés comme la somme de polynômes, mais devraient être le produit de facteurs multiples, de sorte que les avantages et les inconvénients des matériaux du moule et du traitement thermique dans l'ensemble du processus de fabrication du moule sont particulièrement importants.
D'après l'analyse du phénomène courant de défaillance des moules, les moules en plastique peuvent, au cours du processus de service, produire une perte d'usure, une déformation localisée et une rupture.
Les principales formes de défaillance des moules en plastique peuvent être divisées en défaillance par perte d'usure, défaillance par déformation plastique locale et défaillance par rupture.

3. Exigences en matière de performance de l'acier pour moules en plastique
Avec le développement rapide de l'industrie manufacturière, le moule en plastique est un outil indispensable. moulage plastique la proportion de la production totale de moules a augmenté d'année en année.
Avec le développement des plastiques à haute performance et la production continue, la variété croissante des produits en plastique, l'extension de l'utilisation des produits à la précision, à l'ampleur et à la complexité du développement.
La production de moules évoluant à grande vitesse, les conditions de travail des moules sont également de plus en plus complexes.
1) l'usure et la corrosion de la surface de la cavité
Le plastique fondu à une certaine pression dans l'écoulement de la cavité du moule, la solidification des pièces en plastique du moule, sont causés par la friction sur la surface de moulage, ce qui provoque l'usure.
La cause première de l'usure des moules en plastique est la friction entre le moule et le matériau. Cependant, la forme spécifique de l'usure et le processus d'usure sont liés à de nombreux facteurs, tels que la pression, la température, la vitesse de déformation du matériau et les conditions de lubrification du moule au cours du processus de travail.
Lorsque le matériau et le traitement thermique du moule en plastique ne sont pas raisonnables, la surface de la cavité du moule en plastique présente une faible dureté et une mauvaise résistance à l'usure, ce qui se manifeste comme suit : la taille de la surface de la cavité est très faible en raison de l'usure et de la déformation ; la valeur de la rugosité devient élevée en raison de l'arrachage des cheveux et la qualité de la surface se détériore.
En particulier, l'utilisation de matériaux solides dans la cavité du modèle en plastique intensifie l'usure de la surface de la cavité.
En outre, la transformation du plastique contient du chlore, du fluor et d'autres composants de la décomposition thermique des gaz corrosifs HC1, HF, de sorte que l'usure de la surface de la cavité du moule en plastique due à la corrosion entraîne une défaillance.
S'il y a des dommages dus à l'usure en même temps que l'usure, de sorte que la surface de la cavité du placage ou d'une autre couche protectrice est endommagée, cela favorisera le processus de corrosion.
L'action croisée de deux types de dommages accélère la corrosion d'un effet de perte d'usure.

2) Rupture par déformation plastique
La pression superficielle de la cavité du modèle plastique, la chaleur peuvent provoquer une défaillance de la déformation plastique, en particulier lorsque le petit moule est utilisé dans un équipement de grand tonnage, il est plus probable qu'il produise une déformation plastique due à une surcharge.
Les moules en plastique utilisés dans les matériaux de résistance et de ténacité ne sont pas suffisants, la résistance à la déformation est faible ; l'échec de la déformation plastique est une autre raison, principalement la couche de durcissement de la surface de la cavité du moule est trop mince, la résistance à la déformation n'est pas suffisante ou la température de travail est plus élevée que la température de revenu et le changement de phase se ramollit, et l'échec du moule est précoce.
3)Fracture
La principale raison de la rupture est due à la structure, à la différence de température et à la contrainte structurelle, à la contrainte thermique ou à une trempe insuffisante, dans l'utilisation de la température, de sorte que l'austénite résiduelle se transforme en martensite, ce qui provoque une expansion locale du volume, la contrainte tissulaire générée à l'intérieur du moule.
Les conditions de travail des moules en plastique sont différents de ceux des moules d'emboutissage à froid, qui doivent généralement travailler à 150℃-200℃, et sont soumis à des effets de température en plus d'une certaine pression.
Le même moule présentera diverses formes de défaillance, et même dans le même moule peuvent apparaître diverses détériorations.
A partir de la forme de défaillance de moule en plastiqueIl est connu que le choix judicieux du matériau du moule en plastique et du traitement thermique est très important, car ils sont directement liés à la durée de vie du moule.

4. l'acier des moules en plastique doit répondre aux exigences suivantes
1)Résistance à la chaleur
Avec l'apparition des machines de moulage à grande vitesse, la vitesse de production des produits en plastique s'est accélérée.
La température de moulage étant comprise entre 200 et 350 ℃, si l'écoulement du plastique n'est pas bon et si la vitesse de moulage est rapide, la température de la surface du moule dépassera 400 ℃ en très peu de temps.
Afin de garantir la précision du moule en cours d'utilisation et de limiter la déformation, l'acier pour moules doit présenter une résistance élevée à la chaleur.
2)Résistance à l'usure insuffisante
Avec l'expansion de l'utilisation des produits en plastique, il est souvent nécessaire d'ajouter des fibres de verre et d'autres matériaux inorganiques pour améliorer la plasticité. En raison de l'ajout d'additifs, la fluidité du plastique est fortement réduite, ce qui entraîne l'usure du moule, qui doit donc présenter une bonne résistance à l'usure.
3) Excellente aptitude à la coupe
La plupart des moules de moulage en plastiqueEn plus du traitement par électroérosion, il faut également effectuer un certain nombre de travaux de découpe et de réparation par serrage.
Afin de prolonger la durée de vie des outils de coupe, la trempe de traitement dans le processus de coupe est faible.
Afin d'éviter la déformation du moule et d'affecter la précision, il faut espérer que la contrainte résiduelle de traitement puisse être contrôlée au minimum.

4)Bonne stabilité thermique
Moule d'injection plastique Les pièces sont souvent de forme complexe, difficiles à traiter après la trempe, et il convient donc d'essayer d'utiliser un matériau présentant une bonne stabilité thermique.
5)Performance du traitement de la surface du miroir
La surface de la cavité est lisse et la surface de moulage est polie pour obtenir une surface miroir avec une rugosité de surface inférieure à Ra0,4μm afin de garantir l'aspect des pièces pressées en plastique et de faciliter le démoulage.
6)La performance du traitement thermique
Dans l'accident de défaillance du moule, l'accident causé par le traitement thermique est généralement de 52,3%, de sorte que le traitement thermique dans l'ensemble de la chaîne de production de l'entreprise n'est pas pris en compte dans le calcul de l'accident. fabrication de moules occupe une place importante, le processus de traitement thermique a un impact plus important sur la qualité du moule.
Les exigences générales en matière de déformation lors du traitement thermique sont faibles, la plage de température de trempe, la sensibilité à la surchauffe sont faibles, en particulier pour avoir une plus grande trempabilité et une plus grande aptitude à la trempe, etc.
7)Corrosion resistance
Dans le processus de formage, des gaz corrosifs peuvent être libérés, tels que HC1, HF et d'autres gaz corrosifs, parfois dans la bouche d'écoulement de l'air pour faire rouiller et endommager le moule, de sorte que l'acier du moule doit avoir une bonne résistance à la corrosion.
5. Nouveau moule en plastique en acier
Le moule en plastique général est souvent utilisé pour normaliser l'état de l'acier 45 ou de l'acier 40Cr par la fabrication de la trempe.
Exigences de dureté des moules à haute teneur en plastique utilisant du CrWMn ou du Crl2MoV et d'autres aciers de fabrication.
Pour la température de travail du moule en plastiqueVous pouvez choisir d'utiliser la haute ténacité de l'acier à chaud pour moules.
Afin de répondre aux exigences plus élevées de la cavité plastique en matière de précision dimensionnelle et de qualité de surface, une série de nouveaux aciers pour moules a été récemment mise au point.
1)Carburation de l'acier pour moules en plastique
L'acier carburé pour moules en plastique est principalement utilisé pour les cavités complexes de moulage par extrusion à froid. moule en plastiqueLa teneur en carbone de cet acier est faible, on y ajoute souvent l'élément Cr, tout en ajoutant la bonne quantité de Ni, Mo et v, le rôle est d'améliorer la trempabilité et la capacité de cémentation, afin de faciliter le moulage par extrusion à froid, cet acier à l'état recuit doit avoir une plasticité élevée et une faible résistance à la déformation, une dureté recuite ≤ 1 00HBS.
Après le formage par extrusion à froid pour la cémentation et le traitement de trempe et de revenu, la dureté de la surface peut atteindre 58 - 62 HRC.
Ces aciers ont des nuances d'acier spéciales à l'étranger, comme le 8416 suédois, le P2 et le P4 américains, etc.
Les pays utilisent souvent de l'acier 12CrNi3A et 12Cr2Ni4A, 20Cr2Ni4A, une bonne résistance à l'usure, pas d'effondrement ni de phénomène d'écaillage de la surface, une durée de vie du moule plus longue.
Les éléments d'acier cr, Ni, Mo, V augmentent la dureté et la résistance à l'usure de la couche cémentée et la forte ténacité du cœur.

2)Acier de moulage en plastique pré-durci
La teneur en carbone de ce type d'acier est de 0,3% -O,55%, les éléments d'alliage couramment utilisés sont Cr, Ni, Mn, v, etc. Afin d'améliorer son usinabilité, on ajoute des éléments s, ca et autres.
Grâce au développement, à l'introduction et à la mise au point de plusieurs produits typiques de la moule en plastique L'acier Y55CrNiMn-MoVS (SMI) est développé en Chine et contient le système S de coupe facile. moule en plastique qui se caractérise par une dureté de livraison prétrempée de 35_40 HRC, une bonne usinabilité, aucun traitement thermique n'est nécessaire après la transformation, et peut être utilisé directement.
L'ajout de Ni en solution solide renforce et augmente la ténacité, l'ajout de Mn et de S forme la phase de coupe MnS ; l'ajout de Cr, Mo, V, augmente la trempabilité de l'acier. L'acier 8Cr2S est suffisant pour appartenir à l'acier de précision pour moules de coupe.
3)Acier pour moules en plastique durcissant avec l'âge
Le développement de l'acier martensitique de vieillissement à faible teneur en cobalt, sans cobalt et à faible teneur en nickel, MASI, est un acier martensitique de vieillissement typique.
Après un traitement en solution solide à 8150C, la dureté est de 28-32 HRC, ding pour le traitement mécanique, puis par vieillissement à 4800C, le vieillissement fait ressortir le Ni3Mo, le Ni3Ti et d'autres composés intermétalliques, de sorte que la dureté est de 48-52 HRC.
(4) moule en plastique résistant à la corrosion acier
Le chlorure de polyvinyle (Pvc) et l'ABS plus la résine ignifuge sont des matières premières pour les produits en plastique. La décomposition des gaz corrosifs générés au cours du processus de moulage entraînera la corrosion du moule.
C'est pourquoi l'acier pour moules en plastique doit avoir une bonne résistance à la corrosion. Les deux types d'acier inoxydable martensitique et d'acier inoxydable à durcissement par précipitation couramment utilisés à l'étranger pour les moules en plastique sont résistants à la corrosion.
Les machines étrangères telles que les machines suédoises ASSAB STVAX (4Crl3) et A SSAB a 8407, etc.
Produits de moulage en plastique
Introduction à la forme
Toutes sortes d'outils et de produits utilisés dans notre production et notre vie quotidiennes, de la base des machines-outils et des coques de machines à la petite vis à tête embryonnaire, au bouton et à la coque de divers appareils ménagers, ont tous une relation étroite avec le moule.
La forme du moule détermine la forme de ces produits, et la qualité du traitement et la précision du moule déterminent également la qualité de ces produits.
En raison de la diversité des matériaux, de l'aspect, des spécifications et des utilisations des différents produits, les moules sont divisés en moules de coulée, moules de forgeage, moules de coulée sous pression, moules d'emboutissage et autres moules non plastiques, ainsi qu'en moules plastiques.
Applications technologiques
1. tels que : les appareils ménagers, les instruments et les compteurs, les équipements de construction, l'industrie automobile, la quincaillerie quotidienne et bien d'autres domaines, la proportion de produits en plastique augmente rapidement.
Une pièce plastique bien conçue peut souvent remplacer plusieurs pièces métalliques traditionnelles. La tendance à la plastification des produits industriels et des produits d'usage quotidien s'accentue.
2. la définition générale du moule : dans la production industrielle, avec une variété de presses et d'outils spéciaux montés sur la presse, par la pression de matériaux métalliques ou non métalliques pour fabriquer des pièces ou des produits de la forme requise, cet outil spécial est collectivement connu sous le nom de moule.
3. Moulage par injection Description du processus : le moule est un outil permettant la production de produits en plastique.

4. la classification générale du moule : peut être divisée en moules en plastique et les moules non plastiques.
(1) Les moules non plastiques sont les suivants : moules de coulée, moules de forgeage, moules d'emboutissage, moules de coulée sous pression, etc.
A. Moule de coulée - robinet, plate-forme en fonte brute
B. Moule de forgeage - carrosserie
C. Moule d'emboutissage - panneau d'ordinateur
D. Moule de coulée sous pression - superalliage, bloc-cylindres
(2) Moule en plastique selon le processus de production et les produits de production sont divisés en.
A. moule de moulage par injection - Coque de télévision, boutons de clavier (l'application la plus courante)
B. Moule à air soufflé - bouteilles de boissons
C. moule à compression - interrupteurs en bakélite, plats en porcelaine scientifique
D. Filière de moulage par transfert - produits de circuits intégrés
E. Moulage par extrusion - tube de colle, sacs en plastique
F. Moule de thermoformage - coquille transparente d'emballage de moulage
G. Moule de rotomoulage - jouets de poupée en caoutchouc souple
Moulage par injection est la méthode la plus couramment utilisée dans la transformation des matières plastiques.
Cette méthode est applicable à tous les thermoplastiques et à certains thermodurcissables, et la quantité de produits plastiques fabriqués est sans commune mesure avec les autres méthodes de moulage.

L'un des principaux outils de la moulage par injection Le moule d'injection, en termes de précision de la qualité, de cycle de fabrication et d'efficacité de la production dans l'industrie de l'acier, est un élément essentiel du processus de fabrication. moulage par injection Le processus d'évaluation de la qualité, de la production, du coût et du renouvellement des produits a une incidence directe sur la qualité, la production, le coût et le renouvellement des produits, et détermine également la réactivité et la rapidité des entreprises dans la concurrence du marché.
Il détermine également la réactivité et la rapidité de l'entreprise face à la concurrence du marché.
Le outil de moulage par injection est composé de plusieurs plaques d'acier avec diverses parties, essentiellement divisées en...
A Dispositif de moulage (moule concave, moule convexe)
B dispositif de positionnement (pilier de guidage, douille de guidage)
C dispositif fixe (plaque en I, puits de moulage)
D Système de refroidissement (orifice de transport de l'eau)
E Système à température constante (tube chauffant, fil chaud)
F Système de couloirs (trou de couloir, fente de couloir, trou de couloir)
G Système d'éjection (goupille d'éjection, bâton d'éjection)
5. Les moules peuvent être divisés en trois catégories en fonction des différents types de systèmes de coulée.
(1) Moule à grand bec : la coulisse et la porte se trouvent sur le plan de joint, et le produit est démoulé ensemble lorsque le moule est ouvert ; la conception est la plus simple, facile à mettre en œuvre, et le coût est faible, de sorte que de plus en plus de personnes adoptent le système à grand bec.
(2) Moule à bec fin : la glissière et la porte ne se trouvent pas sur le plan de joint, mais généralement directement sur le produit ; il est donc nécessaire de concevoir plus d'un groupe de plan de joint à bec, la conception est plus compliquée, le traitement est plus difficile ; en général, le choix du système à bec fin dépend des exigences du produit.
(3) moule à canaux chauds : la structure de ce type de moule est à peu près la même que celle du moule à bec fin, la plus grande différence étant que le canal est constitué d'une ou de plusieurs plaques à canaux chauds et d'un bec chaud à température constante, sans démoulage de matériau froid, le canal et la porte sont directement sur le produit, de sorte que le canal n'a pas besoin d'être démoulé, ce système est également appelé système sans bec, il peut économiser les matières premières, il convient dans le cas de matières premières coûteuses et d'exigences de produit élevées, la conception et le traitement sont difficiles, le coût du moule est plus élevé.

Le système de canaux chauds, également connu sous le nom de système de carotte chaude, se compose principalement d'un manchon de carotte chaude, d'une plaque de carotte chaude et d'un boîtier électrique de contrôle de la température.
Il existe deux types de systèmes de canaux chauds que nous utilisons couramment : les canaux chauds à point unique et les canaux chauds à points multiples.
La porte chaude à point unique consiste à utiliser un manchon de porte chaude unique pour injecter directement le plastique fondu dans la cavité. Elle convient à la porte unique à cavité unique. moule en plastiqueLa porte chaude multipoint consiste à faire passer le matériau fondu dans chaque manchon de porte chaude secondaire, puis dans la cavité à travers la plaque de porte chaude. Elle convient à l'alimentation multipoint d'une seule cavité ou d'un moule à plusieurs cavités.
Avantages du système à coulisse
(1) Pas de carottes, pas de post-traitement, de sorte que l'ensemble du processus de moulage est entièrement automatisé, ce qui permet d'économiser du temps de travail et d'améliorer l'efficacité du travail.
(2) Faible perte de pression. La température du canal chaud est égale à la température de la buse de la machine d'injection, ce qui évite la condensation superficielle de la matière première dans le canal, et la perte de pression d'injection est faible.
(3) L'utilisation répétée de carottes dégrade les performances du plastique, tandis que l'utilisation d'un système à canaux chauds sans carottes permet de réduire la perte de matières premières et donc le coût du produit.
Avec une température et une pression uniformes dans la cavité, les pièces en plastique ont une faible contrainte et une densité uniforme, et il est possible d'injecter des produits de meilleure qualité que les produits généraux. moulage par injection dans un temps de moulage plus court sous une pression d'injection plus faible.
Pour les pièces transparentes, les pièces minces, les grandes pièces en plastique ou les pièces en plastique à exigences élevées, il est possible de montrer ses avantages et d'utiliser des modèles plus petits pour fabriquer des produits plus grands.
(4) La buse thermique adopte une conception normalisée et sérialisée, elle est équipée de diverses têtes de buse optionnelles et est facilement interchangeable.
La conception et le traitement uniques de l'anneau chauffant électrique permettent d'obtenir une température de chauffage uniforme et une longue durée de vie.
Le système de canaux chauds est équipé de plaques de canaux chauds, de régulateurs de température, etc., d'une conception délicate, de différents types, faciles à utiliser, d'une qualité stable et fiable.

Défauts de l'application du système à canaux chauds
(1) La hauteur totale de fermeture du moule augmente et la hauteur totale du moule augmente en raison de l'ajout de plaques à canaux chauds, etc.
(2) Le rayonnement thermique est difficile à contrôler, le plus grand défaut du canal chaud est la perte de chaleur de la carotte, qui est un problème majeur qui doit être résolu.
(3) Il y a une dilatation thermique, la dilatation et la contraction thermiques sont un problème à prendre en compte lors de la conception.
(4) Le fabrication de moules est plus élevé, les pièces standard du système de carotte chaude sont plus chères, ce qui affecte la popularité du moule de carotte chaude.

Logiciel commun pour les moules en plastique
EMX de PTC, NX Mold Wizard de Siemens, CimatronE, Topsoild, Delcam Moldmaker, Topsolid Mold de Missler, Mold Design de Think3, IMOLD de Manusoft, MoldWorks de R&B, Solidworks, Pro-e, UG (les trois derniers sont principalement destinés à la conception de produits, mais peuvent intégrer la conception de moules), etc.
Processus de polissage des moules en plastique
Procédures de base pour le polissage des moules en plastique
Pour obtenir un effet de polissage de haute qualité, il est essentiel de disposer d'outils de polissage et de produits auxiliaires de haute qualité, tels que la pierre à huile, le papier de verre et la pâte abrasive diamantée.
Le processus général de polissage des moules en plastique est le suivant
1. Polissage fin
Le polissage fin utilise principalement la pâte à polir diamantée. Si la roue en tissu de polissage est mélangée à de la poudre ou de la pâte de prépolissage diamantée pour le prépolissage, l'ordre de prépolissage habituel est de 9μm (#1800) à 6μm (#3000) à 3μm (#8000). La pâte à meuler diamantée de 9μm et la roue en tissu de polissage peuvent être utilisées pour éliminer les marques de meulage en forme de cheveux laissées par le papier de verre #1200 et #1500.
Ensuite, le polissage est effectué avec du feutre collant et de la pâte à polir diamantée dans l'ordre de 1μm (#14000) ~ 1/2μm (#60000) ~ 1/4μm (#100000). Les processus de polissage nécessitant une précision de 1μm ou plus (y compris 1μm) peuvent être réalisés dans une salle de polissage propre dans l'atelier de moulage.
Pour un polissage plus précis, un espace absolument propre est nécessaire. La poussière, la fumée, les pellicules et la mousse de salive risquent de réduire à néant plusieurs heures de travail pour obtenir une surface polie de haute précision.
2. Polissage grossier
Après le fraisage, l'électroérosion, le meulage et d'autres processus, la surface peut être polie en choisissant une machine de polissage de surface rotative avec une vitesse de 35 000-40 000 tours/minute ou une machine de meulage à ultrasons.
Les méthodes couramment utilisées consistent à enlever la couche blanche d'électroérosion à l'aide d'une roue de Φ3 mm de diamètre, WA # 400. Cette opération est suivie d'un polissage manuel à la pierre à huile avec des bandes de pierre à huile et du kérosène comme lubrifiant ou liquide de refroidissement.
L'ordre général d'utilisation est le suivant : #180 ~ #240 ~ #320 ~ #400 ~ #600 ~ #800 ~ #1000. nombreux fabricants de moules choisir de commencer par #400 pour gagner du temps.
3. Polissage semi-fini
Le polissage semi-fini utilise principalement du papier de verre et du kérosène. En fait, le papier de verre #1500 ne convient qu'aux aciers moulés trempés (52 HRC et plus) et non aux aciers prétrempés, car il peut provoquer des brûlures superficielles sur les pièces prétrempées.
4. Chant Finition
Polissage fin avec de la pâte abrasive, 8000, 10 000 pour obtenir une finition miroir.

Méthode de polissage des moules en plastique
Polissage mécanique
Le polissage mécanique consiste à découper la surface du matériau par déformation plastique pour éliminer la partie convexe de la surface polie et lisse. La méthode de polissage utilise généralement une pierre à huile, un disque de laine, du papier de verre, etc., principalement à la main, les pièces spéciales telles que la surface du corps rotatif peuvent utiliser la table rotative et d'autres outils auxiliaires.
Le meulage et le polissage de haute précision consistent à utiliser des abrasifs spéciaux, contenant des abrasifs dans le liquide de meulage et de polissage, pressés sur la surface de la pièce à traiter, pour un mouvement rotatif à grande vitesse.
Cette technologie permet d'obtenir une rugosité de surface de Ra0,008μm, la plus élevée parmi les différentes méthodes de polissage. Cette méthode est souvent utilisée pour les moules de lentilles optiques.
Polissage chimique
Le polissage chimique consiste à permettre au matériau de dissoudre les projections microscopiques de la surface dans le milieu chimique de préférence aux parties concaves, ce qui permet d'obtenir une surface lisse.
Le principal avantage de cette méthode est qu'elle ne nécessite pas d'équipement compliqué, qu'elle peut polir des pièces de forme complexe, qu'elle peut polir plusieurs pièces en même temps et qu'elle est très efficace.
Le problème central du polissage chimique est la préparation de la solution de polissage. La rugosité de surface obtenue par polissage chimique est généralement de plusieurs 10μm.
Polissage électrolytique
Le principe de base du polissage électrolytique est le même que celui du polissage chimique, c'est-à-dire qu'il consiste à dissoudre sélectivement les minuscules projections à la surface du matériau pour rendre la surface lisse.
Par rapport au polissage chimique, l'effet de la réaction cathodique peut être éliminé et l'effet est meilleur.
Le processus de polissage électrochimique est divisé en deux étapes : (1) macro nivellement Les produits de dissolution se diffusent dans l'électrolyte, la rugosité géométrique de la surface du matériau diminue, Ra>1μm. (2) micro nivellement lumineux Polarisation anodique, la luminosité de la surface augmente, Ra<1μm.

Polissage par ultrasons
La pièce est placée dans la suspension d'abrasif et dans le champ ultrasonique, et l'abrasif est poncé et poli sur la surface de la pièce en s'appuyant sur l'effet d'oscillation des ondes ultrasoniques.
La macro-force du traitement par ultrasons est faible et ne provoque pas de déformation de la pièce, mais la production et l'installation de l'outillage sont plus difficiles. Le traitement par ultrasons peut être combiné à des méthodes chimiques ou électrochimiques.
Sur la base de la corrosion en solution et de l'électrolyse, la vibration ultrasonique est ensuite appliquée pour agiter la solution, de sorte que les produits de dissolution à la surface de la pièce sont détachés et que la corrosion ou l'électrolyte à proximité de la surface est uniforme ; l'effet de cavitation des ondes ultrasoniques dans le liquide peut également inhiber le processus de corrosion et faciliter l'éclaircissement de la surface.
Polissage fluide
Le polissage liquide consiste à utiliser l'écoulement à grande vitesse d'un liquide et les particules abrasives transportées par la surface de la pièce pour atteindre l'objectif du polissage.
Les méthodes couramment utilisées sont : le traitement par jet d'abrasif, le traitement par jet de liquide, la rectification par fluide, etc. Le polissage sous pression hydraulique est actionné par la pression hydraulique, de sorte que le liquide transportant les particules abrasives s'écoule à grande vitesse sur la surface de la pièce.
Le milieu est principalement constitué d'un composé spécial (substance semblable à un polymère) ayant une bonne fluidité à basse pression et mélangé à un abrasif, et l'abrasif peut être constitué de poudre de carbure de silicium.
Polissage magnétique
La rectification et le polissage magnétiques consistent à utiliser des abrasifs magnétiques pour former des brosses abrasives sous l'action d'un champ magnétique afin de rectifier et de traiter la pièce à usiner.
Cette méthode présente une grande efficacité de traitement, une bonne qualité, un contrôle facile des conditions de traitement et de bonnes conditions de travail.
En utilisant des abrasifs adaptés, la rugosité de la surface peut atteindre Ra0,1μm.
Polissage mécanique basé sur la méthode, le polissage consistant à moule en plastique est très différent du polissage de surface exigé dans d'autres industries ; à proprement parler, le polissage du moule devrait être appelé traitement du miroir.
Dans d'autres industries, le polissage du moule devrait être appelé traitement de la surface du miroir.
Les exigences en matière de polissage sont élevées, tout comme celles concernant la planéité, la douceur et la précision géométrique de la surface.
Le polissage de la surface n'est généralement nécessaire que pour obtenir une surface brillante. Les normes de traitement des miroirs sont divisées en quatre niveaux : AO = Ra0,008μm, A1 = Ra0,016μm, A3 = Ra0,032μm, A4 = Ra0,063μm, en raison du polissage électrolytique, du polissage fluide et d'autres méthodes sont difficiles à contrôler avec précision la précision géométrique des pièces, tandis que le polissage chimique, le polissage ultrasonique, le polissage magnétique et d'autres méthodes de qualité de surface ne peuvent pas répondre aux exigences, de sorte que la précision Le traitement de surface du miroir du moule est encore principalement le polissage mécanique.
Procédure de base
Pour obtenir un effet de polissage de haute qualité, il est essentiel de disposer d'outils de polissage et de produits auxiliaires de haute qualité, tels que la pierre à huile, le papier de verre et la pâte à polir diamantée.
Le choix de la procédure de polissage dépend de l'état de la surface après le prétraitement, tel que le traitement mécanique, l'électroérosion, la rectification, etc.

Développement de moules
Le rapport annuel de la Chine moule en plastique a atteint environ 53,4 milliards de RMB ? Le croyez-vous ?
En raison du développement rapide de l'économie chinoise, les exigences en matière de moule en plastique Les normes de l'industrie du plastique sont de plus en plus strictes, ce qui donne une impulsion considérable au développement de l'industrie des moules en plastique.
Selon des statistiques précises, la valeur de production annuelle des moules en plastique en Chine atteint 53,4 milliards de RMB, ce qui est un fait déjà existant.
Avec le développement rapide de l'industrie automobile et de l'industrie des technologies de l'information, l'industrie nationale des moules a connu un développement rapide. Il est entendu que la proportion de moules en plastique dans l'industrie chinoise des moules peut atteindre 30%, et l'on s'attend à ce que sur le futur marché des moules, la proportion de moules en plastique dans l'industrie chinoise des moules atteigne 30%. moules en plastique à l'ensemble des moules continuera d'augmenter progressivement, et la vitesse de développement sera plus rapide que celle des autres moules.
Il est rapporté que l'industrie du moule depuis 2000 avec une vitesse annuelle de 20% croissance rapide, tirant la qualité du moule, sophistiqué. fabrication de moules pour le niveau technologique des moules afin de fournir une garantie.
L'analyse montre qu'en raison de l'importation de moules, les moules de précision, de grande taille, complexes et à longue durée de vie représentent la plus grande partie du marché, de sorte que, dans la perspective de la réduction des importations et de l'amélioration du taux de localisation, la part de ces moules de haute qualité sur le marché augmentera également progressivement.

Le développement rapide de l'industrie de la construction fait qu'une variété de moules d'extrusion de profilés, de moules pour joints de tuyaux en plastique PVC devient un nouveau point de croissance économique sur le marché des moules.
Le développement rapide des autoroutes et des pneus automobiles entraîne des exigences plus élevées, de sorte que les moules pour pneus radiaux en caoutchouc, en particulier le développement de moules vivants, seront également plus élevés que la moyenne totale ; le plastique remplace le bois, le plastique remplace le métal. fabriquer des moules en plastique dans l'industrie automobile et des motocycles, la demande est énorme ; l'industrie des appareils électroménagers connaîtra un développement plus important au cours de la période du "12e plan quinquennal", notamment en ce qui concerne les réfrigérateurs, les climatiseurs et les fours à micro-ondes, etc. moule en plastique la demande de pièces détachées est importante
Dans le même temps, le rythme de l'ajustement structurel de l'industrie des moules en plastique s'accélère, le nombre et la capacité des professionnels de l'industrie des moules en plastique augmentent. fabricants de moules en plastique pour le marché se développe également rapidement.
Selon l'analyse de la production, des ventes, de la situation du marché, de la structure de l'industrie, des produits et de l'importation et de l'exportation de fabrication de moules en plastique l'industrie, en se référant à la tendance de développement de moule en plastique les industries connexes, prédire l'orientation future du développement de l'industrie chinoise de l'automobile. fabrication de moules en plastique où exactement, en fin de compte, quel est le potentiel de développement de l'industrie chinoise ? fabrication de moules en plastique Il est nécessaire de les vérifier.







