 Ir al contenido
Ir al contenido 

moldeo por inserción1 is an proceso de moldeo por inyección where a pre-placed insert—typically metal—is overmolded with plastic to form a single integrated part. Unlike standard injection molding, the insert is loaded into the mold cavity before each cycle, and molten resin flows around it, bonding mechanically and, with the right material choice, chemically as well.
In our 20+ years running insert molding projects at ZetarMold, we have seen this process eliminate secondary assembly steps, reduce part counts by up to 60%, and improve thread strength in everything from automotive connectors to medical device housings. This guide covers the process, materials, design rules, and common mistakes we encounter on the factory floor.
If you are designing a part that combines metal strength with plastic versatility—a threaded mounting point in a sensor housing, a brass bushing in a gear assembly, or an electrical contact embedded in a connector—insert molding is almost certainly the right process. The key engineering decisions revolve around insert material, resin selection, wall thickness ratios, and mold design for insert retention.
- Insert molding bonds metal inserts into plastic during the injection cycle—no post-molding assembly required.
- Threaded inserts improve fastener durability over self-tapping screws in plastic.
- Vertical presses use gravity to hold inserts in place during mold closure.
- Material selection for insert molding must account for thermal expansion mismatch between insert and resin.
- Designing for insert molding requires wall thickness ≥1.5× the insert diameter for proper fill and bond strength.
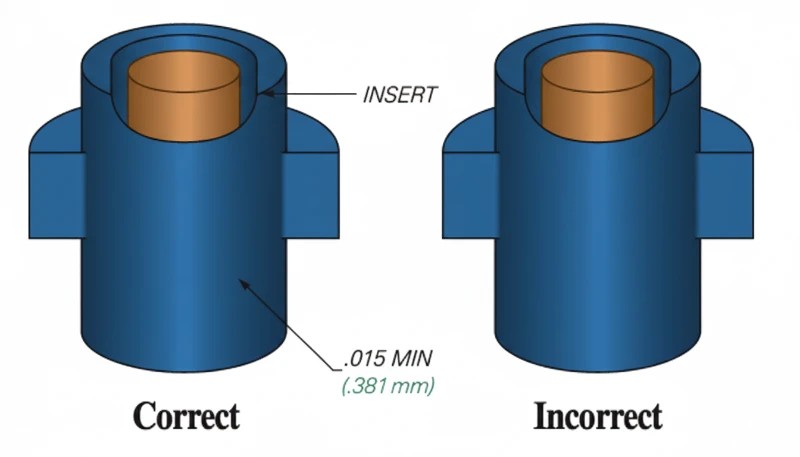
Correcto vs incorrecto diseño de inserción
Insert molding is a manufacturing process that encapsulates a pre-placed insert inside molten plastic to form a single integrated component. Unlike standard injection molding, the insert is loaded into the mold cavity before each cycle, and the molten resin flows around it during injection, creating a permanent mechanical bond. This process is widely used in automotive, medical, and electronics manufacturing to combine metal strength with plastic versatility in one production step.
The process works like standard injection molding with one key difference: before the mold closes and injection begins, the operator or a robotic arm places an insert into a designated pocket or onto locating pins inside the cavity. Once the mold closes, molten thermoplastic flows around the insert, encapsulating it. After cooling and ejection, the insert is mechanically locked into the plastic part. The bond can be purely mechanical (undercuts, knurling, or holes in the insert allow plastic to flow through and lock) or enhanced by adhesion promoters in the resin.
In practice, many insert molding jobs run on vertical moldeo por inyección machines rather than horizontal ones. A vertical press lets gravity hold the insert in place during mold closure, reducing the risk of insert shift. At our Shanghai factory, we run 47 injection molding machines from 90T to 1850T, and several of our vertical presses are dedicated to insert molding production runs for automotive and electronics clients.
“Insert molding can produce multi-material parts in a single molding cycle, eliminating secondary assembly.”Verdadero
Because the insert is placed before injection, the plastic bonds around it during the same cycle—no gluing, press-fitting, or ultrasonic welding step is needed afterward.
“Insert molding always requires a horizontal injection molding machine.”Falso
Many insert molding operations use vertical presses specifically because gravity keeps inserts in their designated positions during mold closure.
What Materials Are Used in Insert Molding?
The main materials used in insert molding are thermoplastic resins (PA, PBT, PPS, PEEK) and brass, steel, or stainless steel inserts. The resin is selected based on adhesion characteristics, thermal stability, and mechanical requirements, while the insert material depends on the application—brass for threads, steel for structural loads, and stainless for corrosion resistance. Managing the thermal expansion mismatch between metal and plastic is the central material challenge in any insert molding project.
Brass is the dominant insert material for threaded applications because it machines easily, resists corrosion, and accepts knurling that improves mechanical lock. For structural load-bearing applications, hardened steel inserts are preferred. On the resin side, we have worked with over 400 materials at ZetarMold, and for insert molding we most often recommend glass-filled nylon (PA6-GF30) or PPS when high dimensional stability and strong insert retention are required.

What Are the Key Advantages of Insert Molding?
The key advantages of insert molding are reduced assembly cost, stronger thread performance, and part consolidation. Instead of molding a plastic part and then installing a threaded insert via ultrasonic welding or heat staking in a separate operation, you mold the insert in during the injection cycle and the part is ready immediately after ejection from the mold.
Threaded brass inserts molded into plastic provide up to 5× the pull-out strength2 of self-tapping screws in the same material. This is critical in applications where the part will be assembled and disassembled multiple times—consumer electronics enclosures, automotive sensors, and medical device housings all benefit. Part consolidation is another major win: we have seen designs where 4-6 separate components were reduced to a single insert-molded part, cutting assembly labor and inventory complexity.
Weight reduction is a secondary but meaningful benefit. By replacing solid metal components with plastic-plus-insert constructions, you can often reduce part weight by 30-50% while maintaining or improving structural performance at the critical mounting points. This is why automotive and aerospace engineers increasingly specify insert-molded solutions.
“Threaded brass inserts molded into plastic provide up to 5× the pull-out strength of self-tapping screws.”Verdadero
Pull-out testing consistently shows that molded-in inserts distribute load across a larger surface area, making them far more resistant to stripping under repeated assembly cycles.
“Insert molding is only useful for threaded fastener applications.”Falso
Inserts are also used for electrical contacts, RF shields, bearing surfaces, heat sinks, and structural reinforcement—anywhere a material property is needed that plastic alone cannot provide.
How Does Insert Molding Differ from Overmolding?
The main difference is that insert molding bonds a rigid insert into plastic, while sobremoldeo3 bonds a second plastic layer over a molded substrate. Insert molding typically bonds metal into plastic, while overmolding bonds plastic to plastic—often a rigid substrate with a soft TPE or TPU grip layer. Both processes produce multi-material parts, but the equipment, tooling, and process parameters differ significantly between the two approaches.
In our experience, the confusion arises because both processes produce multi-material parts. The practical difference on the factory floor: insert molding usually runs on vertical presses with manual or robotic insert loading between cycles, while overmolding often runs on rotary or multi-station molds where the substrate is molded in one station and the overmold material is injected in the next. If you are trying to bond a metal threaded bushing into a plastic housing, that is insert molding. If you are adding a rubber grip to a plastic handle, that is overmolding.

What Are the Design Rules for Insert Molding?
Wall thickness around the insert is the single most important design rule. The plastic wall should be at least 1.5× the insert diameter to prevent sink marks, voids, and cracking during cooling. Thin walls around a large brass insert will shrink unevenly, causing visible sink on the show surface and potential structural weakness. We recommend a minimum wall thickness of 1.5 mm around any insert, with 2.0 mm preferred for glass-filled materials.
Insert design itself matters as much as the plastic geometry. Knurled or grooved inserts provide mechanical interlock that dramatically increases pull-out and torque-out resistance. Through-holes in the insert allow plastic to flow through and form a mechanical lock. Avoid smooth, cylindrical inserts with no retention features unless you are relying purely on adhesive bonding. Draft angles on the plastic walls (1-2° minimum) ensure clean ejection without damaging the insert bond.
Gate placement is another common mistake we see. The gate should direct flow so that resin fills around the insert evenly rather than hitting one side first, which can shift the insert or cause incomplete encapsulation. Simulation software (Moldflow) is worth running on any insert-molded part with tight positional tolerances. The cost of a few hours of simulation is trivial compared to a mold rework.
“Running Moldflow simulation before cutting steel can prevent insert shift and fill problems that are expensive to fix after machining.”Verdadero
Simulation identifies flow imbalances, air traps, and weld lines near inserts at a fraction of the cost of mold rework.
“Smooth cylindrical inserts without grooves provide sufficient retention for most insert molding applications.”Falso
Without knurling, grooves, or through-holes, smooth inserts rely entirely on shrink-fit friction, which degrades over thermal cycling and vibration.
How Is Insert Molding Done on the Factory Floor?
The two methods used on the factory floor are manual loading and automated robotic loading. Manual loading suits low-to-medium volumes, while automated systems are cost-effective for 5,000+ part production runs and provide sensor-verified insert positioning before each mold closure. Both approaches run on vertical injection presses that use gravity to hold inserts in position during mold closure and injection.
For higher volumes, robotic or bowl-fed automated loading reduces cycle time and improves consistency. A pick-and-place robot loads inserts into the mold in under 2 seconds, and the system verifies insert presence with sensors before the mold closes. This eliminates the risk of running a cycle without an insert (which damages the mold surface) and reduces per-part labor cost significantly. In our facility, automated insert molding cells routinely achieve cycle times within 10-15% of standard injection molding cycles for the same part geometry.
What Industries Use Insert Molding Most?
Automotive is the largest consumer of insert-molded parts by volume. Sensor housings, connector blocks, fuse holders, and mounting brackets all use threaded brass or steel inserts molded into PA or PBT housings. The key requirement is thread durability—automotive components are assembled, serviced, and sometimes disassembled over a 15-year vehicle lifespan, so self-tapping screws in bare plastic are not acceptable.
Medical device manufacturing is the second major application. Implantable device components, surgical tool handles, and diagnostic equipment housings use insert molding for its ability to create sealed, sterilizable multi-material assemblies. Consumer electronics comes third—think of the threaded brass inserts in your laptop chassis that allow repeated screw fastening without stripping. Industrial equipment, aerospace, and defense round out the list, where insert-molded bushings and bearing surfaces replace machined metal components at lower weight and cost.
In our Shanghai factory, we run 47 injection molding machines from 90T to 1850T and have 20+ years of experience processing over 400 materials, including the glass-filled nylons and high-temperature PPS grades most commonly used in insert molding production.
What Are Common Insert Molding Defects and How Do You Prevent Them?
The three defects we see most often are insert shift, sink marks around inserts, and incomplete fill. Insert shift happens when the injection pressure pushes the insert out of position—the resin hits one side of the insert before the other, creating an asymmetric force. Prevention starts with proper insert locating features in the mold (pins, pockets, or magnetic holders) and gate placement that balances flow around the insert.
Sink marks appear when the wall thickness around the insert is too thin relative to the insert diameter. The thicker plastic section near the insert cools and shrinks more than the thinner surrounding wall, creating a visible depression. Increasing wall thickness to 1.5-2.0× the insert diameter, adding ribs for stiffness, or using a foaming resin are standard fixes. Incomplete fill around the insert usually means the insert is blocking the flow path—repositioning the gate or adding flow channels around the insert solves this.
Cracking around the insert after cooling is a thermal stress issue. It occurs when the metal insert and plastic resin have very different coefficients of thermal expansion (CTE) and the part cools too quickly. Solutions include using a resin grade with a lower CTE (glass-filled grades help), pre-heating the inserts to reduce the temperature differential, and slowing the cooling cycle. Pre-heating inserts to 80-120°C is standard practice in our shop for PEEK and PPS insert molding jobs.

How Do You Choose an Insert Molding Supplier?
The four key criteria are vertical press capacity, insert handling expertise, material knowledge, and quality documentation. Not every injection molder is equipped for insert molding—the vertical press requirement, insert loading fixtures, and process validation are specialized capabilities. Ask whether the supplier has dedicated insert molding cells and what their typical insert positional tolerance is for production runs.
Material knowledge matters because the insert-resin combination determines bond quality. A supplier who has experience with your specific resin family (PA, PBT, PPS, PEEK) will know the right mold temperature, injection speed, and cooling profile to avoid the common defects described above. Quality documentation—PPAP-level inspection reports, dimensional CMM data, and pull-out test results—separates a qualified supplier from one who simply runs the parts. For sourcing guidance, see our supplier sourcing guide.
“Pre-heating metal inserts to 80-120°C reduces thermal stress and prevents cracking in high-performance resins like PEEK and PPS.”Verdadero
Pre-heating narrows the temperature gap between molten resin and insert, allowing more gradual cooling and lower residual stress at the bond interface.
“Any injection molder with horizontal presses can handle insert molding without specialized equipment.”Falso
Insert molding frequently requires vertical presses, insert loading fixtures, robotic loading arms, and sensor-verified insert presence detection—equipment that most standard injection molding shops do not have.
Preguntas frecuentes
Preguntas frecuentes
What is the difference between insert molding and overmolding?
Insert molding places a pre-formed solid insert (usually metal) into the mold before injection, while overmolding injects a second layer of plastic over an already-molded plastic substrate. Insert molding creates metal-to-plastic bonds; overmolding creates plastic-to-plastic bonds. Both produce multi-material parts, but the equipment, tooling, and process parameters differ significantly. Insert molding typically runs on vertical presses with manual or robotic insert loading, while overmolding often uses rotary or multi-station molds where the substrate is molded first and the overmold material is injected second.
What materials work best for insert molding?
On the resin side, glass-filled nylon (PA6-GF30), PBT, PPS, and PEEK are the most commonly used choices because they offer dimensional stability, chemical resistance, and strong insert retention performance. On the insert side, brass dominates threaded applications due to its excellent machinability and corrosion resistance, while hardened steel is preferred for structural loads. The key consideration is matching the resin shrinkage rate and coefficient of thermal expansion (CTE) to the insert material to prevent cracking, loosening, or dimensional instability after cooling in production.
Can insert molding be done on a standard horizontal press?
Yes, insert molding can run on a standard horizontal press, but vertical presses are strongly preferred because gravity holds inserts in place during mold closure, reducing the risk of insert shift. Horizontal presses require magnetic or mechanical insert retention features built into the mold, which adds complexity and tooling cost. For low-volume prototype runs, horizontal presses with manual loading are sometimes used, but for production volumes above a few thousand parts, a dedicated vertical press setup is almost always the more reliable and cost-effective choice for consistent quality.
How tight can insert positional tolerance be?
With proper mold design using locating pins, precision machined pockets, or magnetic holders, and controlled insert loading procedures, positional tolerance of plus or minus 0.05 mm is achievable in production environments. Standard production tolerance is plus or minus 0.1 mm for most commercial applications. Achieving tighter tolerances requires robotic insert loading with machine vision verification systems, which adds equipment cost but significantly improves consistency and reduces scrap rates, especially for automotive and medical device applications where dimensional accuracy is strictly regulated and documented.
What is the minimum order quantity for insert molding?
MOQ depends primarily on the insert loading method and overall part complexity. Manual insert loading works for production runs of 500 to 1,000 parts and keeps tooling costs lower since no robotic loading hardware is required. Automated loading becomes cost-effective at 5,000 or more parts, where the reduced per-part labor cost justifies the capital investment in automation equipment. The primary cost driver is always mold tooling—an insert molding mold with locating features typically costs 10 to 20 percent more than a standard injection mold.
How do you prevent inserts from shifting during injection?
Prevention requires a combination of proper insert retention in the mold using locating pins, precision pockets, or magnetic holders, balanced gate placement so resin flows evenly around both sides of the insert simultaneously, controlled injection speed to avoid creating asymmetric pressure that pushes the insert, and sensor verification that confirms the insert is present and correctly positioned before the mold closes and injection begins. Pre-heating inserts before loading can also help by reducing the thermal shock that sometimes contributes to insert movement during the initial resin contact phase.
Is insert molding more expensive than post-molding insert installation?
Per-part cost is often lower because insert molding eliminates a secondary assembly operation such as ultrasonic welding or heat staking. However, the initial mold cost is higher due to insert locating features and potentially more complex tooling. The break-even point is typically 1,000 to 2,000 parts. Below that volume, post-molding insert installation using a simpler mold may be more economical. Above that volume, insert molding wins on total cost, and the quality consistency improves because every part gets the same controlled molding conditions.
What quality tests are done on insert-molded parts?
Standard quality tests include dimensional inspection using coordinate measuring machines (CMM), visual inspection for sink marks and incomplete fill, pull-out force testing on threaded inserts to verify retention strength, torque-out testing to confirm rotational lock, cross-section analysis to verify complete plastic encapsulation around the insert, and in some cases thermal cycling or vibration testing for automotive and aerospace applications. PPAP documentation with all of these test results is standard practice in the automotive supply chain and increasingly expected in medical device manufacturing.
Need a Quote for Your Insert Molding Project?
Get competitive pricing, DFM feedback, and production timeline from ZetarMold engineering team. We run 47 presses from 90T to 1850T, process 400+ materials, and have 20+ years of insert molding experience with ISO 9001 / ISO 13485 certified quality systems. Our in-house mold manufacturing facility supports 100+ mold sets per month, so your insert molding tooling stays under one roof.
Request a Free Quote
-
moldeo por inserción: Insert molding refers to a manufacturing process where a pre-formed insert is placed into a mold cavity and then encapsulated with molten plastic during the injection cycle to create a single integrated component. ↩
-
pull-out strength: Pull-out strength refers to the axial force required to extract a threaded insert from its host material, measured in newtons or pounds-force, and is a standard metric for evaluating insert retention performance. ↩
-
sobremoldeo: Overmolding is a two-step injection molding process where a substrate part is first molded and then a second material is injected over it to create a multi-layer or multi-material component. ↩





