 Skip to content
Skip to content 

Les moules pour le moulage par injection sont des outils utilisés pour façonner des objets. Ils sont constitués de différentes parties, et des moules différents ont des parties différentes. Le processus de moulage par injection comprend principalement la préparation des matières premières, l'alimentation, le chauffage et la fusion, l'injection, le refroidissement et la solidification, l'ouverture et l'extraction du moule, l'élimination des bavures, le découpage, le traitement, l'inspection et l'emballage.
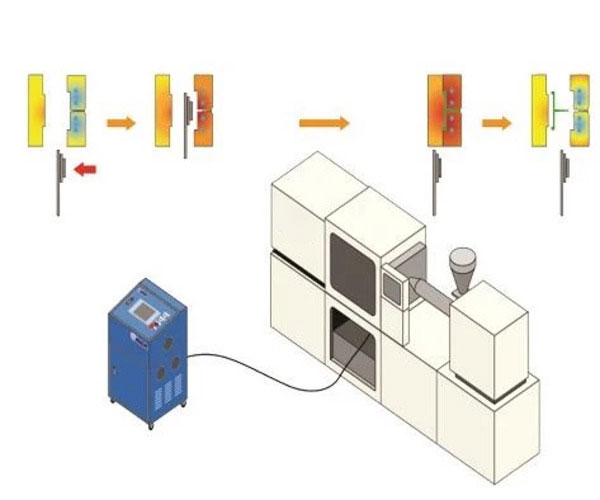
Ⅰ. Système de chauffage
1. Méthodes de chauffage des moules
1.1 Chauffage de l'acier
Le chauffage à l'acier est une méthode de chauffage qui est presque obligatoire dans la conception de tous les moules de moulage en plastique. Il peut être conçu sous différentes formes, telles que le câblage monophasé, le câblage biphasé, etc. Il est possible d'utiliser des matériaux tels que des tuyaux sertis, des tuyaux sans soudure, des tuyaux en acier inoxydable, qui se caractérisent par une faible perte de chaleur, une efficacité thermique élevée, un câblage simple et des configurations de câblage flexibles en fonction des besoins, conçus pour 220V ou 380V. Toutefois, en raison des limites des matériaux et des techniques de traitement, il convient de prêter attention à ses caractéristiques uniques lors de la conception des moules.
1.2 Chauffage du cœur du fer à souder
Le noyau de fer à souder est souvent utilisé comme un type de tube chauffant pour les moules. Il a une puissance élevée par unité de longueur (généralement un diamètre de 10 mm, une longueur de 8 cm peut atteindre une puissance de sortie de 150 watts), une durabilité, une bonne sécurité, une résistance aux courts-circuits, peut être incorporé dans des trous borgnes, mais il est difficile de personnaliser la conception, sujet à la fragilité et à la rupture pendant le remplacement.

2. Facteurs influençant la vitesse de chauffe du moule d'injection
De nombreux facteurs influencent la vitesse de chauffage d'un moule d'injection. Voici quelques-uns de ces facteurs :
2.1 Matériau et structure du moule
Le matériau et la structure du moule ont une incidence directe sur la vitesse de chauffage. Des matériaux différents ont une conductivité thermique et une capacité calorifique différentes, tandis que l'épaisseur et la conception du moule affectent également la vitesse de conduction de la chaleur.
2.2 Méthode et équipement de chauffage
Les moules d'injection sont chauffés à l'aide de systèmes de chauffage électrique ou de canaux chauds. Les différentes méthodes de chauffage ont des vitesses de chauffage et des capacités de contrôle différentes. Par exemple, le chauffage électrique permet de chauffer rapidement et de contrôler la température avec précision, tandis que les systèmes à canaux chauds peuvent transférer la chaleur directement à des parties spécifiques du moule, ce qui rend le chauffage plus efficace.
2.3 Température et durée de chauffage
La température et le temps de chauffage sont les deux principaux facteurs qui influencent la vitesse de chauffage. L'augmentation de la température de chauffage et l'allongement de la durée de chauffage peuvent accélérer la vitesse de chauffage du moule, mais il faut veiller à ne pas endommager le moule ou à ne pas provoquer de stress thermique.
2.4 Conditions environnementales
La vitesse de chauffage du moule est également influencée par les conditions environnementales telles que la température et l'humidité de la pièce. S'il fait très froid ou très humide, la vitesse de chauffage peut être légèrement affectée.
2.5 État et entretien des moules
La vitesse de chauffe dépend de l'état et de l'entretien du moule. L'accumulation de cendres, l'oxydation ou l'endommagement de la surface du moule réduisent l'efficacité du chauffage et en prolongent la durée.
2.6 Moyen de chauffage
Les différents médiums de chauffage, tels que les fils chauffants électriques, l'huile thermique, etc., ont des caractéristiques de transfert de chaleur différentes, ce qui affecte la vitesse de chauffage. Le choix du bon médium de chauffage peut améliorer l'efficacité du chauffage.
Ⅱ. Phase de refroidissement
En moules de moulage par injectionLa conception du système de refroidissement est donc très importante. En effet, les produits plastiques moulés doivent refroidir et se solidifier jusqu'à atteindre une certaine rigidité avant d'être démoulés, afin d'éviter toute déformation due à des forces extérieures. Étant donné que le temps de refroidissement représente environ 70% à 80% de l'ensemble du cycle de moulage, un système de refroidissement bien conçu peut considérablement raccourcir le temps de moulage, augmenter la productivité du moulage par injection et réduire les coûts. Des systèmes de refroidissement mal conçus peuvent prolonger le temps de moulage, augmenter les coûts, et un refroidissement inégal peut entraîner un gauchissement et une déformation des produits en plastique.
D'après les expériences réalisées, la chaleur de la matière fondue entrant dans le moule s'évacue généralement de deux manières : 5% sont transférés dans l'atmosphère par rayonnement et convection, et les 95% restants sont conduits de la matière fondue au moule. En raison des tuyaux d'eau de refroidissement dans le moule, la chaleur est transférée du plastique dans la cavité du moule au tuyau d'eau de refroidissement par conduction thermique via la base du moule, puis évacuée par le liquide de refroidissement par convection thermique. Une petite quantité de chaleur non évacuée par l'eau de refroidissement continue à se propager dans le moule et se dissipe dans l'air au contact de l'extérieur.
Le processus de moulage par injection comporte cinq étapes : fermeture du moule, remplissage, maintien de la pression, refroidissement et démoulage. C'est le refroidissement qui prend le plus de temps, environ 70% à 80% du temps total. Le temps de refroidissement influe donc sur la durée du cycle et sur le nombre de pièces que vous pouvez fabriquer. Lorsque vous démoulez la pièce, elle doit être refroidie en dessous de la température de déformation thermique. Cela empêche la pièce de se détendre et de se déformer.
1. Méthodes de refroidissement des moules
1.1 Refroidissement par eau
Le refroidissement à l'eau est la méthode de refroidissement la plus couramment utilisée pour la plupart des moules, mais elle présente également des inconvénients : elle nécessite une bonne étanchéité des canalisations et des canalisations d'eau supérieures et inférieures non obstruées, ce qui entraîne un gaspillage d'eau important. Lorsque la température de refroidissement dépasse 100°C, des explosions de vapeur sont susceptibles de se produire. L'avantage est qu'il a une grande capacité thermique et qu'il permet un refroidissement rapide.

1.2 Refroidissement par air
Le refroidissement par air est une méthode de refroidissement relativement idéale. Contrairement au refroidissement par l'eau, il ne nécessite pas d'étanchéité des canalisations, il n'y a pas de gaspillage de ressources, il peut refroidir les moules à des températures supérieures à 100°C et la vitesse de refroidissement peut être déterminée par le débit de gaz. En outre, il est simple et pratique d'obtenir des sources de gaz dans les ateliers de production d'une certaine envergure.
2. Facteurs influençant le taux de refroidissement du produit
2.1 Conception des produits en plastique
L'élément principal est l'épaisseur de la paroi de la pièce en plastique. Plus la pièce est épaisse, plus le temps de refroidissement est long. En règle générale, le temps de refroidissement est proportionnel au carré de l'épaisseur de la pièce ou à la puissance 1,6 du plus grand diamètre de la porte. En d'autres termes, si l'on double l'épaisseur de la pièce, le temps de refroidissement est multiplié par quatre.
2.2 Matériau du moule et méthode de refroidissement
Le matériau du moule, y compris les matériaux du noyau et de la cavité du moule et le matériau du cadre du moule, a un effet important sur la vitesse de refroidissement. Plus la conductivité thermique du matériau du moule est élevée, meilleur est l'effet de transfert de la chaleur du plastique dans une unité de temps, et plus court est le temps de refroidissement.

2.3 Configuration des conduites d'eau de refroidissement
Plus le tuyau d'eau de refroidissement est proche de la cavité du moule, plus son diamètre est grand et plus son nombre est élevé, plus l'effet de refroidissement est important et plus le temps de refroidissement est court.
2.4 Débit du liquide de refroidissement
Plus la quantité d'eau circulant dans le système est importante (un écoulement turbulent est préférable), plus l'eau sera en mesure d'évacuer la chaleur du moteur par convection.
2.5 Propriétés du liquide de refroidissement
La viscosité et la conductivité thermique du liquide de refroidissement affectent également l'effet de transfert de chaleur du moule. Plus la viscosité du liquide de refroidissement est faible, plus sa conductivité thermique est élevée, plus la température est basse et meilleur est l'effet de refroidissement.
2.6 Sélection des matières plastiques
La conductivité thermique d'un plastique est la vitesse à laquelle il déplace la chaleur d'un point chaud à un point froid. Plus la conductivité thermique est élevée, mieux il déplace la chaleur, ou plus la chaleur spécifique est faible, plus il est facile de changer de température, donc il se refroidit plus rapidement et déplace mieux la chaleur, donc il prend moins de temps à refroidir.

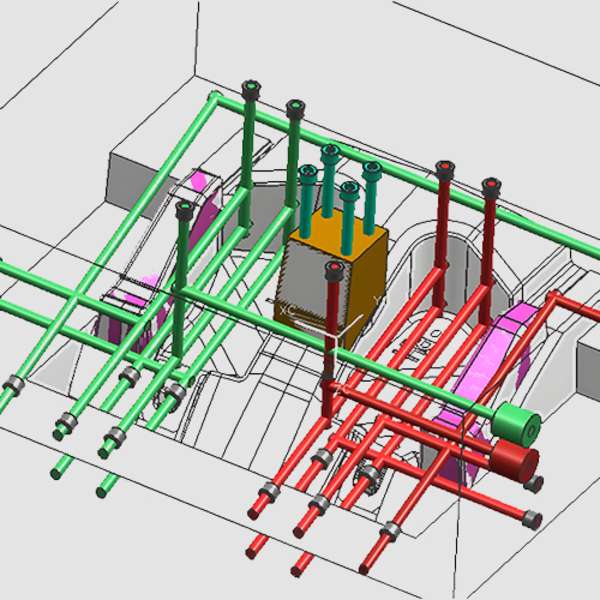
3. Règles de conception du système de refroidissement
3.1 Les canaux de refroidissement doivent être conçus pour refroidir le moule uniformément et rapidement.
3.2 L'objectif de la conception du système de refroidissement est de maintenir le moule froid et de le faire efficacement. Les trous de refroidissement doivent être de taille standard afin de pouvoir être usinés et assemblés facilement.
3.3 Lors de la conception du système de refroidissement, le concepteur du moule doit décider des paramètres de conception suivants en fonction de l'épaisseur de la paroi et du volume de la pièce en plastique : l'emplacement et la taille des trous de refroidissement, la longueur des trous, le type de trous à utiliser, la disposition et la connexion des trous, la quantité de liquide de refroidissement à utiliser et sa capacité à transférer la chaleur.
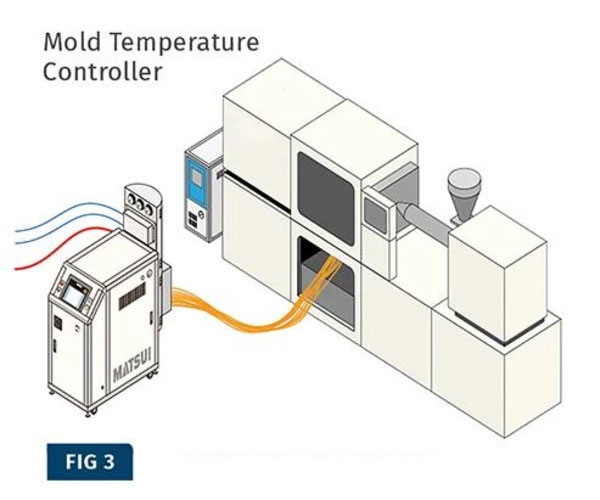
Ⅲ. L'importance du contrôle de la température du moule dans le moulage par injection
Le contrôle de la température est très important dans moulage par injectiong parce qu'il affecte directement la qualité, la cohérence et le temps de cycle des pièces moulées. Le refroidissement et le chauffage sont tous deux des éléments importants de ce mécanisme de contrôle, car ils garantissent que le matériau fondu s'écoule bien, se solidifie correctement et est démoulé sans défaut.
1. Influence de la température du moule sur l'apparence du produit
Lorsque la température est plus élevée, la résine s'écoule mieux. Cela rend généralement la surface des pièces lisse et brillante, en particulier pour les pièces en résine renforcée de fibres de verre. Les lignes de soudure sont également plus solides et plus esthétiques.
Pour les surfaces texturées, si la température du moule est basse, la matière fondue ne peut pas remplir les racines de la texture, de sorte que la surface du produit est brillante et ne peut pas montrer la véritable texture de la surface du moule. Si vous augmentez la température du moule et la température du matériau, vous pouvez obtenir la texture que vous souhaitez sur la surface du produit.
2. Influence sur les contraintes internes des produits
Lorsque vous moulez quelque chose, il devient chaud et se refroidit. Lorsqu'il refroidit, il rétrécit. L'extérieur de l'objet rétrécit d'abord et devient dur. Ensuite, l'intérieur se rétracte et devient dur. L'intérieur et l'extérieur rétrécissent à des vitesses différentes, ce qui fait que l'intérieur et l'extérieur se battent l'un contre l'autre. Lorsque l'intérieur et l'extérieur se combattent trop, l'objet se fissure.
Lorsque l'intérieur de la chose lutte trop contre l'extérieur de la chose, la chose se fissure. Cela se produit lorsque l'intérieur de la chose se bat trop contre l'extérieur de la chose, et que l'intérieur de la chose est trop faible ou que l'extérieur de la chose est trop fort. Cela se produit également lorsque l'intérieur de la chose lutte trop contre l'extérieur de la chose, et que l'intérieur de la chose est trop faible ou que l'extérieur de la chose est trop fort, et que la chose est mouillée ou reçoit des produits chimiques. Lorsque l'intérieur de l'objet se bat trop contre l'extérieur, l'objet se fissure.

La contrainte de compression superficielle dépend des conditions de refroidissement de la surface. Les moules froids entraînent un refroidissement rapide de la résine fondue, ce qui se traduit par une contrainte interne résiduelle plus élevée dans le produit moulé. La température du moule est la condition la plus fondamentale pour contrôler la contrainte interne, et de légères variations de la température du moule peuvent modifier considérablement sa contrainte interne résiduelle. En général, chaque produit et chaque résine ont leur limite de température de moulage la plus basse pour une contrainte interne acceptable. Lors du moulage de pièces à parois minces ou à écoulement long, la température du moule doit être supérieure à la limite minimale fixée pour le moulage général.
3. Amélioration du gauchissement des produits
Si le système de refroidissement du moule est mal conçu ou si le contrôle de la température du moule est incorrect, un refroidissement insuffisant des pièces en plastique peut entraîner un gauchissement et une déformation des pièces.

Pour le contrôle de la température du moule, la différence de température entre les moules mâle et femelle, le noyau et la cavité, le noyau et la paroi du moule, et la paroi et les inserts doit être déterminée en fonction des caractéristiques structurelles du produit. En utilisant les différents taux de rétrécissement par refroidissement des différentes parties du moule pour compenser la différence de rétrécissement par orientation après le démoulage, le produit a tendance à se plier vers le côté ayant une température plus élevée après le démoulage, compensant ainsi la déformation du produit selon la loi d'orientation.
Pour les pièces en plastique dont la structure est totalement symétrique, il convient de maintenir la température du moule constante afin de s'assurer que toutes les parties du produit refroidissent de manière homogène.

4. Impact sur le taux de rétrécissement des produits
Des températures de moule plus basses font que les molécules gèlent plus rapidement, que la couche gelée de la matière fondue dans la cavité est plus épaisse et que la croissance des cristaux est plus difficile, de sorte que le produit rétrécit moins. Des températures de moule plus élevées ralentissent le refroidissement de la matière fondue, allongent le temps de relaxation, abaissent le niveau d'orientation et facilitent la formation de cristaux, de sorte que le produit rétrécit davantage.
5. Influence sur la température de déflexion thermique du produit
Pour les plastiques cristallins, si vous moulez le produit à une température basse, l'orientation moléculaire et la cristallisation se figent immédiatement. Lorsque vous placez le produit dans un environnement à température plus élevée ou dans des conditions de traitement secondaire, les chaînes moléculaires se réarrangent partiellement et cristallisent, entraînant la déformation du produit, même à des températures bien inférieures à la température de déflexion thermique (HDT) du matériau.

Ⅳ. Optimisation du contrôle de la température
1. Amélioration du système de contrôle de la température
Les cannes chauffantes électriques constituent un élément important du système de contrôle de la température des machines de moulage par injection. Si vous améliorez vos cannes chauffantes électriques, vous pouvez rendre votre contrôle de la température plus stable et plus précis. Cela signifie que vous pouvez rendre votre moulage par injection plus précis et de meilleure qualité.
2. Amélioration de la stratégie de contrôle de la température
Lorsqu'il s'agit de moulage par injectionLe contrôle de la température est une affaire importante. Il influe sur la qualité et le coût de vos pièces. Si vous le faites correctement, vous pouvez réduire la durée du cycle et la consommation d'énergie, améliorer l'efficacité de la production et réduire les coûts.
3. Réglage des paramètres de contrôle de la température
Pour obtenir le meilleur effet de moulage par injection, vous devez ajuster les paramètres de contrôle de la température. Vous pouvez le faire en ajustant la proportion des températures des zones arrière, centrale et avant.
Ⅴ. Conclusion
Pour obtenir rapidement de bonnes pièces, vous devez maîtriser le refroidissement et le chauffage des moules. Vous devez comprendre le contrôle de la température, utiliser les dernières technologies de refroidissement et de chauffage et disposer des meilleurs systèmes de surveillance et de contrôle. C'est ainsi que vous tirerez le meilleur parti de votre processus de moulage par injection.







