 Zum Inhalt springen
Zum Inhalt springen 

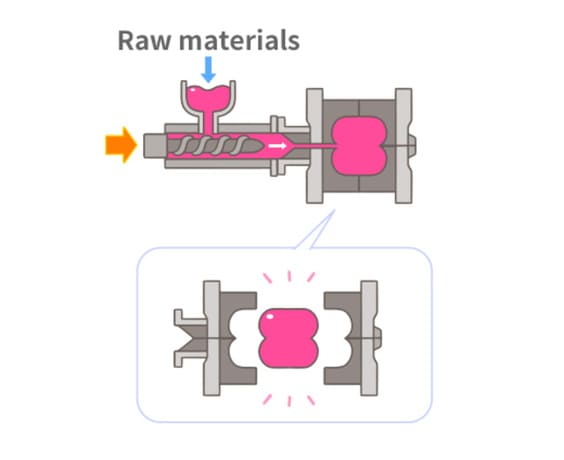
Das Spritzgießen ist ein Fertigungsverfahren, bei dem Teile aus thermoplastischen oder duroplastischen Kunststoffen hergestellt werden. Dabei wird geschmolzenes Kunststoffmaterial in einen Formhohlraum gepresst.
Das Spritzgießen wird zur Herstellung einer Vielzahl von Teilen verwendet, von kleinen elektronischen Komponenten bis hin zu ganzen Karosserieteilen für Automobile. Spritzgegossene Produkte werden in einer Vielzahl von Branchen und Anwendungen eingesetzt, so dass die Farbkonsistenz ein wichtiges Merkmal ist, das berücksichtigt werden muss.
In diesem Blogbeitrag werden wir den Begriff "Farbkonsistenz" definieren und erörtern, wie man die Farbkonsistenz überprüft und misst. So stellen Sie sicher, dass Ihre Produkte die Erwartungen und Anforderungen Ihrer Kunden erfüllen.
Es ist wichtig, sich über die Farbkonsistenz von spritzgegossene ProdukteDadurch können Sie genaue Produktspezifikationen erstellen und Unklarheiten oder Probleme im Herstellungsprozess vermeiden.

Definition des Farbunterschieds bei spritzgegossenen Produkten
Der Farbunterschied von spritzgegossene Produkte ist die Farbabweichung, die bei der Massenproduktion eines Produkts auftreten kann. Dies ist in der Regel auf die Verwendung unterschiedlicher Chargen von Rohstoffen oder auf Abweichungen im Herstellungsprozess zurückzuführen.
Es ist zwar möglich, einige Quellen von Farbschwankungen zu kontrollieren, z. B. durch die Verwendung einheitlicher Chargen von Rohstoffen, aber es ist oft nicht möglich, alle Quellen von Farbschwankungen zu beseitigen.
Infolgedessen weisen spritzgegossene Produkte in der Regel eine gewisse Farbabweichung auf. Diese Schwankungen lassen sich durch Qualitätskontrollmaßnahmen wie die Messung der Farbe jedes Produkts und das Aussortieren von Produkten, die nicht den Spezifikationen entsprechen, kontrollieren.
Es ist jedoch zu beachten, dass auch Produkte, die den Spezifikationen entsprechen, ein gewisses Maß an Farbabweichungen aufweisen können.

Ursachen für Farbunterschiede bei spritzgegossenen Produkten
Die Ursache für Farbabweichungen in Spritzgießprodukte kann auf die im Herstellungsprozess verwendeten Pigmente zurückgeführt werden. Pigmente bestehen in der Regel aus Metallen oder anderen Materialien, die verschiedene Wellenlängen des Lichts absorbieren oder reflektieren und so eine Reihe von Farben erzeugen.
Spritzgusspigmente bestehen in der Regel aus Titandioxid, das weiß ist, wenn es in klarem Kunststoff suspendiert ist. Wenn es jedoch ultraviolettem Licht ausgesetzt wird, absorbiert es einen Teil des Lichts und reflektiert den Rest, was zu einer Reihe von Farben führt.
Weitere Ursachen für Farbunterschiede können die Art des verwendeten Kunststoffs, die Temperatur der Form und der Druck des Spritzgießverfahrens sein.
Eine der Hauptursachen für Farbabweichungen bei spritzgegossenen Produkten ist die Art des verwendeten Polymers. Verschiedene Polymere haben unterschiedliche Eigenfarben, was dazu führen kann, dass das Endprodukt eine andere Farbe als den gewünschten Farbton aufweist.
Darüber hinaus können auch die Verarbeitungsbedingungen des Spritzgießprozesses die endgültige Farbe der Produkte beeinflussen.
Eine zu hohe oder zu niedrige Temperatur kann beispielsweise eine Farbänderung des Polymers bewirken. Schließlich können auch Verunreinigungen in den Rohstoffen, die zur Herstellung des Polymers verwendet werden, zu Farbveränderungen führen.
Diese Verunreinigungen können aus einer Vielzahl von Quellen stammen, darunter Luftverschmutzung und Verunreinigungen aus dem Spritzgießfertigung Prozess.
Daher ist es wichtig, alle Aspekte des Spritzgießprozesses sorgfältig zu kontrollieren, um ein Produkt mit gleichbleibender Farbe herzustellen.
Eine weitere der häufigsten Ursachen für Farbabweichungen bei spritzgegossenen Produkten ist eine falsche Schmelztemperatur. Wenn die Spritzgießmaschine nicht richtig kalibriert ist, schmilzt das Kunststoffharz nicht gleichmäßig, was zu Schlieren oder Bereichen unterschiedlicher Farbe im Endprodukt führt.
Eine weitere Ursache für Farbabweichungen sind Verunreinigungen im Kunststoffharz. Selbst geringe Mengen an Staub oder anderen Verunreinigungen können zu deutlichen Farbunterschieden im fertigen Produkt führen. Schließlich können auch Veränderungen in der Beleuchtung eine Rolle für das Aussehen einer Farbe spielen.
So kann beispielsweise Leuchtstoffröhrenlicht Farben heller erscheinen lassen als sie es im natürlichen Sonnenlicht wären. Durch das Verständnis der verschiedenen Faktoren, die die Farbe beeinflussen können, Spritzgießer können Maßnahmen ergreifen, um sicherzustellen, dass ihre Produkte den Erwartungen ihrer Kunden entsprechen.
So können beispielsweise bei Leuchtstoffröhrenbeleuchtung Farben heller erscheinen als bei natürlichem Sonnenlicht. Wenn die Hersteller die verschiedenen Faktoren kennen, die die Farbe beeinflussen können, können sie Maßnahmen ergreifen, um sicherzustellen, dass ihre Produkte den Erwartungen ihrer Kunden entsprechen.

Wie kann man den Farbunterschied von Spritzgussprodukten prüfen und messen?
Nur wenige Branchen sind so prozess- und detailorientiert wie die Spritzgießindustrie. Das liegt zum großen Teil daran, dass spritzgegossene Produkte sehr spezifische Spezifikationen erfüllen müssen, um effektiv zu sein. Folglich müssen die Hersteller in der Lage sein, die Farbunterschiede ihrer Produkte zu prüfen und zu messen.
Es gibt verschiedene Möglichkeiten, dies zu tun. Zum einen kann ein Hersteller mit einem Spektralphotometer die Absorption von Licht durch das Produkt messen. Diese Methode ist genau, kann aber zeitaufwändig sein.
Zweitens kann der Hersteller ein Kolorimeter verwenden, um den Reflexionsgrad des Produkts zu messen. Diese Methode ist nicht so genau wie die Verwendung eines Spektralphotometers, aber sie ist viel schneller.
Schließlich kann der Hersteller die Farbe des Produkts mit einer Kontrollprobe vergleichen. Diese Methode ist schnell und einfach, aber nicht immer zuverlässig. Letztendlich ist die beste Methode zur Überprüfung und Messung von Farbunterschieden in spritzgegossene Produkte ist eine Kombination aus allen drei Methoden.
Durch den Einsatz mehrerer Methoden können die Hersteller sicherstellen, dass ihre Produkte alle Spezifikationen erfüllen und dass sie ihren Kunden Produkte von gleichbleibender Qualität liefern können.
Tipps zur Kontrolle der Farbunterschiede bei Spritzgussprodukten
1. Vermeiden Sie die Verwendung von recycelten Materialien: Recycelte Materialien enthalten mit größerer Wahrscheinlichkeit Verunreinigungen, die zu Farbabweichungen führen können.
2. Verwenden Sie hochwertige Rohmaterialien: Die Verwendung minderwertiger Rohstoffe kann ebenfalls zu Farbabweichungen führen. Achten Sie darauf, nur hochwertige Harze und Pigmente zu verwenden.
3. Passen Sie die Formtemperatur an: Die Formtemperatur hat einen großen Einfluss auf die endgültige Farbe des Produkts. Bei zu großer Hitze verblassen die Pigmente, während bei zu geringer Hitze die Farbe stumpfer erscheint. Experimentieren Sie mit verschiedenen Temperaturen, um die perfekte Einstellung für Ihr Projekt zu finden.
4. Verwenden Sie Farbkonzentrate: Farbkonzentrate sind vorgemischte Pigmentlösungen, mit denen sich eine einheitliche Farbe erzielen lässt.
5. Verwenden Sie einen erfahrenen Gießer: Ein erfahrener Gießer verfügt über das nötige Wissen und die Erfahrung, um häufige Ursachen für Farbabweichungen zu vermeiden. Er wird auch in der Lage sein, den Gießprozess anzupassen, um mögliche Probleme zu berücksichtigen.
Kontrolle von Farbunterschieden bei Spritzgussprodukten
Es gibt viele Faktoren, die den Farbunterschied von spritzgegossene ProdukteDazu gehören das Rohmaterial Harz, Farbmasterbatch (oder Farbpulver), das Mischen von Farbmasterbatch mit dem Rohmaterial, das Spritzgussverfahren, die Spritzgussmaschine, die Form, usw.
Aufgrund der Vielzahl der beteiligten Faktoren ist die Technologie zur Steuerung des Farbunterschieds auch eine der schwierigeren Techniken beim Spritzgießen. Im eigentlichen Produktionsprozess kontrollieren wir den Farbunterschied im Allgemeinen unter den folgenden sechs Aspekten.
Eliminierung des Einflusses von Spritzgießmaschinen und Formfaktoren
Zur Auswahl der Spritzgießen Maschine mit der gleichen Kapazität wie das Hauptprodukt, wenn die Spritzgießmaschine hat Probleme wie ein Material toten Ecke, ist es besser, die Ausrüstung zu ersetzen.
Die Form Gießen System, Auspuff Schlitz, etc., die den Farbunterschied, kann durch den entsprechenden Teil der Form Wartung Schimmel gelöst werden. Die Spritzgießmaschine und Schimmel Probleme müssen zuerst vor der Organisation der Produktion gelöst werden, um die Komplexität des Problems zu reduzieren.
Eliminierung des Einflusses von Rohharz und Farbmasterbatch
Die Kontrolle der Rohstoffe ist der Schlüssel zur vollständigen Behebung der Farbunterschiede. Vor allem bei der Herstellung heller Produkte können wir daher den offensichtlichen Einfluss der unterschiedlichen thermischen Stabilität des Rohmaterials Harz auf die Farbschwankungen der Produkte nicht ignorieren.
Weil die meisten Spritzgießer nicht selbst Kunststoff-Masterbatch oder Masterbatch herstellen, kann das Hauptaugenmerk auf das Produktionsmanagement und die Rohstoffkontrolle gelegt werden. Das heißt, die Kontrolle der eingehenden Rohstoffe sollte verstärkt werden.
Das gleiche Produkt in der Produktion so weit wie möglich mit dem gleichen Hersteller, die gleiche Marke Masterbatch, Masterbatch-Produktion, für Farbe Masterbatch, haben wir zur Durchführung einer Probe Testfarbe vor der Massenproduktion.
Sowohl mit der letzten Kalibrierung, sondern auch in diesem Vergleich, wenn der Farbunterschied nicht groß ist, kann als qualifizierte, wie die Charge von Masterbatch hat einen leichten Farbunterschied, der Masterbatch kann wieder vor der Verwendung gemischt werden, um den Farbunterschied durch ungleichmäßige Vermischung des Masterbatch selbst verursacht zu reduzieren.
Gleichzeitig müssen wir uns auch auf die Prüfung der thermischen Stabilität des Rohmaterials Harz und Masterbatch konzentrieren, und bei schlechter thermischer Stabilität schlagen wir dem Hersteller vor, sie auszutauschen.
Eliminierung des Einflusses von ungleichmäßigem Mischen von Masterbatch
Eine schlechte Vermischung von Kunststoff-Masterbatch und Farb-Masterbatch führt ebenfalls zu einer Farbveränderung des Produkts.
Nach dem mechanischen Mischen von Masterbatch und Masterbatch wird das Masterbatch bei der Zuführung in den Trichter durch das untere Saugmaterial aufgrund des elektrostatischen Effekts vom Masterbatch getrennt und leicht an der Trichterwand adsorbiert, was unweigerlich zu einer Änderung der Masterbatch-Menge im Einspritzzyklus und damit zu einem Farbunterschied führt.
Dies führt unweigerlich dazu, dass sich die Menge des Masterbatch während des Einspritzzyklus ändert, was wiederum zu Farbunterschieden führt. Diese Situation kann gelöst werden, indem man das Rohmaterial in den Trichter gibt und es dann manuell mischt.
Heutzutage verwenden viele Unternehmen Dosiergeräte für die Zugabe von Farbmasterbatch, was viel Arbeitskraft spart und eine große Hilfe bei der Kontrolle von Farbunterschieden darstellt, aber viele Unternehmen erzielen aufgrund unsachgemäßer Verwendung oft unbefriedigende Ergebnisse.
Die Menge an Masterbatch, die dem Dosierer bei einer festen Geschwindigkeit zugeführt wird, hängt von der Plastifizierungszeit ab, die ihrerseits schwankt und manchmal sogar stark schwankt. Um eine konstante Zuführungsmenge zu gewährleisten, muss die Zuführungszeit des Dosierers festgelegt werden, und die eingestellte Zeit ist geringer als die Mindestplastifizierungszeit.
Bei der Verwendung eines Zubringers müssen darauf achten, weil der Zubringer Auslass ist klein, nach der Verwendung einer Zeit, kann aufgrund der Zubringer Schraube in der Anhäufung von Rohstoff-Pulver-Partikel durch ungenaue Fütterung verursacht werden, oder sogar dazu führen, dass der Zubringer zu stoppen, so müssen Sie regelmäßig zu reinigen.
Reduzieren Sie den Einfluss der Trommeltemperatur auf den Farbunterschied
Die Produktion ist oft aufgrund einer Beschädigung des Heizrings oder einer unkontrollierten Erhitzung von Teilen mit langen Verbrennungen, die durch dramatische Änderungen der Trommeltemperatur verursacht werden, gestört, was zu Farbunterschieden führt.
Diese Art von Grund produziert der Farbunterschied ist leicht zu bestimmen, in der Regel, die Heizung Ring Schaden produziert Farbunterschied zur gleichen Zeit wird durch ungleichmäßige Plastifizierung Phänomen begleitet werden, und Heizung Kontrolle Teil der unkontrollierten lang brennenden oft begleitet Nebenprodukt Gasfleck, schwere Verfärbung, und sogar Verkokung Phänomen.
Daher ist es notwendig, den Heizteil der Produktion häufig zu überprüfen und ihn auszutauschen, wenn er beschädigt oder außer Kontrolle geraten ist, um die Wahrscheinlichkeit solcher Farbunterschiede zu verringern.
Reduzieren Sie die Auswirkungen der Anpassung des Spritzgießprozesses
Wenn Sie die Parameter des Einspritzvorgangs aus Gründen, die nicht mit Farbunterschieden zusammenhängen, anpassen, sollten Sie die Einspritztemperatur, den Gegendruck, den Einspritzzyklus und die Menge des zugegebenen Farbmasterbatches so wenig wie möglich ändern.
Beobachten Sie gleichzeitig, wie sich die Änderung der Prozessparameter auf die Farbe auswirkt, und passen Sie den Farbunterschied im Laufe der Zeit an.
Vermeiden Sie so weit wie möglich hohe Einspritzgeschwindigkeiten, hohen Gegendruck und andere Spritzgießen Prozesse, die eine starke Scherwirkung verursachen, um Farbunterschiede durch lokale Überhitzung oder thermische Zersetzung und andere Faktoren zu vermeiden.
Kontrollieren Sie die Temperatur der einzelnen Heizabschnitte des Zylinders, insbesondere der Düse und des Heizabschnitts in der Nähe der Düse, genau.

Beherrschen des Einflusses von Fasstemperatur und Farbmasterbatch-Menge auf die Farbveränderung des Produkts
Bevor wir den Farbunterschied einstellen, müssen wir auch die Tendenz der Farbveränderung des Produkts in Abhängigkeit von der Temperatur und der Menge des Farbmasterbatches kennen.
Unterschiedliche Farbe Masterbatch mit der Änderung der Produktion Temperatur oder die Menge der Masterbatch, seine Produkt-Farbwechsel Muster ist anders.
Das Farbwechselmuster kann durch den Farbtest ermittelt werden. Es ist unmöglich, den Farbunterschied schnell zu korrigieren, wenn Sie nicht bereits die Änderungsregel dieser Masterbatch-Farbe kennen.
Schlussfolgerung
Bei Projekten mit hohen Farbanforderungen oder Projekten mit mehreren Produktteilen können Sie sich dafür entscheiden, das Granulat vor der Spritzgussproduktion mit Rohstoffen und Masterbatches zu pumpen.
Durch den Extraktionsprozess können Masterbatch und Rohmaterial vor der Spritzgussproduktion gleichmäßig vermischt werden, so dass das Problem der Farbunterschiede zwischen den verschiedenen Teilen wirksam vermieden werden kann.
Wenn Sie ein Problem haben, das konsultiert und gelöst werden muss, können Sie sich an folgende Stelle wenden ZetarMold um Ihnen mit Vorschlägen und Lösungen zu helfen.







