 Zum Inhalt springen
Zum Inhalt springen 

Damit sich Spritzgussprodukte gut anfühlen und gut aussehen, und um die Vorteile anderer Niederdruckgussmaterialien zu berücksichtigen, ist es heute üblich, Hartkunststoff als Basismaterial für das Skelett, Gewebe und weichen Kunststoff für die Oberflächenschicht des Spritzgussverfahrens zu verwenden.
Während dieses gesamten Prozesses, vom Standpunkt der Entwicklung aus gesehen, Spritzgießen Skelett und dann Spritzgießen eine Schicht des guten Gefühls der weichen Kunststoff-Prozess (Einsatz, sekundär) wird seine Praktikabilität zeigen, weil es nicht brauchen, um die Verarbeitung zu folgen, während der Stoff, Haut Niederdruck-Spritzgießen hat eine Menge Follow-up-Verarbeitung.
Was ist Niederdruck-Spritzgießen?
Beim Niederdruck-Spritzgießen wird ein umspritztes Material mit sehr niedrigem Druck in eine Form gespritzt und schnell ausgehärtet.
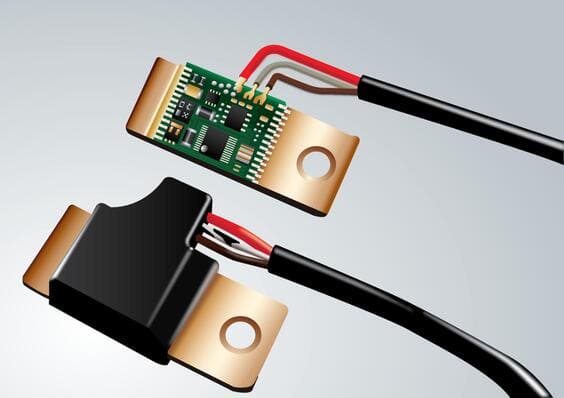
Niederdruck-Spritzgießen ist ein sicheres und empfindliches Verfahren, das zwischen dem Hochdruck-Spritzgießen und dem Vergießen liegt. Mit seinen kurzen Zykluszeiten und niedrigen Drücken ist es die ideale Lösung für den Schutz von Leiterplatten.
In der Automobilindustrie wird dieses Verfahren für einige Innenverkleidungen und die Verpackung elektronischer Komponenten verwendet.

Niederdruck-Spritzgießen Anwendungsbeispiele
Innere Teile: Mit sehr niedrigem Einspritzdruck (300-600 Bar) werden PVC-Häute oder Gewirke in den Formgebungsprozess eingebracht.
Zu den häufig verwendeten Materialtypen gehören: Leder, PVC-Haut, TPO-Haut mit PP-Schaum, PUR-Haut, Gewirke mit Vliesstoff und Faserfilz sowie der Verbundspritzguss zwischen dem Oberflächenmaterial und dem Skelettmaterial; bei vielen Autoinnenraumteilen der Mittel- und Oberklasse wird das Niederdruck-Spritzgussverfahren angewandt, z. B. bei Türverkleidungen von Mercedes-Benz und BMW usw.
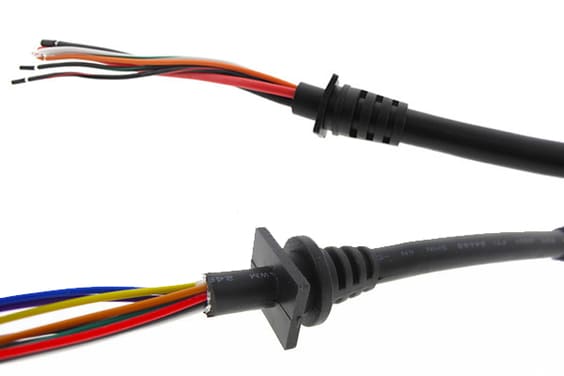
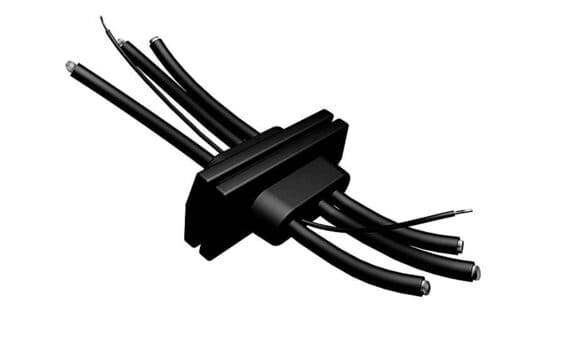
Verkapselung von elektronischen Bauteilen: Beim Verkapselungsprozess wird ein sehr geringer Einspritzdruck (1,5-40 bar) verwendet, um den Verbrauch des Verkapselungsmaterials in die Form einzuspritzen und es schnell auszuhärten (5-50 Sekunden).
Der Druck und die Temperatur, die für die Niederdruck-Spritzgießen sind viel niedriger als beim normalen Spritzgussverfahren, und das Verfahren ist relativ einfach und erfordert keine aufwändige Ausrüstung und Formen.
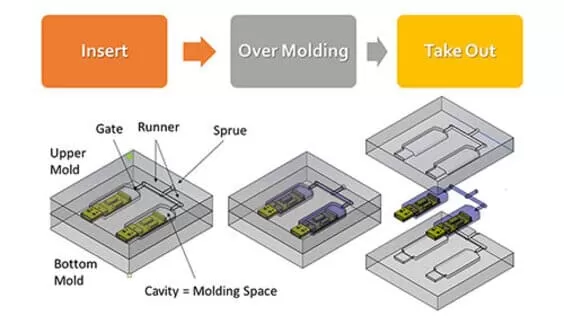
Niederdruck-Spritzgießverfahren
Das Verfahren ist wie folgt:
Niederdruck-Spritzgießen ist eine In-Mold-Montagetechnik, ähnlich wie IMD, bei der der Stoff/die Haut direkt auf das Produkt gespritzt wird (wenn der Einspritzdruck zu hoch ist, wird der Stoff beschädigt).
Ausgehend von den Merkmalen des Formgebungsverfahrens gibt es zwei Arten des Niederdruck-Spritzgießens: die offene Form und die geschlossene Form.
Der Unterschied liegt darin, dass zwischen der beweglichen und der festen Form ein gewisser Abstand besteht, wenn die Form geschlossen ist.
Während des gesamten Füllvorgangs wird eine genaue Menge an Schmelze gleichmäßig eingespritzt (das Fließen der Kunststoffschmelze auf dem Gewebe ist viel langsamer als auf einem glatten Formhohlraum), so dass die Niederdruck-Spritzgießwerkzeuge für Gewebe mehr Anschnitte haben als herkömmliche Werkzeuge.
Merkmale des Niederdruck-Spritzgießens
1. Vorteile
a. Hohe Festigkeit, das Hautmaterial ist mit dem Kunststoff-Basismaterial integriert, es gibt keine Möglichkeit des Herunterfallens
b. Hohe Formeffizienz, umweltfreundlicher, kein Klebstoffauftrag für die Verkleidung notwendig, Verbesserung der Luftqualität im Auto
c. Die innere Struktur kann beliebig gestaltet werden, und die Freiheit der Oberflächenmodellierung ist größer als der Verkleidungsprozess, die Modellierungsmerkmale sind klarer, das Produkt ist schön, und der Komfort ist hoch.
2. Benachteiligungen
a. Die Niederdruckgießen Der Prozess ist komplexer, anfällig für den Einfluss der Form und die Duktilität der Gewebe-/PVC-Haut, und die Ausschussrate ist relativ hoch.
b. Pattern Retention, in der hohen Dehnung, Muster dreidimensionalen Sinn ist schlecht
c. Höhere Werkzeugkosten und teurere Stoffe
Unter Berücksichtigung der oben genannten Vor- und Nachteile, Niederdruck-Spritzgießen hat die folgenden Eigenschaften.
Form: Trennfläche mit einem Schließspalt; der Anschnitt wird durch ein Sequenzventil gesteuert (gesteuert durch den Ventiltyp Heißkanal)
Manipulator: sowohl Stoffklemmfunktion als auch Produktaufnahmefunktion
Zusammengesetzte Schicht: PVC/PU; Gewebe, etc.
Skelettmaterial: modifiziertes PP und PC/ABS mit besserer Fließfähigkeit, etc.

Niederdruck-Spritzgießen - wichtige Einflussfaktoren
Gewebe; Zusammensetzung des Gewebes: kann eine Vliesstoffschicht, eine Schwammschicht, eine Schaumstoffschicht, eine oberflächengestrickte Stoffschicht oder eine weiche Kunststoffschicht (PVC) umfassen.
Leistung des Gewebes: Statische Dehnung in Längsrichtung, Restdehnung in Längsrichtung, statische Dehnung in Querrichtung, Restdehnung in Querrichtung; die Dehnung des Gewebes ist größer, es lässt sich nicht leicht verformen, Falten werden deutlicher sichtbar Die Dehnung des Gewebes ist kleiner, es lässt sich leicht verformen, es lässt sich nicht leicht falten.
Struktur der Form: in der Regel in Form von Punkt Tor sequentielle Ventil gewählt, und die Anzahl der Tore ist mehr als gewöhnliche Spritzgießen Skelett-Material, die Gesamtlänge des Produkts L = 1000mm, Wandstärke T = 2,5mm, der empfohlene Wert der Anzahl der Tore = 1000/2,5/FPP Material F Wert weniger als 100, ABS oder PC Material weniger als 80.
Entwurf eines Hohlraumabzugs: Die Struktur der PVC-Haut Spritzgussform ist die gleiche wie die der Gewebespritzgussform, mit dem Unterschied, dass sie sich auf die Absaugung der Kavität und des Kernraums konzentriert.
Sonstige technische Anforderungen: der R-Winkel an der Ecke des Produkts ist nicht kleiner als 3,0; das Design der Dicke der Produktklebefläche sollte nicht zu dick sein, um ein Schrumpfen des Produkts zu verhindern,
Die Dicke des Spannglieds sollte nicht mehr als 3/5 der Dicke des Klebeglieds betragen; Produkte mit tiefen Löchern müssen geteilt werden; die Kante des Produkts muss den Stoffarbeitsplatz umgekehrt umhüllen, die Rückseite des Produkts sollte kein Spannglied haben usw.

Fließfähigkeit von Kunststoffen beim Niederdruck-Spritzgießen
Der Index der Fließfähigkeit von Kunststoffen ist der Schmelzindex MI-Wert. Wie wir alle wissen, fließt der Kunststoff auf dem Gewebe viel langsamer als auf dem glatten Formhohlraum, weshalb der Gewebe-Niederdruck-Spritzgießformen haben mehr Anschnitte als gewöhnliche Schimmelpilze.
Die langsame Fließgeschwindigkeit wirkt sich unweigerlich auf andere Probleme mit dem Erscheinungsbild des Produkts aus, z. B. Klebestellen, fehlendes Material usw.
Im Allgemeinen liegt der MI-Wert von PP-Material zwischen 20 und 55, weshalb wir bei der Produktentwicklung nicht blindlings importierte Stoffe und importierte Kunststoffpartikel verwenden sollten.
Da diese nach der Anwendung der Kombination benötigt werden, solange und Schimmel mit guten, inländischen Material, wie üblich, können qualifizierte Niederdruckguss-Produkte zu machen.

Aufbau von Niederdruck-Spritzgießwerkzeugen
In der Regel ist der Auswerfer dieser Art von Schimmel ist in der festen Form, mit dem Ventil Tor, um die Materialmenge von jedem Tor zu steuern, die feste Form hat einen gepressten Stoff Rahmen, und die feste Form hat ein Gewebe Stift oder Luft Saugnapf, um das Gewebe zu fixieren.
Niederdruck-Spritzgießen - häufige Fehler und Maßnahmen zur Handhabung
(1) Mangel an Material: Die scharfen Ecken des Produkts sind anfällig für Materialmangel.
(2) Infiltration: Die Ecke des Produkts ist anfällig für Infiltration, der Grund: die Infiltration Teil Tor Temperatur ist zu hoch, die Form Temperatur ist zu hoch, die Infiltration Teil Tor Materialmenge Kontrolle ist zu viel.
(3) Durchdringung: Die scharfe Ecke des Produkts ist leicht zu erscheinen Penetration, der Grund: die scharfe Ecke der Trennfläche mit einer Lücke, wenn die Höhe der Niederdruck-Formmasse oder die Geschwindigkeit erhöht geschmolzenen Kunststoff aus der Lücke im Inneren Penetration, zuerst fahren die Vliesstoff und dann durchdringen die Oberfläche Stoff.
Die Wandstärke an den scharfen Ecken ist zu dick, so dass die Wandstärke an den scharfen Ecken der Form relativ dünn ist, um zu verhindern, dass das Gewebe durch das Material sickert oder zusammenbricht.
(4) Gewebedruckbruch Ursache: Normalerweise ist die Formtemperatur in der Niederdruck-Spritzgussform niedrig (10-15 Grad), wenn die Rostschutzmaßnahmen nicht gut durchgeführt werden, entstehen Rostflecken auf dem gepressten Geweberahmen und der Trennfläche des Schiebers, was zu einem übermäßigen Druck auf das Gewebe und einer eingeschränkten Dehnbarkeit des Gewebes führt, wodurch das Gewebe bricht.
Merkmale des Niederdruck-Spritzgießens von PVC-Haut
1. Die Beschaffenheit der PVC-Haut
Im Vergleich zum Gewebe gibt es viele Unterschiede zwischen den beiden. Zunächst einmal der Auspuff: Das Gewebe ist porenartig und verliert seine Struktur, so dass das Gas leicht aus dem Inneren entweichen kann, während die PVC-Haut eine Schicht aus PVC-Kunststoff auf der Oberfläche ist, so dass es für das Gas schwierig ist, aus dem Inneren zu entweichen.
Zweitens, das Substrat: Das Gewebesubstrat ist ein Vliesstoff, so dass der Fließwiderstand für geschmolzenen Kunststoff recht groß ist; das PVC-Substrat ist eine Kunststoffschaumschicht, die Oberfläche ist glatt, und der Fließwiderstand für geschmolzenen Kunststoff ist gering.
Dann ist die Duktilität: Stoff-Erweiterung nach der Struktur Lücke ist groß, geschmolzenen Kunststoff leichter durchdringen; PVC-Haut-Erweiterung hat noch starken Widerstand, und geschmolzenen Kunststoff ist nicht leicht zu durchdringen.
2. Aufbau der Form
Im Vergleich zu Gewebe-Spritzguss, der größte Unterschied liegt in der Gestaltung der Kavität Auspuff, die Struktur der PVC-Haut Spritzgussform ist die gleiche wie Gewebespritzgussformmit dem Unterschied, dass sie sich auf den Hohlraum und den Kernraumabzug konzentriert.
Da die Luft im Inneren des Kerns und des Hohlraums nach dem Schließen vorhanden ist, wenn der geschmolzene Kunststoff eingespritzt wird, wird die Luft im Inneren langsam komprimiert, und wenn das Gas nicht rechtzeitig abgelassen wird, führt dies unweigerlich zu großen Problemen bei der Füllung und zu vielen Fehlern. So zum Beispiel Klebestellen, Schrumpfung und Verbrennung.
3. Häufige Mängel und Behandlungsmaßnahmen
(1) Schrumpfung der Produktoberfläche
Ursache: Der Spalt zwischen den Trennebenen der Form ist zu groß, wodurch Material entweicht, was dazu führt, dass das Material nicht verdichtet wird und somit schrumpft;
Wie bei gewöhnlichen SpritzgießenDie dicke Wand des Erzeugnisses, in der sich Bewehrungsstäbe befinden, wird durch schlechte Abkühlung geschrumpft, was zu einer Volumenschrumpfung durch Schrumpfung führt.
(2) Schmelzpunkte
Grund: Wenn der Formhohlraum und der Kern nicht gut entlüftet werden, wird die Luft an der Vorderseite des Anschnitts, wo die Fronten aufeinander treffen, komprimiert und kann nicht auf natürliche Weise verschmolzen werden, und die Kombination von Spuren kann sich auf der Haut widerspiegeln, was zu offensichtlichen Verschmelzungsspuren führt und das Aussehen beeinträchtigt.
Natürlich, wie gewöhnliche Kunststoff-SpritzgussDie niedrige Formtemperatur und die niedrige Temperatur der Kunststoffschmelze verursachen auch offensichtliche Mängel bei den Schmelzspuren.
(3) Die Haut ist gequetscht
Der Grund: Wie beim Gewebespritzgießen ist die Formtemperatur von Niederdruck-Spritzgussform ist in der Regel niedrig (10-15 Grad), wenn die Rostschutzmaßnahmen nicht gut durchgeführt werden, entstehen Rostflecken auf dem gepressten Geweberahmen und der Trennfläche des Schiebers, und der Druck auf die Epidermis wird während der Produktion übermäßig hoch sein, und die Dehnbarkeit der Epidermis wird begrenzt sein, wodurch die Epidermis bricht.
(4) Schmelzen durch den Anguss
Grund: Plastifizierte geschmolzenen Kunststoff aus dem Tor injiziert wird, vorbehaltlich der Scherung, Heizung Kreis, seine zentrale Position Temperatur hoch ist, wenn offene Form Injektion und der Abstand erhöht sich effektiv schützen kann die Schmelze durch Phänomen zu reduzieren; kann das Tor, Temperatur, Formtemperatur zu reduzieren, aber zur gleichen Zeit zu berücksichtigen, das Harz Liquidität Probleme zu nehmen, sonst kann es einen Mangel an Material sein.







