 Zum Inhalt springen
Zum Inhalt springen 

Der Kern und die Kavität sind die beiden Hälften der Form, in die das heiße geschmolzene Kunststoffmaterial eingespritzt wird. Hohlraum, und der Spalt zwischen Kern und Hohlraum wird mit dem heißen geschmolzenen Material gefüllt, während Spritzgießen und dann in die endgültige Form gehärtet.
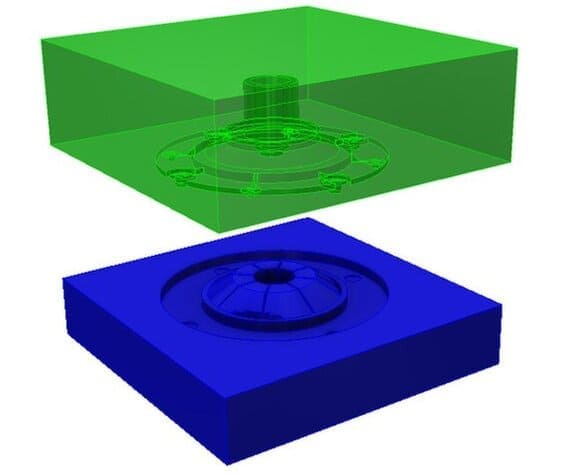
Die Gestaltung des Kerns und der Kavität der Form ist entscheidend für das ordnungsgemäße Gießen des Produkts. Der Kern ist der erhöhte Teil der Form und die Kavität ist der vertiefte Teil der Form.
Der Hohlraum und der Kern in einer typischen Kunststoff-Spritzguss Maschine eines Spritzgießwerkzeugs sind die formgebenden Teile des Werkzeugs und spielen eine Schlüsselrolle für die Form des Spritzgussteils.
Bei einigen komplexen Formen werden die Kavitäten oder Kerne oft eingefügt, d. h. ein Teil von ihnen wird aus der Kavität oder dem Kern entfernt, um eine Einfügungsstruktur zu bilden, die der Zersetzung von Kavitäten und Kernen ähnelt.

Andere Wörter für Kern und Kavität beim Spritzgießen
Die männliche Form, d. h. die hintere Form, wird auch als obere konvexe Form bezeichnet (in der Regel die Formkernplatte mit einem Auswerferstift), und die weibliche Form, d. h. die vordere Form, wird auch als konkave Form bezeichnet.
Eine Reihe von Spritzgießformen wird in obere und untere Formen unterteilt. Je nachdem, wie die Formen eingebaut werden, werden einige obere Formen als konvexe Formen bezeichnet, wenn sie konvex sind, und untere Formen werden als konkave Formen bezeichnet, wenn sie konkav sind.
Es gibt konvexe Matrizen, bei denen der obere Stempel konkav und der untere Stempel konkav ist, und konvexe Matrizen, bei denen der obere Stempel konkav und der untere Stempel konvex ist.
Wie auch immer, die konvexe Form wird konvexe Form genannt, und die konkave Form wird konkave Form genannt.

Wie man den Kern und den Hohlraum der Form unterscheidet
Unterscheidung nach Form und Gestalt
Die Formen werden je nach Art des herzustellenden Bauteils als Zweiplatten- oder Dreiplattenformen ausgeführt. Die Zweiplattenform benötigt einen Tag im Licht, während die Dreiplattenform zwei Tage benötigt.
Beobachten Sie direkt die konkave und konvexe Form der Form. Im Allgemeinen ist die konkave Form der Hohlraum (es gibt keine Auswerferstifte), die konvexe Form ist der Kern (es gibt einen Auswerferplattenstift).
Die Hohlräume und Kerne in Spritzgießformen werden im Allgemeinen als konkave und konvexe Formen bezeichnet, wobei sich die Kerne und Kavitäten in der festen Halbform oder in der dynamischen Form befinden können.
Mit anderen Worten, die Kavität und der Kern können sich in der festen Form befinden, die Kavitätenplatte und der Kern können sich in der dynamischen Form befinden, und der Kern der dynamischen Form ist der Kern des dynamischen Modells, und der Kern der festen Form ist der Kern des festen Modells.
Nach der Zusammensetzung der Struktur zu unterscheiden
Der Hohlraum ist der arbeitende Teil der Außenfläche des Kunststoffformteils. Je nach seiner Struktur kann er in zwei Kategorien unterteilt werden: integral und kombiniert.
Der Hohlraum und der Kern sind der produktbildende Teil der Form, der Hohlraum und der Kern sind auf der A- bzw. B-Platte befestigt, und der Teil in der Mitte des Kerns und des Hohlraums wird in das Produkt eingespritzt, nachdem die Form geschlossen ist.

Arten von Formhohlräumen und Kernen
Entsprechend ihrer Struktur lassen sich Formhohlräume und Kerne in zwei Typen unterteilen: den integrierten Typ und den kombinierten Typ.
Integraler Typ
Diese Art von Hohlraum besteht aus einem ganzen Stück Metallmaterial, wie z. B. einer geraden Zugform. Sie zeichnet sich durch eine einfache Struktur, hohe Festigkeit, gute Steifigkeit, geringe Verformbarkeit und keine Spuren von Nähten in Kunststoffteilen aus.
Kombination Typ
Wenn die Form von Kunststoffteilen komplexer ist, wird häufig eine kombinierte Kavität verwendet, um die Verarbeitbarkeit zu verbessern, die Verformung durch Wärmebehandlung zu verringern und Qualitätsstahl zu sparen. Es gibt mehrere strukturelle Formen von kombinierten Kavitäten.
Bei großen und komplexen Formen werden die vier Seitenwände und der Boden bearbeitet, wärmebehandelt, geschliffen, poliert und in die Formhülse gepresst, wobei die vier Wände in Form von Riegeln verbunden werden, um die inneren Verbindungen dicht zu machen.

Die Außenseite der Verbindung sollte links 0,3 ~ 0,4mm Lücke, in den vier Ecken der eingebetteten Teile der Ecke Radius R sollte größer sein als der Radius der Form Hülse Ecke.
Die ganze eingebettet ist in der Regel in Multi-Cavity-Form oder Form komplexer Kunststoffteile, wie Kunststoff-Getriebe, die ganze Einsatz ist in der Regel in der kalten Extrusion, Galvanoforming oder mechanische Bearbeitung und andere Methoden der Verarbeitung verwendet, und dann eingebettet, ist es nicht nur einfach zu verarbeiten, und kann hochwertige Stahl zu speichern.

Berechnung der Kavitäten- und Kerngröße von Spritzgießwerkzeugen
Berechnung der Größe des Hohlraums
Berechnung der Hohlraumgröße des Spritzgussform, unter Berücksichtigung der Verwendung von Verschleiß der Größe der größeren Toleranz, um negative Werte zu nehmen.
Bei der Berechnung der Größe des Hohlraums, die Auswahl der Kunststoff-Schrumpfung ist oft nicht einfach zu wählen, sehr genau, die Größe sollte gewählt werden, kleiner, so dass viel Platz, oder eine große Form wird verschrottet werden.
A = (A1 + A1Q - 0,75Z) + K
A - Größe des Hohlraums (großes Ende)
A1 - die entsprechende obere Größe des Teils
Q - Schrumpfungsrate
Z - Teiletoleranz
K - Formteil

Berechnung der Kerngröße
Berechnung der Kerngröße, wobei berücksichtigt wird, dass die Größe nach Gebrauch und Abnutzung kleiner wird, die Toleranz wird als positiver Wert angenommen.
Bei der Berechnung der Kerngröße sollte die Größe größer gewählt werden, so dass ein Spielraum für die Verkleinerung bleibt, um zu korrigieren.
B=(B1+B1Q+0,75Z)-K
B - Kerngröße (kleines Ende)
B1 - die entsprechende untere Grenzgröße des Teils
Q - Schrumpfungsrate
Z - Teiletoleranz
K - Formteil
Berechnung der Abmessungen der Kavität und der Kerntiefe von Spritzgießwerkzeugen
Berechnung der Abmessungen der Hohlraumtiefe
Bei der Berechnung der Größe der Kavitätstiefe sollte die Größe kleiner gewählt werden, so dass Raum für eine Vertiefung bleibt, um die Tiefe der Form anzupassen.
C = (C1 + C1Q - 0,75Z) + K
C - die tatsächliche Größe der Tiefe des Hohlraums
C1 - die entsprechende obere Größe des Teils
Q - Schrumpfungsrate
Z - Toleranz des Teils
K - Formteil
Berechnung der Kernhöhe
Bei der Berechnung der Höhe des Kerns sollte die Größe größer gewählt werden, um Spielraum für das Kürzen zur Anpassung der Länge des Kerns zu haben.
D=(D1+D1Q+0,75Z)-K
D - die tatsächliche Größe der Höhe des Kerns
D1 - die entsprechende untere Grenzgröße des Teils
Q - Schrumpfungsrate
Z - Toleranz des Teils
K - Formteil

Auswahl der Formhohlräume und des Kernstahls
Je nach Art der Kunststoff-Spritzgussdie Form des Produkts, die Maßgenauigkeit, das Aussehen des Produkts Qualität und Verwendung Anforderungen, Menge, unter Berücksichtigung der Schneiden, Polieren, Schweißen, Ätzen, Verformung, Verschleißfestigkeit und andere Eigenschaften der Kunststoff-Materialien, unter Berücksichtigung der Wirtschaft und die Bedingungen für die Herstellung der Form und Verarbeitungsmethoden, um zu wählen, verschiedene Arten von Stahl.
Für das Formen von transparenten Kunststoffprodukten Form
Der Hohlraum und Kern sind erforderlich, um eine hohe Spiegelpolieren Leistung von hochwertigen importierten Schimmel Stahl, wie 718 (P20 + Ni-Klasse), NAK80 (P21-Klasse), S136 (420-Klasse), H13 Klasse Stahl, etc., von denen 718, NAK80 für die Pre-gehärteten Zustand, ohne Wärmebehandlung zu wählen; S136 und H13 Klasse Stahl sind geglüht Zustand.
Die Härte beträgt im Allgemeinen HB160-200. Die Härte von S136 ist in der Regel HRC40-50, und die Härte von H13 ist in der Regel HRC45-55 (kann je nach der spezifischen Sorte bestimmt werden).
Peal für die Qualitätsanforderungen an das Aussehen des Produkts
Lange Lebensdauer, Massenproduktion von Formen, die Form Kavität und Teile mit Form Stahl Auswahl wie folgt.
a) Hohlräume müssen hochwertige importierte Stahl mit hoher Spiegelpolierleistung, wie 718 (P20 + Ni Klasse), NAK80 (P21 Klasse), etc. verwenden, sind vor-gehärteten Zustand, keine Notwendigkeit für die Wärmebehandlung.
b) Die Kerne können aus minderwertigem, importiertem P20- oder P20+Ni-Stahl hergestellt werden, wie z.B. 618, 738, 2738, 638, 718, usw., alle in vorgehärtetem Zustand; für Formen mit kleinen Produktionsmengen kann auch inländischer Kunststoffformenstahl oder S50C, S55C und anderer importierter hochwertiger Kohlenstoffstahl verwendet werden.

Für das Aussehen des Produkts Qualitätsanforderungen der allgemeinen Form
Die Formhohlräume und Teile des Formstahls werden wie folgt ausgewählt.
a) Kleine Präzisionsformhohlräume und -kerne werden in den importierten Stählen der mittleren Güteklasse P20 oder P20 + Ni verwendet.
b) Mittlere und große Schimmelpilze, die Spritzguss-Kunststoff keine besonderen Anforderungen an Stahl, kann der Hohlraum wählen Low-Grade-importiert P20 oder P20 + Ni-Klasse Stahl; Kern kann Low-Grade-importiert P20-Klasse Stahl oder importierten hochwertigen Kohlenstoffstahl S50C, S55C, etc. wählen, können auch inländische Kunststoff-Formenstahl.
c) Bei geätzten Hohlräumen sollte bei geätzten Birnenmustern die Verwendung der Sorte P20 + Ni Klasse 2738 (738) vermieden werden.







