 Ir al contenido
Ir al contenido 

- Una pieza típica moldeada por inyección cuesta entre $0.15 y $5.00 por unidad, pero el molde en sí cuesta entre $5,000 y más de $100,000 dependiendo de la complejidad.
- El volumen de producción es el mayor impulsor de costos: un molde de 20.000 dólares añade 2.00 dólares por pieza en 10.000 unidades, pero solo 0.20 dólares por pieza en 100.000 unidades.
- El costo del material suele representar del 20% al 50% del precio por pieza; las resinas de ingeniería como el PEEK cuestan entre 10 y 20 veces más que el PP de consumo.
- Los gastos generales de la máquina, el tiempo de ciclo y la mano de obra juntos representan del 30% al 60% del costo por pieza.
- Los costos ocultos —operaciones secundarias, desechos, envío, mantenimiento de herramientas— añaden del 10% al 25% al precio cotizado.
¿Cuáles son los principales factores que determinan el costo por pieza en el moldeo por inyección?
Los cinco factores centrales que determinan su costo de moldeo por inyección son utillaje para moldes1, material, tasa de la máquina, duración del ciclo2, y operaciones secundarias. Si está comparando proveedores, consulte nuestra injection molding supplier sourcing guide para la preparación de RFQ y verificaciones de riesgo.
El costo de una moldeo por inyección pieza está impulsado por cinco factores centrales: costo del utillaje del molde, precio de la materia prima, tarifa horaria de la máquina, tiempo de ciclo y operaciones secundarias. Cada cotización que recibe de una fábrica es en última instancia un cálculo basado en estos cinco insumos, más el margen del proveedor.
En la práctica, la mayoría de los ingenieros se sorprenden de cuánto domina el costo del molde en volúmenes bajos. Un molde multicavidad de precisión para una carcasa de conector puede costar 35.000 dólares. Si solo necesitas 5.000 piezas, el molde por sí solo añade 7.00 dólares por pieza, incluso antes de comprar resina o poner en marcha la máquina. Si escalas ese mismo molde a 500.000 piezas en dos años, la contribución de la herramienta se reduce a 0.07 dólares por pieza, haciendo que los costos de material y procesamiento sean los principales impulsores.
Aquí está la jerarquía rápida de influencia en el costo, del mayor al menor impacto: (1) volumen de producción anual, (2) complejidad geométrica de la pieza, (3) selección de material, (4) número de cavidades del molde3, (5) ubicación geográfica del proveedor. Observe que la "fábrica más barata" no está en esta lista, porque una fábrica con un control de calidad deficiente le costará más en desechos, retrasos y reclamos de garantía de lo que ahorró en el precio unitario.

¿Cuánto cuesta el utillaje del molde y cómo se amortiza?
El utillaje del molde es el mayor costo inicial en cualquier proyecto de moldeo por inyección, y el más sensible al volumen de producción. Un molde de soporte de una sola cavidad cuesta $5,000-$12,000; un molde de precisión multicavidad con acciones laterales, elevadores y canal caliente cuesta $40,000-$100,000 o más.
La amortización del utillaje —repartir la inversión única del molde a lo largo de su volumen de producción— es la cifra clave a calcular. Tome el precio total del molde y divídalo por su volumen de producción esperado a lo largo de su vida útil. Así es como se ve en la práctica:
| Tipo de molde | Cost Range | A 10K piezas | A 50K Piezas | A 500K Piezas |
|---|---|---|---|---|
| Una cavidad, simple | $5,000-$12,000 | $0.50-$1.20 | $0.10-$0.24 | $0.01-$0.02 |
| Multi-cavidad (4-8) | $20,000-$50,000 | $2.50-$5.00 | $0.50-$1.00 | $0.04-$0.10 |
| Canal caliente, complejo | $40,000-$80,000 | $4.00-$8.00 | $0.80-$1.60 | $0.08-$0.16 |
| Alta cavitación (16-32) | $60,000-$150,000 | $3.75-$9.38 | $0.75-$1.88 | $0.08-$0.19 |
| Moldeo con inserto / sobremoldeo | $15,000-$60,000 | $1.50-$6.00 | $0.30-$1.20 | $0.03-$0.12 |
Los números son claros: si su volumen esperado es inferior a 10,000 piezas, un molde de una sola cavidad es casi siempre la elección correcta. El costo adicional de la multicavidad no se recupera hasta que alcanza las 30,000-50,000 unidades. Pero una vez que está en el rango de 100K+, invertir en más cavidades reduce drásticamente el costo por pieza al acortar el tiempo de ciclo por pieza.
Algo más que la mayoría de los compradores primerizos pasan por alto: el mantenimiento del molde. Un molde de producción bien mantenido que funciona en una instalación con 47 máquinas de inyección suele necesitar entre $500 y $2,000 anuales en mantenimiento: pulido, reemplazo de pasadores eyectores desgastados, renovación de líneas de partición. Presupueste del 2% al 5% del costo inicial del molde por año para mantenimiento, e incluya esto en su cálculo del costo total de propiedad.
Datos de la fábrica ZetarMold: Nuestra instalación de fabricación de moldes en Shanghái entrega más de 100 juegos de moldes al mes utilizando 23 máquinas dedicadas a la fabricación de moldes. Con máquinas que van desde 90T hasta 1850T de fuerza de cierre, podemos producir desde micropiezas hasta carcasas grandes de hasta 10 kg. Cada molde es rastreado a través de nuestro proceso de control de calidad de 6 pasos para garantizar la precisión dimensional antes de que comience la producción.
¿Cómo afecta la elección del material al costo por pieza?
La materia prima típicamente representa del 20% al 50% de su costo por pieza, y la diferencia entre resinas de uso general y de ingeniería es enorme. El polipropileno (PP) cuesta $1.00-$1.50 por kilogramo. ¿PEEK? Eso es $80-$120 por kilogramo. La misma pieza, el mismo molde —solo el material puede cambiar su costo unitario por un factor de 10.
Pero el costo del material no es solo el precio por kilogramo. También debe considerar el peso de la pieza, el desperdicio del canal y la mazarota (normalmente del 5% al 15% del peso del disparo), y si el material puede ser triturado y reutilizado. Los materiales amorfos como el ABS y el PC son más tolerantes con la trituración; los materiales semicristalinos como el POM y el PBT son más sensibles al reprocesamiento.
| Material | Precio/kg (USD) | Typical Use | Índice de Costo Relativo |
|---|---|---|---|
| PP (polipropileno) | $1.00-$1.50 | Embalaje, carcasas, bisagras vivas | 1.0x (línea base) |
| ABS | $1.50-$2.50 | Carcasas, interior automotriz | 1.5x |
| PA6 (Nailon 6) | $2.50-$4.00 | Engranajes, piezas estructurales | 2.5x |
| PC (policarbonato) | $3.00-$5.00 | Cubiertas transparentes, lentes LED | 3.0x |
| POM (Acetal) | $2.50-$4.50 | Engranajes de precisión, bujes | 3.0x |
| PPO/PPE | $4.00-$7.00 | Carcasas eléctricas, manejo de fluidos | 4.0x |
| PPS | $5.00-$10.00 | Automotriz bajo capó, conectores | 5.5x |
| PEEK | $80-$120 | Aerospace, medical implants | 65x |
En nuestra experiencia, cuando nuestros ingenieros revisan diseños de piezas con clientes en nuestras instalaciones de Shanghái, la oportunidad de reducción de costos más común es la sobreespecificación del material. Muchos ingenieros especifican PC-ABS o nailon con fibra de vidrio cuando el ABS estándar o el PA6 cumplirían todos los requisitos funcionales. Realizar un análisis adecuado de selección de materiales — considerando la resistencia a la tracción, la resistencia al impacto, los requisitos térmicos y la exposición química — puede reducir el costo del material en un 30-50% sin sacrificar el rendimiento.
¿Qué papel juega el volumen de producción en el costo por pieza?
El volumen de producción es la palanca más poderosa sobre el costo por pieza porque afecta a todos los demás componentes del costo. Un mayor volumen justifica moldes multi-cavidad (menor tiempo de ciclo por pieza), permite la compra de materiales a granel (descuento del 5-15%), y reduce la asignación de gastos generales por pieza. En la moldura por inyección, el volumen no es solo un número: es la arquitectura de su estructura de costos.
He aquí un ejemplo real. Recientemente cotizamos una carcasa de engranaje de 45mm de diámetro en PA6+GF30 para un cliente de herramientas eléctricas. A 5,000 unidades, el precio unitario era de $3.85 (molde de una cavidad, margen completo en compra de material de bajo volumen). A 50,000 unidades, bajó a $1.42 (molde de 4 cavidades, precio de resina a granel, tiempo de ciclo optimizado). A 500,000 unidades anuales, llegamos a $0.68 — menos de un quinto del precio de bajo volumen.

El punto de inflexión — donde invertir en un molde mejor comienza a amortizarse — suele estar alrededor de 30,000-50,000 unidades para la mayoría de las geometrías de piezas. Por debajo de ese umbral, un molde simple de una cavidad con carga manual y tolerancias estándar suele ser su opción más económica. Por encima de 100,000 unidades, debería considerar seriamente sistemas de canal caliente, moldes de alta cavitación y automatización para exprimir cada centavo de ahorro.
El volumen también afecta a qué proveedor puede servirle mejor. Una fábrica con 47 máquinas de inyección y una capacidad mensual de millones de piezas puede ofrecer un precio por pieza significativamente mejor en volumen que un taller pequeño con 5-10 máquinas, porque la fábrica más grande tiene menores costos generales por hora-máquina y puede programar la producción de manera más eficiente.
El precio unitario cotizado nunca es toda la historia. Después de 20 años gestionando proyectos de moldeo por inyección, hemos visto todos los costos ocultos que existen. Los elementos más comúnmente pasados por alto suman entre un 10 y un 25% por encima del precio por pieza cotizado.
Primero: operaciones secundarias. ¿Su pieza necesita ensamblaje, soldadura ultrasónica, impresión por tampografía, cromado o termorremachado? Cada paso secundario añade $0.05-$2.00 por pieza según la complejidad. Una pieza que cuesta $0.80 moldear podría costar $2.30 después de serigrafía, recubrimiento UV e instalación de insertos roscados.
Segundo: embalaje y logística. El embalaje de exportación para piezas cosméticas delicadas (inserciones de espuma personalizadas, bolsas de polietileno individuales, paquetes desecantes) puede añadir $0.10-$0.50 por pieza. El flete marítimo desde Shanghái hasta Los Ángeles para un palé estándar actualmente cuesta $2,000-$4,000 — distribuido entre las piezas de ese palé, suele ser $0.02-$0.15 por unidad, pero para piezas voluminosas y ligeras, el envío puede superar el costo de moldeo.
“La tasa de desperdicio está incluida en la cotización de cada fábrica, normalmente del 2-5% para piezas simples y del 5-10% para piezas complejas o de tolerancias ajustadas.”Verdadero
VERDADERO — Todas las fábricas incluyen un margen de desperdicio. Si su pieza tiene tolerancias ajustadas, geometría compleja o requiere un acabado superficial específico (como alto brillo o claridad óptica), la tasa de desperdicio será mayor. El costo del material desechado y el tiempo de máquina se distribuye entre las piezas buenas en su cotización.
“El precio por pieza cotizado por una fábrica china incluye todos los costos de envío hasta la puerta de su almacén (DDP).”Falso
FALSO — La mayoría de las cotizaciones de moldura por inyección china son FOB (Franco a bordo) Shanghái o EXW (En fábrica). FOB significa que el precio de la fábrica termina cuando las mercancías pasan la borda del barco en el puerto. Usted paga el flete marítimo, los derechos de importación, el despacho de aduanas y la entrega de última milla por separado. Los precios DDP están disponibles pero añaden un 15-25% para cubrir el riesgo y los gastos generales logísticos de la fábrica.
Tercero: control de calidad e inspección. El control de calidad de entrada (IQC), la inspección en proceso y el control de calidad final (FQC) son estándar en cualquier fábrica de buena reputación. Pero si requiere inspección dimensional 100%, informes CMM para cada lote o inspección de terceros por SGS/QIMA, espere pagar $0.02-$0.20 adicional por pieza. Vale la pena para componentes críticos, pero no es gratis.
Cuarto: modificación del molde y cambios de diseño. Primera vez molde de inyección La herramienta rara vez produce piezas perfectas en el primer intento. La mayoría de los moldes necesitan 1-3 rondas de modificaciones — ajustar el tamaño de la compuerta, corregir rebabas, afinar la compensación de contracción. Estas modificaciones suelen estar incluidas en el precio inicial de la herramienta (llamado muestreo T1-T3), pero los cambios de diseño importantes iniciados por el comprador se facturan por separado a $2,000-$5,000 por cambio.
¿Cómo afectan las decisiones de diseño de piezas al costo?
El diseño para la fabricabilidad (DFM) es donde se gana o se pierde la partida de costos antes de que se moldee una sola pieza. Cada decisión de diseño — grosor de pared, ángulo de desmoldeo, socavado, acabado superficial — tiene un impacto directo en el precio por pieza. La buena noticia: la mayoría de las mejoras de DFM son gratuitas. Solo requieren pensar en el proceso de moldeo durante la fase de diseño, no después.
El espesor de pared es la palanca más grande. Paredes más gruesas significan un tiempo de enfriamiento más largo, lo que significa un tiempo de ciclo más largo, lo que significa un costo por pieza más alto. Una pieza con paredes de 3 mm podría necesitar 30 segundos para enfriarse; la misma geometría con paredes de 2 mm podría enfriarse en 18 segundos. Esa reducción del 40% en el tiempo de ciclo se traduce directamente en un 40% menos de costo de máquina por pieza. Un espesor de pared uniforme también evita marcas de hundimiento, deformaciones y huecos internos — eliminando costos de calidad posteriores.
"Especificar un molde Clase 101 (máxima precisión, vida útil de 1M+ ciclos) para una pieza que solo necesita 50,000 unidades es un desperdicio de dinero."Verdadero
VERDADERO — La clasificación del molde importa. Un molde Clase 101 con cavidades de acero templado y control de temperatura de precisión cuesta 3-5 veces más que un molde Clase 104 (tolerancia estándar, <100K ciclos). Si su volumen total es inferior a 100,000 piezas, un molde Clase 102 o 103 suele ser el equilibrio adecuado entre costo y durabilidad. Sobreespecificar la clase del molde es una de las formas más comunes en que los compradores gastan de más.
“Añadir más características y complejidad a una pieza durante el diseño inicial cuesta lo mismo que una versión más simple, ya que el molde se construye desde cero de todos modos.”Falso
FALSO — Cada socavado adicional, acción lateral, elevador o núcleo roscado añade $2,000-$15,000 al costo del molde y aumenta el tiempo de ciclo entre 5 y 20 segundos. Un molde simple de dos placas con geometría de extracción recta podría costar $8,000 y tener ciclos de 15 segundos. La misma pieza con dos núcleos laterales y una característica de inserto roscado podría costar $28,000 y necesitar ciclos de 35 segundos. La simplicidad ahorra dinero a cualquier escala.
El acabado superficial es otro multiplicador de costos. SPI A-1 (pulido espejo) requiere pulido manual de la cavidad durante 8-16 horas, añadiendo $1,000-$5,000 al costo del molde. SPI B-1 (mate fino) es alcanzable con acabado EDM estándar y no cuesta extra. Si su pieza no es de apariencia cosmética, omita el acabado premium.
Datos de la fábrica ZetarMold: Nuestros 8 ingenieros senior (cada uno con 10+ años de experiencia) proporcionan un análisis DFM gratuito con cada cotización de molde. Señalamos oportunidades de ahorro de costos — optimización del espesor de pared, correcciones del ángulo de desmoldeo, alternativas de ubicación de la entrada — antes de que se comprometa con la herramienta. Con 400+ materiales en nuestra base de datos, podemos recomendar la resina más rentable para sus requisitos de rendimiento.
¿Cómo puedes reducir el costo por pieza del moldeo por inyección?
Puede reducir el costo de moldeo por inyección por pieza entre un 15 y un 60% mediante tres palancas: optimización del diseño, eficiencia del proceso y estrategia de la cadena de suministro. Aquí están las tácticas específicas, clasificadas por impacto en el ahorro.
| Strategy | Potencial de Ahorro | Cuándo aplicar | Nivel de esfuerzo |
|---|---|---|---|
| Aumentar el volumen de producción | 30-60% | Siempre — combine la demanda anual | Bajo |
| Optimizar el espesor de pared (uniforme, más delgado) | 15-40% en costo de máquina | Fase de diseño | Medio |
| Cambiar a molde multi-cavidad | 25-50% por pieza a volumen | Por encima de 30K unidades | Medio |
| Negociar precios de materiales a granel | 5-15% | Más de 5 toneladas/año | Bajo |
| Eliminar operaciones secundarias | 10-30% | Fase de diseño | Alta |
| Usar molde familiar para piezas similares | 20-40% en herramientas | Múltiples piezas similares | Medio |
| Reducir los requisitos de acabado superficial | 5-15% | Piezas no cosméticas | Bajo |
| Abastecimiento desde China vs. local | 30-50% | Cuando se cumplen los estándares de calidad | Medio |
La táctica más infrautilizada es la consolidación. Si estás ordenando la misma pieza en múltiples lotes a lo largo del año, consolida en un pedido anual. Incluso si no necesitas todas las piezas de inmediato, el ahorro por pieza del precio por volumen a menudo supera los costos de almacenamiento. Como guía aproximada: si puedes comprometerte a 50,000+ unidades de un solo número de pieza anualmente, deberías esperar un precio 20-35% más bajo que ordenar 5,000 unidades diez veces.
Otra oportunidad pasada por alto: la sustitución de materiales. Con frecuencia vemos piezas especificadas en PC-ABS ($3.50/kg) que funcionarían de manera idéntica en ABS estándar ($2.00/kg) con un pequeño ajuste de diseño. O piezas en nailon con fibra de vidrio donde un espesor de pared ligeramente mayor en nailon sin relleno cumpliría el mismo objetivo de rigidez a la mitad del costo del material. El proveedor adecuado sugerirá estas alternativas de manera proactiva, no solo ejecutará su lista de materiales al pie de la letra.
¿Cómo es un desglose de costos real?
La teoría es útil, pero veamos un ejemplo real. Aquí hay un desglose de costos real para una carcasa electrónica de 65 mm x 40 mm x -25 mm en ABS, producida en nuestra instalación de Shanghái. Esta pieza tiene una característica simple de encaje a presión, dos insertos roscados de latón (ensamblados por calor) y requiere un acabado superficial SPI B-2 en las caras cosméticas.
| Cost Component | A 10K unidades | A 100K unidades | Notas |
|---|---|---|---|
| Herramienta de molde (4 cavidades, acero P20) | $0.80/parte | $0.08/pieza | Molde $32,000, amortizado |
| Material (ABS, incluyendo desperdicio del canal) | $0.12/pieza | $0.09/parte | 18 g por pieza + canal de 15% |
| Tiempo de máquina (180T, ciclo de 22s) | $0.18/parte | $0.14/parte | Tasa de gastos generales: $25/hora |
| Insertos roscados (2x M3 latón) | $0.08/pieza | $0.06/parte | Material + ensamblaje por calor |
| Ensamblaje (encaje a presión + instalación de insertos) | $0.05/parte | $0.03/pieza | Manual operation |
| Inspección de calidad (AQL 2.5) | $0.03/pieza | $0.02/pieza | Control de calidad estándar |
| Embalaje (bolsa de polietileno + cartón) | $0.04/pieza | $0.03/pieza | Embalaje a granel |
| Margen de desperdicio (3%) | $0.04/pieza | $0.03/pieza | Incluido en la cotización |
| Costo total por pieza | $1.34 | $0.48 | - |
Observe la inversión de costos. En 10,000 unidades, el molde ($0.80) es el componente de costo individual más grande: 60% del total. En 100,000 unidades, el material ($0.09) y el tiempo de máquina ($0.14) juntos superan la contribución del molde ($0.08). Por eso la pregunta "¿cuál es su cantidad mínima de pedido?" es tan importante: la respuesta determina qué componente de costo domina su presupuesto.
Datos de la fábrica ZetarMold: Con 47 máquinas de moldeo por inyección que van desde 90T hasta 1850T y más de 120 empleados de producción, nuestra fábrica de Shanghái maneja todo, desde micro-moldeo hasta piezas estructurales grandes. Nuestros más de 30 gerentes de proyecto de habla inglesa garantizan una comunicación clara sobre los desgloses de costos, la retroalimentación de DFM y los cronogramas de pago basados en hitos, para que sepa exactamente a dónde va cada dólar.

Preguntas frecuentes sobre el costo por pieza del moldeo por inyección
¿Cuál es el costo promedio por pieza para el moldeo por inyección?
El costo promedio por pieza para el moldeo por inyección oscila entre $0.15 para piezas de plástico simples y de alto volumen como tapas de botellas o sujetacables, hasta $5.00 o más para piezas complejas y de bajo volumen que requieren tolerancias estrechas, materiales de grado de ingeniería u operaciones secundarias como moldeo con insertos o pintura. La mayoría de las piezas de producción se encuentran en el rango de $0.30 a $2.00 cuando se producen en volúmenes de 50,000 a 500,000 unidades. El número exacto depende en gran medida de la geometría de su pieza, la selección de materiales, el volumen de producción y la ubicación geográfica del proveedor.
¿Cómo se calcula el costo de moldeo por inyección por pieza?
La fórmula para calcular el costo de moldeo por inyección por pieza es sencilla en principio, pero requiere datos precisos para cada componente. El Costo por Pieza es igual a la suma de: Costo del Molde dividido por el Volumen Total de Producción, más el Peso de la Pieza multiplicado por el Precio del Material por kilogramo, más el Tiempo de Ciclo multiplicado por la Tarifa Horaria de la Máquina dividido por el Número de Cavidades, más el costo de las Operaciones Secundarias, más el costo de Embalaje, más el Margen de Desperdicio. El componente que se pasa por alto con mayor frecuencia es el peso del desperdicio del canal y la mazarota, que normalmente añade un 5-15% al costo de la materia prima por disparo. Para un cálculo preciso, también debe tenerse en cuenta el tiempo de preparación amortizado en el tamaño del lote, y cualquier costo de retrabajo o clasificación de calidad.
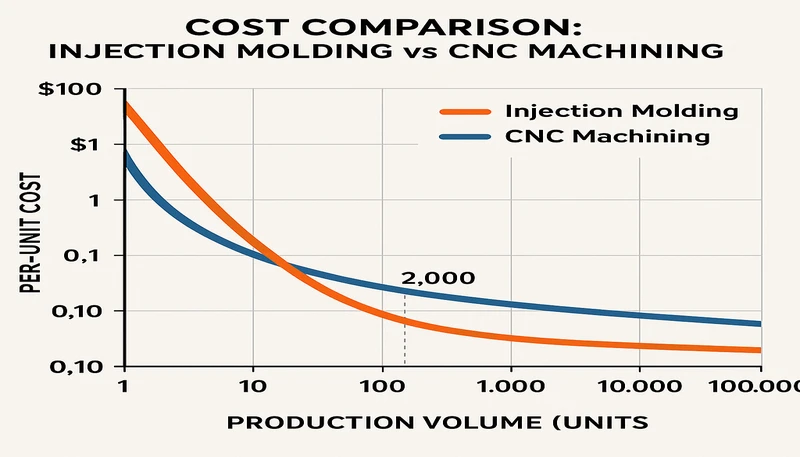
¿Es el moldeo por inyección más barato que la impresión 3D para la producción?
El moldeo por inyección casi siempre es más barato que la impresión 3D para cantidades de producción superiores a 500 a 2,000 unidades, dependiendo de la complejidad de la pieza. Una pieza que cuesta $8.00 producir mediante impresión 3D SLA podría costar solo $0.50 moldear por inyección en 10,000 unidades, pero primero debes invertir $5,000 a $15,000 en herramientas. Por debajo de aproximadamente 500 unidades, la impresión 3D gana en costo total del proyecto porque no hay inversión en molde. Por encima de 2,000 unidades, el moldeo por inyección gana decisivamente en costo por unidad, y la brecha se amplía drásticamente a volúmenes más altos. El punto de cruce varía según el tamaño de la pieza, la complejidad y los requisitos de material.
What is the minimum order quantity for injection molding?
No existe una cantidad mínima técnica de pedido para la moldura por inyección — una vez que el molde está construido, puedes producir una sola pieza si es necesario. El mínimo práctico está determinado por la economía: la inversión total del molde más los costos de configuración y calibración divididos por la cantidad de piezas pedidas. Para un molde de una cavidad de $10,000, pedir solo 1,000 piezas significa $10.00 por pieza solo para amortización de herramientas, lo cual rara vez es viable. La mayoría de las fábricas de moldura por inyección con experiencia recomiendan un mínimo de 3,000 a 5,000 piezas para que la economía por unidad sea razonable. Con costos de molde más altos, el mínimo recomendado aumenta proporcionalmente.
¿Cuánto cuesta la moldura por inyección por hora de tiempo de máquina?
Las tarifas por hora de máquina varían significativamente según la región y el tamaño de la máquina. En China, las tarifas oscilan aproximadamente entre $15 por hora para máquinas pequeñas en el rango de 50-100 toneladas hasta $60 por hora para máquinas grandes de más de 1,000 toneladas. En Estados Unidos y Europa, las tarifas son generalmente 2 a 4 veces más altas, oscilando entre $40 y $150 por hora dependiendo del tamaño de la máquina, nivel de automatización y costos laborales regionales. La tarifa por hora incluye depreciación de la máquina, consumo eléctrico, salarios del operador, gastos generales de la instalación y mantenimiento programado. Para convertir esto a costo por pieza, divide la tarifa por hora por las piezas producidas por hora.
¿Puedo reducir el costo de la moldura por inyección cambiando el material?
Sí, la sustitución de material es una de las formas más rápidas y efectivas para reducir el costo por pieza sin cambiar la geometría de la pieza o el diseño del molde. Las oportunidades comunes de reducción de especificación incluyen cambiar de PC-ABS a ABS estándar para una reducción de costo de material de 30-40%, reemplazar nylon con fibra de vidrio con nylon sin fibra combinado con reforzamientos de diseño como nervaduras para un ahorro de 20-30%, y sustituir PEEK con PPS para aplicaciones de alta temperatura que no excedan 240 grados Celsius para un ahorro de 80-90%. Siempre verifica que el material sustituto cumpla todos los requisitos funcionales incluyendo resistencia a la tensión, resistencia al impacto, límites térmicos y compatibilidad química con el entorno de uso final.
¿Cómo reduce la moldura multi-cavidad el costo por pieza?
La moldura multi-cavidad reduce el costo por pieza produciendo múltiples piezas idénticas en un solo ciclo de máquina. Un molde de 4 cavidades produce 4 piezas en aproximadamente el mismo tiempo de ciclo que un molde de una cavidad, efectivamente reduciendo el costo de máquina por pieza aproximadamente 75%. El molde mismo cuesta 2 a 4 veces más para construir debido a las cavidades adicionales, complejidad de mecanizado y diseño equilibrado del canal de distribución. El punto de equilibrio económico donde los ahorros de tiempo de máquina superan la mayor inversión del molde es generalmente de 30,000 a 50,000 unidades. Más allá de este límite, los moldes multi-cavidad ofrecen una economía por pieza cada vez mejor conforme aumenta el volumen.
¿Cuál es el margen o markup típico en piezas moldeadas por inyección?
El margen bruto típico para los proveedores de moldeo por inyección oscila entre el 15% y el 35%, dependiendo de la complejidad de la pieza, la competencia del mercado y la duración de la relación con el cliente. Las piezas estándar con múltiples proveedores competidores tienden a tener márgenes del 15-20% debido a la intensa presión de precios. Las piezas personalizadas que requieren procesos patentados, tolerancias ajustadas o materiales especializados alcanzan márgenes del 25-35%. Los acuerdos de suministro a largo plazo que abarcan tres o más años suelen tener márgenes más bajos del 15-25% a cambio de un compromiso de volumen y una reducción de los costos de adquisición de clientes. Comprender la estructura de márgenes le ayuda a negociar eficazmente sin empujar al proveedor por debajo de la rentabilidad.
Conclusión: Comprender el costo por pieza del moldeo por inyección
El costo por pieza en moldeo por inyección se reduce a cinco fundamentos: fabricación de moldes (amortizado por volumen), selección de material, tiempo de máquina, operaciones secundarias y costos ocultos. La palanca más grande casi siempre es el volumen de producción: determina si su molde de $20,000 cuesta $2.00 o $0.04 por pieza. Después del volumen, el diseño de la pieza (espesor de pared, complejidad, acabado superficial) y la selección de material ofrecen las siguientes mayores oportunidades de ahorro.
Las fábricas que le ofrecen el mejor precio por pieza son las que le ayudan a optimizar toda la estructura de costos, no solo el precio de la resina. Si su proveedor no le ofrece retroalimentación de DFM, alternativas de materiales y niveles de precios basados en volumen, está dejando dinero sobre la mesa. Utilice un injection molding supplier sourcing guide para comparar la calidad de la cotización, la capacidad y el riesgo comercial antes de adjudicar la fabricación del molde. Un molde bien diseñado en la fábrica adecuada, con el material correcto y en el volumen apropiado, producirá piezas a un precio que hará que su producto sea competitivo.
-
utillaje para moldes: La fabricación de moldes se refiere al proceso de diseñar y fabricar el molde metálico utilizado en el moldeo por inyección. El costo de fabricación del molde incluye el mecanizado de la cavidad, la fabricación del núcleo, la perforación de canales de enfriamiento, la instalación del sistema de expulsión y el acabado superficial. El costo del molde se amortiza a lo largo del volumen total de producción, una métrica crítica para la economía por pieza. ↩
-
duración del ciclo: El tiempo de ciclo se refiere al tiempo total requerido para completar un ciclo de moldeo por inyección, desde el cierre del molde, la inyección, la presión de mantenimiento, el enfriamiento, la apertura del molde, hasta la expulsión. Los tiempos de ciclo típicos oscilan entre 10 segundos para piezas pequeñas y simples hasta 120 segundos para piezas grandes y complejas. ↩
-
cavidades del molde: Las cavidades del molde se refieren a los espacios huecos dentro de un molde de inyección que forman la forma final de la pieza. Un molde de una sola cavidad produce una pieza por ciclo, mientras que un molde de múltiples cavidades produce múltiples piezas idénticas por ciclo. Más cavidades reducen el costo por pieza al distribuir el tiempo de ciclo y el costo de la máquina entre más unidades, pero aumentan la inversión en el molde. ↩







