 Ir al contenido
Ir al contenido 
Extrusión de caucho de silicona: Soluciones expertas en moldeo
Explore los servicios expertos de moldeo por extrusión de caucho de silicona. Consiga precisión y eficiencia con nuestra tecnología de vanguardia y nuestro experimentado equipo.

Guía completa del moldeo por extrusión de caucho de silicona
¿Qué es el moldeo por extrusión de caucho de silicona?
Moldeo por extrusión de caucho de silicona es un proceso de fabricación de gran volumen en el que un compuesto de silicona sin vulcanizar especialmente formulado se fuerza, o "extrude", a través de una herramienta de acero moldeada denominada morir. Esta acción forma un perfil continuo con una sección transversal constante, que luego se vulcaniza (cura) para estabilizar su forma e impartir sus propiedades físicas finales.
Principio básico: El proceso se basa en la presión y el calor. Un tornillo extrusor genera presión para empujar el material de silicona flexible a través de la matriz. A continuación, el perfil extruido pasa por una cámara o túnel de calentamiento donde se inicia la reacción de curado, que transforma el extruido blando y gomoso en un caucho sólido y elástico.
Conceptos básicos:
① Material termoestable: A diferencia de los termoplásticos, que pueden fundirse y remodelarse repetidamente, la silicona es un termoestable. El proceso de curado, conocido como vulcanización, crea enlaces cruzados irreversibles entre las cadenas de polímeros. Una vez curada, la pieza de silicona no puede volver a fundirse.
② Química del polisiloxano: El caucho de silicona se basa en un esqueleto de silicio-oxígeno (Si-O), no en un esqueleto de carbono como la mayoría de los cauchos orgánicos. Esta estructura química única es la responsable de sus excepcionales propiedades, como la estabilidad a altas temperaturas y la inercia química.

Clasificaciones y tipos de extrusión de silicona
La extrusión de silicona puede clasificarse en función de varios factores clave, como el sistema de curado, la forma de la materia prima y la forma del producto final.
1. Clasificación por sistema de curado:
① Silicona curada con peróxido: Se trata de un método tradicional y rentable. Se mezcla un catalizador de peróxido en el compuesto de silicona. Cuando se calienta, el peróxido se descompone en radicales libres, que inician la reticulación de las cadenas poliméricas. A veces, este método puede producir subproductos (como el ácido diclorobenzoico) que es necesario eliminar mediante un proceso de postcurado, sobre todo en aplicaciones médicas o alimentarias.
② Silicona curada con platino (curado por adición): Este sistema utiliza un catalizador a base de platino. Es un proceso más limpio que no produce subproductos nocivos, por lo que es la opción preferida para aplicaciones de alta pureza como implantes médicos, tubos farmacéuticos y artículos en contacto con alimentos. Las siliconas curadas con platino ofrecen una claridad superior, mejores propiedades mecánicas y son menos propensas a amarillear con el tiempo.
2. Clasificación por forma de la materia prima:
① Extrusión de caucho de alta consistencia (HCR): El HCR, también conocido como caucho termocurado, es el material más común para la extrusión de silicona. Tiene una viscosidad muy alta, parecida a una pasta o masa espesa. Suele suministrarse en troncos o tiras y se introduce en la extrusora desde un molino de alimentación.
② Extrusión de caucho de silicona líquida (LSR): Aunque la LSR se utiliza predominantemente en el moldeo por inyección, existen procesos de extrusión especializados para ella. La LSR tiene una viscosidad mucho menor y es un sistema de dos partes (componentes A y B) que se bombean, se mezclan y se introducen directamente en la extrusora. Este método es menos común, pero puede ser ventajoso para perfiles complejos de alta precisión.
3. Clasificación por forma del producto:
① Tubos y mangueras de silicona: Perfiles huecos utilizados para el paso de fluidos, aire o cables eléctricos.
② Cordones sólidos de silicona: Perfiles redondos macizos utilizados para aplicaciones de estanquidad (cordón tórico).
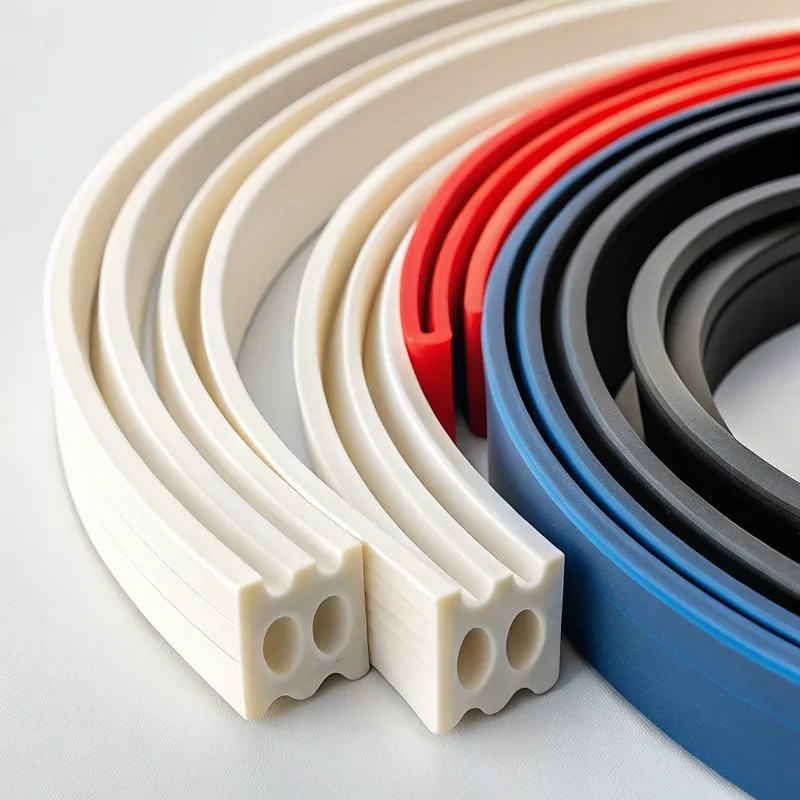
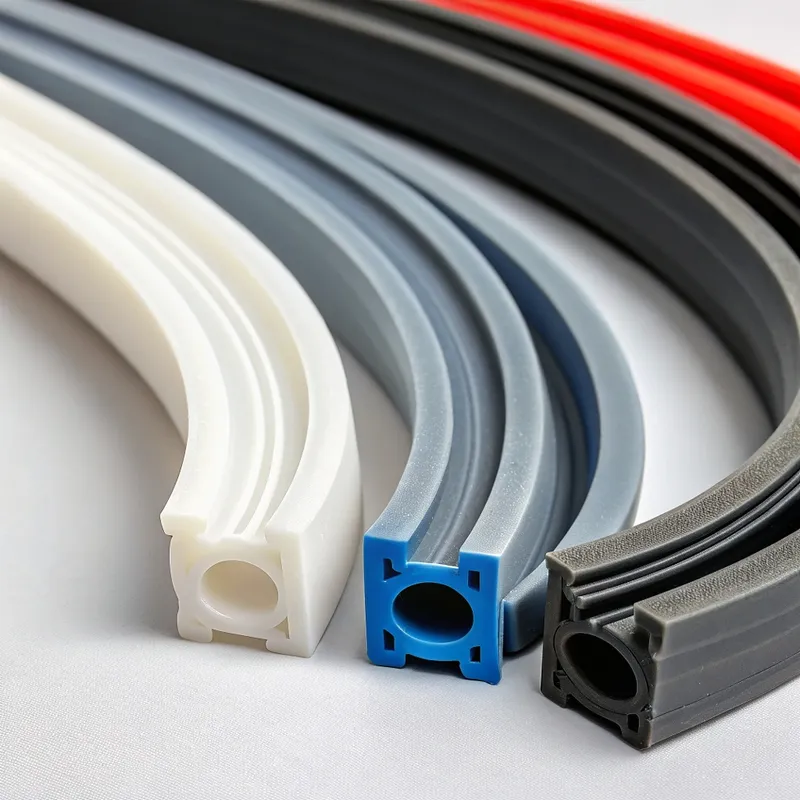
③ Perfiles y formas de silicona: Secciones transversales personalizadas y complejas, como tiras en P, juntas en D, canales en U y otras juntas personalizadas.
④ Tiras y láminas de silicona: Perfiles planos rectangulares que pueden cortarse a medida o suministrarse en rollos continuos.

Escenarios de aplicación y casos de uso típicos
Las propiedades únicas de la silicona hacen que sus productos extruidos sean indispensables en numerosas industrias.
① Medicina y sanidad: Gracias a su biocompatibilidad, esterilizabilidad (autoclave, EtO, rayos gamma) e inercia, la silicona es un material muy utilizado para catéteres, tubos de drenaje, tubos de bombas peristálticas y juntas de equipos médicos.
② Alimentos, bebidas y productos lácteos: Los tubos de silicona conformes con la FDA se utilizan ampliamente para el trasvase de líquidos en aplicaciones de procesamiento de alimentos, dispensación de bebidas y productos lácteos. No desprende sabor ni olor y soporta ciclos de limpieza a alta temperatura (CIP/SIP).

③ Aeroespacial y automoción: Los sellos, juntas y mangueras de silicona extruida son fundamentales para el rendimiento en temperaturas extremas. Se utilizan para sellar puertas y ventanas, juntas del compartimento del motor, aislamiento de cables y alambres y mangueras de transferencia de fluidos resistentes al calor, al ozono y a la degradación por rayos UV.
Electrónica: Las excelentes propiedades dieléctricas de la silicona la hacen ideal para aislar hilos y cables de alta tensión. También se utiliza para crear juntas y sellos protectores para cajas electrónicas a fin de protegerlas de la humedad y el polvo (clasificaciones IP).
⑤ Construcción y Arquitectura: Los burletes, juntas de dilatación y juntas de acristalamiento de silicona proporcionan soluciones de sellado duraderas y resistentes a la intemperie para ventanas, puertas y sistemas de muros cortina.
⑥ Maquinaria industrial: Se utiliza para juntas, empaquetaduras y tubos duraderos en una amplia gama de equipos industriales, y ofrece un rendimiento fiable bajo altas temperaturas y exposición a productos químicos.
¿Cuáles son las ventajas de la extrusión de silicona?
La extrusión de silicona ofrece una potente combinación de propiedades del material y eficacia de fabricación.
① Excepcional resistencia a la temperatura: La silicona mantiene su flexibilidad e integridad en una amplia gama de temperaturas, normalmente de -60°C a +230°C (-75°F a +450°F), con grados especiales que van incluso más allá.
② Excelente resistencia medioambiental: Presenta una resistencia superior al ozono, la radiación UV y la intemperie en general, por lo que es ideal para aplicaciones en exteriores sin agrietarse ni deteriorarse.
③ Biocompatibilidad y pureza: Las siliconas médicas y alimentarias no son tóxicas, son hipoalergénicas y no favorecen el crecimiento microbiano, por lo que son seguras para aplicaciones sensibles.
Inercia química: La silicona es resistente a muchos productos químicos, al agua y a los aceites, aunque presenta puntos débiles frente a determinados disolventes y ácidos fuertes.
⑤ Excelente flexibilidad y elasticidad: Tiene un juego de compresión bajo, lo que significa que puede comprimirse repetidamente y recuperará su forma original, lo que es vital para un sellado eficaz.
⑥ Aislamiento eléctrico: La silicona es un fantástico aislante eléctrico, lo que la convierte en la primera opción para recubrir alambres y cables.
⑦ Alto nivel de personalización: El proceso de extrusión permite producir con eficacia perfiles personalizados complejos y una amplia gama de colores.

¿Cuáles son las desventajas y limitaciones de la extrusión de silicona?
Ningún proceso es perfecto. Es importante conocer las limitaciones de la extrusión de silicona.
① Menor resistencia mecánica: En comparación con muchos cauchos orgánicos (como el EPDM o el neopreno), la silicona estándar tiene menor resistencia a la tracción, al desgarro y a la abrasión. No es adecuada para aplicaciones dinámicas que impliquen alta fricción o abuso físico.
② Mayor coste de los materiales: La materia prima de la silicona suele ser más cara que los cauchos básicos, lo que puede repercutir en la rentabilidad de las aplicaciones no críticas.
③ Susceptibilidad a determinados fluidos: La silicona se hincha y se degrada cuando se expone a determinados combustibles, aceites y disolventes a base de hidrocarburos. La selección del material debe adaptarse cuidadosamente al entorno químico.
④ Retos de procesamiento: La naturaleza "pegajosa" de la silicona no curada puede provocar a veces dificultades de manipulación y procesamiento. También requiere un entorno de fabricación limpio, ya que puede atraer polvo y contaminantes.
⑤ Limitación constante de la sección transversal: La extrusión está intrínsecamente limitada a la producción de piezas con una sección transversal uniforme en toda su longitud. Características como los rebajes, los espesores de pared variables o los conectores integrados no son posibles solo con este proceso.
Comparación con tecnologías alternativas
| Tecnología | Puntos fuertes | Lo mejor para | Principales puntos débiles |
|---|---|---|---|
| Extrusión de silicona | Excelente resistencia térmica/ambiental, biocompatibilidad, producción continua. | Sellos, juntas, tubos y perfiles con secciones transversales constantes. | Menor resistencia a la abrasión, limitado a perfiles 2D, mayor coste del material. |
| Extrusión de TPE | Menor coste, buena resistencia a la abrasión, reciclable (termoplástico). | Juntas para automóviles, bienes de consumo y aplicaciones en las que el calor extremo no es un factor importante. | Rango de temperaturas significativamente más bajo, menos resistente (compresión más alta). |
| Moldeo por inyección de silicona | Crea piezas 3D complejas, de alta precisión, excelentes para sobremoldeo. | Componentes 3D como botones, teclados, juntas complejas y piezas de dispositivos médicos. | Mayor coste del utillaje, no es un proceso continuo, limitaciones en el tamaño de las piezas. |
Moldeo por extrusión de caucho de silicona: Una guía completa
Domine el proceso de moldeo por extrusión de caucho de silicona. Nuestra guía para expertos cubre los principios clave, las aplicaciones, las mejores prácticas de diseño y las soluciones a los problemas más comunes.
Guía completa del moldeo por extrusión de caucho de silicona
Principales características y propiedades de la silicona extruida
Al especificar una pieza de silicona extruida, los ingenieros se refieren a estos indicadores críticos de rendimiento:
① Dureza (Durómetro): Medido en la escala Shore A, indica la resistencia del material a la indentación. Los valores típicos para extrusiones oscilan entre 20 (muy blando) y 80 (firme) Shore A.

② Resistencia a la tracción: Es la tensión máxima que puede soportar el material estirado antes de romperse, medida en PSI o MPa.
③ Alargamiento a la rotura: Es el porcentaje de aumento de longitud que puede alcanzar el material antes de romperse. Es una medida de su "elasticidad".
④ Resistencia al desgarro: La resistencia del material a la propagación de un desgarro, una propiedad crítica para las juntas que pueden estirarse sobre esquinas afiladas.
⑤ Conjunto de compresión: Mide la capacidad del material para recuperar su grosor original tras ser sometido a un esfuerzo de compresión prolongado a una temperatura determinada. Un juego de compresión bajo es esencial para un sellado fiable a largo plazo.
Resistencia dieléctrica: Campo eléctrico máximo que puede soportar un material sin romperse, medido en voltios por mil (V/mil).
El proceso central del moldeo por extrusión de silicona
El viaje desde la materia prima hasta el producto acabado implica varias etapas distintas, cuidadosamente controladas.
Fase 1: Preparación del material y composición:
El proceso comienza con el polímero de silicona base (HCR). Se coloca en un molino de dos cilindros donde se mezclan los aditivos. Estos pueden incluir pigmentos para el color, cargas (como sílice pirógena) para mejorar las propiedades mecánicas y el catalizador (peróxido o platino) para el curado. El compuesto se mezcla a fondo para garantizar la uniformidad y luego se forma en tiras continuas o troncos listos para la extrusora.
Fase 2: Alimentación:
La tira de silicona preparada se introduce en la tolva de la extrusora. En el caso del HCR, los rodillos suelen ayudar a empujar el material pegajoso hacia el barril de la extrusora.
Fase 3: Extrusión:
Dentro del cilindro calentado, un tornillo giratorio transporta la silicona hacia delante. La acción mecánica del tornillo y el calor del cilindro ablandan el material y generan presión. Esta presión empuja el compuesto de silicona homogeneizado a través de la pequeña abertura de la matriz, que se mecaniza con precisión para obtener la sección transversal final deseada de la pieza.
Etapa 4: Curado (vulcanización):
Cuando el perfil sale de la matriz, aún está blando, sin curar. Inmediatamente entra en un túnel u horno de curado. Los métodos más comunes son:
① Túnel de vulcanización por aire caliente (HAV): El perfil se desplaza sobre una cinta transportadora a través de un largo horno donde el aire caliente, normalmente a 200-450°C, cura la silicona. Este es el método más utilizado.
② Túnel de infrarrojos (IR): Las lámparas de infrarrojos de alta intensidad proporcionan una transferencia de calor rápida y eficaz, lo que a menudo se traduce en velocidades de línea más rápidas.
③ Curación por baño de sal: El material extruido pasa por un baño de sal fundida. Esto proporciona una transferencia de calor muy rápida y uniforme, pero hoy en día es menos habitual por motivos medioambientales y de seguridad.
Etapa 5: Postcurado (opcional pero recomendado):
Tras el curado primario, algunas piezas, especialmente las fabricadas con sistemas de peróxido o para aplicaciones críticas, se someten a un ciclo de postcurado. Las piezas se colocan en un horno discontinuo durante varias horas (por ejemplo, 4 horas a 200°C) para eliminar cualquier subproducto volátil y estabilizar aún más las propiedades físicas del material, especialmente el fraguado por compresión.
Etapa 6: Enfriamiento, corte y acabado:
El perfil curado se enfría, a menudo con aire o en un baño de agua. A continuación, puede cortarse a longitudes específicas con cortadoras de cuchilla en línea, enrollarse en bobinas o someterse a operaciones secundarias como impresión, aplicación de adhesivo o empalme para formar juntas tóricas.

Parámetros clave y factores que influyen en el proceso
Controlar el proceso de extrusión es un delicado equilibrio de múltiples variables.
① Velocidad del tornillo (RPM): Influye directamente en el rendimiento. Las velocidades más altas aumentan el rendimiento, pero también pueden generar un calor de cizallamiento excesivo, causando potencialmente un curado prematuro (quemado) en el barril.
② Temperatura del cañón y de la matriz: Debe controlarse cuidadosamente para mantener la silicona lo suficientemente flexible como para fluir sin iniciar la reacción de curado dentro del extrusor.
③ Diseño del troquel: La geometría de la matriz es fundamental. Debe diseñarse para compensar morir hinchado-la tendencia del extruido a expandirse tras salir de la matriz. Esto requiere experiencia y, a menudo, varias iteraciones.
④ Temperatura y tiempo de curado: Estos deben ser suficientes para lograr un curado completo en toda la sección transversal de la pieza. Un curado insuficiente da lugar a un producto débil y pegajoso, mientras que un calor excesivo puede causar degradación. El tiempo se controla mediante la longitud del horno y la velocidad de la línea.
Velocidad de línea: La velocidad de la cinta transportadora debe sincronizarse con la salida de la extrusora para evitar que el perfil se estire o pandee, lo que distorsionaría sus dimensiones.
Guía de diseño y mejores prácticas para extrusiones de silicona
Siguiendo estos principios de diseño se obtendrán piezas más fabricables y rentables.
① Simplificar el perfil: Cuanto más sencilla sea la sección transversal, más fácil será controlar las dimensiones y menor será el coste del utillaje. Evite las características innecesariamente complejas.
② Mantener un espesor de pared uniforme: Las variaciones drásticas en el grosor de las paredes pueden provocar un curado desigual, distorsión e inestabilidad dimensional. Intente conseguir la uniformidad siempre que sea posible.
③ Incorpore radios generosos: Evite las esquinas internas y externas afiladas. Las esquinas afiladas son puntos de concentración de tensiones y pueden ser difíciles de rellenar completa y consistentemente durante la extrusión. Se recomienda un radio de al menos 0,5 mm (0,020″).
④ Evitar las secciones huecas con paredes delgadas: Las secciones huecas de paredes finas son propensas a derrumbarse o deformarse antes de estar completamente curadas. Si se necesita un hueco, asegúrese de que las paredes son lo suficientemente robustas como para sostenerse por sí mismas.
⑤ Comprender y especificar las tolerancias: Las tolerancias industriales estándar para extrusiones de silicona suelen estar definidas por la Asociación de Fabricantes de Productos de Caucho (ARPM) en su Rubber Handbook (Clase 2 para precisión, Clase 3 para comercial). Especifique las tolerancias más estrictas solo cuando sea necesario, ya que esto aumenta el coste.
⑥ Definir claramente las especificaciones del material: No pida simplemente "silicona". Especifique la dureza (durómetro), el color, los requisitos de conformidad (por ejemplo, FDA 21 CFR 177.2600, USP Clase VI) y cualquier propiedad de rendimiento crítica, como la compresión o el rango de temperatura.
Problemas comunes en la extrusión de silicona y cómo resolverlos
| Problema | Posibles causas | Soluciones |
|---|---|---|
| Hinchado del troquel / Dimensiones incorrectas | El diseño de la matriz no tiene en cuenta la dilatación del material. Lote de material inconsistente. Velocidad de línea o salida de extrusora incorrectas. | Modificar las dimensiones de los orificios de las matrices. Pruebas previas y certificación de lotes de material. Sincronizar la velocidad de la línea y las RPM del husillo. |
| Porosidad (burbujas en parte) | Humedad en la materia prima. Atrapamiento de aire durante la alimentación. La temperatura de curado es demasiado alta, lo que provoca la ebullición de los volátiles. | Seque bien el compuesto antes de utilizarlo. Asegurar una técnica de alimentación adecuada. Reducir la temperatura del horno de curado. |
| Defectos superficiales (rugosidad, picaduras) | Contaminación en el compuesto. Scorch (curado prematuro) en el extrusor. La superficie de la matriz está dañada o sucia. | Utilice un entorno de sala blanca para la preparación de compuestos. Reducir la temperatura del barril. Limpie y pula la matriz con regularidad. |
| Curado incompleto (superficie pegajosa) | Tiempo o temperatura de curado insuficientes. La velocidad de la línea es demasiado rápida para el horno. Proporción de catalizador incorrecta. | Disminuir la velocidad de la línea. Aumentar la temperatura del horno. Verificar los registros de composición del material. Realice el postcurado. |
| Distorsión o deformación | Enfriamiento desigual. Espesor de pared no uniforme. Apoyo inadecuado del perfil al salir de la matriz. | Optimizar el sistema de refrigeración (chorros de aire, baño de agua). Rediseñar la pieza para obtener paredes uniformes. Ajustar la altura del transportador y los rodillos de apoyo. |
Tecnologías y conceptos relacionados
1. Proceso ascendente - Compuesto de silicona:
Este es el primer paso crítico en el que los polímeros de silicona base se mezclan con cargas, aditivos y catalizadores para crear el grado específico de HCR requerido para una aplicación. La calidad de la pieza extruida final depende en gran medida de la calidad y consistencia del proceso de composición.
2. Proceso descendente - Fabricación y montaje:
Los perfiles extruidos rara vez son el producto final. Los procesos posteriores incluyen:
① Empalme: Cortar un cordón extruido a medida y unir los extremos para crear una junta tórica a medida.
② Aplicación de adhesivo: Aplicación de cinta adhesiva sensible a la presión (PSA) en una cara de un perfil para facilitar su instalación.
③ Impresión y marcaje: Añadir números de pieza, logotipos o marcas de alineación a la superficie.
3. Coextrusión:
Un proceso más avanzado en el que dos o más extrusoras introducen diferentes materiales (por ejemplo, diferentes colores o durezas de silicona) en una sola matriz para crear un perfil integrado multimaterial. Por ejemplo, una junta puede tener una base rígida para la fijación y un bulbo blando para el sellado.
4. Moldeo por inyección de silicona:
Como ya se ha dicho, se trata de un proceso complementario utilizado para crear piezas de silicona complejas y tridimensionales. Suele elegirse para componentes que no pueden fabricarse con una sección transversal constante.
5. Moldeo por compresión de silicona:
El método más antiguo para moldear silicona. Se coloca una carga de material previamente pesada en una cavidad de molde calentada y se cierra el molde bajo presión, forzando al material a llenar la cavidad y curarse. Es adecuado para la producción de piezas de volumen bajo a medio, como juntas y almohadillas.


How Does Rib Design Impact Mold Flow and Cooling Efficiency?
Key Takeaways Ribs are structural features used to increase part stiffness without increasing overall wall thickness. However, improper rib design significantly impacts **Mold Flow** (causing hesitation or short shots) and

How Do Ribs Function in Reducing Plastic Part Weight and Improving Structural Integrity?
Key Takeaways Ribs are thin, wall-like features projecting from the nominal wall of a plastic part, designed to add stiffness and strength without increasing overall wall thickness. By allowing engineers

How Do Material Properties Influence Rib Design in Plastic Injection Molding?
Key Takeaways Effective rib design relies heavily on the shrinkage characteristics of the selected polymer. While ribs increase part stiffness and Moment of Inertia without significantly increasing cycle time, improper
Soluciones de optimización Gratis
- Proporcionar información sobre el diseño y soluciones de optimización
- Optimice la estructura y reduzca los costes de moldeado
- Hable directamente con los ingenieros

