 Skip to content
Skip to content 
Solutions de moulage par injection sur mesure de PMMA et acrylique de précision
Une clarté optique incomparable et une précision technique pour vos exigences les plus strictes en composants transparents.

Ressources pour Le Guide complet du moulage par injection PMMA et acrylique
Qu'est-ce que le polyméthacrylate de méthyle (PMMA) ou l'acrylique ?

Le polyméthacrylate de méthyle (PMMA), communément appelé acrylique ou Acrylique de qualité optique, est un thermoplastique transparent conçu pour les applications où la clarté, la résistance aux intempéries et la finition de surface sont critiques. Pour votre projet, le PMMA offre une combinaison unique de transparence semblable au verre et de facilité de traitement du polymère. Avec un transmittance lumineuse jusqu'à 92% et un indice de réfraction de 1.49, c'est l'un des plastiques les plus transparents disponibles — idéal pour les lentilles optiques, les guides lumineux et les couvertures d'affichage.
Contrairement aux polymères amorphes qui tolèrent des fenêtres de traitement larges, le PMMA est très sensible à l'histoire thermique et à l'humidité. Sa structure moléculaire manque de flexibilité interne, ce qui explique sa rigidité et sa résistance aux rayures—mais aussi pourquoi il est sujet aux contraintes internes et à la fragilité.
Quels sont les différents types et grades des matériaux PMMA ?
Tous les matériaux PMMA ne se comportent pas de manière identique, et choisir le grade approprié est crucial pour répondre à vos exigences optiques, mécaniques et environnementales. Le PMMA est généralement classé en variétés générales, optiques, modifiées pour la résistance aux impacts et stabilisées aux UV.
1. PMMA à usage général :
Convient pour les composants visuels non critiques où la rentabilité est une priorité.
2. PMMA de qualité optique :
Conçu pour une haute clarté et une distorsion interne minimale. Ceci est essentiel pour vos lentilles, diffuseurs de lumière ou composants de précision pour écrans.
3. PMMA modifié pour la résistance aux impacts :
Contient des modificateurs élastomères pour améliorer la résistance, mais au détriment de la clarté optique.
4. PMMA résistant aux UV :
Conçu pour les applications extérieures, conservant la transparence et la stabilité des couleurs sur de longues périodes d'exposition.

Pour vos composants PMMA sur mesure, la sélection dépend souvent d'un équilibre entre clarté et durabilité. Par exemple, si votre produit doit résister à des stress mécaniques, les grades modifiés pour la résistance aux impacts peuvent être envisagés—mais si la précision optique est critique, le PMMA pur avec un contrôle strict du traitement est le meilleur choix.
De plus, le PMMA peut être fourni sous forme de grade pour extrusion ou pour injection. Le PMMA de grade injection est optimisé pour un flux de fusion contrôlé et une dégradation minimale, garantissant une reproduction constante des surfaces de moules à haute finition.
Quelles sont les caractéristiques fondamentales et les propriétés physiques de l'acrylique ?
Les caractéristiques fondamentales du PMMA définissent ses avantages et ses difficultés de traitement. Pour votre application, ces propriétés influent directement sur les décisions de conception, les exigences de l'outillage et les stratégies de moulage.
- Densité spécifique : ~1.18 g/cm³ (plus léger que le verre, réduisant le poids global du produit)
- Transmittance lumineuse : jusqu'à 92%, supérieure à celle de la plupart des plastiques transparents
- Indice de réfraction : 1,49, permettant une transmission et un contrôle efficace de la lumière
- Absorption d'eau : ~0.3–0.4%, indiquant un comportement hygroscopique modéré
Cette nature hygroscopique est particulièrement importante. Si votre matériau n'est pas correctement séché (typiquement 80–90°C pendant 3–4 heures), l'humidité se vaporiserait lors de l'injection, entraînant des stries argentées, des bulles et une dégradation des chaînes moléculaires. Ces défauts sont particulièrement visibles dans les pièces transparentes et peuvent compromettre l'esthétique et l'intégrité structurelle.
Le PMMA présente également une excellente stabilité aux UV et une bonne résistance aux intempéries. Contrairement à de nombreux plastiques, il ne jaunit pas facilement, ce qui le rend idéal pour les applications optiques extérieures. Cependant, sa température de déformation thermique relativement basse signifie que votre conception doit tenir compte de l'exposition thermique pendant l'utilisation.
Propriétés techniques clés du PMMA
Lors de la conception de votre composant, comprendre la performance technique du PMMA est essentiel pour prévoir son comportement sous charge, température et conditions environnementales.
| Propriétés physiques | Métrique | Anglais |
|---|---|---|
| Densité | 0.700 - 1.30 g/cc | 0,0253 - 0,0470 lb/in³ |
| Absorption de l'eau | 0.300 - 2.00 % | 0.300 - 2.00 % |
| Absorption d'humidité à l'équilibre | 0.300 - 0.600 % | 0.300 - 0.600 % |
| Absorption d'eau à saturation | 0.300 - 2.20 % | 0.300 - 2.20 % |
| Retrait linéaire du moule | 0,00200 - 0,00800 cm/cm | 0,00200 - 0,00800 in/in |
| Flux de fusion | 0,112 - 40,0 g/10 min | 0,112 - 40,0 g/10 min |
| Résistivité électrique | 1.00e+10 - 1.00e+17 ohm-cm | 1.00e+10 - 1.00e+17 ohm-cm |
| Résistance de surface | 2.60e+9 - 1.00e+16 ohm | 2.60e+9 - 1.00e+16 ohm |
| Constante diélectrique | 2.44 - 4.00 | 2.44 - 4.00 |
| Rigidité diélectrique | 15,0 - 60,0 kV/mm | 380 - 1520 kV/in |
| Facteur de dissipation | 0.0200 - 0.190 | 0.0200 - 0.190 |
| Indice de suivi comparatif | 600 V | 600 V |
| Capacité thermique spécifique | 1.46 - 1.50 J/g-°C | 0,349 - 0,359 BTU/lb-°F |
| Conductivité thermique | 0,187 - 0,216 W/m·K | 1.30 - 1.50 BTU-in/hr-ft²-°F |
| Température de service maximale, air | 50.0 - 100 °C | 122 - 212 °F |
| Température de fléchissement à 0,46 MPa (66 psi) | 73.0 - 109 °C | 163 - — 228 °F |
| Température de déflexion à 1,8 MPa (264 psi) | 51,7 - 106 °C | 125 - 223 °F |
| Point de ramollissement Vicat | 58,3 - 119 °C | 137 - 246 °F |
| Température de distorsion thermique | 85,0 - 105 °C | 185 - 221 °F |
| Température de transition vitreuse, Tg | 102 - 122 °C | 216 - 252 °F |
| Inflammabilité, UL94 | HB | HB |
| Indice d'oxygène | 18.0 % | 18.0 % |
| Test du fil incandescent | 650 - 700 °C | 1200 - 1290 °F |
| Température de traitement | 177 - 265 °C | 350 - 509 °F |
| Température de la buse | 193 - 260 °C | 380 - 500 °F |
| Température de l'adaptateur | 230 - 240 °C | 446 - 464 °F |
| Température de la matrice | 220 - 260 °C | 428 - 500 °F |
| Température de fusion | 150 - 260 °C | 302 - 500 °F |
| Température du moule | 30.0 - 107 °C | 86.0 - 225 °F |
| Température du rouleau | 80.0 - 100 °C | 176 - 212 °F |
| Température de séchage | 60.0 - 109 °C | 140 - 228 °F |
| Pression d'injection | 58,8 - 147 MPa | 8530 - 21300 psi |
| Température de recuit | 60.0 - 90.0 °C | 140 - 194 °F |
La rigidité du PMMA offre une excellente stabilité dimensionnelle, bénéfique pour les composants de précision. Cependant, cela signifie également qu'il a une faible résistance aux impacts, ce qui le rend plus susceptible de se fissurer sous une contrainte soudaine.
Pour vos applications optiques, le contrôle de la contrainte interne est crucial. Des paramètres de moulage par injection inappropriés – comme une vitesse d'injection excessive ou une température de moule trop basse – peuvent introduire des contraintes résiduelles, qui se manifestent ultérieurement par des craquelures ou des microfissures.
Pour garantir des résultats optimaux, une analyse avancée d'écoulement dans le moule doit être utilisée lors de la phase de conception. Cela vous permet de prédire le comportement de l'écoulement, d'optimiser l'emplacement des entrées et de minimiser les lignes de soudure ou les pièges à air.
Quels sont les avantages principaux et les limites du moulage par injection acrylique ?
Pour votre stratégie de fabrication, le moulage par injection de PMMA offre des avantages distincts, mais nécessite également une manipulation minutieuse.
Avantages
Clarté optique exceptionnelle
Transmittance lumineuse jusqu'à 92%, idéale pour les lentilles et les applications d'affichage haut de gamme.
Excellente reproduction de surface
Permet des finis miroir directement depuis le moule, réduisant les coûts de post-traitement.
Résistance élevée aux UV et aux intempéries
Stabilité extérieure supérieure par rapport au PC, résistant au jaunissement dans le temps.
Bonne stabilité dimensionnelle
Le faible taux de retrait garantit des pièces de précision avec des tolérances serrées.
Limitations
Fragilité et faible résistance aux chocs
Plus sujet à la fissuration que le PC ; non recommandé pour les applications à fort impact.
Sensibilité à l'humidité
Nécessite un séchage préalable approfondi ; l'humidité peut provoquer des stries argentées et des bulles.
Risque élevé de contraintes internes
Un traitement inapproprié peut entraîner des fissures de contrainte, nécessitant un contrôle minutieux des paramètres.
Exigences de traitement strictes
Exige un outillage de haute qualité et un contrôle précis du processus pour obtenir des résultats optimaux.
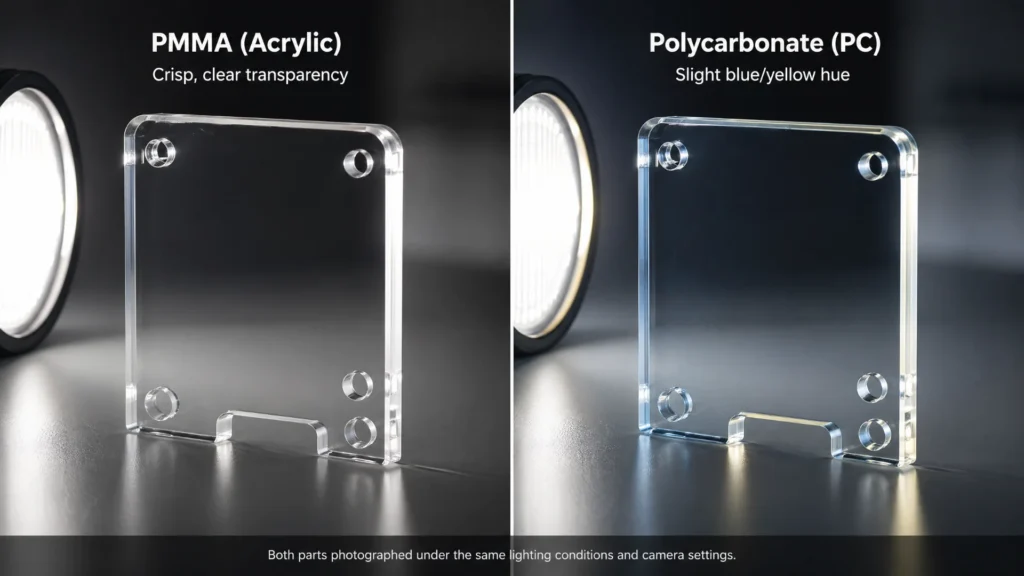
PMMA vs. Polycarbonate (PC) : Quel matériau choisir ?
Le choix entre le PMMA et le polycarbonate (PC) dépend de vos priorités de performance. Les deux sont des plastiques transparents, mais ils répondent à des besoins techniques différents.
| Propriété | PMMA (Acrylic) | PC (Polycarbonate) |
|---|---|---|
| Light Transmittance | ~92% | ~88–90% |
| Résistance aux chocs | Faible | Très élevé |
| Résistance aux rayures | Excellent | Modéré |
| Coût | Lower | Plus élevé |
| UV Resistance | Excellent | Nécessite un revêtement |
Si votre projet privilégie clarté optique, finition de la surfaceet Stabilité aux UV, le PMMA est le meilleur choix.
Si votre application implique contrainte mécanique ou impact (par exemple, écrans de sécurité), le PC peut être plus adapté.
Moulage par Injection sur Mesure en PMMA Acrylique
Apprenez à optimiser le moulage par injection personnalisé du PMMA acrylique. Explorez les paramètres clés, les directives de conception, les choix d'acier pour moules et les solutions pour des pièces optiques impeccables.

Ressources pour Le Guide complet du moulage par injection PMMA et acrylique
Les matériaux PMMA (acrylique) peuvent-ils être moulés par injection ?
Oui, le PMMA peut être moulé par injection—mais pas de la même manière que les plastiques courants. Pour votre projet, le succès dépend d'un contrôle de précision à chaque étape.
Les principales considérations du processus incluent :
Le PMMA doit être séché à 80–90°C pour 3–4 heures pour éviter les défauts liés à l'humidité.
Généralement maintenue entre 200–250°C. Une surchauffe entraîne dégradation et jaunissement.
Injection multi-étapes est crucial :
• Vitesse initiale lente pour éviter le jetage
• Vitesse moyenne pour le remplissage de la cavité
• Réduction de la vitesse à la fin pour éviter le sur-emballage
Des températures de moule plus élevées améliorent qualité de la surface et réduire stress interne.


Quelles sont les applications courantes du moulage par injection d'acrylique sur mesure ?
Les composants PMMA sur mesure sont appréciés dans diverses industries où la clarté optique, la précision et l'esthétique sont non négociables. Des systèmes optiques complexes aux produits grand public élégants, l'acrylique offre des performances là où cela compte le plus.

Lentilles Optiques & Guides Lumineux
Composants de précision conçus pour transmission de lumière efficace et une imagerie impeccable dans les systèmes optiques exigeants.

Éclairage automobile
Pièces durables et haute clarté pour feux arrière, lentilles de phares et éclairage intérieur qui résistent vibrations routières et aux intempéries.

Boîtiers pour dispositifs médicaux
Boîtiers stérilisables et transparents permettant surveillance visuelle des mécanismes internes et des niveaux de fluide.

Écrans d'Électronique Grand Public
Écrans résistants aux rayures, panneaux tactiles et indicateurs avec finition haute brillance pour une esthétique produit haut de gamme.

Éclairage architectural & Panneaux
Couvercles d'éclairage résistants aux intempéries, diffusés et vitrage décoratif qui offrent distribution uniforme de la lumière et stabilité structurelle.

Présentoirs & Signalétique Retail
Des présentoirs en point de vente accrocheurs et une signalétique éclairée qui tirent parti de une diffusion lumineuse supérieure et des capacités de couleur vibrantes.
Directives de conception essentielles pour les pièces moulées par injection en PMMA
La conception pour le PMMA (acrylique) nécessite une attention particulière en raison de sa nature rigide et fragile par rapport aux plastiques techniques standards. Une conception appropriée minimise non seulement le risque de fissuration et de défauts optiques, mais améliore également considérablement l'usinabilité de vos composants personnalisés.
Maintenir une épaisseur constante prévient les contraintes internes, le gauchissement et les marques de retrait, ce qui est particulièrement critique pour les pièces en PMMA transparent.
Les angles internes aigus sont les principaux points de défaillance dans le PMMA. L'utilisation de congés et de rayons généreux élimine la concentration de contraintes et améliore l'intégrité structurelle.
Un angle de dépouille minimum de 1–2° est essentiel. La faible élasticité du PMMA le rend sujet aux rayures ou à la fissuration lors de l'éjection si la dépouille est insuffisante.
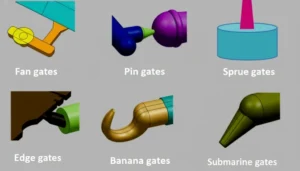
Des entrées en éventail, en languette ou en bord sont recommandées pour réduire les contraintes de cisaillement et les marques d'écoulement, assurant que l'acrylique fondu remplisse la cavité en douceur sans défauts de jetage.
Une épaisseur excessive entraîne un refroidissement irrégulier, augmentant le risque de cavités internes, de bulles et de retassures qui compromettent gravement la qualité optique de la pièce.
Comment choisir le bon acier de moule (S136 vs. NAK80) pour un fini miroir PMMA ?
Pour vos composants optiques, le choix de l'acier du moule impacte directement la qualité de surface et la longévité de l'outillage.
S136 (trempé à 48–52 HRC)
NAK80 (Pré-trempé ~40 HRC)


Si votre projet nécessite des pièces optiques avec une finition miroir, le S136 est généralement le choix préféré. Sa dureté et sa stabilité garantissent une finition de surface constante sur de longues séries de production.
Problèmes courants dans le moulage par injection d'acrylique et solutions
La transparence exceptionnelle du PMMA signifie que le moindre défaut de traitement devient immédiatement visible. Identifier les causes profondes de ces problèmes est essentiel pour préserver l'intégrité optique de vos composants sur mesure.
Cause : Contamination par l'humidité dans la résine.
Solution : Mettez en œuvre des protocoles rigoureux de séchage des matières et assurez une manipulation sous atmosphère contrôlée tout au long du processus.
Cause : Air piégé ou épaisseur de paroi excessive causant un refroidissement irrégulier.
Solution : Optimisez l'éventage du moule et reconcevez une épaisseur de paroi uniforme pour éviter les pièges à gaz.
Cause : Contrainte interne élevée combinée à une exposition environnementale.
Solution : Optimisez la conception de l'attaque, réduisez la contrainte d'injection et appliquez un recuit après moulage (80–90°C) pour relâcher les contraintes résiduelles.
Cause : Vitesse d'injection initiale élevée provoquant l'éjection du plastique fondu à travers la cavité.
Solution : Utilisez un contrôle de vitesse d'injection multi-étapes – commencez lentement pour éviter le jaillissement, puis augmentez pour remplir la cavité.
Options de post-traitement pour les pièces en acrylique sur mesure
Pour répondre aux exigences de votre produit final, la post-transformation joue un rôle crucial en améliorant à la fois l'apparence optique et les performances structurelles des composants en PMMA.
Lisse et clarifie les bords de l'acrylique coupé, rétablissant la transparence optique et créant une finition homogène et vitrée pour les pièces transparentes.
Un cycle de chauffage et de refroidissement soigneusement contrôlé qui réduit significativement les contraintes internes, empêchant la microfissuration ou la fissuration différée dans des environnements exigeants.
Applications spécialisées telles que des revêtements durs pour la résistance aux rayures, ou des revêtements anti-reflets pour optimiser la transmission lumineuse dans les systèmes optiques.
Permet une haute précision des détails, des géométries complexes et des marquages personnalisés sans induire de contraintes mécaniques sur le composant moulé.
Pour les applications optiques haut de gamme, combiner le moulage par injection de précision avec des Finition de surface les techniques garantissent que vos pièces en PMMA répondent aux attentes fonctionnelles et esthétiques les plus exigeantes.
Frequently Asked Questions (FAQs)
Pourquoi le pré-séchage est-il si critique pour le moulage par injection du PMMA (acrylique) ?
Le PMMA est très hygroscopique. S'il n'est pas séché à 80–90°C pendant 3–4 heures avant le moulage, l'humidité piégée provoquera des stries argentées, des bulles et un aspect trouble, ruinant la clarté optique de vos pièces.
Quel acier de moule est recommandé pour les lentilles PMMA haute clarté ?
L'acier inoxydable S136 est le choix préféré pour les pièces optiques en PMMA. Lorsqu'il est trempé à 48–52 HRC, il peut être poli jusqu'à une finition diamant SPI A-1 et offre une excellente résistance à la corrosion pour de longues séries de production.
Quelles sont les règles de conception clés pour le moulage par injection de l'acrylique ?
Pour éviter la fissuration sous contrainte et le gauchissement, maintenez une épaisseur de paroi uniforme, utilisez des congés et des rayons généreux (évitez les angles vifs) et incluez un angle de dépouille minimal de 1 à 2° pour garantir un éjection sans rayures.
Comment puis-je éviter les bulles et les vides dans mes pièces en PMMA ?
Les bulles sont généralement causées par de l'air piégé ou une épaisseur de paroi excessive. Les solutions incluent l'optimisation de l'éventage du moule, la conception de parois uniformes pour éviter les retassures, et l'utilisation d'une vitesse d'injection multi-étapes pour permettre à l'air de s'échapper correctement.
Qu'est-ce qui cause la fissuration (craquelure de contrainte) dans le PMMA, et comment y remédier ?
La microfissuration est causée par des contraintes internes résiduelles combinées à une exposition environnementale (comme des produits chimiques ou des variations de température). Elle peut être résolue en optimisant la conception de l'attaque, en réduisant la pression d'injection et en appliquant un recuit après moulage à 80–90°C pour relâcher les contraintes.
Quelle est la température de fusion recommandée pour le moulage du PMMA ?
Le PMMA doit généralement être traité entre 200 et 250°C. Dépasser cette plage peut entraîner une dégradation du matériau et un jaunissement, tandis que des températures trop basses causeront un mauvais écoulement et des pièces incomplètes.
Quelles options de post-traitement sont disponibles pour les pièces en acrylique ?
Les post-traitements courants incluent le polissage à la flamme pour la netteté des bords, le recuit pour éliminer les contraintes, l'application de revêtements anti-rayures ou anti-reflets, et la découpe/gravure laser pour les détails de précision.
Le PMMA est-il adapté aux applications extérieures ou exposées aux UV ?
Oui. Contrairement à de nombreux autres plastiques transparents, le PMMA offre une stabilité aux UV et une résistance aux intempéries exceptionnelles. Il conserve sa clarté optique et ne jaunit pas facilement avec le temps, ce qui le rend idéal pour l'éclairage automobile et les panneaux architecturaux.
Documentation d'exportation des fournisseurs de moulage par injection : ce dont les acheteurs étrangers ont besoin
Lorsque vous vous approvisionnez en pièces moulées par injection auprès de fournisseurs étrangers, la paperasse est aussi importante que les pièces elles-mêmes. Une documentation d'exportation manquante ou incorrecte peut retarder les expéditions de plusieurs semaines et déclencher des contrôles douaniers

Accord de confidentialité pour fournisseur de moulage par injection : Comment protéger les conceptions de produits et les données d'outillage
Partager vos conceptions de produits avec un fournisseur de moulage par injection est inévitable – vous en avez besoin pour estimer votre projet et construire vos moules. Mais sans un accord de confidentialité (nda1) en place, vos
Fournisseur de Moulage par Injection Propriété du Moule : Ce que les acheteurs doivent vérifier avant de payer l'outillage
Vous venez de payer trente mille dollars pour un moule de production. Six mois plus tard, votre fournisseur dit que vous ne pouvez pas le déplacer vers une autre usine. Cela vous semble familier ? La propriété des moules est l'un des
Solutions d'optimisation proposées Gratuitement
- Fournir un retour d'information sur la conception et des solutions d'optimisation
- Optimiser la structure et réduire les coûts de moulage
- Parler directement avec des ingénieurs en tête-à-tête

