 Ir al contenido
Ir al contenido 

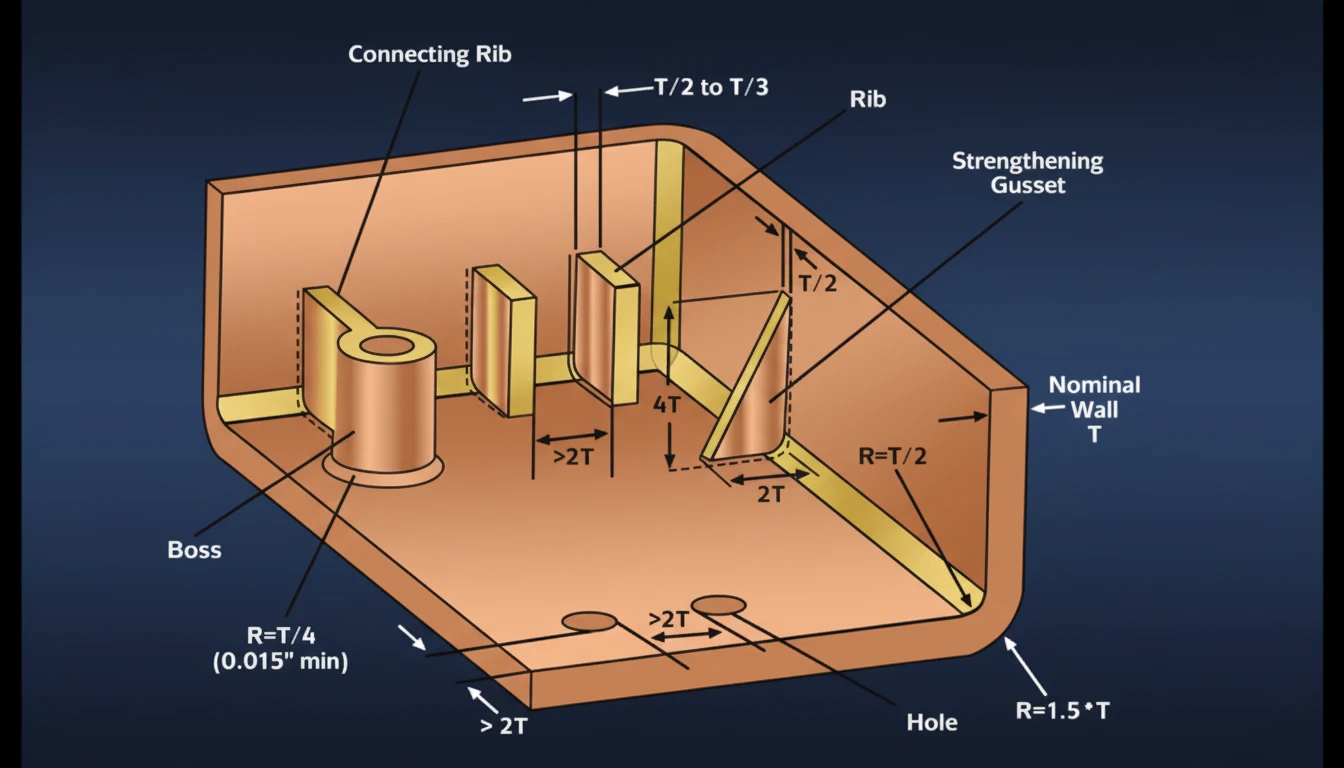
Ribs and Bosses are the two most fundamental features in injection molding design, yet they serve distinct purposes. **Ribs** are used to increase structural stiffness and prevent warpage without thickening walls. **Bosses** are cylindrical features used for mechanical assembly, such as accepting screws or threaded inserts. While their functions differ, both must adhere to similar wall-thickness ratios (typically 40–60% of the nominal wall) to prevent cosmetic defects like sink marks.

What Are Injection Molded Ribs and Bosses?
To design effective plastic parts, one must distinguish between structural reinforcement and assembly features.
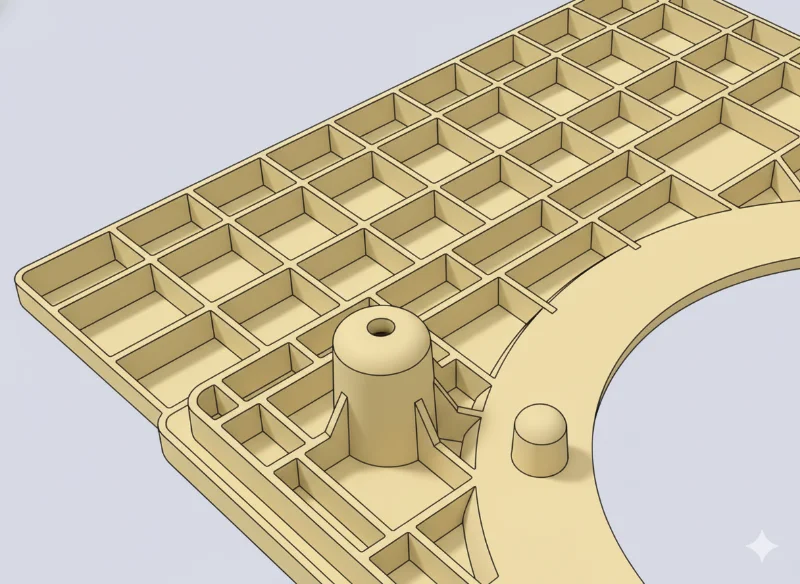
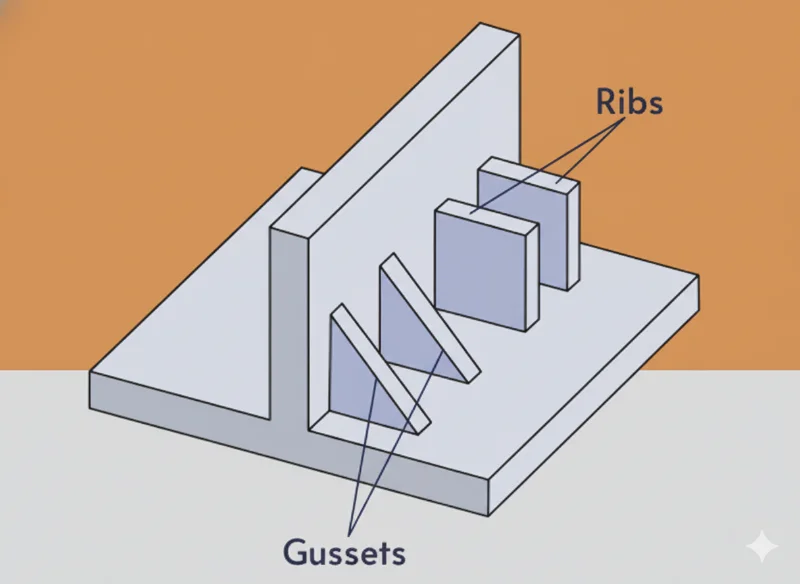
Costillas are thin, wall-like protrusions that extend from the nominal wall. Their primary function is to increase the stiffness of a part by increasing its Area Moment of Inertia. They allow a part to bear higher loads without the cost and cooling time penalties associated with thickening the entire part.
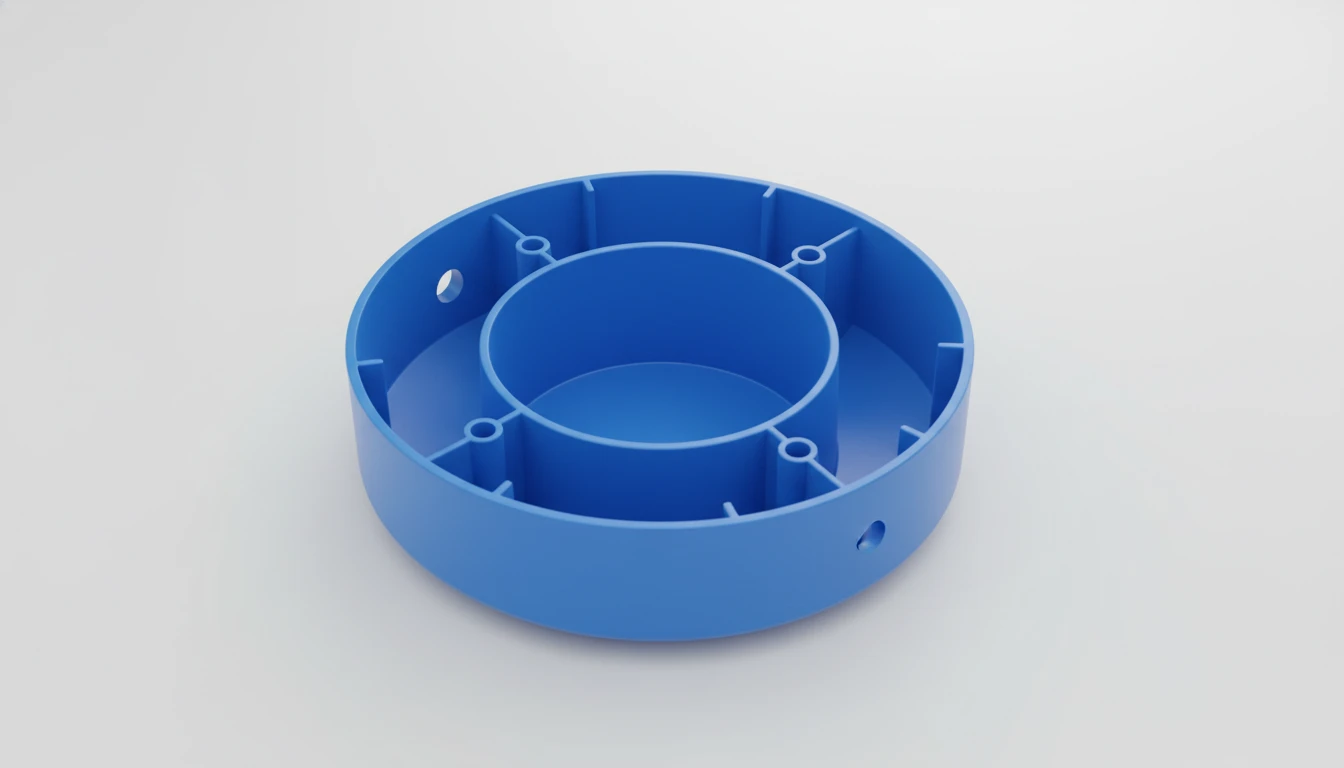
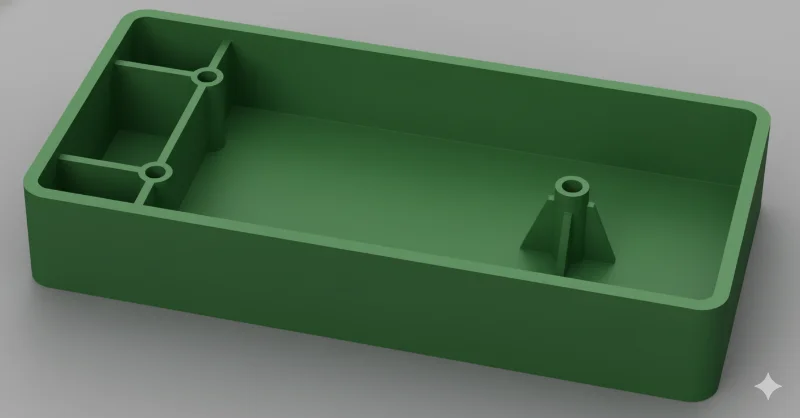
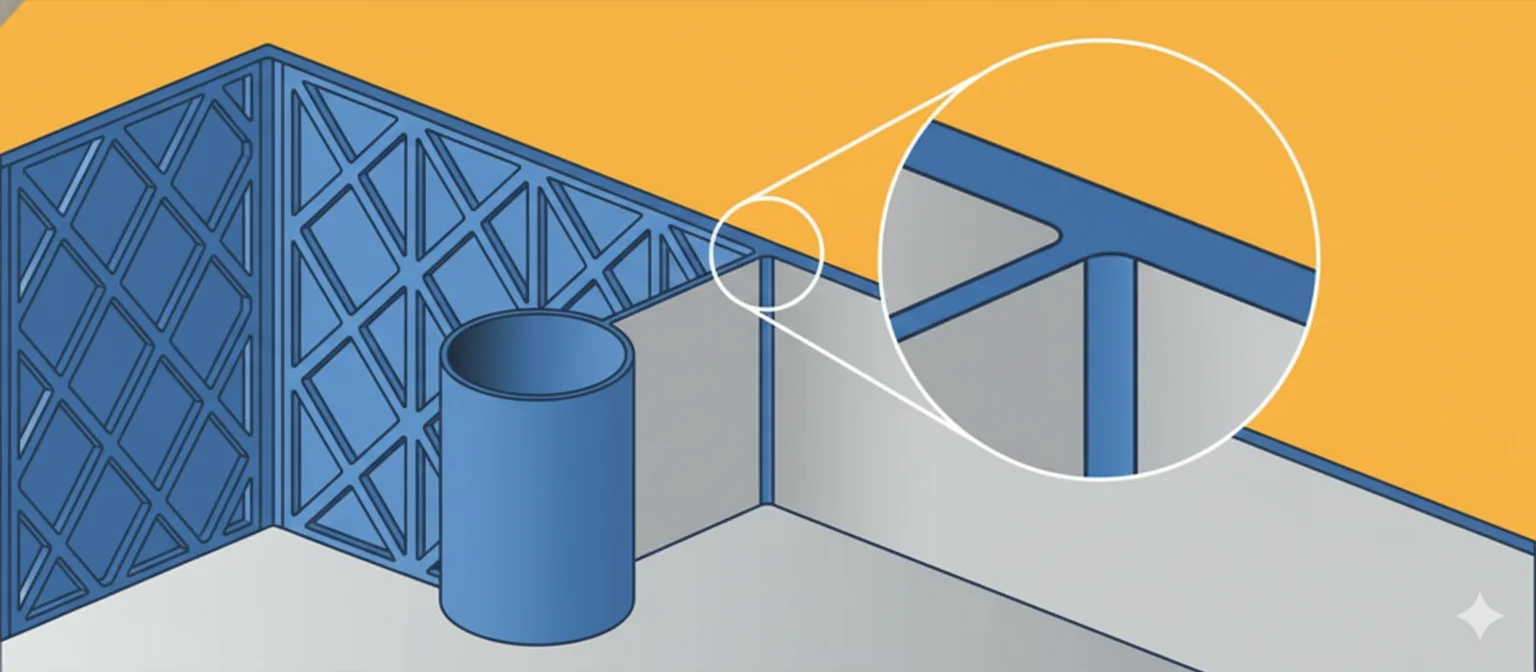
Jefes are cylindrical projections—either hollow or solid (though usually hollow to prevent sink)—designed to facilitate assembly. They serve as the mounting points for self-tapping screws, press-fit inserts, or as locating pins for mating parts. Because bosses introduce complex flow patterns and potential thick sections, they are critical zones for failure modes like stress cracking1 and weld lines.
Bosses that are not connected to the sidewall should always be supported by gussets (support ribs) at the base.Verdadero
Standalone bosses are prone to bending or breaking under torque; gussets distribute the load into the floor of the part and improve material flow.
It is acceptable to design a boss with the same wall thickness as the main housing to ensure maximum screw retention strength.Falso
Making boss walls equal to the nominal wall creates a massive thick section at the base, guaranteeing sink marks and voids. Boss walls should be roughly 60% of the nominal wall.
Comparison of Key Parameters: Ribs vs. Bosses
While their functions differ, the geometric rules for both are derived from the need to maintain uniform wall thickness to ensure cooling consistency.
| Feature Parameter | Rib Design Rules | Boss Design Rules |
|---|---|---|
| Primary Function | Structural Stiffness, Warpage Control | Mechanical Assembly, Alignment |
| Geometry | Linear, Plate-like | Cylindrical (Tubular) |
| Espesor de la base | 40% – 60% of Nominal Wall (t) | 60% of Nominal Wall (t) |
| Height Constraint | ≤ 3 × Nominal Wall (t) | ≤ 2.5 × Outer Diameter (typical) |
| Ángulo de calado | 0.5° – 1.5° per side | 0.5° exterior; 0.25° interior (to grip screws) |
| Spacing | ≥ 2 × Nominal Wall (t) between ribs | ≥ 2 × Nominal Wall (t) from sidewalls |
| Common Defect | Sink Marks (surface depression) | Líneas de soldadura2 (structural weakness) |
What Are the Advantages and Disadvantages?
Ribs: Structural Reinforcement
| Ventajas | Desventajas |
|---|---|
| Eficiencia del material: Increases part strength significantly with minimal resin usage compared to thick walls. | Cosmetic Risk: The intersection of the rib and wall is a prime location for sink marks on Class-A surfaces. |
| Cycle Speed: Thin ribs cool quickly, keeping cycle times low. | Ventilación: Deep ribs can trap gas (diesel effect), leading to burns if not vented properly. |
| Flow Leading: Can act as flow runners to help fill thin sections of the mold. | Problemas de eyección: Cálculo: |
Bosses: Assembly Interface
| Ventajas | Desventajas |
|---|---|
| Assembly Enablement: Provides the only robust method for creating threaded connections in plastic parts. | Weld Line Formation: Flow fronts must split around the core pin and rejoin, creating a weak point (weld line) prone to cracking. |
| Repairability: Allows products to be disassembled and reassembled (unlike snap fits or sonic welding). | Torque Failure: If designed incorrectly, hoop stress from screws can crack the boss instantly. |
| Insert Compatibility: Can accommodate brass heat-stake inserts for high-durability threading. | Sink Marks: The mass at the base of the boss is often substantial, requiring "coring out" to avoid surface defects. |
Connecting a boss to a sidewall using a thin rib eliminates thick material sections while maintaining stability.Verdadero
This technique ties the boss to the structure for strength without creating a heavy cross-section that would cause sink marks.
Blind bosses (bosses that do not pass through the part) do not require draft angles on the inside diameter.Falso
All vertical steel surfaces in injection molding require draft for ejection. A zero-draft core pin creates a vacuum and friction, causing the pin to seize or break during ejection.
When Should You Apply Each Feature?
Application Scenarios for Ribs
- Large Flat Surfaces: To prevent "oil-canning" (wobbly surfaces) on automotive door panels or appliance housings.
- Load Bearing Floors: Reinforcing the bottom of heavy containers or pallets to prevent sagging under load.
- Impact Zones: Adding ribs behind a bumper or protective case to absorb and distribute impact energy.
- Warpage Correction: Using cross-hatched rib patterns to equalize internal stresses and keep a part flat.
Application Scenarios for Bosses
- PCB Mounting: Securing printed circuit boards inside electronic enclosures using self-tapping screws.
- Enclosure Assembly: Mating the top and bottom halves of a "clamshell" housing (e.g., game controllers, remote controls).
- Insert Installation: Holding brass threaded inserts for parts that require repeated disassembly (e.g., battery compartments).
- Alignment: Acting as non-threaded locating pins to ensure mating parts line up correctly before fastening.
Stepwise Process for Integrating Ribs and Bosses
Designing a part often involves combining these features. Follow this logic flow:
-
Identify Assembly Points (Bosses First)
Determine where screws or inserts are needed. Place bosses at these coordinates.- Constraint: Ensure the boss is not too close to a corner, which inhibits cooling.
-
Dimension the Bosses
- Inner Diameter (ID): Determined by the screw/insert size (refer to fastener supplier specs).
- Outer Diameter (OD): Typically $2 \times ID$.
- Espesor de pared: Ensure the boss wall does not exceed 60% of the nominal wall thickness of the part to prevent sink.
-
Determine Structural Needs (Ribs Second)
Analyze where the part will flex. Place ribs perpendicular to the bending axis.- Calculation: Costillas vs. Refuerzos: Elementos Clave en el Moldeo por Inyección
-
Integrate and Support (Gussets)
A standalone boss is weak. Connect it to the nearest sidewall or the floor using Gussets (triangular ribs).- Design Note: The gusset thickness should also follow the 50% rule. Do not fill the gap between a boss and a wall with solid plastic; use a thin rib to connect them.
-
Manage the Intersections
Where ribs meet bosses or walls, apply fillets (radii) of at least 0.25 × Wall Thickness. This reduces stress concentrations and aids material flow.
FAQ: Rib and Boss Design Challenges
Q1: Why do bosses often crack during screw installation?
A: This is usually due to excessive Hoop Stress. If the boss ID is too small for the screw, or if the boss wall is too thin to withstand the expansion force, the plastic fails. Always follow the fastener manufacturer’s recommended hole sizing.
Q2: Can I place a boss directly against a sidewall?
A: Avoid this. Merging a boss tangentially into a wall creates a very thick cross-section that cools slowly, causing sink marks and internal voids. Instead, offset the boss from the wall and connect it with a thin standing rib.
Q3: What is a "Gusset" in relation to ribs and bosses?
A: A gusset is a specific type of rib, usually triangular, used to support a standing feature like a boss. It transfers the torque load from the boss into the floor of the part.
Q4: How do I prevent sink marks opposite a rib?
A: Strictly adhere to the thickness ratio. The rib root should be no more than 60% of the main wall thickness. If sink is still visible, consider texturing the outer surface or reducing the rib thickness further.
Q5: What is "coring out" a boss?
A: Coring out refers to removing unnecessary material from the base of a boss or a thick section. For a boss, this often means extending the core pin deeper or adding a recess around the base to maintain uniform wall thickness and prevent material accumulation.
Resumen
Ribs and Bosses are the structural and functional skeletons of injection molded parts. Costillas provide the stiffness necessary for lightweight design, while Jefes enable the assembly of complex systems. The success of both features hinges on managing the Nominal Wall Thickness. By keeping feature walls between 40% and 60% of the main wall, utilizing gussets for support, and accounting for draft angles, engineers can ensure parts are robust, cosmetically defect-free, and cost-effective to manufacture.







