 Ir al contenido
Ir al contenido 

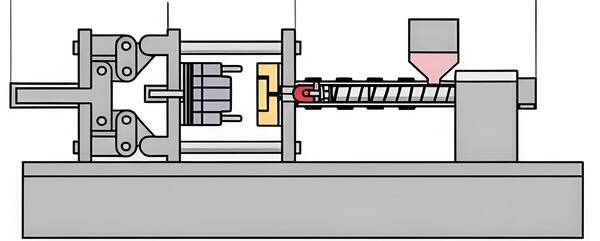
Introducción: En el proceso de moldeo por inyección, la velocidad es un parámetro muy importante, la velocidad de inyección, definida por parámetros como el cilindro de inyección, la presión de inyección p, la velocidad del tornillo, la presión de la bomba y la fase de llenado, influye directamente en la calidad del producto y la eficiencia de la producción.

La velocidad de inyección, definida por parámetros como el cilindro de inyección, la presión de inyección p, la velocidad del husillo, la presión de la bomba y la fase de llenado, influye directamente en la calidad del producto y en la eficacia de la producción. A continuación se ofrece información básica sobre la velocidad de inyección:
Qué es la velocidad de inyección ?
La velocidad de inyección es el desplazamiento del tornillo de inyección por unidad de tiempo. Afecta directamente a la calidad y la eficiencia de producción del producto.

Para llenar el material fundido en la cavidad del molde y obtener productos con densidad uniforme y alta precisión, el material fundido debe llenarse en la cavidad del molde en un periodo de tiempo para un llenado rápido del molde.
Si la velocidad de inyección es lenta, el tiempo de llenado del material fundido es largo, y el producto es propenso a juntas frías, densidad desigual, alta tensión y otras desventajas.
El uso de la inyección a alta velocidad puede reducir la diferencia de temperatura del material fundido en la cavidad del molde, mejorar el efecto de transmisión de la presión y obtener productos de precisión con densidad uniforme y baja tensión.
Pero si la velocidad de inyección es demasiado alta, el material fundido fluirá fácilmente de forma irregular a través de la compuerta y otros lugares, provocando la combustión del material, la entrada de gas, un escape deficiente y afectando directamente a la calidad de la superficie del producto.
Al mismo tiempo, si la velocidad de inyección es demasiado alta, no es fácil conseguir un cambio estable entre la presión de inyección y la presión de mantenimiento, y el producto suele desbordarse debido a la sobrepresión.
Al inyectar, la velocidad de cada punto de la compuerta y de la sección transversal de la cavidad es desigual. En el proceso de inyección, se requiere que el fluido se inyecte lentamente tras entrar en la cavidad.

En la fase final, la velocidad de inyección debe acelerarse para garantizar la plenitud, por lo que la velocidad de inyección debe controlarse por etapas.
Aumentar la velocidad de inyección incrementará la presión de llenado. El llenado a alta velocidad puede mantener la masa fundida a una temperatura más alta, reducir la viscosidad y la pérdida de resistencia del fluido, y aumentar así la presión de la cavidad.

Al mismo tiempo, también puede ralentizar el enfriamiento, y el producto es uniforme y denso. Sin embargo, si la velocidad es demasiado alta, el flujo de la masa fundida será inestable y el molde se abombará.
Además, la determinación de la velocidad de inyección debe basarse en diferentes estructuras de moldes, tamaños, sistemas de canales y propiedades de los polímeros.

¿Cuáles son los factores que afectan a la velocidad de inyección?
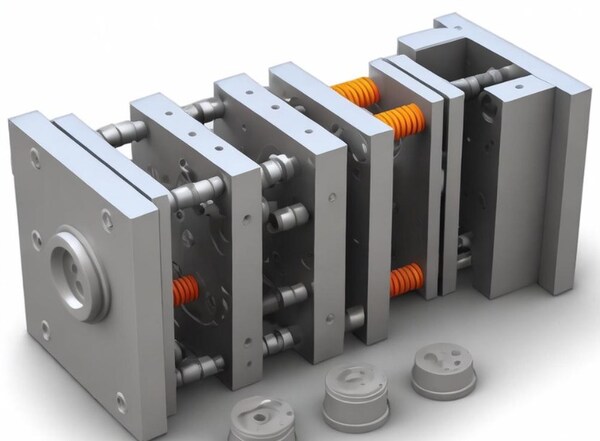
Diseño de moldes
Los distintos plásticos tienen diferentes requisitos en cuanto a velocidad de inyección. Por lo general, los plásticos de alta viscosidad requieren velocidades de inyección más bajas. Por ejemplo, el polietileno de baja densidad requiere una velocidad de inyección menor para evitar la generación excesiva de calor, la deformación o la contracción.
Cuando se inyecta plástico ABS, se requiere una velocidad de inyección más alta para garantizar que la superficie de la pieza de plástico sea lisa y no produzca líneas calientes ni emulsión.
Geometría del molde
La geometría del molde también es un factor a tener en cuenta: las piezas de paredes finas necesitan la velocidad de inyección más alta; las piezas de paredes gruesas necesitan una curva de velocidad lenta-rápida-lenta para evitar defectos; para asegurarse de que la calidad de la pieza es buena, el ajuste de la velocidad de inyección debe garantizar que el caudal del frente de fusión se mantiene constante.

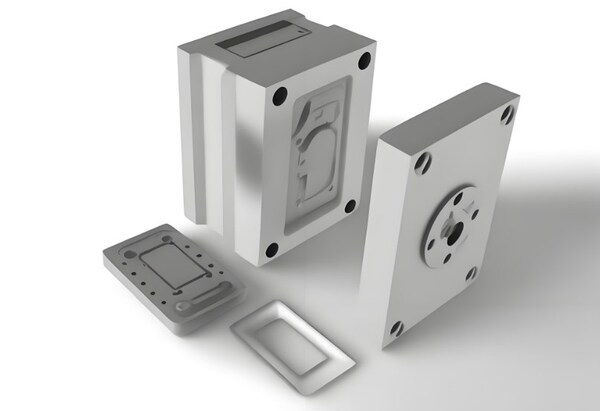
La estructura y la construcción del molde están directamente relacionadas con la calidad del moldeo y la velocidad de inyección de la pieza de plástico.
Por ejemplo, si el molde tiene una cavidad grande, hay que inyectar el plástico a gran velocidad para llenar toda la cavidad. Si el molde tiene una cavidad pequeña, deberá inyectar el plástico a baja velocidad para no dañar el molde.

Propiedades de los materiales
Las propiedades de los materiales son muy importantes porque los polímeros pueden romperse por diferentes tensiones.
Si aumentas la temperatura del molde, puede que oxides y rompas la estructura química, pero al mismo tiempo, la romperás menos por el cizallamiento porque la alta temperatura hace que el material sea menos viscoso y reduce la tensión de cizallamiento.

Sin duda, la velocidad de inyección multietapa es muy útil para moldear materiales sensibles al calor como PC, POM, UPVC y sus formulaciones.
Modelo de máquina de inyección
La velocidad de inyección se ve directamente afectada por los parámetros de la máquina de inyección, como el tonelaje, la presión del aceite y el volumen de inyección.

En general, las máquinas de inyección grandes requieren una presión y un volumen de inyección mayores, y la velocidad de inyección es más rápida. Las máquinas de inyección pequeñas son propensas a la aparición de grietas o defectos en las piezas de plástico debido a la excesiva velocidad de inyección.
Habilidades del operador
La habilidad del operario también afectará directamente a la velocidad de inyección. Por ejemplo, un buen operario puede ajustar la velocidad de inyección según el tipo de máquina de inyección y las características del plástico para garantizar un proceso de inyección sin problemas y una buena calidad de las piezas de plástico.

Otras restricciones de caudal y factores de inestabilidad
Al establecer el segmento de velocidad, debe tener en cuenta la geometría del molde, otras restricciones de flujo y factores inestables. Usted debe tener una clara comprensión del proceso de moldeo por inyección y el conocimiento de los materiales, de lo contrario, será difícil controlar la calidad del producto.
Como es difícil medir directamente el caudal de masa fundida, se puede calcular indirectamente midiendo la velocidad de avance del tornillo o la presión de la cavidad (para asegurarse de que la válvula de retención no tiene fugas).
Caudal de fusión
La velocidad de flujo de la masa fundida es muy importante porque afecta a la orientación molecular y al estado de la superficie de la pieza; cuando el frente de la masa fundida alcanza la estructura transversal, debe ralentizarse; en el caso de moldes complejos con difusión radial, la velocidad de flujo de la masa fundida debe aumentarse uniformemente.
Los canales largos deben llenarse rápidamente para reducir el enfriamiento del frente de fusión, pero la inyección de materiales de alta viscosidad, como el PC, es una excepción, porque una velocidad demasiado rápida introducirá material frío en la cavidad a través de la entrada de agua.Para evitar defectos causados por la ralentización del flujo en la entrada de agua, puede ajustar la velocidad de inyección.
Cuando la masa fundida pasa a través de la boquilla y el canal hacia la entrada de agua, la superficie del frente de masa fundida puede haberse enfriado y solidificado, o la masa fundida puede estancarse debido al estrechamiento repentino del canal hasta que se acumule suficiente presión para empujar la masa fundida a través de la entrada de agua, lo que hará que la presión a través de la entrada de agua alcance su punto máximo.
Si la presión es demasiado alta, dañará el material y provocará defectos en la superficie, como marcas de flujo y quemaduras en la entrada de agua. Puedes solucionarlo reduciendo la velocidad justo antes de la entrada de agua.
Esto detendrá el exceso de cizallamiento en la entrada de agua, y entonces usted puede acelerar la velocidad de inyección de nuevo a lo que era. Es difícil controlar la velocidad de inyección para reducir la velocidad en la entrada de agua, por lo que es mejor reducir la velocidad al final del canal.
Cómo controlar la velocidad de inyección ?
La velocidad de inyección de la máquina de moldeo por inyección es la velocidad a la que se inyecta el material plástico en el molde. Afecta al tiempo que tarda el plástico en llenar el molde y a cómo se distribuye la presión en el molde.

Debe ajustar la velocidad de inyección en función del producto específico y del material plástico que utilice. Estas son algunas formas de controlar la velocidad de inyección:
Válvula de control convencional
La velocidad de inyección se ajusta controlando la válvula que controla el flujo de aceite. Este método suele utilizarse en máquinas de moldeo por inyección sencillas y tiene una función de ajuste de la velocidad relativamente básica.

Válvula de control convencional
El sistema de inyección se acciona mediante un servomotor, y la velocidad de inyección se controla ajustando la velocidad del motor. Este método tiene mayor precisión y velocidad de respuesta y es adecuado para procesos de moldeo por inyección de alta demanda.
Control proporcional de válvulas
La válvula proporcional controla el caudal mediante una señal electromagnética, de modo que la velocidad de inyección puede ajustarse y controlarse con precisión.

Cómo ajustar la velocidad de inyección ?
Seleccione la velocidad de inyección en función de las características del producto
Elija la velocidad de inyección en función de las diferentes características del producto, como la estructura del producto, el tamaño, el grosor, el material y otros factores.Diferentes productos requieren diferentes velocidades de inyección, y es necesario ajustar la velocidad de inyección para lograr el mejor efecto de moldeo.
Haga ajustes razonables
Debes ajustar la velocidad de inyección en función de la situación real. No vayas ni demasiado rápido ni demasiado lento, o no conseguirás gran cosa.

Utilizar tecnología de procesamiento científico
Utilizar la tecnología de procesamiento de moldeo por inyección científica y razonable, combinada con la experiencia de producción, las condiciones reales, el rendimiento medio y otros factores para la optimización.
La tecnología de procesamiento científico puede maximizar la adecuación de la velocidad de inyección y las características del producto para lograr el mejor efecto de procesamiento.

Cómo elegir la velocidad de inyección ?
Según el flujo de la masa fundida durante el proceso de inyección, generalmente dividimos la velocidad de inyección en cinco partes:
Llenado de alta velocidad
La primera parte es el canal principal y el canal de ramificación. En principio, se utiliza el llenado de alta velocidad, que puede acortar el ciclo de moldeo, pero hay que tener en cuenta que esta inyección de alta velocidad no debe causar mala calidad de la superficie .
Baja velocidad de inyección
La segunda parte es la puerta y la parte del producto cerca de la puerta. En esta fase se realizan los cambios correspondientes para diferentes materias primas y formas de compuerta.
Normalmente, se recomienda utilizar una velocidad de inyección más baja, especialmente para resinas de alta viscosidad como PC, PMMA, ABS, etc., y compuertas laterales (compuertas rectas, como láminas transparentes de armarios, cubiertas de puertas de paneles de máquinas de ventanas y hojas longitudinales, etc.) para evitar marcas de pulverización y manchas de niebla en la compuerta.

Si la compuerta es una compuerta de punta o una compuerta de túnel y el material es una resina de baja viscosidad como PP, PA, PBT, etc., y los requisitos de calidad de la superficie cerca de la compuerta no son altos, se puede utilizar la inyección de alta velocidad.
Principios de la inyección a alta velocidad
La tercera parte es la parte principal de la pieza moldeada, es decir, el producto cerca de la compuerta se llena hasta aproximadamente 70% a 80% del peso de la pieza moldeada.

Esta pieza utiliza la inyección de alta velocidad para acortar el ciclo de moldeo, reducir el cambio de viscosidad de la masa fundida en la cavidad del molde metálico, mejorar el brillo de la superficie del producto y reducir la deformación causada por la disminución de la presión del plástico durante el llenado del molde. Puede mejorar la resistencia y el aspecto de la línea de soldadura.
Inyección a velocidad media
La cuarta parte es de aproximadamente 85% a 90% lleno. Esta parte se inyecta a velocidad media. El propósito es la transición a la inyección de baja velocidad de la siguiente etapa, y evitar que el producto moldeado de ser demasiado grueso y parpadeo debido a la puerta desigual.

Inyección a baja velocidad
El quinto paso es el llenado final de la cavidad. Aquí se utiliza la inyección a baja velocidad para evitar el parpadeo y las marcas de quemado, y mejorar la estabilidad del tamaño y el peso del producto. Al mismo tiempo, también puede controlar y reducir la presión de sujeción.
Qué problemas pueden resolverse ajustando la velocidad de inyección ?
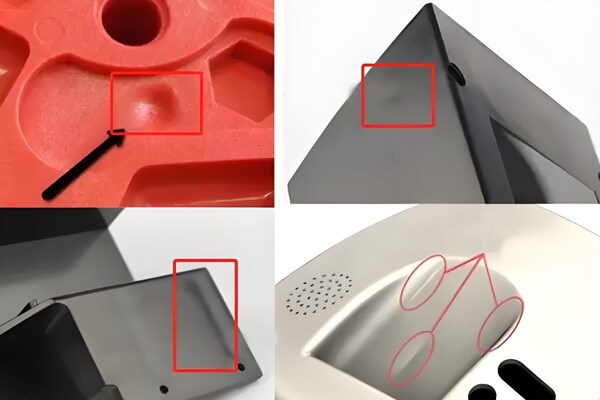
Podemos evitar o reducir defectos como parpadeos, quemaduras y aire atrapado controlando la velocidad de inyección de la última etapa.

Flash
Reducir la velocidad al final del llenado puede prevenir el sobreembalaje, evitar el flash y reducir la tensión residual. Reducir la velocidad de venteo, especialmente al final de la inyección, también puede resolver el problema del aire atrapado causado por un venteo deficiente al final del recorrido del flujo o problemas de presión mínima de llenado.

Disparo corto
El disparo corto se produce cuando la masa fundida se ralentiza en la entrada de agua o cuando la masa fundida se solidifica y bloquea el flujo localmente. Puede solucionar este problema aumentando la velocidad de inyección justo después de la entrada de agua o del bloqueo local del flujo.

Defectos como marcas de flujo, quemaduras en la entrada de agua, ruptura molecular, delaminación y descascarillado en materiales sensibles al calor están causados por un cizallamiento excesivo cuando pasan por la entrada de agua.
Las partes lisas dependen de la velocidad de inyección, y los materiales rellenos de fibra de vidrio son especialmente sensibles, sobre todo el nailon. Las manchas oscuras (patrones ondulados) están causadas por la inestabilidad del flujo debida a cambios de viscosidad. El flujo distorsionado puede causar patrones ondulados o neblina irregular, y el defecto exacto depende de la gravedad de la inestabilidad del flujo.

Cuando la masa fundida atraviesa la entrada de agua, la inyección a alta velocidad provocará un alto cizallamiento, y los plásticos sensibles al calor se quemarán. Este material quemado atravesará la cavidad, alcanzará el frente de flujo y aparecerá en la superficie de la pieza.
Patrón de disparo
Para evitar el patrón de disparo, el ajuste de la velocidad de inyección debe garantizar que el área de las líneas de flujo se llene rápidamente y luego pase lentamente por la entrada de agua. Encontrar este punto de transición de velocidad es la esencia del problema. Si es demasiado pronto, el tiempo de llenado aumentará excesivamente.

Si es demasiado tarde, una inercia de flujo excesiva provocará un patrón de disparo. Cuanto menor sea la viscosidad de la masa fundida y mayor sea la temperatura del barril, más evidente será la tendencia a este patrón de disparo. Dado que las pequeñas entradas de agua requieren una inyección a alta velocidad y alta presión, también son un factor importante que provoca defectos de flujo.
Contracción
Para reducir la contracción, es necesario mejorar la transmisión de la presión y reducir la caída de presión. Una temperatura de molde baja y una velocidad de avance del husillo lenta acortarán la longitud de flujo, por lo que deberá utilizar una velocidad de inyección alta para compensar.
El flujo rápido reduce la pérdida de calor, y el calor generado por el alto cizallamiento hará que aumente la temperatura de la masa fundida y ralentizará el ritmo de engrosamiento de la capa exterior de la pieza. La intersección de la cavidad debe ser lo suficientemente gruesa para evitar una caída de presión excesiva, ya que de lo contrario se produciría una contracción.
Conclusión
En conclusión, la velocidad de inyección es súper importante en el proceso de moldeo por inyección. Controlando la velocidad de inyección, puede conseguir que el producto tenga mejor aspecto, fabricar más productos y asegurarse de que el producto tenga el tamaño y la resistencia adecuados.
Diferentes materiales, diferentes estructuras de molde y diferentes requisitos del producto requieren un ajuste cuidadoso y un control preciso de la velocidad de inyección para lograr el mejor efecto de moldeo.
Por lo tanto, un conocimiento profundo del proceso de moldeo por inyección y de las propiedades de los materiales, así como unas prácticas de producción científicas, proporcionarán un apoyo clave para optimizar la producción de moldeo por inyección.







