 Zum Inhalt springen
Zum Inhalt springen 

Einleitung: Schimmelpilz Spritzgießen ist eine Möglichkeit, viele Teile mit der gleichen Form herzustellen. Und so funktioniert es: Man erhitzt Kunststoff und drückt ihn dann mit einer Maschine in eine Form. Der Kunststoff kühlt ab und wird hart, und dann hast du ein Teil.
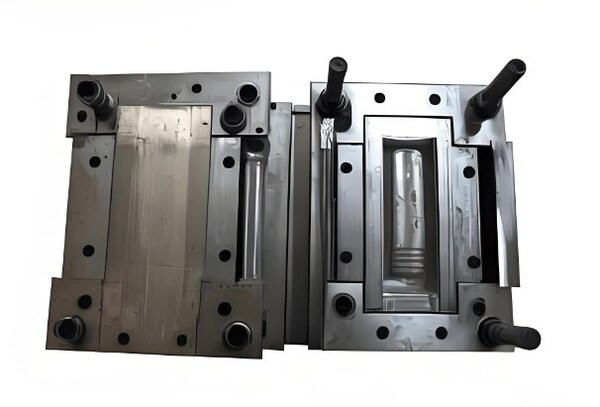
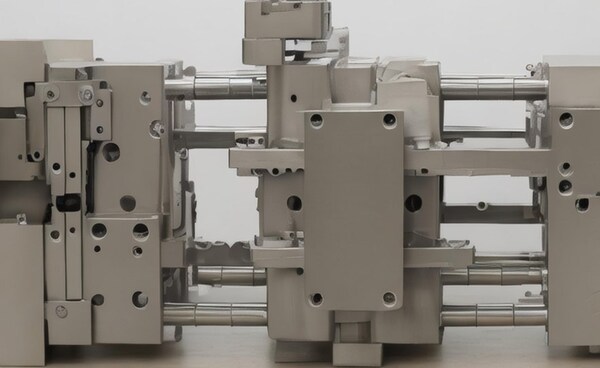
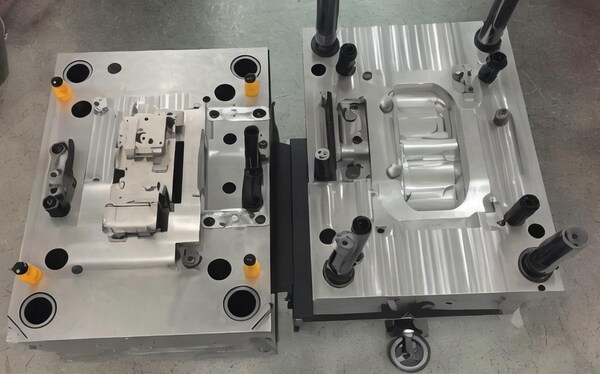
Die Spritzgussform besteht aus zwei Teilen: der beweglichen Form und der festen Form. Die bewegliche Form wird auf der beweglichen Schablone der Spritzgießmaschine installiert, und die feste Form wird auf der festen Schablone der Spritzgießmaschine installiert.

Beim Spritzgießen werden die bewegliche Form und die feste Form geschlossen, um ein Gießsystem und einen Hohlraum zu bilden. Wenn die Form geöffnet wird, werden die bewegliche und die feste Form getrennt, um das Kunststoffprodukt zu entnehmen. In diesem Artikel werden die Variablen, die sich auf die Kosten von Spritzgießwerkzeugen auswirken, und ihre Lösungen im Detail erörtert.
Woraus besteht eine Spritzgussform?
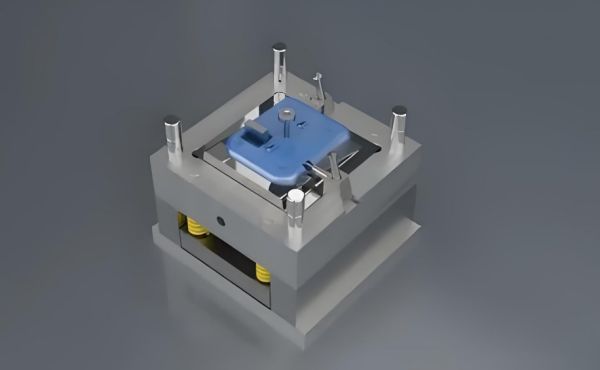
Kunststoffformen sind je nach ihrer Funktion in mehrere Teile unterteilt, darunter: Gießsystem, Temperaturregelsystem, Formteilsystem, Entlüftungssystem, Führungssystem, Ausstoßsystem usw.

Unter ihnen sind das Gießsystem und die Formteile die Teile, die in direktem Kontakt mit dem Kunststoff stehen und sich mit dem Kunststoff und dem Produkt verändern. Sie sind die komplexesten und variabelsten Teile in der Form und erfordern die höchste Verarbeitungsqualität und Präzision.
Das Gießsystem
bezieht sich auf den Teil des Fließkanals, bevor der Kunststoff aus der Düse in die Kavität eintritt, einschließlich des Hauptkanals, des Kaltmateriallochs, des Abzweigkanals und des Anschnitts, usw.

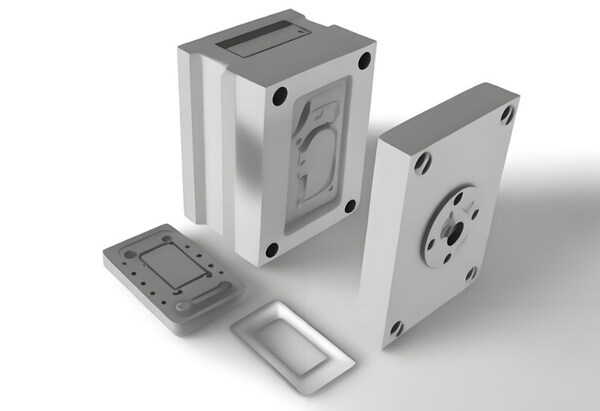
Das Formteilsystem
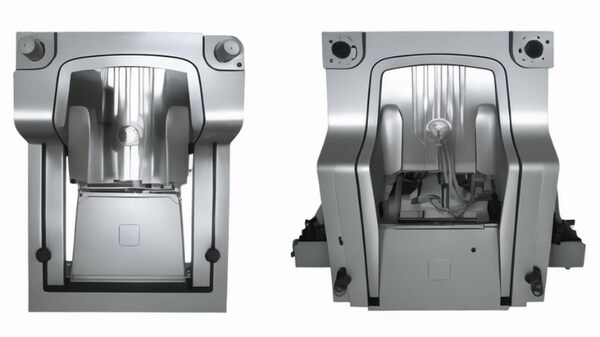
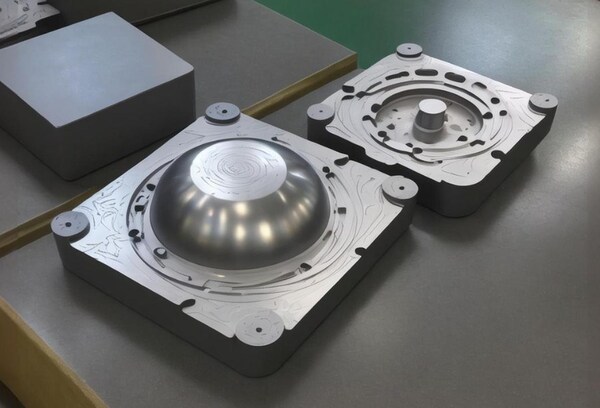
bezieht sich auf die Kombination verschiedener Teile, die die Form des Produkts ausmachen, einschließlich der beweglichen Form, der festen Form und der Kavität (konkave Form), des Kerns (konvexe Form), der Formstange usw.
Der Kern bildet die innere Oberfläche des Produkts, und der Hohlraum (konkave Form) bildet die äußere Oberflächenform des Produkts. Nach dem Schließen der Form bilden der Kern und der Hohlraum den Formhohlraum.

Je nach Verfahren und Fertigungsanforderungen werden Kern und Hohlform manchmal aus mehreren Teilen, manchmal aus einem Stück gefertigt, und bei leicht zu beschädigenden und schwer zu bearbeitenden Teilen werden nur Einsätze verwendet.
Thermostatisches System
Um die Anforderungen des Spritzgussverfahrens an die Werkzeugtemperatur zu erfüllen, ist ein thermostatisches System zur Einstellung der Werkzeugtemperatur erforderlich. Bei Spritzgießwerkzeugen für Thermoplaste kommt es vor allem darauf an, ein Kühlsystem zur Kühlung des Werkzeugs zu entwickeln (das Werkzeug kann auch beheizt werden).
Die übliche Methode der Formkühlung besteht darin, einen Kühlwasserkanal in der Form zu öffnen und zirkulierendes Kühlwasser zu verwenden, um die Wärme der Form abzuführen; zusätzlich zur Verwendung von Kühlwasser zum Durchleiten von heißem Wasser oder heißem Öl können auch elektrische Heizelemente innerhalb und um die Form herum installiert werden, um die Form zu erwärmen.
Auspuffanlage
Sie dient dazu, die Luft in der Kavität und das Gas, das beim Schmelzen des Kunststoffs während des Spritzgießvorgangs entsteht, nach außen zu leiten.

Wenn die Entlüftung nicht glatt ist, entstehen auf der Oberfläche des Produkts Gasflecken, Verbrennungen und andere Defekte. Das Entlüftungssystem der Kunststoffform ist in der Regel ein rillenförmiger Luftauslass, der in der Form geöffnet wird, um die ursprüngliche Hohlraumluft und das durch das geschmolzene Material eingebrachte Gas abzusaugen.
Wenn das geschmolzene Material in das Loch geschossen wird, muss die Luft, die im Loch war, und die Luft, die mit dem Material hineingekommen ist, durch das Loch am Ende des Lochs, wo das Material hineingeht, aus dem Loch entweichen, sonst hat das Ding Löcher, schlechte Verbindungen, nicht genug Material, und vielleicht wird die Luft gequetscht und heiß und verbrennt das Ding.
Normalerweise kann das Loch am Ende des Lochs sein, wo das Material hinkommt, oder an der Stelle, wo die beiden Hälften des Lochs auseinandergehen.
Die zweite Möglichkeit besteht darin, eine flache Rille mit einer Tiefe von 0,03-0,2 mm und einer Breite von 1,5-6 mm auf einer Seite der Matrize zu öffnen. Während des Einspritzens wird nicht viel geschmolzenes Material aus der Entlüftungsöffnung austreten, da das geschmolzene Material dort abkühlt und erstarrt und den Kanal blockiert.
Die Entlüftungsöffnung sollte nicht zum Bediener gerichtet sein, um zu verhindern, dass das geschmolzene Material versehentlich herausspritzt und Personen verletzt. Darüber hinaus können auch der Abstand zwischen der Auswerferstange und der Auswerferöffnung, der Abstand zwischen dem Auswerferblock und der Abstreiferplatte sowie der Kern zur Entlüftung verwendet werden.
Leitfaden-System
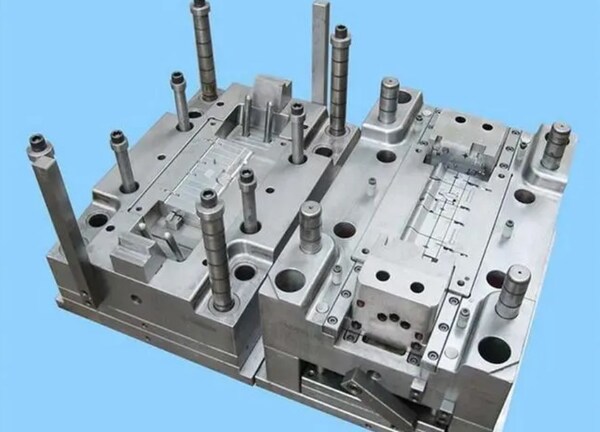
Um sicherzustellen, dass die bewegliche Form und die feste Form beim Schließen der Form genau ausgerichtet werden können, muss ein Führungsteil in die Form eingesetzt werden.
In der Spritzgussform werden normalerweise vier Sätze von Führungsstiften und Führungshülsen verwendet, um die Führungskomponente zu bilden. Manchmal werden an der beweglichen Form und an der festen Form konische Innen- und Außenflächen angebracht, die einander entsprechen, um die Positionierung zu erleichtern.
Auswerfersystem
Umfasst in der Regel: Auswerfer, vordere und hintere Auswerferplatte, Auswerferführungsstange, Auswerferrückholfeder, Auswerferplattenverriegelungsschraube und andere Komponenten.

Nachdem das Teil in der Form geformt und abgekühlt ist, werden die vordere und die hintere Hälfte der Form getrennt und geöffnet, und das Auswerfersystem - der Auswerferstift - drückt das Kunststoffteil und das erstarrte Material im Angusskanal unter dem Druck der Auswerferstange der Spritzgießmaschine aus dem Formhohlraum und dem Angusskanal heraus, so dass die nächste Spritzgießen Zyklus kann beginnen.

Was sind die Kategorien von Spritzgussformen?
Es gibt verschiedene Arten von Spritzgießwerkzeugen. Die gebräuchlichsten sind Zwei-Platten-Werkzeuge, Drei-Platten-Werkzeuge, Heißkanalwerkzeuge und rechtwinklige Spritzgussformen.
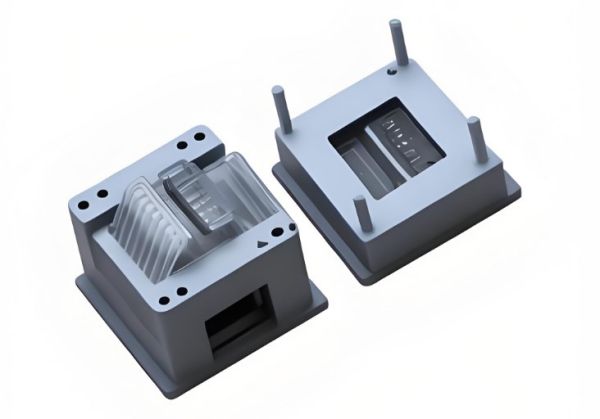
Zwei-Platten-Form
Die Zweiplattenform wird auch als einteilige Oberflächen-Spritzgießform bezeichnet. Sie ist der einfachste und grundlegendste Formentyp. Sie ist weit verbreitet und kann je nach Produktanforderungen als ein- oder mehrteilige Form ausgeführt werden.

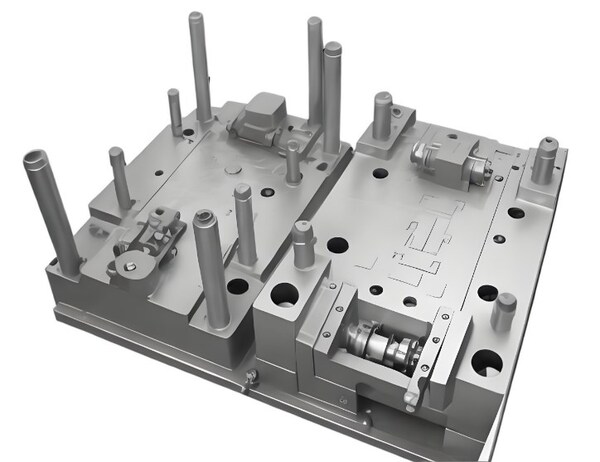
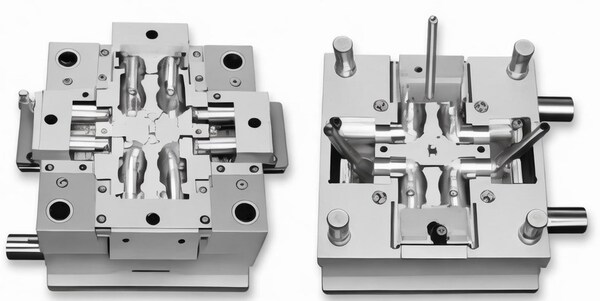
Drei-Platten-Form
Die Dreiplattenform ist auch eine doppelteilige Oberflächenspritzgussform. Sie unterscheidet sich von der einteiligen Oberflächenspritzgussform. Im festen Formteil ist die Dreiplattenform dieser Form mit einer Abstreiferplatte ausgestattet, die teilweise bewegt werden kann.

Bei dieser Konstruktion wird der Läufer zwischen der ersten und der zweiten Platte ausgeworfen, und die Abstreiferplatte wird zwischen der zweiten und der dritten Platte ausgeworfen, um das Teil und den Läufer voneinander zu trennen.
Spritzgießformen mit doppelter Trennfläche eignen sich nicht für große Spritzgussteile, da sie komplexe Strukturen, hohe Herstellungskosten und eine schwierige Teileverarbeitung aufweisen.
Heißkanal-Werkzeuge
Heißkanalwerkzeuge sind den herkömmlichen Kaltkanalwerkzeugen ähnlich. Der Unterschied besteht darin, dass bei Heißkanalwerkzeugen der Kunststoff durch eine Düse direkt in die Kavität eingespritzt wird. Während des Formprozesses gibt es keinen Anguss, wodurch die Ausnutzung der Rohstoffe erheblich verbessert und Abfall vermieden wird.

Im Allgemeinen sind die Herstellungskosten von Heißkanalwerkzeugen höher als die von Kaltkanalwerkzeugen, aber wenn die Formteile sehr klein sind, insbesondere wenn die Teile kleiner als der Anguss sind, sind Heißkanalwerkzeuge eine wirtschaftlichere Wahl.
Rechtwinklige Einspritzdüsen
Rechtwinklige Spritzgießformen sind nicht weit verbreitet und eignen sich nur für Winkel-Spritzgießmaschinen. Im Gegensatz zu anderen Spritzgießwerkzeugen muss die Einzugsrichtung des Werkzeugs während des Spritzgießens senkrecht zur Öffnungs- und Schließrichtung sein, und die Querschnittsfläche ist in der Regel unverändert.

Darüber hinaus ist der Hauptkanal der rechtwinkligen Spritzgießform auf beiden Seiten der beweglichen und der festen Trennfläche der Form geöffnet. Am Ende des Hauptkanals ist ein austauschbarer Angusseinsatz angebracht, um Verschleiß und Verformung zwischen der Düse der Spritzgießmaschine und dem Einlassende des Hauptkanals zu verhindern.
Welche Variablen beeinflussen die Kosten von Spritzgießwerkzeugen?
Teil Materialien
Die Art des Materials, das Sie für Ihre Spritzgussteile verwenden, hat großen Einfluss auf die Kosten Ihrer Spritzgussformen. Bestimmte Werkstoffe erfordern aufgrund ihrer einzigartigen Eigenschaften und Anforderungen möglicherweise besondere Formmerkmale, Kühlkanäle oder Oberflächenbehandlungen.

Einige Kunststoffmaterialien, insbesondere solche, die hohe Temperaturen aufweisen oder abrasiv sind, verschleißen die Spritzgussformen und verkürzen die Lebensdauer der Werkzeuge. Um dieses Problem zu lösen, sind härtere Formen aus bestimmten Stahlsorten erforderlich, was die Kosten für Kunststoffspritzgussformen erhöht.
Endbearbeitung von Teilen
Aus meiner langjährigen Erfahrung in der Herstellung von speziellen Spritzgussteilen für Luxusgüter habe ich festgestellt, dass der Umfang der Nachbearbeitung, die für diese Teile erforderlich ist, immer einen großen Einfluss auf die Kosten des Kunststoffspritzgussverfahrens selbst hat.
Je komplexer die Endbearbeitung von Teilen wird, desto schwieriger wird das Spritzgießen. Damit es funktioniert, muss man schon bei der Konstruktion der Form und der Planung der Produktion an die Endbearbeitung denken. Um jedes Mal das gewünschte Ergebnis zu erzielen, braucht man die richtigen Werkstoffe und muss ausgefallene Formmerkmale einbauen. All das kostet mehr Geld für die Herstellung der Form.
Bearbeitungskosten
Die Herstellung von Spritzgussformen umfasst viele Prozesse, wie Fräsen, Drehen, Schleifen, Drahtschneiden usw. Jeder Prozess erfordert Zeit und Arbeitskraft, was sich auf die Kunststoff Spritzgießen Kosten der Form. Die Berechnung der Verarbeitungskosten basiert in der Regel auf dem Ausrüstungs- und Technologiestand des Herstellers sowie auf der erforderlichen Verarbeitungszeit.
Kosten für Design und Technik
Der Entwurf und die Konstruktion von Spritzgießwerkzeugen erfordern ebenfalls bestimmte Kosten. Dazu gehören die Gehälter der Formenkonstrukteure, die Kosten für Konstruktionssoftware und technische Ausrüstung sowie die Kosten für die Prüfung und Verifizierung der Formen. Diese Werkzeugkosten sind ebenfalls ein wichtiger Bestandteil der Berechnung der Werkzeugkosten.
Lebensdauer und Dauerhaftigkeit
Die Lebensdauer und Haltbarkeit der Form ist ein wichtiger Faktor für den Preis der Form. Im Allgemeinen bestimmen das Design und die Qualität der Form, wie lange sie halten wird. Hochwertige Formen können in der Regel länger verwendet werden, kosten aber auch mehr.

Komplexität und Größe
Der Preis der Form wird auch durch ihre Komplexität und Größe beeinflusst. Je komplexer der Entwurf und die Herstellung der Form sind, desto mehr Zeit und Ressourcen werden benötigt, und desto höher sind die Kosten. Darüber hinaus wirkt sich die Größe der Form auch auf die Menge des benötigten Materials und die Schwierigkeit der Verarbeitung aus, was wiederum die Kosten beeinflusst.
Menge und Charge
Die Anzahl und die Produktionscharge der Spritzgussformen sind ebenfalls Faktoren, die die Kosten beeinflussen. Im Allgemeinen sind die Werkzeugkosten bei der Massenproduktion niedriger, da die Stückkosten durch die Zuweisung von Fixkosten reduziert werden können. Die Werkzeugkosten für die Kleinserienproduktion sind relativ hoch, weil die Größenvorteile nicht vollständig genutzt werden können.
Produktdesign
Das Produktdesign kann die Form verändern. Zum Beispiel, nachdem die Form Design abgeschlossen ist, sollte der Rahmen nach einer Bestellung bestellt werden, und der Kunde das Design ändert. Wenn die Änderung dann relativ klein ist, hat sie keine Auswirkungen auf die Gesamtstruktur.

Wenn es viele Änderungen gibt, wirkt sich das auf die von der Form hergestellten Produkte aus, und sogar der Rahmen muss nachbestellt werden. Die Kosten werden stark ansteigen.
Ist das Design der Form angemessen, vernünftig und durchführbar?
Es gibt viele Simulationsmethoden, wie z. B. die Analyse des Herstellungsprozesses, die Analyse der Strukturdynamik, die dreidimensionale vergleichende Analyse von Testprodukten und Entwurfsprodukten usw. Wenn die Formgestaltung unangemessen ist, steigen die Kosten.
Kontrolle der Anzahl von Versuchen für die Formherstellung
Die meisten Hersteller berechnen die Kosten für die Herstellung einer Form nach der Anzahl der Tage, die es dauert, die Form an den Kunden zu schicken. Kann die Form auch nach mehrmaliger Prüfung nicht ausgeliefert werden, steigen neben den vertraglich festgelegten Strafzahlungen auch die Bearbeitungskosten, je länger die Form im Werk bleibt. Natürlich werden auch die Kosten für die Schimmelpilzprüfung relativ hoch sein.
Wie lassen sich die Kosten für Spritzgussformen senken?
Wählen Sie das richtige Material
Das erste, was Sie tun müssen, um die Kosten für die Herstellung von Kunststoffformen zu senken, ist die Wahl des richtigen Materials.
Wählen Sie zunächst das richtige Material auf der Grundlage der Anforderungen an die Form und des erwarteten Produktionsvolumens.
Zweitens: Vergleichen und bewerten Sie mehrere Materialien, um ein preisgünstiges und leistungsfähiges zu finden.
Achten Sie schließlich darauf, dass die von Ihnen gewählten Materialien von guter Qualität sind, damit die Form lange hält und kostengünstig ist.

Design optimieren
Konstruktionsoptimierung ist eine der wichtigsten Möglichkeiten, die Kosten für die Herstellung von Kunststoffformen zu senken. Durch Konstruktionsoptimierung kann der Materialabfall reduziert und die Lebensdauer und Qualität des Produkts verbessert werden.

Gleichzeitig kann bei bereits konstruierten Formen durch die Verbesserung der Details und die Optimierung der Konstruktion das Ziel erreicht werden, die Lebensdauer der Form zu erhöhen und die Herstellungskosten zu senken.
Management verstärken
Der Schlüssel zur Senkung der Kosten für die Herstellung von Kunststoffformen liegt in der Stärkung des Managements. Bei der Herstellung von Formen ist es notwendig, ein komplettes Qualitätsmanagementsystem einzurichten, das Lieferantenmanagement, das Produktionsplanmanagement und das Kostenkontrollmanagement zu stärken und alle Glieder des Formherstellungsprozesses vollständig zu kontrollieren, um die Qualität und Effizienz des Herstellungsprozesses zu gewährleisten.

Verbessern Sie das Niveau des Prozesses.
Die Verbesserung der Prozessebene ist ebenfalls eine wichtige Maßnahme zur Senkung der Kosten im Kunststoffformenbau. Durch die Einführung fortschrittlicher Produktionsverfahren und technischer Ausrüstung können wir die Fertigungseffizienz und das Qualitätsniveau verbessern.

Gleichzeitig können wir die Betriebszeit und die Verluste, die durch manuelle Versäumnisse im Herstellungsprozess entstehen, reduzieren. Durch effektive technische Mittel können wir den Anstieg der Herstellungskosten kontrollieren und die Entwicklungsstrategie des Unternehmens optimieren.
Schlankes Produktionsmanagement
Lean Production Management ist eine gute Möglichkeit, die Kosten für die Herstellung von Kunststoffformen zu senken. Wenn Sie Lean Production Management anwenden, können Sie alle Ressourcen Ihres Unternehmens für die Herstellung von Formen nutzen, die Verschwendung im Produktionsprozess reduzieren und mehr Formen schneller und besser herstellen.
Sie können auch dafür sorgen, dass Ihr Unternehmen besser arbeitet, die Kosten für den Betrieb Ihres Unternehmens senken und mehr Formen schneller und besser herstellen.
Kurz gesagt, jedes produzierende Unternehmen muss das Problem der Kostensenkung im Kunststoffformenbau lösen. Nur wenn das Unternehmen sein eigenes Management und sein technisches System schrittweise verbessert und ein stabiles System zur Kostensenkung einrichtet, kann es seine Produktionseffizienz und Wettbewerbsfähigkeit verbessern und eine nachhaltige Entwicklung erreichen.
Effektiver Einsatz von Kunststoffformen
Vor der Produktion von Waren ist die sorgfältige Auswahl von Kunststoffformen mit wissenschaftlichen und vernünftigen Designschemata der grundlegendste Weg, um die Kosten des Spritzgießens zu kontrollieren. Verschiedene Arten von Stanzformen haben natürlich unterschiedliche Anforderungen an die Produktrohstoffe. Ausgezeichnete Formen haben eine hohe Ausbringungsrate, was zu weniger Abfall und natürlich zu niedrigen Produktionskosten führt.
Mit wissenschaftlicher und vernünftiger Verarbeitungstechnologie.

Für ein und dasselbe Produkt werden unterschiedliche Produktions- und Verarbeitungstechnologien eingesetzt, und die benötigten Rohstoffe sind unterschiedlich. Je nach Produktmerkmalen und unter der Voraussetzung, dass die Qualitätsstandards eingehalten werden, kann die Anwendung verbesserter Verarbeitungstechnologien die Material- und Produktionskosten wirksam senken.
Ein wirksames Qualitätsmanagementsystem einrichten
Die Einrichtung eines guten Qualitätsmanagementsystems ist ein weiterer Weg zu niedrigen Kosten Spritzgießen der Herstellung von Spritzgießwerkzeugen. Wenn Sie über ein gutes Qualitätsmanagementsystem verfügen, können Sie Fehler und Doppelarbeit bei der Herstellung reduzieren, was Ihre Produktion effizienter und besser macht.

So können Sie beispielsweise Qualitätssicherungssoftware einsetzen, um die Qualität zu verwalten und Fehler und Doppelarbeit in der Fertigung zu vermeiden. Außerdem können Sie mit einem guten Qualitätsmanagementsystem Ihre Kunden zufriedener machen, was Ihnen hilft, mehr zu verkaufen und mehr Geld zu verdienen.
Schlussfolgerung
In diesem Artikel geht es um die Faktoren, die sich auf die Kosten des Spritzgießens auswirken, und ihre Lösungen. Erstens sind die Kosten für das Spritzgießmaterial der wichtigste Faktor, der die Kosten beeinflusst. Verschiedene Arten und Komplexitäten von Formen erfordern verschiedene Metallmaterialien, so dass die Kosten unterschiedlich sind.

Zweitens haben auch die Kosten für die Verarbeitung und die Konstruktion einen erheblichen Einfluss auf die Kosten. Jeder Bearbeitungsschritt im Formenbau erfordert Zeit und Ressourcen.
Darüber hinaus wirken sich auch die Komplexität, die Größe und die erwartete Produktionscharge der Form direkt auf das Kostenniveau aus.

In dem Artikel wird darauf hingewiesen, dass durch die Auswahl geeigneter Materialien, die Optimierung des Designs, die Stärkung des Managements, die Verbesserung des Prozessniveaus und die Einführung eines schlanken Produktionsmanagements die Herstellung Spritzgussformkosten können wirksam reduziert, die Produktionseffizienz und das Qualitätsniveau verbessert und damit die nachhaltige Entwicklung der Unternehmen gefördert werden.Wenn Sie ein Spritzgießprojekt haben, kontaktieren Sie bitte Zetar Mold







