 Ir al contenido
Ir al contenido 

Introducción: El moldeo por inyección, también conocido como moldeo por inyección de plástico, es un método habitual para fabricar productos de plástico. El moldeo por inyección es un proceso de fabricación que permite producir piezas en grandes cantidades.
Funciona inyectando material fundido en un molde . ¿Cómo se fabrican los moldes de inyección? En este artículo se analiza esta cuestión.
Visión general de los moldes de inyección y el moldeo por inyección
¿Cuáles son las definiciones y teoremas de los moldes de inyección y el moldeo por inyección?
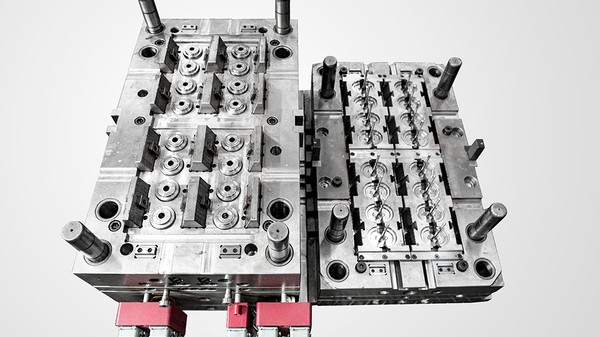
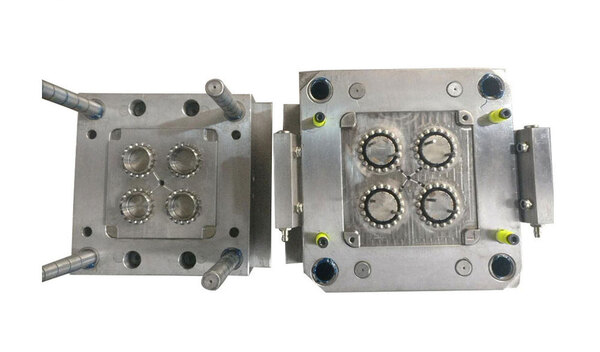
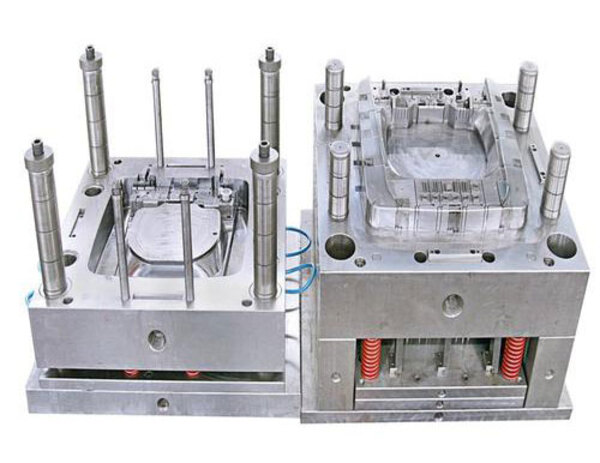
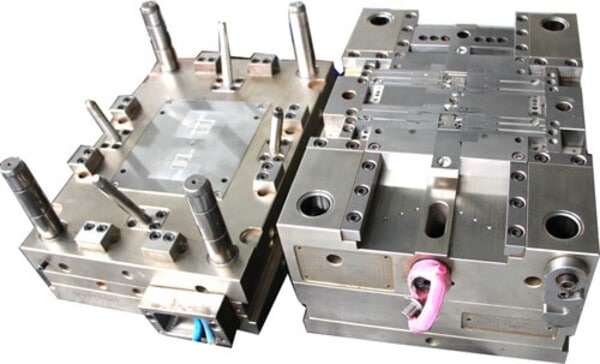
El molde de inyección es una herramienta para producir productos de plástico; también es una herramienta que da a los productos de plástico una estructura completa y dimensiones precisas.El equipo de procesamiento correspondiente al molde de inyección es una máquina de moldeo de plástico.
El plástico se calienta primero y se funde en el barril calefactor situado en la parte inferior de la moldeo por inyección máquina. A continuación, impulsado por el tornillo o el émbolo de la máquina de moldeo por inyección, entra en la cavidad del molde a través de la boquilla de la máquina de moldeo por inyección y el sistema de vertido del molde. El plástico se enfría y se endurece para formarse, y el producto se obtiene por desmoldeo.
El proceso de moldeo por inyección y el proceso de moldeo por inyección de plástico son la misma tecnología de proceso. A saber, el trabajo de moldeo por inyección de plástico Similar al proceso de moldeo por inyección de plástico, el moldeo por inyección es un proceso en el que la resina plástica termoplástica fundida se pulveriza en una cavidad de molde cerrada a través de una boquilla bajo muchos parámetros como presión, temperatura, velocidad y tiempo. Tras enfriarse y endurecerse, se obtiene un producto con la forma deseada.
El principio básico consiste en añadir una cierta cantidad de partículas de plástico (o polvo) en el cilindro calefactor de la máquina de moldeo por inyección y empujarlo hacia la cavidad del molde mediante un tornillo cónico.
El plástico se funde en un plástico fundido a alta temperatura y alta presión.y se convierte en plástico fundido Después de una cierta cantidad de compresión, pasa a través de la garganta. Entra en la cavidad del molde y luego se enfría y se endurece en el producto deseado.
¿Cuál es la relación entre los moldes de inyección y el moldeo por inyección?
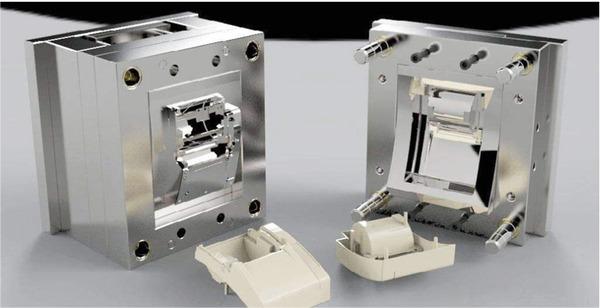
El molde de inyección es un tipo de molde de inyección de plástico, Un molde es una herramienta utilizada para dar forma a los objetos. Esta herramienta se compone de varias partes, y diferentes moldes se componen de diferentes partes. El moldeo por inyección es una forma de moldear productos de plástico.

Los moldes de inyección de plástico incluyen moldeo por inyecciónLa acción de cerrar las dos mitades del molde se denomina cierre del molde, y la acción de separar las dos mitades del molde se denomina apertura del molde.
Los distintos métodos de moldeo tienen sus propios moldes. En el proceso de moldeo por inyección, existen los correspondientes moldes de inyección.
Proceso de diseño
¿Qué software relacionado se necesita para el diseño de moldes de inyección?
CAD: El diseño asistido por ordenador hace referencia al uso de ordenadores y equipos gráficos para ayudar a los diseñadores a realizar su trabajo. Suele basarse en un sistema informático interactivo con funciones gráficas. El CAD incluye principalmente tecnología interactiva, tecnología de transformación de gráficos, tecnología de modelado de superficies y modelado de sólidos, etc.

En primer lugar, CAD es un software de dibujo visual. Muchos comandos y operaciones pueden realizarse a través de opciones de menú y botones de herramientas. También dispone de numerosas funciones auxiliares de dibujo, como el dibujo de entidades, la edición de puntos clave, la captura de objetos, la anotación, el control de la visualización a vista de pájaro, etc.
Su barra de herramientas, diseño de menús, cuadro de diálogo, vista previa abierta de gráficos, intercambio de información, edición de texto, imagen La vista previa de salida de procesamiento y gráficos aporta gran comodidad al dibujo de los usuarios.

Cimatrón: Es una herramienta de producción de diagrama de flujo muy potente para las empresas de producción. Puede mejorar la eficiencia de la empresa de diseño de moldes y piezas, acelerar todo el proceso de diseño de moldes de inyección, y reducir eficazmente los costes de producción, permitiendo que el taller de la empresa libere potentes mejoras de productividad. Beneficios económicos para la empresa.
UG NX: Es un software 3D que puede dibujar planos de productos y planos de moldes. Con el modelado NX, los diseñadores industriales pueden establecer y mejorar rápidamente formas complejas de productos y utilizar herramientas avanzadas de renderizado y visualización para maximizar la satisfacción. Requisitos estéticos para los conceptos de diseño.

Gracias a sus funciones de diseño mecánico y dibujo de alto rendimiento, NX ofrece un diseño de fabricación de alto rendimiento y flexibilidad para satisfacer las necesidades de los clientes que diseñan productos de cualquier complejidad.
NX va más allá de las herramientas de diseño de uso general con un sistema profesional de diseño de tuberías y cableado, módulos de chapa metálica, módulos especializados de diseño de piezas de plástico y otras aplicaciones especializadas necesarias para el diseño industrial.
Mold Wizard (Asistente para moldes de inyección): MoldWizard se ha desarrollado basándose en NX y es un módulo profesional para el diseño de moldes de inyección. El módulo está equipado con bibliotecas de bases de moldes y piezas estándar de uso común.
Los usuarios pueden ajustarlo fácilmente según sus propias necesidades, y también se puede llevar a cabo el autodesarrollo de piezas estándar, lo que mejora enormemente la eficiencia del diseño de moldes.
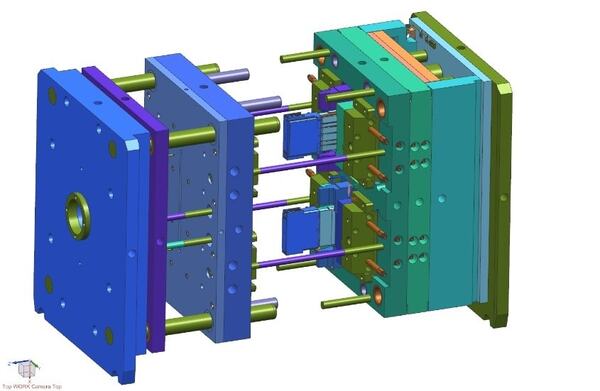
El módulo Mold Wizard (Asistente para moldes de inyección) proporciona todo el proceso de diseño del molde, incluida la carga del producto, la disposición, la separación, la carga de la base del molde, el sistema de vertido, el sistema de refrigeración y los planos de ingeniería.

Todo el proceso de diseño es muy intuitivo y rápido, y su diseño de aplicación permite a los diseñadores ordinarios completar algunos diseños de moldes medianos y difíciles
¿Qué factores deben tenerse en cuenta al diseñar moldes eficientes?
Resistencia de la superficie principal del molde: resistencia al desgaste de la superficie del molde, resistencia al desgaste de la superficie, eficacia de elevación y, al mismo tiempo, calidad del molde.

Sobre el refuerzo de superficies, diferentes usos de la base y selección de modelos, diferentes métodos de refuerzo.
Formulario de variación de los bonos: Con tonos altos, la estructura se hace más flexible y la forma de variación disminuye. Se evita la estructura superficial, el método de disposición racional y la estructura irregular. Músculos de refuerzo diseñados racionalmente.
Plástico Precisión: Debido a la irregularidad e incertidumbre del procesamiento de las piezas de plástico, la precisión plástica es baja.
Las dimensiones y tolerancias mecánicas no son posibles en casos sencillos y se requieren tolerancias para instalaciones estándar. Publicado por Gakuniyasha en 1993, GB/T14486-93 "Tolerancia a escala cero de plásticos de proceso y plásticos de imitación".
Los diseñadores pueden especificar requisitos concretos de materias primas plásticas para la instalación y fijar dimensiones y tolerancias específicas.

Al mismo tiempo, es necesario comprender el rendimiento global del equipo y la precisión de diseño del producto, y determinar la precisión de tolerancia de diseño correspondiente.
Elija el material adecuado para el molde
¿Cuáles son los materiales del molde?
Los materiales metálicos son materiales de uso común para la fabricación de moldes de inyección. Los materiales metálicos comunes incluyen acero, aleación de aluminio, aleación de cobre, etc. Entre ellos, el acero es el material más común para moldes de inyección.
Debido a su alta dureza, alta resistencia, alta resistencia al desgaste y buen rendimiento de procesamiento, puede satisfacer los requisitos de la mayoría de los moldes de inyección.
Los materiales de aleación de aluminio tienen menor densidad, mayor conductividad térmica y mejor rendimiento de procesamiento, y son adecuados para la producción de moldes de inyección pequeños; los materiales de aleación de cobre tienen alta conductividad térmica y buena resistencia a la corrosión, y son adecuados para la producción de moldes de alta demanda. Molde de inyección.
¿Cómo elegir el material adecuado para el molde?
La selección del material del molde es un eslabón muy importante en todo el proceso de fabricación de moldes. La selección del material del molde debe cumplir tres principios, a saber: el molde debe cumplir los requisitos de las condiciones de trabajo, como resistencia al desgaste, resistencia y tenacidad; el molde debe cumplir los requisitos de rendimiento del proceso; y el molde debe cumplir los requisitos económicos.
Proceso de fabricación
Tratamiento mecánico
Mecanizado CNC: El módulo básico de mecanizado UG NX proporciona un marco básico para conectar todos los módulos de mecanizado UG. Proporciona un mismo entorno gráfico de ventanas de fácil manejo para todos los módulos de mecanizado de UG NX.

Los usuarios pueden observar gráficamente la trayectoria de la herramienta a lo largo del recorrido. Las condiciones de movimiento y pueden modificarse gráficamente: como alargar, acortar o modificar la trayectoria de la herramienta, etc.
Este módulo también proporciona funciones generales de programación de procesamiento de puntos, que pueden utilizarse para taladrar, roscar, mandrinar y otras programaciones de procesamiento.
La interfaz interactiva de este módulo puede modificarse y adaptarse de forma flexible en función de las necesidades del usuario, y puede definir una biblioteca de herramientas estandarizada y una biblioteca de plantillas de parámetros de procesos de procesamiento para estandarizar parámetros comunes de mecanizado inicial, semiacabado, acabado y otras operaciones con el fin de reducir el tiempo de formación.

Y optimizar la tecnología de procesamiento. Todos los módulos del software UG pueden generar directamente programas de procesamiento en el modelo sólido y siguen siendo totalmente relevantes para el modelo sólido.
El módulo de postprocesamiento de mecanizado de UG NX permite a los usuarios establecer fácilmente su propio programa de postprocesamiento de mecanizado. Este módulo es adecuado para las principales máquinas herramienta CNC y centros de mecanizado del mundo. El módulo de postprocesamiento de mecanizado de UG NX permite a los usuarios establecer fácilmente su propio programa de postprocesamiento de mecanizado. Este módulo es apto para las principales máquinas herramienta CNC y centros de mecanizado del mundo. El módulo ha demostrado ser adecuado para fresado de 2 a 5 o más ejes, torneado de 2 a 4 ejes y electroerosión por hilo.
EDM (Mecanizado por descarga eléctrica)
EDM: Se utiliza un alambre metálico fino en movimiento continuo (denominado alambre de electrodo) para realizar una descarga de chispa pulsada en la pieza de trabajo con el fin de eliminar el metal.
Se utiliza principalmente para procesar diversas piezas de trabajo complejas y precisas, como punzones, moldes cóncavos, moldes cóncavos y convexos y placas de descarga. Fabricación de matrices de punzonado, herramientas de conformado, plantillas y electrodos metálicos para el mecanizado por descarga eléctrica. Diversas ranuras de agujeros finos, hendiduras finas, curvas arbitrarias, etc.
Tiene excelentes ventajas, como una pequeña tolerancia de mecanizado, alta precisión de mecanizado, ciclo de producción corto y bajo coste de fabricación, y se utiliza ampliamente en los centros de producción.

Las máquinas herramienta de corte representan más de 61% del número total de máquinas herramienta de mecanizado por descarga eléctrica en Japón y en el extranjero. La precisión máxima del mecanizado por descarga eléctrica es de ±0,005 mm, y la rugosidad superficial alcanza la superficie de espejo.
El mecanizado por descarga eléctrica se utiliza ampliamente en el campo del mecanizado, especialmente en el mecanizado de precisión. La estación de expulsión puede ser la cavidad de varios moldes de plástico de gran tamaño, o puede ser un pequeño orificio o una pequeña ranura con una anchura de 0,1 MM.

Los parámetros de impulso del mecanizado por descarga eléctrica pueden ajustarse arbitrariamente, y el mecanizado de desbaste, el mecanizado de semiacabado y el mecanizado de semiacabado pueden realizarse de forma continua con una sola máquina herramienta de acabado.
La precisión durante el micromecanizado es de 0,01mm, y el valor de rugosidad superficial Rα es de 0,8μm. La precisión durante el micromecanizado alcanza 0,002~0,004mm, y el valor de rugosidad superficial Rα es de 0,1~0,05μm. El uso directo de energía eléctrica para el procesamiento facilita la automatización.
Proceso de acabado
¿Cuáles son los métodos de pulido y texturizado de moldes?
Pulido de moldes: El pulido de moldes suele utilizar tiras de piedra de aceite, ruedas de lana, papel de lija, para deformar plásticamente la superficie del material y eliminar las protuberancias de la superficie de la pieza para obtener una superficie lisa.
Por lo general, se utilizan principalmente operaciones manuales. Aquellos con elevados requisitos de calidad superficial pueden utilizar el método de esmerilado y pulido de ultraprecisión.
El esmerilado y pulido de superprecisión utiliza abrasivos especiales en un fluido de esmerilado y pulido que contiene abrasivos, que se presionan contra la superficie mecanizada de la pieza y realizan una rotación a alta velocidad. El pulido puede alcanzar una rugosidad superficial de Ra0,008 μm. yExisten varios métodos de pulido de moldes.
Pulido mecánico: Es un método de pulido que se basa en el corte y la deformación plástica de la superficie del material para eliminar las partes convexas pulidas y obtener una superficie lisa. Generalmente, se utilizan tiras de piedra de aceite, ruedas de lana, papel de lija, etc., y se recurre principalmente a operaciones manuales.
Si la calidad de la superficie es alta, pueden utilizarse herramientas auxiliares, como platos giratorios, y métodos de rectificado y pulido de ultraprecisión.
Esmerilado y pulido magnéticos: Utiliza abrasivos magnéticos para formar un cepillo abrasivo bajo la acción de un campo magnético para rectificar la pieza. Este método tiene una alta eficiencia de procesamiento, buena calidad, fácil control de las condiciones de procesamiento y buenas condiciones de trabajo. Utilizando abrasivos adecuados, la rugosidad superficial puede alcanzar Ra1μm.
Capítulo Pulido electrolítico: El pulido electrolítico es básicamente lo mismo que el pulido químico, es decir, se basa en disolver selectivamente pequeñas protuberancias en la superficie del material para alisar la superficie. En comparación con el pulido químico, se puede eliminar la influencia de la reacción catódica y el efecto es mejor.
Pulido de fluidos: El pulido fluido se basa en un líquido que fluye a gran velocidad y en las partículas abrasivas que transporta para lavar la superficie de la pieza y lograr el objetivo del pulido.
El procesamiento de la textura de moldes de inyección consiste en utilizar productos químicos para eliminar químicamente la superficie de los materiales metálicos en la cavidad del molde, o eliminar la superficie mediante esmerilado físico a través de granallado para conseguir un efecto cóncavo y convexo.
El procesamiento de la textura del molde de inyección desempeña un papel vital en la mejora de la apariencia y la textura de los productos moldeados por inyección, y es de extraordinaria importancia para la producción industrial. El procesamiento de la textura de los moldes de inyección se realiza principalmente a través de la tecnología de texturización solar de moldes, que incluye los tres métodos siguientes:
Fotosensibilidad Método de impresión: La impresión fotosensible consiste en realizar el patrón de textura en una película de color transparente y, a continuación, colocar la película de color sobre el molde para exponerla, de modo que la luz pueda penetrar en la película y brillar sobre el material fotosensible para realizar el patrón solar. Este método es adecuado para moldes profundos y complejos, pero requiere equipos y habilidades especializados.
Método de exposición física: La exposición física consiste en colocar el molde sobre un máster texturizado y, a continuación, utilizar una fuente de luz potente para iluminar el molde y producir el efecto de textura en el máster. Adecuado para moldes con poca concavidad y convexidad.
Método de grabado y exposición: El grabado y la exposición consisten en hacer primero una plantilla con el patrón de textura, luego colocar la plantilla en el molde y utilizar la reacción química o la presión mecánica para grabar y exponer el patrón en la plantilla. Este método es adecuado para moldes cóncavos y convexos complejos y profundos.
¿Cuáles son los métodos de calidad para comprobar los moldes?
Inspección de aspecto: La inspección del aspecto del molde es uno de los métodos de inspección más básicos. Durante la inspección de aspecto, compruebe si la superficie del molde es plana y si hay arañazos, abolladuras, grietas, etc.
Inspección dimensional: Las dimensiones del molde deben ser inspeccionadas, de lo contrario, si las dimensiones no son cualificadas, la calidad del producto se verá seriamente afectada. Al inspeccionar las dimensiones, deben utilizarse herramientas de inspección profesionales, como micrómetros y calibradores vernier, para comprobar si las dimensiones del molde cumplen los requisitos.

Montaje y pruebas
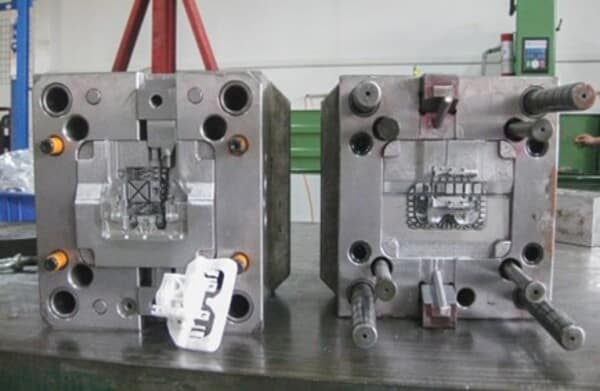
¿Cómo se monta el molde?
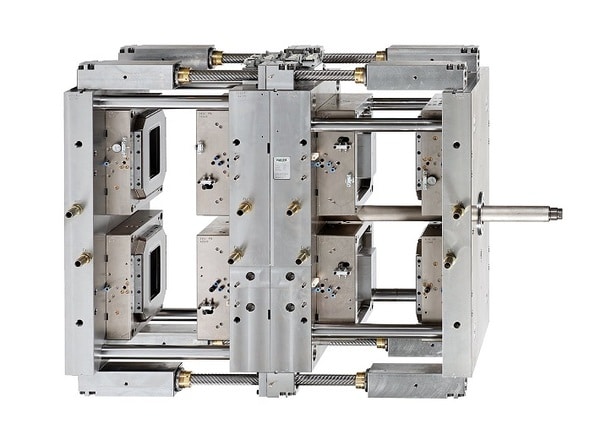
El montaje de moldes es una parte importante del proceso de fabricación, que garantiza la precisión y la calidad del producto. Entre ellos, los pasos de montaje del molde incluyen principalmente la preparación preliminar, el montaje de las piezas básicas, la instalación de piezas guía, la adición de piezas de moldeo, la instalación del sistema de vertido, el ajuste y las pruebas, y el mantenimiento.

¿Por qué hay que analizar el moho?
La mayoría de los defectos de los productos moldeados se producen durante las fases de plastificación y moldeo por inyección, pero a veces también están relacionados con un diseño inadecuado del molde.
Entre los posibles factores de influencia se incluyen: el número de cavidades del molde, el diseño del sistema de canal frío/caliente, el tipo y la ubicación del puerto de inyección y el tamaño, así como la estructura del propio producto, etc. Por tanto, hay que analizar el diseño y los parámetros de proceso del molde para garantizar la calidad del producto.
Tras la prueba del molde, el operario evalúa el estado real del molde para evitar defectos del producto causados por el diseño, reduciendo así costes y tiempo innecesarios en el proceso de modificación del molde. En la mayoría de los casos, esta evaluación también incluye el ajuste de los parámetros de proceso de la máquina.
El objetivo de la prueba de moldes es encontrar los parámetros de proceso y el diseño de molde optimizados. De este modo se garantiza una producción en serie estable e ininterrumpida y se pueden obtener buenos productos.
Mantenimiento
¿Cómo se realiza el mantenimiento diario?
El mantenimiento y la conservación diarios de los moldes incluyen principalmente cinco tipos: limpieza, prevención de la oxidación, lubricación, prevención de la deformación y prevención de las grietas.
Limpieza: Durante el proceso de producción del molde, generalmente se acumulan algunas manchas de aceite y polvo. Si no se limpia durante mucho tiempo, es probable que afecte a la precisión y la vida útil del molde. Por lo tanto, el molde debe limpiarse regularmente.
Prevención de la oxidación: Los moldes suelen oxidarse debido al ambiente húmedo. Para evitar que el molde se oxide, es necesario realizar un tratamiento antioxidante en el molde.
Lubrique el molde: La lubricación es necesaria para mantener el funcionamiento normal durante el uso. Utilice aceite lubricante o grasa para lubricar las piezas móviles del molde, y realice el repostaje y el mantenimiento con regularidad.
Prevenir la deformación: El molde es propenso a deformarse. Por lo tanto, para evitar esta situación, el molde debe fabricarse de acuerdo con el material y las condiciones de uso del molde para evitar que el molde sea demasiado débil o esté excesivamente estresado.
Prevenir grietas: Si el molde se sobrecalienta o se enfría, causará grietas en el molde, lo que afectará a la vida útil del molde. Por lo tanto, debe prestar atención al control de la temperatura y al uso seguro.
Conclusión
En resumen, el proceso de fabricación de moldes de inyección es un meticuloso proceso de varios pasos, que incluye principalmente el proceso de diseño, la selección de materiales, el proceso de fabricación, el montaje y las pruebas, el mantenimiento y la conservación, entre ingenieros, diseñadores, mecánicos y personal de control de calidad.
La colaboración es crucial a lo largo de todo el proceso para garantizar la fabricación de productos de alta calidad. Los moldes de inyección son muy importantes en la producción industrial. Pueden mejorar la eficacia de la producción, garantizar la calidad del producto, reducir los costes de producción y ser respetuosos con el medio ambiente y ahorrar energía. Siguiendo cuidadosamente estos pasos , los fabricantes pueden producir moldes de inyección que contribuyan al éxito de su negocio de fabricación de plásticos.







