 Ir al contenido
Ir al contenido 

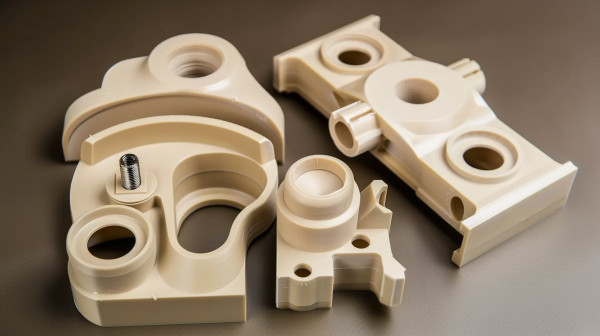
El poliéter éter cetona (PEEK) es otro material termoplástico de alto rendimiento que presenta buenas características mecánicas y resistencia química y térmica. El moldeo por inyección de PEEK es una técnica de inyección de material PEEK en la forma deseada y es de naturaleza altamente técnica que se utiliza ampliamente en el negocio de la industria aeroespacial, el campo médico, el sector de la automoción y el sector de la electrónica. En este artículo, se describen las propiedades del material PEEK y su proceso de moldeo, el diseño del molde, las especificaciones de los parámetros y los problemas con soluciones de Moldeo por inyección de PEEK se describirán.

Propiedades del material PEEK
Propiedades mecánicas
PEEK tiene excelentes propiedades mecánicas, este material tiene una alta resistencia, alta rigidez, y excelente resistencia a la fatiga, por lo que este material es adecuado para la carga alta y la condición de alta tensión. Su resistencia a la tracción es de 90-100 Mpa y su resistencia a la flexión es de 150-200 Mpa. Además, el PEEK tiene un bajo índice de desgaste y un bajo coeficiente de fricción, por lo que puede utilizarse en cojinetes, engranajes y juntas donde se requiera resistencia al desgaste.

Resistencia química
El PEEK tiene un alto nivel de resistencia química frente a una gran cantidad de productos químicos, como ácidos fuertes, álcalis, sales y disolventes orgánicos. Esto lo hace muy valioso en equipos químicos y dispositivos médicos. El PEEK no se degrada ni cambia su composición química a altas temperaturas, por lo que soporta condiciones difíciles y severas durante mucho tiempo.
Propiedades térmicas
Con una temperatura de transición vítrea de 143°C y un punto de fusión de 343°C, el PEEK puede utilizarse continuamente a 250°C sin perder sus propiedades mecánicas ni su estabilidad dimensional. Además, el bajo coeficiente de expansión térmica del PEEK significa que seguirá teniendo una buena estabilidad dimensional cuando cambien las condiciones.

Propiedades eléctricas
Una propiedad única del PEEK son sus excelentes propiedades de aislamiento eléctrico. El PEEK tiene una alta rigidez dieléctrica, una baja constante dieléctrica y una baja pérdida dieléctrica. Este material puede utilizarse en las industrias eléctrica y electrónica. La estabilidad térmica del material, su alta resistencia dieléctrica y su baja pérdida dieléctrica lo convierten en un material aislante eléctrico ideal de alto rendimiento. Es muy adecuado para su uso como aislante eléctrico de alto rendimiento en una amplia gama de temperaturas y frecuencias de funcionamiento.
Biocompatibilidad
Debido a su alta biocompatibilidad, el PEEK es el material de elección en la producción de dispositivos médicos e implantes. El PEEK puede permanecer en el entorno in vivo durante más tiempo sin provocar reacciones inmunológicas o tóxicas. La inercia biológica y química del PEEK le confiere propiedades estables tanto en entornos in vivo como in vitro, que pueden utilizarse para producir implantes ortopédicos, materiales de restauración dental e instrumentos quirúrgicos.

Proceso de moldeo por inyección de PEEK
Manipulación de materias primas
No es posible moldear material plástico PEEK sin tener que eliminar primero la humedad del material. La temperatura de secado sugerida es de 150°C durante al menos 3 horas, la humedad relativa debe mantenerse por debajo de 0. 02%. Si no se realiza un secado adecuado pueden producirse burbujas en la masa fundida y esto afecta a algunas de las propiedades mecánicas y al acabado superficial del producto.

Selección de máquinas de moldeo por inyección
PEEK tiene un alto punto de fusión y alta viscosidad de fusión, lo que requiere que la máquina de moldeo por inyección tenga las características de resistencia a altas temperaturas, alta presión y buen rendimiento de control de temperatura. Se recomienda utilizar moldeo por inyección máquinas con un sistema de preplastificación de la masa fundida y de inyección a alta presión. El barril y el tornillo deben estar hechos de materiales resistentes a altas temperaturas y al desgaste para garantizar el funcionamiento estable a largo plazo de la máquina de moldeo por inyección.

Diseño de moldes
1. Material del molde: El material del molde debe ser muy resistente, muy duro y capaz de soportar altas temperaturas. Algunos de los materiales para moldes más conocidos son el acero para trabajo en caliente y el acero H13, así como los aceros inoxidables. La superficie del molde debe endurecerse y pulirse progresivamente para aumentar la vida útil del molde y la superficie del producto.
2. Diseño de corredor: El diseño del canal también debe facilitar un flujo uniforme de la masa fundida en la cavidad, sin tendencia a que la masa fundida se estanque en algunas partes mientras otras tardan más en enfriarse. La sección transversal del canal puede ser circular o trapezoidal; el diámetro del canal se determina en función del tamaño del producto y de los parámetros de la máquina. También elimina la resistencia al flujo de la masa fundida y la caída de presión para mejorar la uniformidad del llenado del diseño del canal.
3. Diseño de ventilación: Un buen sistema de ventilación es esencial para evitar que el gas y los volátiles de la masa fundida queden atrapados en la cavidad del molde, lo que puede provocar la formación de irregularidades en la superficie y, en consecuencia, un rendimiento deficiente del producto. Los conductos de ventilación deben situarse al final del canal o en zonas propensas a la acumulación de gas, con una profundidad de descarga que normalmente oscila entre 0,02 y 0,04 mm. Un buen diseño de los respiraderos también ayuda a minimizar defectos como las burbujas y la existencia de vetas plateadas.

Parámetros del proceso de moldeo por inyección
1. Temperatura de inyección: La temperatura de fusión de los materiales PEEK es relativamente alta, y la temperatura de inyección recomendada es de 350-400℃. Una temperatura demasiado baja causará un flujo de fusión deficiente y un llenado incompleto, mientras que una temperatura demasiado alta causará la degradación del material. Se recomienda controlar la temperatura de inyección de acuerdo con el espesor del producto (paredes gruesas o paredes delgadas) o la forma.
2. Temperatura del molde: La temperatura del molde afectará en gran medida a la cristalinidad del producto, así como al acabado superficial de la pieza. La temperatura de molde recomendada es de 160-200°C, en función del grosor y la forma del producto. Cuando la temperatura del molde es baja, el acabado superficial es deficiente y la estructura interna de la pieza fundida está poco desarrollada. Cuando la temperatura es elevada, se producen deformaciones, especialmente alabeos, y un mal control dimensional.

3. Presión de inyección: El polímero PEEK tiene una presión de inyección relativamente alta para el moldeo, la mejor presión recomendada es de 100-150MPa. Una presión menor puede causar problemas como el llenado insuficiente y la calidad de la superficie, mientras que una presión mayor puede causar problemas como el daño del molde y la deformación del producto. En cuanto a los parámetros dependientes, la presión de inyección debe cambiarse con respecto al flujo de la masa fundida y el diseño del molde.
4. Presión y tiempo de mantenimiento: La presión de mantenimiento debe ser ligeramente inferior a la presión de inyección, entre 80 y 100 MPa, y el tiempo de mantenimiento depende del grosor de los artículos y de la forma, entre 30 y 60 segundos. Esto significa que la presión y el tiempo afectan a la estructura interna y la calidad de la superficie del producto y la selección adecuada de estos parámetros requieren cierta experimentación.
5. Tiempo de enfriamiento: El tiempo de enfriamiento influye directamente en la naturaleza y el tamaño global de los cristales del producto. El tiempo de enfriamiento adecuado oscila entre 2 y 5 minutos, dependiendo del tipo de producto, su grosor y la temperatura de los moldes. Un tiempo de enfriamiento corto provoca tensiones internas y deformaciones, mientras que un tiempo de enfriamiento largo afecta a la eficacia de la producción.
Optimización de procesos
1. Análisis del flujo del molde: El análisis del flujo del molde es uno de los procesos importantes durante el moldeo por inyección, mediante el cual se puede simular el flujo de la masa fundida dentro de la cavidad del molde y predecir cierto tipo de defectos, así como optimizar algunos parámetros del proceso. Al realizar el análisis del flujo del molde, se puede optimizar el diseño del canal, la posición de la compuerta y los parámetros de inyección para mejorar la calidad del producto y la eficiencia de la producción.
2. Diseño experimental: El diseño experimental es un método sistemático para estudiar y optimizar el proceso de moldeo por inyección. Este método también puede determinar los efectos de otros parámetros del proceso en la calidad del producto y determinar la mejor combinación de parámetros. Varios métodos comunes de diseño experimental son los experimentos factoriales completos, los experimentos factoriales parciales y el análisis de superficie de respuesta.
3. Mejora continua: La realización de la solución óptima en el moldeo por inyección depende de la optimización continua del proceso de moldeo por inyección. La supervisión y el análisis periódicos de los datos del proceso de producción para determinar la correlación entre la calidad del producto y los parámetros del proceso, y el consiguiente ajuste y mejora del proceso, pueden mejorar la calidad del producto y la eficiencia de la producción.

Problemas comunes y soluciones en el moldeo por inyección de PEEK
Relleno incompleto
El llenado insuficiente es un problema común en Moldeo por inyección de PEEK. Está causado por una baja temperatura de inyección, presión o temperatura del molde, lo que provoca PEEK sin rellenar en el molde o en la máquina de moldeo por inyección. Las soluciones pueden incluir el aumento de la temperatura de inyección, la presión de inyección, la temperatura del molde y el sistema de canal. Además, las compuertas también son un factor importante. Cuantas más compuertas haya y mejor cambie la posición de las mismas, mejor será el efecto de llenado.
Defectos superficiales
Las quemaduras en la superficie y la formación de fenómenos como rayas plateadas, burbujas, etc. están asociados a gases y volátiles en la masa fundida. Las posibles causas son el secado de la materia prima, los orificios de ventilación, la velocidad de inyección, así como la presión y la temperatura del molde. Mediante un diseño adecuado de los respiraderos del molde y unos buenos parámetros utilizados en el proceso de inyección, se pueden minimizar fácilmente los defectos superficiales.
Alabeo del producto
Las causas más comunes del alabeo del producto son el enfriamiento desigual del material y el mantenimiento inadecuado de la presión. Las soluciones incluyen un enfriamiento uniforme, la optimización de los parámetros de mantenimiento de la presión, un diseño razonable del sistema de enfriamiento del molde y la optimización de la estructura del producto. Un tiempo y una velocidad de enfriamiento adecuados pueden reducir la tensión interna y el alabeo.
Defectos internos
Los defectos como los huecos, las líneas de soldadura y la delaminación que se originan en el material se deben principalmente a un flujo deficiente de la masa fundida y a un enfriamiento diferencial. Se proporcionan como, mejorar el diseño del molde, la temperatura de inyección, la presión de inyección, y los parámetros de mantenimiento respectivamente. Se pone de manifiesto que el análisis del flujo del molde y la optimización del experimento pueden reducir en gran medida los defectos internos y mejorar las propiedades mecánicas y la fiabilidad.
Precisión dimensional
La precisión dimensional se ve influida por un diseño inadecuado del molde y la inestabilidad de los parámetros tecnológicos del proceso de inyección. Entre los remedios probables figuran: la optimización del molde, el ajuste de las condiciones de inyección y la aplicación de equipos de inyección de alta precisión. Las ideas de diseño experimental y, más concretamente, la mejora continua de los procesos de producción permiten mejorar la precisión y uniformidad de las dimensiones del producto.

Control de calidad
Control de calidad de las materias primas
En la obtención de materias primas PEEK, es necesario elegir materias primas de alta calidad para que la humedad o las impurezas durante el proceso de uso no afecten al rendimiento del producto. El análisis de la composición de las materias primas y las pruebas de sus propiedades físicas son la garantía de la calidad y uniformidad de las materias primas.
Control de calidad de los procesos
El uso de máquinas y moldes de moldeo por inyección avanzados y el control estricto de los parámetros del proceso de inyección garantizan la consistencia y estabilidad del producto. Se pueden utilizar sistemas de supervisión y recopilación de datos en línea para medir la temperatura, la presión y el tiempo, así como otros aspectos durante el proceso de producción, y cualquier problema se corrige inmediatamente.

Inspección de la calidad de los productos
Inspección de las características mecánicas mediante ensayos de tracción, flexión e impacto y observación de la microestructura y el acabado superficial con microscopios ópticos y SEM. La realización de exhaustivos controles de calidad redunda en la calidad y durabilidad del producto.
Sistema de gestión de la calidad
El establecimiento y la aplicación de las normas ISO 9001 e ISO 13485 como sistema de gestión de la calidad pueden garantizar y controlar la calidad del proceso de moldeo por inyección mediante una gestión eficaz.

Aplicaciones del moldeo por inyección de PEEK
Aeroespacial
El PEEK tiene multitud de usos en aplicaciones aeroespaciales, donde se emplea en la fabricación de elementos y subconjuntos ligeros y de alta resistencia para superestructuras, asientos, accesorios electrónicos o cubiertas y carcasas, entre otros. El PEEK no se degrada a altas temperaturas, es resistente a los productos químicos y tiene propiedades mecánicas superiores, lo que lo hace muy importante en la ingeniería aeroespacial.

Productos sanitarios
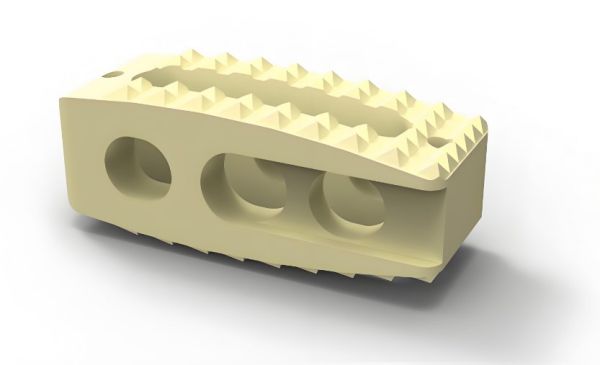
El PEEK es ideal para fabricar implantes, herramientas quirúrgicas y artículos dentales por su compatibilidad con el cuerpo y su resistencia a la esterilización. Por su inercia química y su resistencia a la degradación en entornos corporales, el PEEK se considera vital en la producción de dispositivos médicos.
Fabricación de automóviles
El PEEK se utiliza para fabricar piezas de motor de alta temperatura y alto rendimiento, engranajes con gran resistencia al desgaste y sistemas de escape con resistencia química. Como el PEEK es muy ligero y muy resistente, estas propiedades del PEEK también mejoran la eficiencia del combustible y el rendimiento de los vehículos.

Electrónica y electricidad
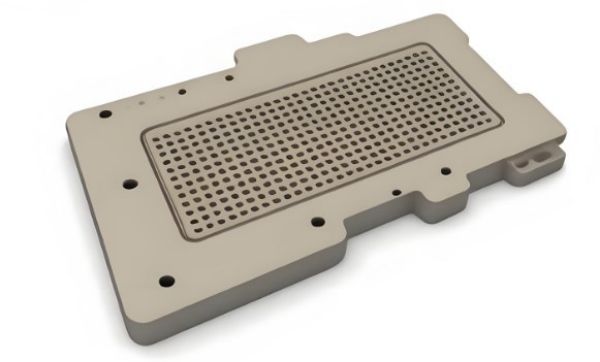
El PEEK se aplica en los sectores electrónico y eléctrico, ya que tiene buenas propiedades eléctricas y estabilidad térmica, para fabricar conectores de alto aislamiento, carcasas de sensores y fundas de cables. Debido a su resistencia a las altas temperaturas y a los productos químicos, el PEEK se recomienda para aplicaciones electrónicas y eléctricas.
Equipamiento industrial
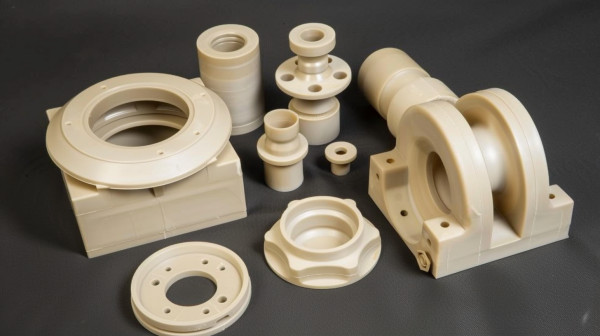
Algunas de las piezas y componentes fabricados con PEEK para uso industrial son aplicaciones resistentes al desgaste, a altas temperaturas y con resistencia química, como bombas, válvulas y juntas. Debido al alto rendimiento PEEK mantiene la estabilidad y fiabilidad cuando se utiliza en condiciones que no son amigables.
Otras aplicaciones
El PEEK también encuentra su aplicación en otros campos, se utiliza en artículos deportivos, electrodomésticos y en electrónica. Gracias a su alto rendimiento y versatilidad, el PEEK tiene un gran potencial en nuevos mercados.
Conclusión
Debido a sus propiedades características, la resina PEEK tiene una gran demanda en numerosas ramas de la industria como plástico de ingeniería de alto rendimiento. Utilizando el moldeo por inyección como método científico de fabricación junto con rígidas garantías de calidad, es posible fabricar piezas de PEEK de alta calidad. Los destinatarios de este artículo son los técnicos que se dedican al proceso de moldeo por inyección de PEEK para beneficiarse de las referencias y recomendaciones dadas. Debido a la continua innovación tecnológica y a la creciente potencialidad del mercado, la aplicación de Tecnología de moldeo por inyección de PEEK tendrá una perspectiva prometedora en el futuro.







