

- 일반적인 사출 성형 부품의 개당 비용은 $0.15~$5.00이지만, 금형 자체는 복잡도에 따라 $5,000~$100,000+입니다.
- 생산량은 가장 큰 비용 동인입니다 — 20,000달러 금형은 10K 개 생산 시 부품당 2.00달러를 추가하지만, 100K 개 생산 시에는 부품당 0.20달러만 추가합니다.
- 재료비는 일반적으로 개당 가격의 20~50%를 차지하며, PEEK와 같은 엔지니어링 수지는 일반 PP보다 10~20배 더 비쌉니다.
- 기계 간접비, 사이클 타임, 인건비가 합쳐서 개당 비용의 30~60%를 차지합니다.
- 숨겨진 비용 — 2차 가공, 스크랩, 배송, 금형 유지보수 — 은 견적 가격에 10-25%를 추가합니다.
사출 성형 개당 비용을 결정하는 주요 요인은 무엇인가요?
사출 성형 비용을 결정하는 다섯 가지 핵심 요소는 금형 툴링1, 재료, 기계 비율, 주기 시간2, 그리고 후가공입니다. 공급업체를 비교 중이라면, 저희의 injection molding supplier sourcing guide RFQ 준비 및 위험 검사용.
다음의 비용 사출 성형 부품당 비용은 금형 도구 비용, 원재료 가격, 기계 시간당 비용, 주기 시간, 그리고 후속 작업이라는 다섯 가지 핵심 요소에 의해 결정됩니다. 공장에서 받는 모든 견적은 결국 이 다섯 가지 입력값과 공급자의 마진을 기반으로 계산된 것입니다.
실제로 대부분의 엔지니어는 소량 생산 시 금형 비용이 얼마나 큰 비중을 차지하는지 놀랍니다. 커넥터 하우징용 정밀 다중 캐비티 금형은 35,000달러일 수 있습니다. 만약 5,000개의 부품만 필요하다면, 금형 비용만으로 부품당 7.00달러가 추가됩니다 — 이는 원재료를 구매하거나 기계를 가동하기 전입니다. 같은 금형으로 2년 동안 500,000개의 부품을 생산하면 도구 비용 분담은 부품당 0.07달러로 떨어지며, 원재료와 처리 비용이 주요 동인이 됩니다.
비용 영향에 대한 빠른 계층 구조는 다음과 같습니다. 영향력이 높은 순서대로: (1) 연간 생산량, (2) 부품 형상 복잡도, (3) 재료 선택, (4) 다음의 수 곰팡이 공동3, (5) 공급업체의 지리적 위치입니다. '가장 저렴한 공장'은 이 목록에 없습니다. 왜냐하면 품질 관리가 부실한 공장은 불량품, 지연, 보증 청구로 인해 절약한 단가보다 더 많은 비용을 초래하기 때문입니다.

금형 툴링 비용은 얼마이며 어떻게 상각하나요?
금형 툴링은 모든 사출 성형 프로젝트에서 가장 큰 선불 비용이며, 생산량에 가장 민감합니다. 단일 캐비티 브래킷 금형은 5,000-12,000달러입니다. 사이드 액션, 리프터, 핫 러너가 있는 다중 캐비티 정밀 금형은 40,000-100,000달러 이상입니다.
도구 비용 분산 — 일회성 금형 투자를 생산량에 분산시키는 것 — 이 계산해야 할 핵심 숫자입니다. 총 금형 가격을 예상 수명 생산량으로 나누세요. 실제 적용 예시는 다음과 같습니다:
| 금형 유형 | Cost Range | 1만 개 기준 | 5만 개 기준 | 50만 개 기준 |
|---|---|---|---|---|
| 단일 캐비티, 단순 | $5,000-$12,000 | $0.50-$1.20 | $0.10-$0.24 | $0.01-$0.02 |
| 다중 캐비티 (4-8) | $20,000-$50,000 | $2.50-$5.00 | $0.50-$1.00 | $0.04-$0.10 |
| 핫 러너, 복잡형 | $40,000-$80,000 | $4.00-$8.00 | $0.80-$1.60 | $0.08-$0.16 |
| 고캐비티 (16-32) | $60,000-$150,000 | $3.75-$9.38 | $0.75-$1.88 | $0.08-$0.19 |
| 인서트 금형 / 오버몰드 | $15,000-$60,000 | $1.50-$6.00 | $0.30-$1.20 | $0.03-$0.12 |
숫자가 명확합니다: 예상 생산량이 10,000개 미만이라면, 단일 캐비티 금형이 거의 항상 올바른 선택입니다. 다중 캐비티 금형의 추가 비용은 30,000~50,000개 단위에 도달하기 전까지는 회수되지 않습니다. 그러나 10만 개 이상의 범위에 들어서면, 더 많은 캐비티에 투자함으로써 사이클 타임을 단축하여 개당 비용을 극적으로 줄일 수 있습니다.
첫 구매자가 가장 많이 놓치는 한 가지: 금형 유지보수. 47대의 사출 성형기를 보유한 시설에서 잘 관리되는 생산 금형은 일반적으로 연간 1,500-2,000달러의 유지보수 — 연마, 마모된 이젝터 핀 교체, 파팅 라인 재표면 처리 — 가 필요합니다. 초기 금형 비용의 연간 2-5%를 유지보수 예산으로 책정하고, 이를 총 소유 비용 계산에 포함하세요.
ZetarMold 공장 데이터: 상하이에 위치한 저희 금형 제조 시설은 23대의 전용 금형 제작 기계를 사용하여 월 100세트 이상의 금형을 생산합니다. 90톤부터 1850톤까지의 클램핑력을 가진 기계로, 최대 10kg까지의 소형 부품부터 대형 하우징까지 모든 것을 생산할 수 있습니다. 각 금형은 생산 시작 전 치수 정확도를 보장하기 위해 6단계 QC 프로세스를 통해 추적됩니다.
재료 선택이 개당 비용에 어떤 영향을 미치나요?
원재료는 일반적으로 부품당 비용의 20-50%를 차지하며, 상용 재료와 엔지니어링 수지 사이의 차이는 매우 큽니다. 폴리프로필렌(PP)은 킬로그램당 1.00-1.50달러입니다. PEEK는요? 킬로그램당 80-120달러입니다. 같은 부품, 같은 금형 — 원재료만으로 단위 비용이 10배까지 변화할 수 있습니다.
그러나 원재료 비용은 단순히 킬로그램당 가격에 관한 것이 아닙니다. 부품 무게, 러너와 스프루 폐기물(일반적으로 사출 무게의 5-15%), 그리고 원재료가 재분쇄 및 재사용 가능한지도 고려해야 합니다. ABS와 PC 같은 비정질 재료는 재분쇄에 더 관대하며, POM과 PBT 같은 부분 결정성 재료는 재처리에 더 민감합니다.
| 재료 | 가격/kg (USD) | Typical Use | 상대 비용 지수 |
|---|---|---|---|
| PP(폴리프로필렌) | $1.00-$1.50 | 포장, 하우징, 리빙 힌지 | 1.0x (기준) |
| ABS | $1.50-$2.50 | 외장, 자동차 내장재 | 1.5배 |
| PA6 (나일론 6) | $2.50-$4.00 | 기어, 구조 부품 | 2.5배 |
| PC(폴리카보네이트) | $3.00-$5.00 | 투명 커버, LED 렌즈 | 3.0x |
| POM (Acetal) | $2.50-$4.50 | Precision gears, bushings | 3.0x |
| PPO/PPE | $4.00-$7.00 | Electrical housings, fluid handling | 4.0x |
| PPS | $5.00-$10.00 | Under-hood automotive, connectors | 5.5x |
| PEEK | $80-$120 | Aerospace, medical implants | 65x |
In our experience, when our engineers review part designs with customers at our Shanghai facility, the most common cost-reduction opportunity is over-specifying material. Many engineers specify PC-ABS or glass-filled nylon when standard ABS or PA6 would meet all functional requirements. Running a proper material selection analysis — looking at tensile strength, impact resistance, thermal requirements, and chemical exposure — can cut material cost by 30-50% without sacrificing performance.
생산량은 부품당 비용에 어떤 역할을 하나요?
Production volume is the single most powerful lever on per-part cost because it affects every other cost component. Higher volume justifies multi-cavity molds (lower cycle time per part), enables bulk material purchasing (5-15% discount), and reduces the overhead allocation per piece. In injection molding, volume isn’t just a number — it’s the architecture of your cost structure.
Here’s a real example. We recently quoted a 45mm diameter gear housing in PA6+GF30 for a power tool customer. At 5,000 units, the unit price was $3.85 (single-cavity mold, full markup on low-volume material buy). At 50,000 units, it dropped to $1.42 (4-cavity mold, bulk resin pricing, optimized cycle time). At 500,000 units annually, we hit $0.68 — less than one-fifth of the low-volume price.

The crossover point — where investing in a better mold starts paying for itself — is typically around 30,000-50,000 units for most part geometries. Below that threshold, a simple single-cavity mold with manual loading and standard tolerances is usually your most economical option. Above 100,000 units, you should seriously consider hot runner systems, high-cavitation molds, and automation to squeeze out every cent of savings.
Volume also affects which supplier can serve you best. A factory with 47 injection machines and monthly capacity of millions of parts can offer significantly better per-part pricing at volume than a small shop with 5-10 machines, because the larger factory has lower overhead per machine-hour and can schedule production more efficiently.
The quoted unit price is never the full story. After 20 years of running injection molding projects, we’ve seen every hidden cost there is. The most commonly overlooked items add up to 10-25% above the quoted per-part price.
First: secondary operations. Does your part need assembly, ultrasonic welding, pad printing, chrome plating, or heat staking? Each secondary step adds $0.05-$2.00 per part depending on complexity. A part that costs $0.80 to mold might cost $2.30 after silk screening, UV coating, and threaded insert installation.
Second: packaging and logistics. Export packaging for delicate cosmetic parts (custom foam inserts, individual poly bags, desiccant packs) can add $0.10-$0.50 per part. Ocean freight from Shanghai to Los Angeles for a standard pallet currently runs $2,000-$4,000 — spread across the pieces on that pallet, it’s usually $0.02-$0.15 per unit, but for bulky, lightweight parts the shipping can exceed the molding cost.
“Scrap rate is built into every factory’s quotation, typically 2-5% for simple parts and 5-10% for complex or tight-tolerance parts.”True
TRUE — Every factory factors in a scrap allowance. If your part has tight tolerances, complex geometry, or requires a specific surface finish (like high-gloss or optical clarity), the scrap rate will be higher. The cost of scrapped material and machine time is distributed across the good parts in your quote.
“The per-part price quoted by a Chinese factory includes all shipping costs to your warehouse door (DDP).”False
FALSE — Most Chinese injection molding quotes are FOB (Free on Board) Shanghai or EXW (Ex Works). FOB means the factory’s price ends when goods pass the ship’s rail at the port. You pay ocean freight, import duties, customs brokerage, and last-mile delivery separately. DDP pricing is available but adds 15-25% to account for the factory’s risk and logistics overhead.
Third: quality control and inspection. Incoming quality control (IQC), in-process inspection, and final quality control (FQC) are standard at any reputable factory. But if you require 100% dimensional inspection, CMM reports for every batch, or third-party inspection by SGS/QIMA, expect to pay $0.02-$0.20 per part extra. It’s worth it for critical components, but it’s not free.
Fourth: mold modification and design changes. First-time 사출 금형 tooling rarely produces perfect parts on the first try. Most molds need 1-3 rounds of modifications — adjusting gate size, fixing flash, tuning shrinkage compensation. These modifications are typically included in the initial tooling price (called T1-T3 sampling), but major design changes initiated by the buyer are billed separately at $2,000-$5,000 per change.
부품 설계 결정이 비용에 어떤 영향을 미치나요?
Design for manufacturability (DFM) is where you win or lose the cost game before a single part is molded. Every design decision — wall thickness, draft angle, undercut, surface finish — has a direct line-item impact on your per-part price. The good news: most DFM improvements are free. They just require thinking about the molding process during the design phase, not after.
Wall thickness is the biggest lever. Thicker walls mean longer cooling time, which means longer cycle time, which means higher per-part cost. A part with 3mm walls might need 30 seconds to cool; the same geometry with 2mm walls might cool in 18 seconds. That 40% reduction in cycle time translates directly to 40% lower machine cost per part. Uniform wall thickness also prevents sink marks, warpage, and internal voids — eliminating quality costs downstream.
“Specifying a Class 101 mold (highest precision, 1M+ cycle life) for a part that only needs 50,000 units is a waste of money.”True
TRUE — Mold classification matters. A Class 101 mold with hardened steel cavities and precision temperature control costs 3-5x more than a Class 104 mold (standard tolerance, <100K cycles). If your total volume is under 100,000 parts, a Class 102 or 103 mold is usually the right balance of cost and durability. Over-specifying the mold class is one of the most common ways buyers overspend.
“Adding more features and complexity to a part during initial design costs the same as a simpler version, since the mold is being built from scratch anyway.”False
FALSE — Every additional undercut, side action, lifter, or threaded core adds $2,000-$15,000 to the mold cost and increases cycle time by 5-20 seconds. A simple two-plate mold with straight-pull geometry might cost $8,000 and run 15-second cycles. The same part with two side cores and a threaded insert feature could cost $28,000 and need 35-second cycles. Simplicity saves money at every scale.
Surface finish is another cost multiplier. SPI A-1 (mirror polish) requires hand polishing the cavity for 8-16 hours, adding $1,000-$5,000 to the mold cost. SPI B-1 (fine matte) is achievable with standard EDM finish and costs nothing extra. If your part isn’t cosmetic-facing, skip the premium finish.
ZetarMold 공장 데이터: Our 8 senior engineers (each with 10+ years of experience) provide complimentary DFM analysis with every mold quotation. We flag cost-saving opportunities — wall thickness optimization, draft angle corrections, gate placement alternatives — before you commit to tooling. With 400+ materials in our database, we can recommend the most cost-effective resin for your performance requirements.
사출 성형 부품당 비용을 어떻게 줄일 수 있을까요?
You can cut injection molding cost per part by 15-60% through three levers: design optimization, process efficiency, and supply chain strategy. Here are the specific tactics, ranked by savings impact.
| Strategy | Savings Potential | When to Apply | Effort Level |
|---|---|---|---|
| Increase production volume | 30-60% | Always — combine annual demand | 낮음 |
| Optimize wall thickness (uniform, thinner) | 15-40% on machine cost | Design phase | Medium |
| Switch to multi-cavity mold | 25-50% per part at volume | Above 30K units | Medium |
| Negotiate bulk material pricing | 5-15% | Above 5 tons/year | 낮음 |
| Eliminate secondary operations | 10-30% | Design phase | 높음 |
| Use family mold for similar parts | 20-40% on tooling | Multiple similar parts | Medium |
| Reduce surface finish requirements | 5-15% | Non-cosmetic parts | 낮음 |
| Source from China vs. local | 30-50% | When quality standards are met | Medium |
The most underused tactic is consolidation. If you’re ordering the same part in multiple batches throughout the year, consolidate into one annual order. Even if you don’t need all the parts immediately, the per-part savings from volume pricing often outweigh warehousing costs. As a rough guide: if you can commit to 50,000+ units of a single part number annually, you should expect 20-35% lower pricing than ordering 5,000 units ten times.
Another overlooked opportunity: material substitution. We regularly see parts specified in PC-ABS ($3.50/kg) that would perform identically in standard ABS ($2.00/kg) with a minor design tweak. Or parts in glass-filled nylon where a slightly thicker wall in unfilled nylon would meet the same stiffness target at half the material cost. The right supplier will proactively suggest these alternatives, not just execute your Bill of Materials verbatim.
실제 비용 분석은 어떻게 이루어질까요?
Theory is useful, but let’s look at a real example. Here’s an actual cost breakdown for a 65mm x 40mm x 25mm electronic enclosure in ABS, produced at our Shanghai facility. This part has a simple snap-fit feature, two brass threaded inserts (heat-staked), and requires SPI B-2 surface finish on cosmetic faces.
| MUD 사출 금형: 엔지니어를 위한 신속 교체 공구 가이드 | At 10K Units | At 100K Units | 참고 |
|---|---|---|---|
| Mold tooling (4-cavity, P20 steel) | $0.80/part | $0.08/part | $32,000 mold, amortized |
| Material (ABS, including runner waste) | $0.12/part | $0.09/part | 18g per part + 15% runner |
| Machine time (180T, 22s cycle) | $0.18/part | $0.14/part | Overhead rate: $25/hr |
| Threaded inserts (2x M3 brass) | $0.08/part | $0.06/part | Material + heat staking |
| Assembly (snap-fit + insert install) | $0.05/part | $0.03/part | 수동 작업 |
| Quality inspection (AQL 2.5) | $0.03/part | $0.02/part | Standard QC |
| Packaging (poly bag + carton) | $0.04/part | $0.03/part | Bulk packaging |
| Scrap allowance (3%) | $0.04/part | $0.03/part | Included in quote |
| Total per-part cost | $1.34 | $0.48 | - |
Notice the cost inversion. At 10,000 units, the mold tooling ($0.80) is the single largest cost component — 60% of the total. At 100,000 units, material ($0.09) and machine time ($0.14) together exceed the tooling contribution ($0.08). This is why the “what’s your minimum order quantity?” question matters so much — the answer determines which cost component dominates your budget.
ZetarMold 공장 데이터: With 47 injection molding machines ranging from 90T to 1850T and 120+ production staff, our Shanghai factory handles everything from micro-molding to large structural parts. Our 30+ English-speaking project managers ensure clear communication on cost breakdowns, DFM feedback, and milestone-based payment schedules — so you know exactly where every dollar goes.

사출 성형 부품당 비용에 관한 자주 묻는 질문
What is the average cost per part for injection molding?
The average cost per part for injection molding ranges from $0.15 for simple, high-volume commodity plastic parts like bottle caps or cable clips, up to $5.00 or more for complex, low-volume parts requiring tight tolerances, engineering-grade materials, or secondary operations such as insert molding or painting. Most production parts fall in the $0.30 to $2.00 range when produced at volumes of 50,000 to 500,000 units. The exact number depends heavily on your part geometry, material selection, production volume, and the supplier’s geographic location.
파트당 사출 성형 비용은 어떻게 계산하나요?
The formula for calculating injection molding cost per part is straightforward in principle but requires accurate data for each component. Per-Part Cost equals the sum of: Mold Cost divided by Total Production Volume, plus Part Weight times Material Price per kilogram, plus Cycle Time times Machine Hour Rate divided by Number of Cavities, plus Secondary Operations cost, plus Packaging cost, plus Scrap Allowance. The most commonly overlooked component is the runner and sprue waste weight, which typically adds 5-15% to the raw material cost per shot. For a precise calculation, you also need to account for setup time amortized across the batch size, and any rework or quality sorting costs.
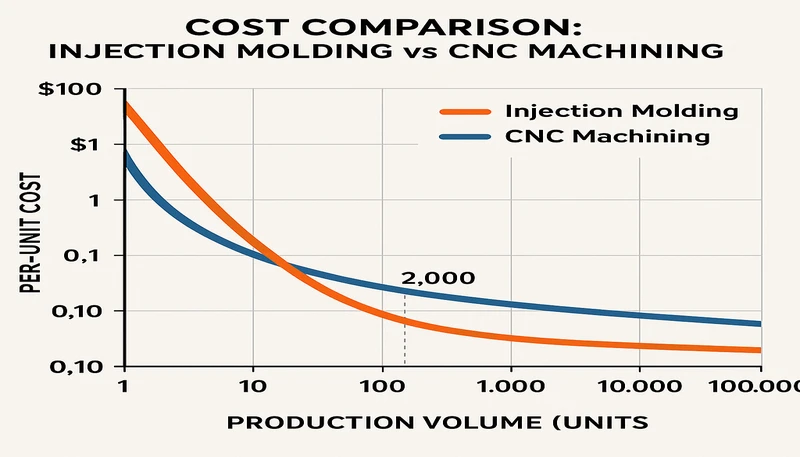
Is injection molding cheaper than 3D printing for production?
Injection molding is almost always cheaper than 3D printing for production quantities above 500 to 2,000 units, depending on part complexity. A part that costs $8.00 to produce via SLA 3D printing might cost only $0.50 to injection mold at 10,000 units — but you must first invest $5,000 to $15,000 in tooling. Below approximately 500 units, 3D printing wins on total project cost because there is no mold investment. Above 2,000 units, injection molding wins decisively on per-unit cost, and the gap widens dramatically at higher volumes. The crossover point shifts based on part size, complexity, and material requirements.
What is the minimum order quantity for injection molding?
There is no technical minimum order quantity for injection molding — once the mold is built, you can produce a single part if needed. The practical minimum is determined by economics: the total mold investment plus setup and calibration costs divided by the number of parts ordered. For a $10,000 single-cavity mold, ordering only 1,000 parts means $10.00 per part just for tooling amortization, which is rarely viable. Most experienced injection molding factories recommend a minimum of 3,000 to 5,000 parts to make the per-unit economics reasonable. At higher mold costs, the recommended minimum increases proportionally.
How much does injection molding cost per hour of machine time?
Machine hour rates vary significantly by region and machine size. In China, rates range from approximately $15 per hour for small machines in the 50-100 ton range to $60 per hour for large machines above 1,000 tons. In the United States and Europe, rates are typically 2 to 4 times higher, ranging from $40 to $150 per hour depending on machine size, automation level, and regional labor costs. The hourly rate includes machine depreciation, electricity consumption, operator wages, facility overhead, and scheduled maintenance. To convert this to per-part cost, divide the hourly rate by the parts produced per hour.
Can I reduce injection molding cost by changing the material?
Yes, material substitution is one of the fastest and most effective ways to reduce per-part cost without changing the part geometry or mold design. Common down-specification opportunities include switching from PC-ABS to standard ABS for a 30-40% material cost reduction, replacing glass-filled nylon with unfilled nylon combined with design reinforcements like ribs for 20-30% savings, and substituting PEEK with PPS for high-temperature applications that do not exceed 240 degrees Celsius for an 80-90% savings. Always verify that the substitute material meets all functional requirements including tensile strength, impact resistance, thermal limits, and chemical compatibility with the end-use environment.
How does multi-cavity molding reduce cost per part?
Multi-cavity molding reduces per-part cost by producing multiple identical parts in a single machine cycle. A 4-cavity mold produces 4 parts in roughly the same cycle time as a single-cavity mold, effectively cutting the machine cost per part by approximately 75%. The mold itself costs 2 to 4 times more to build due to the additional cavities, machining complexity, and balanced runner design. The economic crossover point where machine time savings exceed the higher mold investment is typically 30,000 to 50,000 units. Beyond this threshold, multi-cavity molds deliver increasingly better per-part economics as volume grows.
사출 성형 부품의 일반적인 마크업 또는 이익률은 얼마입니까?
사출 성형 공급업체의 일반적인 총 이익률은 부품 복잡성, 시장 경쟁 및 고객 관계 기간에 따라 15%에서 35%까지 다양합니다. 여러 경쟁 공급업체가 있는 상용 부품은 가격 압력이 심하기 때문에 15-20%의 이익률로 운영되는 경향이 있습니다. 독점 공정, 엄격한 공차 또는 특수 재료가 필요한 맞춤형 엔지니어링 부품은 25-35%의 이익률을 요구합니다. 3년 이상 지속되는 장기 공급 계약은 일반적으로 생산량 약정과 고객 확보 비용 절감을 대가로 15-25%의 낮은 이익률을 제공합니다. 이익률 구조를 이해하면 공급업체를 수익성 아래로 밀어붙이지 않으면서 효과적으로 협상할 수 있습니다.
결론: 사출 성형 부품당 비용 이해하기
사출 성형 부품당 비용은 다섯 가지 기본 요소로 요약됩니다: 금형 공구(생산량에 따른 분할 상각), 재료 선택, 기계 시간, 2차 가공 및 숨겨진 비용. 가장 큰 영향 요인은 거의 항상 생산량입니다 — 생산량에 따라 20,000달러 금형 비용이 부품당 2.00달러가 될지 0.04달러가 될지 결정됩니다. 생산량 다음으로는 부품 설계(벽 두께, 복잡성, 표면 마감)와 재료 선택이 다음으로 큰 절감 기회를 제공합니다.
부품당 최고의 가격을 제공하는 공장은 수지 가격뿐만 아니라 전체 비용 구조를 최적화하는 데 도움을 주는 공장입니다. 공급업체가 DFM 피드백, 재료 대안 및 생산량 기반 가격 계층을 제공하지 않는다면, 당신은 돈을 놓치고 있는 것입니다. 다음을 사용하십시오 injection molding supplier sourcing guide 금형을 발주하기 전에 견적 품질, 생산 능력 및 상업적 위험을 비교하십시오. 적절한 공장에서 적절한 재료로 적절한 생산량에 맞게 잘 설계된 금형은 제품을 경쟁력 있는 가격으로 부품을 제공할 것입니다.
-
금형 툴링: 금형 공구는 사출 성형에 사용되는 금속 금형을 설계하고 제조하는 과정을 말합니다. 금형 공구 비용에는 캐비티 가공, 코어 제작, 냉각 채널 드릴링, 이젝션 시스템 설치 및 표면 마무리가 포함됩니다. 금형 비용은 총 생산량에 걸쳐 분할 상각되며, 이는 부품당 경제성에 있어 중요한 지표입니다. ↩
-
주기 시간: 사이클 타임은 하나의 사출 성형 사이클을 완료하는 데 필요한 총 시간을 말합니다 — 금형 폐쇄, 사출, 홀드, 냉각, 금형 개방, 이젝션까지. 일반적인 사이클 시간은 작고 단순한 부품의 경우 10초에서 크고 복잡한 부품의 경우 120초까지 다양합니다. ↩
-
곰팡이 공동: 금형 캐비티는 사출 금형 내에서 최종 부품 형상을 형성하는 속이 빈 공간을 말합니다. 단일 캐비티 금형은 사이클당 하나의 부품을 생산하는 반면, 다중 캐비티 금형은 사이클당 여러 개의 동일한 부품을 생산합니다. 캐비티가 많을수록 사이클 시간과 기계 비용을 더 많은 단위에 분산시켜 부품당 비용을 줄이지만, 금형 투자 비용은 증가합니다. ↩







