 Skip to content
Skip to content 

Le PC est souvent appelé polycarbonate. En raison de ses excellentes propriétés mécaniques, il est souvent appelé adhésif pare-balles.
Le PC présente les caractéristiques suivantes : résistance mécanique élevée, large plage de températures de fonctionnement, bonnes performances en matière d'isolation électrique, bonne stabilité dimensionnelle et transparence.
Cet article présente les caractéristiques du matériel PC et les points auxquels il faut prêter attention au cours de la phase d'élaboration du projet. moulage par injection de différents points de vue.
Moulage par injection de matériaux PC
Pour répondre aux besoins des différents moulage par injection le polycarbonate est disponible dans différentes spécifications d'indice de fusion. En général, les indices de fusion compris entre 5 et 25g/10min peuvent être utilisés pour moulage par injection.
Toutefois, les meilleures conditions de traitement dépendent du type de moulage par injection la forme du produit moulé et la spécification du polycarbonate, et il existe des différences considérables, qui doivent être ajustées en fonction de la situation réelle.

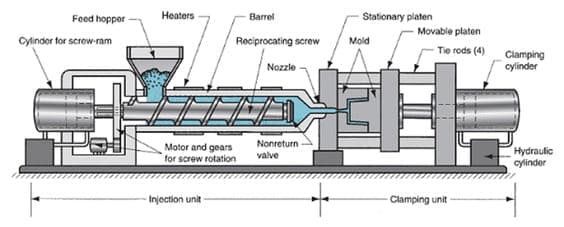
Points clés de la sélection d'une machine de moulage par injection
Exigences pour les moulage par injection de plastique les machines produisant des produits PC : Le volume d'injection maximal du produit (y compris les canaux, les portes, etc.) ne doit pas être supérieur à 70-80% du volume d'injection nominal, et la vis doit utiliser un filetage à tête unique équidistante avec une bague de contrôle pour un remplacement progressif. Vis de compression : le rapport L/D de la vis est de 15-20 et le rapport de compression géométrique C/R est de 2-3.
Pression de serrage : 0,47 à 0,78 tonne par centimètre carré multiplié par la surface projetée du produit fini (soit 3 à 5 tonnes par pouce carré).
Taille de la machine : le poids du produit fini est d'environ 40 à 60% de la capacité de la machine. moulage par injection Si la machine est exprimée en termes de capacité de polystyrène (once), elle doit être réduite de 10% pour utiliser la capacité de GUANG DA. 1 once = 28,3 grammes.
Vis : La longueur de la vis doit être d'au moins 15 diamètres et son rapport L/D doit être au mieux de 20:1. Le taux de compression doit être compris entre 1,5:1 et 30:1. La vanne d'arrêt à l'avant de la vis doit être du type à anneau coulissant, et l'espace d'écoulement de la résine doit être d'au moins 3,2 mm.
Buse: L'ouverture de la pointe doit être d'au moins 4,5 mm (diamètre), si le poids du produit fini est de 5,5 kg ou plus, le diamètre de la buse doit être de 9,5 mm ou plus. En outre, l'ouverture de l'embout doit être inférieure de 0,5 à 1 mm au diamètre de la porte, et plus le canal du segment est court, mieux c'est, environ 5 mm.
Pour des raisons de coût et autres, les Produits de moulage par injection de PC utilisent souvent des matériaux modifiés, en particulier pour les produits électriques, mais doivent également améliorer leur résistance au feu. Lors du moulage de PC ignifugé et d'autres produits en alliage plastique, le système de plastification pour les produits à base de PC et d'autres alliages plastiques doit être utilisé pour améliorer la résistance au feu. pièces moulées par injection exige un mélange uniforme et une résistance à la corrosion qu'il est difficile d'obtenir avec les vis de plastification conventionnelles.
Les points clés du processus de moulage par injection de matériaux PC
a. La température d'injection doit être compatible avec la forme, la taille et la structure du moule du produit. Les performances du produit, les exigences et d'autres aspects ne peuvent être déterminés qu'après examen.
En général, la température utilisée pour le moulage est de 270-320℃. Si la température du matériau est trop élevée, supérieure à 340°C, le PC se décompose, la couleur du produit s'assombrit et des défauts tels que des lignes argentées, des stries sombres, des points noirs et des bulles apparaissent à la surface. Dans le même temps, les propriétés physiques et mécaniques sont fortement réduites.
b. La pression d'injection a une certaine influence sur les propriétés physiques et mécaniques, les contraintes internes et le retrait de moulage des produits en PC. Elle a un impact plus important sur l'apparence et le démoulage du produit.
Une pression d'injection trop faible ou trop élevée peut donner au produit un aspect quelque peu défectueux. Pour certains défauts, la pression d'injection est généralement contrôlée entre 80 et 120MPa.
Pour les produits aux parois fines, aux processus longs, aux formes complexes et aux petites portes, il convient de choisir une pression plus élevée afin de surmonter la résistance à l'écoulement de la matière fondue et de remplir la cavité du moule à temps. Pression d'injection (120-145MPa) Pour obtenir un produit à la surface complète et lisse.
c. Pression de maintien et durée de maintien La pression de maintien et la durée de maintien ont une grande influence sur la contrainte interne de l'acier. Produits moulés par injection en PC.
Si la pression de maintien est trop faible, l'effet d'alimentation est médiocre et a tendance à provoquer des bulles de vide ou un rétrécissement de la surface. En cas d'encastrement, la pression de maintien est trop élevée et d'importantes contraintes internes peuvent être générées autour de la porte.
Dans la pratique, ce problème est généralement résolu par une température élevée du matériau et une faible pression de maintien. Le choix du temps de maintien doit dépendre de l'épaisseur du produit, de la taille de la porte, de la température du moule, etc. En général, les produits petits et fins n'ont pas besoin d'un long temps de maintien.
Au contraire, les produits larges et épais doivent avoir un temps de maintien plus long. La durée de maintien peut être déterminée par le test du temps de fermeture de la porte.
d. La vitesse d'injection n'a pas d'effet significatif sur les performances de la Produits moulés par injection en PC. À l'exception des produits à paroi fine, à petite ouverture, à trou profond et à long écoulement, des vitesses moyennes ou faibles sont généralement utilisées pour le traitement, de préférence avec une injection en plusieurs étapes. Les vitesses lentes sont généralement utilisées.
e. La température de la moule d'injection est généralement comprise entre 80 et 100 °C. Elle peut également être portée à 100-120°C pour les formes complexes, les produits plus minces et plus exigeants, mais ne doit pas dépasser la température de déflexion thermique du moule.
f. Vitesse de la vis et contre-pression. En raison de la viscosité élevée du PC fondu, qui est propice à la plastification, à l'échappement et à l'entretien de la machine de moulage, pour éviter la surcharge de la vis, la vitesse de la vis ne doit pas être trop élevée, généralement contrôlée à 30 -60r / min approprié, et la contre-pression doit être contrôlée entre 10-15% de la pression d'injection.
g. Dans le Moulage par injection de PC L'utilisation d'agents de démoulage doit être strictement contrôlée. Parallèlement, l'utilisation de matériaux recyclés ne doit pas dépasser trois fois la quantité utilisée, et la quantité utilisée doit être d'environ 20%.

Nettoyage du canon
a. À la température de moulage du polycarbonate, ajouter un produit de nettoyage (polystyrène de qualité générale ou trans-phénylène) et tirer vingt à trente fois en continu.
b. Remettez la machine en place et continuez à vider le matériau de purge jusqu'à ce que celui-ci commence à gonfler et à former des bulles.
c. Réinitialiser la température du tonneau entre 200 et 230 °C.
d. Continuer à vider le matériau de nettoyage jusqu'à ce que la température de fusion du matériau de nettoyage atteigne 260℃ et que l'aspect soit propre et transparent.
Conception du moule et de la porte
La température courante du moule est de 80-100℃, et de 100-130℃ avec la fibre de verre. Pour les petits produits, une porte en forme d'aiguille est disponible, et la profondeur de la porte doit être de 70% de la partie la plus épaisse.
Plus la porte est grande, mieux c'est, afin de réduire les défauts causés par un cisaillement excessif du plastique. La profondeur du trou de ventilation doit être inférieure à 0,03-0,06 mm, la glissière doit être aussi courte et ronde que possible, et la pente du démoulage est généralement d'environ 30′-1.

Quelles sont les conditions du processus de moulage par injection de PC ?
Performance du processus de moulage du PC
a. L'absorption d'humidité par le PC est faible, mais la sensibilité à l'eau est très forte, et une petite quantité d'humidité peut entraîner une dégradation à la température de moulage. La teneur en humidité de la matière première PC doit être inférieure à 0,2%, sinon elle doit être séchée.
b. La teneur en humidité du PC fondu est conforme aux exigences, peut être testée par la méthode d'injection dans l'air, si la matière fondue sortant de la buse est uniformément incolore, brillante, sans argent et sans bulle, la bande est qualifiée.
c. Le PC est un plastique amorphe, de bonne stabilité thermique, avec une large gamme de températures de moulage, plus de 300 ℃ avant la décomposition grave. La décomposition produit des gaz non toxiques et non corrosifs.
d. La fluidité du PC est faible, le changement de température a un impact plus important sur la fluidité et la vitesse de refroidissement est plus rapide.
e. L'épaisseur de la paroi des pièces en plastique doit être uniforme, éviter les angles vifs, les encoches et les inserts métalliques qui provoquent une concentration de contraintes ; s'il y a des inserts métalliques, ils doivent être préchauffés, la température de préchauffage étant généralement de 110 ~ 130 ℃.
f. Les produits en PC sont sujets à la concentration de contraintes, les conditions de moulage doivent donc être strictement contrôlées et les produits doivent être traités thermiquement en conséquence.
g. Le système de coulée PC doit être principalement court et grossier, et doit être mis en place avec des cavités froides, en utilisant une alimentation directe.
h. Le PC fondu adhère fortement au métal ; il convient donc de nettoyer le cylindre et la buse à la fin de l'opération.
i. La nature non newtonienne du PC n'est pas évidente et la viscosité diminue de manière insignifiante après l'augmentation de la pression d'injection, mais diminue de manière significative après l'augmentation de la température.
j. La température de fusion du PC est plus élevée et la viscosité est également plus élevée, il convient donc d'utiliser une machine de moulage par injection à vis et la zone de la buse doit être chauffée.
k. Séchage des PC qualifiés : placés à l'air ambiant pendant plus de 15 minutes, ils perdront leur effet de séchage en raison de l'absorption d'humidité ; c'est pourquoi il convient de prévoir un dispositif de chauffage dans la trémie de l'appareil. moulage par injection afin que la température du PC ne soit pas inférieure à 100℃.
l. Le PC fondu n'étant pas corrosif pour l'acier, le moule n'a pas besoin d'être chromé, mais il doit présenter une solidité, une rigidité et une résistance à l'usure suffisantes.
m. La densité du PC varie fortement en fonction de la température, et le rétrécissement du volume de la matière fondue lors de la condensation est susceptible de provoquer des défauts dans les pièces en plastique, tels que des bulles creuses ; l'épaisseur de la paroi des pièces en plastique ne doit donc pas être trop importante, de préférence pas plus de 150 mm, et l'épaisseur de la paroi doit être uniforme.
n. Le retrait du moulage par fusion du PC est faible, les conditions de moulage étant appropriées, il est généralement possible de mouler un produit à partir d'une plaque de verre. pièces en plastique de haute précision.

Principales conditions de moulage par injection du PC
a. Température du tonneau. La température du tonneau a une grande influence sur la qualité des pièces en plastique. Une température basse du matériau entraînera un manque de matériau, un manque de brillance de la surface et un fil d'argent ; une température élevée du matériau entraînera facilement un débordement du matériau, la formation de bulles et une décoloration.
La température générale du tonneau est comprise entre 230 et 310 ℃. Pour les produits à parois minces, la température du tonneau doit être élevée ; pour les produits à parois épaisses, elle peut être faible.
b. Température du moule. En général, la contrainte interne dans les pièces en plastique et le refroidissement de la température du moule et la différence de température du matériau sont à peu près proportionnels à la relation, donc nécessitent une température de moule élevée, la température du moule peut être contrôlée à 80-120 ℃, les pièces en plastique à parois minces doivent être prises 80-100℃.
Les pièces en plastique à parois épaisses doivent être prises à 100-120 ℃. Si la température du moule dépasse 120℃, les pièces plastiques seront lentes à refroidir, faciles à coller au moule, difficiles à démouler, faciles à déformer, et le cycle de moulage est long.
La viscosité du PC fondu est élevée, ce qui nécessite une pression de moulage plus importante. Lors de l'utilisation d'un moulage par injection la pression d'injection est généralement de 70~140MPa, tandis que celle de la machine de moulage par injection à piston est de 100~160MPa, en fonction de la matière première, de la pièce en plastique, du moule et de l'environnement. moulage par injection machine.
Température de fusion des matériaux PC
La température du point de fusion des matériaux PC est de 230 ~ 240 degrés, et peut être injectée dans l'air pour déterminer la température de traitement élevée et basse. La température générale de traitement du plastique PC est de 270-320 ℃, certaines matières plastiques PC modifiées ou à faible poids moléculaire sont traitées à 230-270 ℃.
a. Température du cylindre d'injection : 250 ~ 320, 290 ~ 320, 270 ~ 300, 250 ~ 280, 80 ~ 90 pour augmenter la fluidité, la température du moule est nécessaire : 100 ~ 120.
b. Le matériau PC est très absorbant ; une opération de séchage est nécessaire avant l'injection ; 120 degrés pendant 2~4 heures.
c. La fluidité du matériau PC n'étant pas très bonne, la pression d'injection doit être de 160MPA ou plus.
Vitesse d'injection
La plupart du temps, la vitesse d'injection est rapide, par exemple pour les pièces d'interrupteurs électriques. Il est courant d'utiliser le moulage à vitesse lente et rapide.
La vitesse d'injection n'a pas d'effet significatif sur la performance du Produits moulés par injection en PC. En général, la vitesse d'injection est moyenne ou lente, sauf pour les produits à parois minces, à petits orifices, à trous profonds ou à longues coulisses.
Il est préférable d'utiliser l'injection en plusieurs étapes, en particulier le processus de moulage par injection en plusieurs étapes lent-rapide-lent.
Contre-pression
La contre-pression d'environ 10 bars peut être réduite s'il n'y a pas de mélange d'air et de couleurs.
Temps d'attente
S'il reste trop longtemps à des températures élevées, le matériau se dégrade, mais aussi le CO2 et jaunit. N'utilisez pas de LDPE, POM, ABS ou PA pour nettoyer le fût. Appliquez un nettoyage en PS.
Certains matériaux plastiques PC modifiés, en raison d'un trop grand nombre de recyclages (réduction du poids moléculaire) ou d'une variété de composants mélangés de manière inégale, produisent facilement des bulles de liquide brun foncé.

Propriétés physiques du plastique PC
Le PC est un matériau d'ingénierie non cristallin qui présente une résistance aux chocs, une stabilité thermique, une brillance, des propriétés d'inhibition bactérienne, des propriétés ignifuges et une résistance à la pollution exceptionnellement bonnes. La résistance au choc Izod entaillé du PC est très élevée et le taux de rétrécissement est très faible, généralement 0,1%~0,2%.
1. haute résistance aux chocs et large gamme de températures de fonctionnement.
2. grande transparence et absence de taches.
3.Haut H.D.T.
4. excellentes propriétés électriques.
5. insipide, inodore et inoffensif pour le corps humain, conformément aux normes de santé et de sécurité.
6. faible taux de rétrécissement et bonne stabilité dimensionnelle.

Propriétés chimiques du plastique PC
Le PC a de bonnes propriétés mécaniques, mais de mauvaises caractéristiques d'écoulement, la réalisation du moulage par injection Le processus de fabrication de ce matériau est difficile. Lors du choix de la qualité du matériau PC à utiliser, l'attente finale du produit doit être le point de référence.
Si la pièce en plastique nécessite une résistance élevée aux chocs, il convient d'utiliser un matériau PC à faible débit ; à l'inverse, vous pouvez utiliser un matériau PC à débit élevé, ce qui permet d'optimiser la résistance aux chocs de la pièce. moulage par injection processus.
Le matériau plastique PC est un nouveau type de thermoplastique, avec un degré de transparence de 90%, connu sous le nom de métal transparent. Il est rigide et résistant, avec une grande résistance aux chocs, une grande stabilité dimensionnelle et une large gamme de températures de fonctionnement, de bonnes propriétés d'isolation électrique et de résistance à la chaleur et non toxique, et peut être injecté, moulé par extrusion.
Le plastique PC a d'excellentes propriétés thermiques et peut être utilisé pendant longtemps entre -100℃ et 130℃, et la température de fragilisation est inférieure à -100℃.

Avantages et inconvénients du plastique PC
Avantages des plastiques PC :
a. Haute résistance aux chocs et bonne résistance au fluage.
b. Bonne résistance à la chaleur, basse température de fragilité (-130℃) peut résister à l'influence de la lumière du soleil, la pluie et le changement de température.
c. Bonnes propriétés chimiques, grande transparence.
d. Bonnes propriétés diélectriques.
e. Bonne stabilité dimensionnelle.
Inconvénients du plastique PC :
a. Mauvaise résistance aux solvants.
b. Phénomène de fissuration sous contrainte.
c. Facile à hydrolyser en cas d'immersion prolongée dans l'eau bouillante.
d. Faible résistance à la fatigue.
Domaines d'application des PC
Machines pour l'industrie alimentaire
La résine polycarbonate est principalement utilisée dans la production de diverses machines de transformation alimentaire, de boîtiers d'outils électriques, de corps, de supports, de tiroirs de réfrigérateurs-congélateurs et de pièces d'aspirateurs.
En outre, les matériaux en polycarbonate se sont également révélés très utiles pour l'utilisation de pièces importantes dans les ordinateurs, les magnétoscopes et les téléviseurs couleur, qui nécessitent des pièces de haute précision.
Lentille optique
Les lentilles optiques fabriquées en polycarbonate de qualité optique peuvent être utilisées non seulement pour les appareils photo, les microscopes, les télescopes et les instruments de test optique, mais aussi pour les lentilles de projecteurs de films, les lentilles de photocopieurs, les lentilles de projecteurs infrarouges à mise au point automatique, les lentilles d'imprimantes à faisceau laser, ainsi que divers prismes, miroirs à multiples facettes et de nombreux autres équipements de bureau et appareils électroménagers.
Dispositifs médicaux
Les produits de moulage par injection en polycarbonate sont largement utilisés dans les équipements d'hémodialyse des reins artificiels et d'autres dispositifs médicaux qui doivent être utilisés dans des conditions transparentes et intuitives et qui doivent être stérilisés à plusieurs reprises. Il s'agit notamment de la production de seringues à haute pression, de masques chirurgicaux, d'appareils dentaires jetables, de séparateurs de sang, etc.

Résumé
Cet article nous a permis d'en apprendre davantage sur les matériaux utilisés dans les PC et sur les points auxquels il convient de prêter attention lors de l'élaboration d'un PC. moulage par injection ainsi que les applications des matériaux PC dans les produits.
Cependant, dans le processus de mise en œuvre du projet, de nombreux facteurs entrent encore en jeu dans la réalisation d'un bon projet. Produit de moulage par injection de plastique PC.
Si vous avez un produit en plastique qui doit être fabriqué en PC, il est recommandé de choisir une entreprise expérimentée. usine de moules d'injection et usine de fabrication de moulage par injection afin d'assurer la bonne mise en œuvre du projet.







