 Zum Inhalt springen
Zum Inhalt springen 

Vorwort : Der Produktionsprozess von Kunststoffspritzgussform ist im Allgemeinen in folgende Bereiche unterteilt: Kundenanpassung, Formenbau, Formenherstellung, Formeninspektion und Probeformen, Formenänderung und -reparatur sowie Formenwartung. Wir werden sie im Folgenden einzeln erklären.

Kundenanpassung
Der Prozess der Herstellung von Kunststoffformen beginnt damit, dass die Techniker des Kunden dem Formenbauer Produktzeichnungen zur Verfügung stellen. Der Formenbauer nimmt die Produktdaten, analysiert sie und setzt sie in die Anforderungen für die Herstellung von Kunststoffteilen um. Dies wird als Customer Engineering bezeichnet.

Anforderungen an die Produktion von Kunststoffteilen
Verstehen Sie die Verwendung, die Verarbeitbarkeit, die Maßhaltigkeit und andere technische Anforderungen an die Teile. Zum Beispiel, was sind die Anforderungen an das Aussehen Form, Farbe Transparenz, und die Leistung von Kunststoffteilen.
Sind die geometrische Struktur, die Neigung und der Einsatz der Spritzgussteile angemessen? Ist der zulässige Grad an Gussfehlern wie Schweißnähte und Lunker zulässig? Gibt es Nachbearbeitungen wie Lackieren, Galvanisieren, Siebdruck und Bohren.

Prüfen Sie, ob die Formtoleranz kleiner ist als die Toleranz der Kunststoffteile und ob die Kunststoffteile so geformt werden können, dass sie den Anforderungen entsprechen. Außerdem müssen Sie die Parameter für die Plastifizierung und den Formgebungsprozess des Kunststoffs kennen.
Prozessdaten
Verstehen Sie die Anforderungen der Leimzufuhrmethode, des Biermaschinenmodells, der Leistung des geschmolzenen Kunststoffmaterials, der Art der Formstruktur usw. Das Formmaterial sollte stark genug für Kunststoffteile sein, gut fließen, überall gleich sein, in alle Richtungen gleich sein und sich nicht verändern, wenn es heiß wird.
Je nachdem, wofür die Kunststoffteile gedacht sind und ob sie später weiterverarbeitet werden, sollte sich das Formmaterial gut einfärben, mit Metall versehen, gut aussehen, dehnbar und biegsam genug sein, durchsichtig oder glänzend, zusammenkleben (z. B. mit Ton) oder schweißen lassen.
Wählen Sie Molding Equipment
Einspritzleistung, Schließdruck, Einspritzdruck, Größe des Werkzeugeinbaus, Auswerfer und Größe, Durchmesser des Düsenlochs und sphärischer Radius der Düse, Größe des Positionierungsrings der Angusshülse, maximale und minimale Dicke des Werkzeugs, Hub der Schablone, usw.

Spezifischer Mold-Strukturplan
Zwei-Platten-Werkzeug, Drei-Platten-Werkzeug. Ob die Formstruktur zuverlässig ist, ob sie den verfahrenstechnischen (z. B. geometrische Form, Oberflächengüte und Maßgenauigkeit usw.) und produktionswirtschaftlichen Anforderungen von Kunststoffteilen (niedrige Teilekosten, hohe Produktionseffizienz, kontinuierlicher Formbetrieb, lange Lebensdauer, Arbeitsersparnis usw.) entspricht.
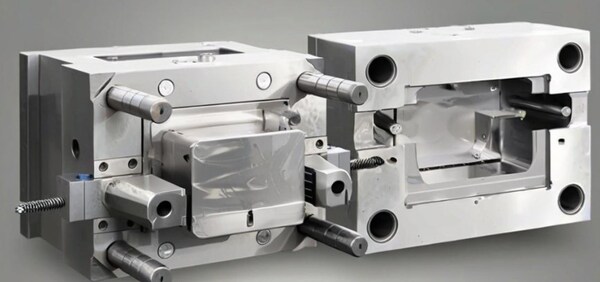
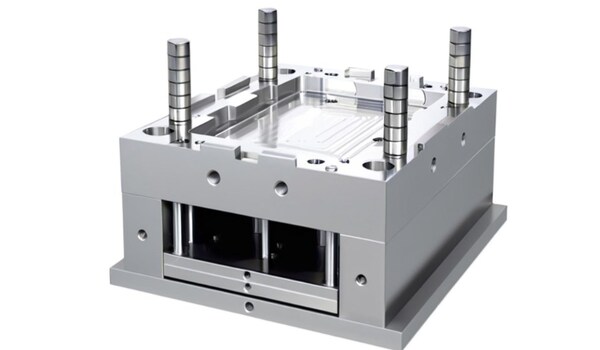
Formenbau
Kunststoffteile-Ranking
Beim Ranking von Kunststoffteilen geht es darum, ein oder mehrere Kunststoffteile, die Sie benötigen, in eine Reihenfolge zu bringen, die darauf basiert, wie Sie sie herstellen wollen und welche Art von Form Sie verwenden möchten.
Die Rangfolge der Kunststoffteile ergänzt die Werkzeugstruktur und die Verarbeitbarkeit des Kunststoffs und wirkt sich direkt auf den nachfolgenden Spritzgießprozess aus. Die entsprechende Werkzeugstruktur muss bei der Einstufung berücksichtigt werden, und die Einstufung muss unter der Bedingung, dass die Werkzeugstruktur erfüllt wird, angepasst werden.
Von der Kunststoff-Spritzgießverfahren Aus der Sicht des Herstellers sollten bei der Einstufung folgende Faktoren berücksichtigt werden: Läuferlänge, Läuferabfall, Anschnittposition, Gleichgewicht des Leimeinlasses und Gleichgewicht des Werkzeuginnendrucks.
Bei der Wahl der Formstruktur müssen Sie Folgendes bedenken: Erfüllt sie die Dichtungsanforderungen? Erfüllt sie die Platzanforderungen für die Formstruktur, wie z. B. die Schaufelbasis, die Reihenposition, die geneigte Oberseite und andere Platzanforderungen. Sind die Teile der Formstruktur stabil genug? Stören sich mehrere bewegliche Teile gegenseitig?

Vermeidet die Position der Hülse die Position des Auswerferlochs. Sie müssen auch an Schnecken, Kühlwasser und Auswerfer denken: Achten Sie bei der Einstufung auf den Einfluss von Schrauben und Auswerfern auf die Kühlwasserlöcher.
Ist das Längen- und Breitenverhältnis der Form sinnvoll? Das Werkzeug sollte möglichst kompakt sein, mit einem angemessenen Längen- und Breitenverhältnis, und Sie sollten auch die Installationsanforderungen der Spritzgießmaschine berücksichtigen.

Zeichnung des Angebots Zeichnung und Bestellung
Die Angebotszeichnung ist der erste Konstruktionsplan der Form und dient auch als Referenz für die Bestellung der Form. Die Angebotszeichnung ist eine relativ detaillierte Identifizierung der Formbasis, ihrer Struktur und der Größe des Formmaterials auf der Grundlage der ursprünglichen Formanordnung.
Wenn Sie bestellen, müssen Sie ein einfaches Diagramm der Form Basis zu zeichnen und füllen Sie das Bestellformular auf der Grundlage des Angebots Zeichnung.bei der Bestellung, müssen Sie die Aufmerksamkeit auf die Auswahl der verschiedenen Form Materialien nach den verschiedenen Anforderungen der Form zu zahlen.

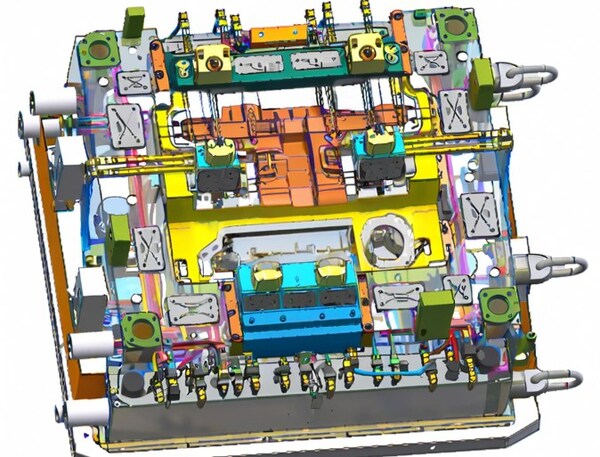
Gestaltung der Formstruktur
Der Aufbau der Form wird durch die Art der Spritzgießmaschine und die Eigenschaften der Kunststoffteile bestimmt.
Bei der Konstruktion sollten Sie sich auf folgende Aspekte konzentrieren: technische Spezifikationen der Spritzgießmaschine; Verarbeitungsleistung von Kunststoffen; Gießsystem, einschließlich Angusskanäle, Anschnitte usw.; Formteile; häufig verwendete Strukturteile; Schiebemechanismus; Ausstoßmechanismus; Formtemperaturregelung; Absaugung; Formwerkstoffe.
Beim Entwerfen einer Form muss man an viele Dinge denken und eine gute Form wählen, damit die Form richtig funktioniert.
Kunststoffteile-Ranking
In der 3D-Entwurfsphase stützen wir uns auf das 2D-Ranking zu Beginn des Entwurfs, um den Entwurf zu vertiefen.

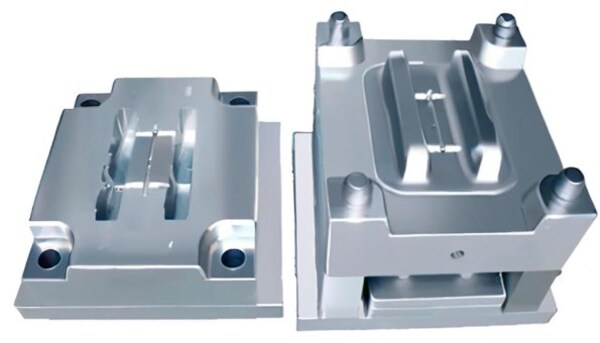
Verabschiedung
Wählen Sie die richtige Trennebene, berücksichtigen Sie den Dichtungsabstand, bauen Sie die Bezugsebene, gleichen Sie den Seitendruck aus, glätten Sie die Düsenanlagefläche, achten Sie auf den Kontakt und das Eindringen kleiner Löcher, vermeiden Sie scharfen Stahl, achten Sie auf das Aussehen des Produkts usw.
Überprüfung und Verbesserung der Formfestigkeit
Um sicherzustellen, dass die Form normal funktionieren kann, müssen wir nicht nur die Gesamtfestigkeit der Form, sondern auch die Festigkeit der lokalen Struktur der Form überprüfen und den spezifischen Mechanismus verbessern, um die lokale Festigkeit zu erhöhen.
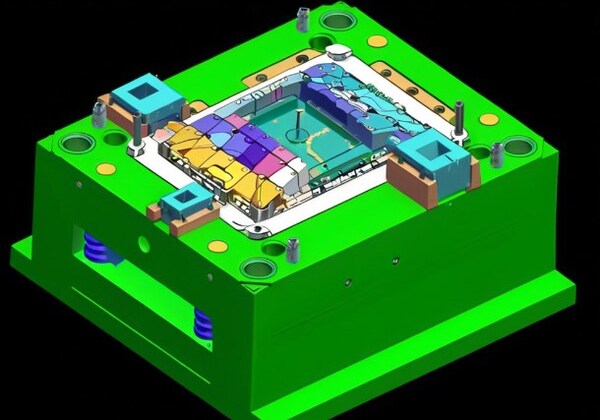
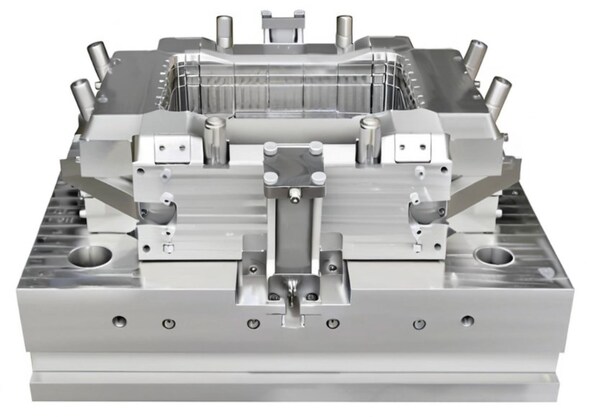
Konstruktion von Formteilen
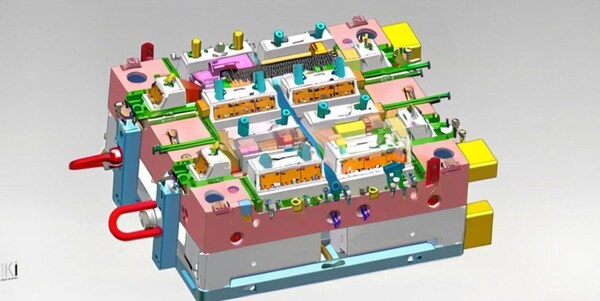
Formteile lassen sich in zwei Arten unterteilen: Formteile und Strukturteile. Formteile sind die Teile, die direkt an der Bildung des Hohlraums beteiligt sind, wie z. B. die konkave Form (Hohlraum), Stempel (Kern), Einsatz, Schieber usw.
Strukturelle Teile sind die Teile, die für den Einbau, die Positionierung, die Führung, den Ausstoß und verschiedene Aktionen während des Umformprozesses verwendet werden, wie z. B. Positionierringe, Düsen, Schnecken, Zugstangen, Ausstoßer, Dichtungsringe, Zugplatten mit festem Abstand, Haken usw.
Beim Spalten der Einsätze sind mehrere Dinge zu beachten: kein scharfer oder dünner Stahl, einfache Verarbeitung, einfache Größenanpassung und Reparatur, Gewährleistung der Festigkeit der Formteile, einfache Montage, keine Beeinträchtigung des Aussehens und umfassende Berücksichtigung der Kühlung (nach der Herstellung der Einsätze ist die lokale Kühlung schwierig, daher sollte die Kühlsituation berücksichtigt werden).

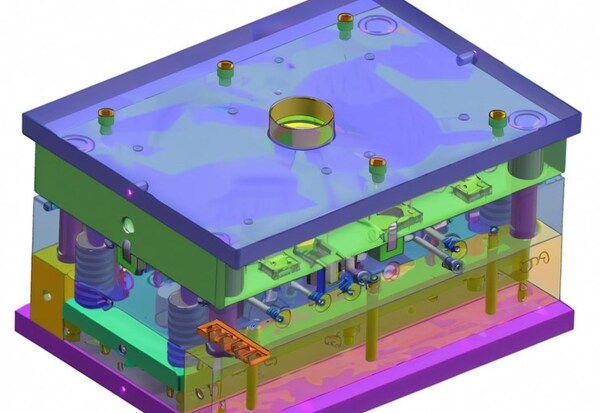
Bei der Konstruktion von Strukturteilen gilt als allgemeiner Grundsatz für die Anordnung von Auswerferstiften und Kühlkanälen, dass zuerst die Auswerferstifte angeordnet werden, dann die Kühlkanäle, und dann die Auswerferstifte angepasst werden. In der tatsächlichen Produktion wird jedoch häufig eine Änderung der Form berücksichtigt.
Nach der Herstellung der Form werden die Kühlkanäle nicht sofort in Betrieb genommen. Sie können erst geöffnet werden, wenn die Formänderung abgeschlossen ist, und zwar für einen Zeitraum, der der veränderten Situation entspricht.

Anordnung der Auswerfhülse:
Die Auswerferhülse wird normalerweise für die Position der Formsäule verwendet. Darüber hinaus kann der Auswerferstift für die tiefere Knochenposition leicht ausgeworfen werden, und die Auswerferhülse kann auch verwendet werden, um Knochen zur Unterstützung des Auswerfens hinzuzufügen.

Im Allgemeinen beträgt die Wandstärke der Auswerferhülse >=1mm, und die Auswerferhülse und die Auswerfernadel werden bei der Bestellung zusammen bestellt.
Bei der Konstruktion sollte die Höhe der Säule nicht zu hoch sein, da die Nadel sonst leicht verbogen wird und sich nur schwer auswerfen lässt.
Für die Auslegung und Auswahl anderer Konstruktionsteile wie Positionierringe, Düsen, Schrauben, Zugstangen, Dichtungsringe, feste Abstandshalter, Haken, Federn usw. können Interessierte einige Informationen finden, um sie selbst zu verstehen.
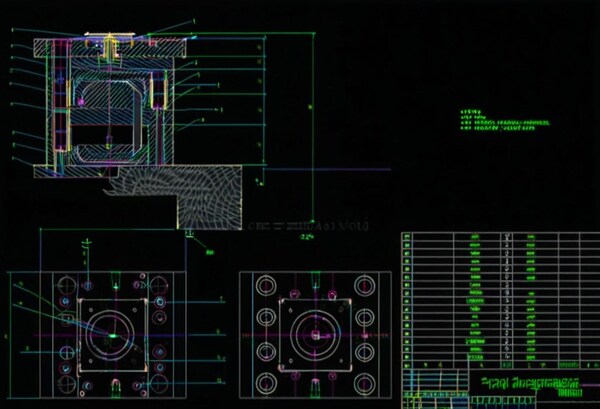
Produktion von Formzeichnungen
Formzeichnungen sind wichtige Dokumente für die Umsetzung von Entwurfsabsichten in die Formherstellung. Im Allgemeinen müssen sie nach nationalen Normen gezeichnet werden, und sie müssen auch mit den üblichen Zeichnungsmethoden der einzelnen Werke kombiniert werden. Zu den Formzeichnungen gehören allgemeine Zeichnungen der Baugruppenstruktur und ihrer technischen Anforderungen sowie Teilzeichnungen aller Teile einschließlich verschiedener Einsätze.

Formenbau
Programmierung und Elektrodenentnahme
Sobald die Formkonstruktion abgeschlossen ist, müssen Sie CNC-Programme erstellen und die Elektroden für die EDM-Bearbeitung auf der Grundlage der Bearbeitungsbedingungen für jedes Teil herausnehmen.
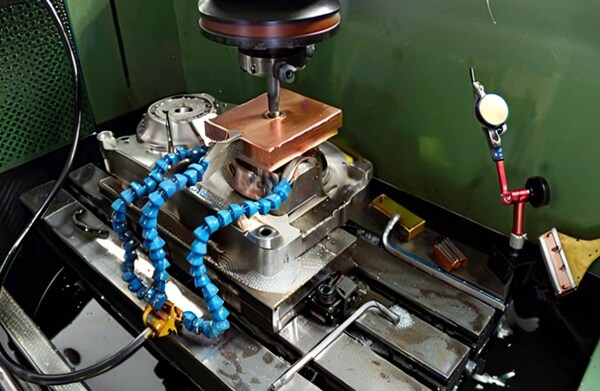
Bearbeitung
Die mechanische Bearbeitung der Form umfasst CNC-Bearbeitung, EDM-Bearbeitung, Drahtschneiden, Tieflochbohren, usw. Nachdem die Formenbasis und die Materialien bestellt wurden, befindet sich die Form nur in einem groben Bearbeitungszustand oder nur aus Stahlmaterial.

Zu diesem Zeitpunkt muss eine Reihe von mechanischen Bearbeitungen durchgeführt werden, um die verschiedenen Teile entsprechend der Designabsicht der Form herzustellen.
Die CNC-Bearbeitung umfasst verschiedene Bearbeitungsverfahren, Werkzeugauswahl, Bearbeitungseinstellungen und andere Dinge, die Sie wissen müssen. Wenn Sie mehr erfahren möchten, finden Sie hier die Informationen, die Sie brauchen.
EDM-Bearbeitung ist elektrische Funkenbearbeitung. Dabei handelt es sich um ein Bearbeitungsverfahren, bei dem Materialien durch Entladung korrodiert werden, um die gewünschte Größe zu erreichen, so dass nur leitende Materialien bearbeitet werden können. Die verwendeten Elektroden sind im Allgemeinen Kupfer und Graphit.
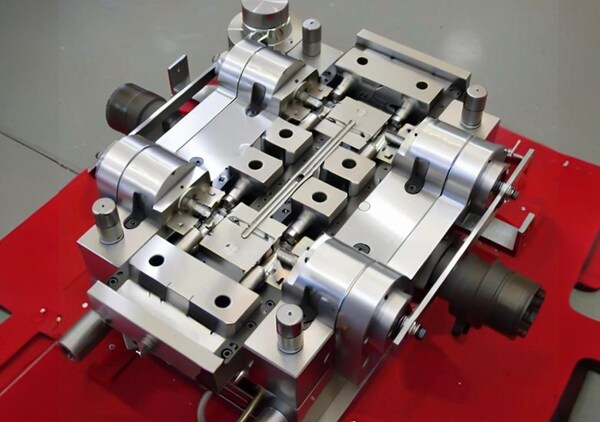
Montage der Sitzbank
Die Arbeit auf der Werkbank ist ein sehr wichtiger Teil des Formenbaus und muss während des gesamten Prozesses der Formenherstellung durchgeführt werden. Die Arbeit auf der Werkbank eignet sich für die Montage von Formen und ist gut zum Drehen, Fräsen, Schleifen und Bohren geeignet.
Sparen und Polieren von Formen
Beim Schleifen und Polieren von Formen werden die Formteile nach der Bearbeitung durch CNC, Erodieren und Werkbankarbeit und vor der Montage der Form mit Schleifpapier, Ölstein, Diamantpaste und anderen Werkzeugen bearbeitet.

Schimmelpilzinspektion und Schimmelpilzversuch
Schimmelpilz-Inspektion
Der Prozess der Form und der Montage ist eigentlich der Prozess der Formprüfung. Bei der Montage der Form können Sie prüfen, ob die rote Leitung an der richtigen Stelle sitzt, ob die Auswerferhülse glatt ist und ob die Form keine falschen Störungen aufweist.
Methode zum Nachweis von Schimmel
Erkennung von Erscheinungsbildern
Eine der einfachsten Möglichkeiten, Schimmel zu erkennen, ist, ihn zu betrachten. Dabei sollten Sie prüfen, ob die Form flach ist, ob sie Kratzer, Dellen, Risse oder Ähnliches aufweist. Außerdem sollten Sie prüfen, ob der Schimmelpilz die gleiche Farbe hat und ob er ölverschmiert ist.

Dimension Inspektion
Die Überprüfung der Größe der Form ist sehr wichtig, denn wenn die Größe nicht stimmt, wird die Qualität des Produkts stark beeinträchtigt. Bei der Größenprüfung sollten wir professionelle Messwerkzeuge wie Mikrometer, Messschieber usw. verwenden, um festzustellen, ob die verschiedenen Abmessungen der Form den Anforderungen entsprechen.

Inspektion der Härte
Die Härte der Form ist ein wichtiger Faktor, der die Lebensdauer der Form und die Qualität des Produkts beeinflusst. Sie können einen Härtetester verwenden, um die Härte zu prüfen, und den Härtewert der Form messen, um zu sehen, ob er die Anforderungen erfüllt.
Inspektion der Installation
Vergewissern Sie sich, dass die Form korrekt und sicher eingebaut ist. Prüfen Sie bei der Einbaukontrolle, ob die verschiedenen Teile der Form angemessen sind und ob die Verbindung sicher ist, um sicherzustellen, dass die Form während des Gebrauchs nicht bricht oder sich verformt.

Leistung der Form prüfen
Verschiedene Formen erfordern unterschiedliche Eigenschaften für den Einsatz, wie z. B. Verschleißfestigkeit und Korrosionsbeständigkeit. Führen Sie bei der Bewertung der Leistungsfähigkeit von Formen Tests auf der Grundlage der Konstruktionsanforderungen für verschiedene Arten von Formen durch.
Dauerhaftigkeitsprüfung
Beim Testen der Haltbarkeit geht es darum, die Form herzustellen und sie dann ein paar Mal zu testen, um zu sehen, ob sie müde wird, sich verbiegt oder bricht oder was auch immer, damit man herausfinden kann, wie lange sie hält und wie gut sie ist.
Prüfung der Materialorganisation
Verwenden Sie Hilfsmittel wie Mikroskope, um die Organisation des Formmaterials auf Verunreinigungen, Defekte, übermäßige Verbrennung usw. zu überprüfen, um sicherzustellen, dass die Qualität des Materials den Anforderungen entspricht.

Funktionelle Prüfung
Die Funktionsprüfung ist der tatsächliche Gebrauchstest des vom Werkzeug hergestellten Produkts, um festzustellen, ob das Produkt die Konstruktionsanforderungen und Leistungsindikatoren während des Gebrauchs erfüllt. Zu den üblichen Funktionstests gehören die Prüfung der Produktmontage, die Prüfung des Produktbetriebs, die Prüfung der Produktzuverlässigkeit usw.

Schritte der Schimmelpilzprüfung
Vorinspektion
Bevor Sie einen Schimmeltest durchführen, müssen Sie eine Voruntersuchung durchführen. Sehen Sie sich zunächst den Schimmelpilz an, um festzustellen, ob es offensichtliche Schäden wie Absplitterungen, Risse oder Brüche gibt. Reinigen Sie dann den Schimmelpilz, um sicherzustellen, dass er frei von Schmutz oder korrosiven Substanzen ist. Schließlich sollten Sie alle beweglichen Teile der Form mit Öl bestreichen.

Einen Prüfplan aufstellen
Erstellen Sie einen Testplan, der den Designanforderungen und den funktionalen Anforderungen der Form entspricht. Entscheiden Sie, was getestet werden soll, wie es getestet werden soll und welche Werkzeuge verwendet werden sollen.

Inspektion des Aussehens
Verwenden Sie Lupen, Mikroskope und andere Hilfsmittel, um das Gesamterscheinungsbild der Form zu prüfen. Achten Sie auf offensichtliche Mängel wie Unebenheiten, Blasen, Brüche, mechanische Schäden usw.

Dimension Inspektion
Verwenden Sie auf der Grundlage der Konstruktionszeichnungen der Form die entsprechenden Messwerkzeuge, um die Abmessungen zu messen, vergleichen Sie die Messergebnisse mit den Konstruktionsanforderungen und stellen Sie fest, ob die Maßhaltigkeit der Form den Anforderungen entspricht.

Dauerhaftigkeitsprüfung
Um die Form zu testen, müssen Sie eine bestimmte Anzahl von kontinuierlichen Gießvorgängen oder Einspritzungen durchführen, um zu sehen, ob die Form während des Gebrauchs ermüdet, sich verformt, bricht usw. Protokollieren Sie die Lebensdauer und die Veränderungen der Form.

Inspektion der Materialorganisation
Entnehmen Sie eine Probe des Formmaterials und fertigen Sie ein Teststück an. Betrachten Sie die Struktur des Materials unter dem Mikroskop und mit anderen Hilfsmitteln. Stellen Sie fest, ob es Verunreinigungen, Defekte, Überbrennungen oder andere Probleme gibt. Vergewissern Sie sich, dass die Qualität des Formstoffs gut genug ist.
Funktionelle Inspektion
Praktische Prüfung der mit der Form hergestellten Produkte. Wie Montage, Betrieb, Zuverlässigkeit und andere Tests. Erkennen Sie, ob das Produkt die Design-Anforderungen und Leistungsindikatoren während des Gebrauchs erfüllt.

Aufzeichnung derTestergebnisse
Zeichnen Sie alle Prüfpunkte auf, einschließlich der Prüfmethoden, Prüfergebnisse, Prüfzeit usw. Und erstellen Sie einen Formtestbericht für spätere Analysen und Referenzen.
Schimmel-Probe
Sobald die Form hergestellt ist, müssen wir sie auf der Spritzgussmaschine testen, um zu sehen, ob die Form gut ist und ob die Struktur des Kunststoffteils gut ist. Durch das Testen der Form können wir sehen, wie sich die Form während des Bierherstellungsprozesses verhält und ob die Struktur des Kunststoffteils gut ist.
Vorsichtsmaßnahmen vor dem Schimmelpilzversuch
Lernen Sie die Form kennen: Am besten besorgen Sie sich die Konstruktionszeichnungen der Form, analysieren sie im Detail und veranlassen, dass der Formentechniker an der Formprüfung teilnimmt.

Überprüfen Sie zunächst die mechanische Koordinierung auf der Werkbank: Achten Sie darauf, ob Kratzer, fehlende Teile und Lockerheit vorhanden sind, ob sich die Form auf die Gleitplatte bewegt, ob die Verbindungen des Wasserkanals und der Luftrohre undicht sind, und ob es Einschränkungen bei der Öffnung der Form gibt, die ebenfalls auf der Form markiert werden sollten.
Wenn die oben genannten Maßnahmen vor dem Aufhängen der Form durchgeführt werden können, lässt sich die Zeitverschwendung vermeiden, die dadurch entsteht, dass beim Aufhängen der Form Probleme festgestellt werden und die Form dann demontiert werden muss.

Nachdem man sich vergewissert hat, dass sich die verschiedenen Teile der Form ordnungsgemäß bewegen, muss man eine geeignete Versuchsform-Spritzgießmaschine auswählen. Bei der Auswahl sollte darauf geachtet werden, wie groß das maximale Einspritzvolumen der Maschine ist. Spritzgießen Maschine,
Ob der innere Abstand der Zugstange in die Form passt, ob der maximale Bewegungshub der beweglichen Schablone den Anforderungen entspricht und ob andere zugehörige Werkzeuge und Zubehörteile für die Probeform vollständig vorbereitet sind.

Wenn alles in Ordnung ist, wird die Form als nächstes aufgehängt. Beim Aufhängen ist darauf zu achten, dass alle Spannschablonen verriegelt sind und der Aufhängehaken vor dem Öffnen der Form nicht entfernt wird, um zu verhindern, dass sich die Spannschablone löst oder bricht und die Form herunterfällt.
Nach dem Einbau der Form sollten die mechanischen Funktionen der verschiedenen Teile der Form sorgfältig überprüft werden, z. B. ob die Funktionen der Schieberplatte, des Auswerferstifts, der Zahneinzugsstruktur und des Endschalters korrekt sind.

Und achten Sie darauf, ob die Einspritzdüse und der Einfüllstutzen aufeinander ausgerichtet sind. Der nächste Schritt besteht darin, auf den Schließvorgang der Form zu achten. Zu diesem Zeitpunkt sollte der Schließdruck der Form gesenkt werden. Achten Sie beim manuellen und langsamen Schließen der Form darauf, ob es zu Unregelmäßigkeiten und abnormalen Geräuschen kommt und hören Sie darauf.
Das Anheben der Form ist eigentlich recht einfach. Das Wichtigste, worauf Sie achten müssen, ist, dass die Zentrierung des Formangusses und der Düse schwierig ist. Normalerweise kann man die Mitte mit Hilfe von Testpapier einstellen.

Erhöhen Sie die Temperatur der Form: Wählen Sie je nach Leistung der im Endprodukt verwendeten Rohstoffe und der Größe der Form einen geeigneten Formtemperaturregler, um die Temperatur der Form auf die für die Produktion erforderliche Temperatur zu erhöhen.
Nach der Erhöhung der Formtemperatur ist die Bewegung der einzelnen Teile erneut zu überprüfen, da der Stahl nach der thermischen Ausdehnung ein Verklemmen der Form verursachen kann.

Wenn die Fabrik die Regel des Versuchsplans nicht befolgt, schlagen wir vor, bei der Anpassung der Bedingungen für die Versuchsform jeweils nur eine Bedingung zu ändern, damit Sie die Auswirkungen einer einzigen Bedingungsänderung auf das Endprodukt sehen können.
Je nach den Rohstoffen sollten Sie die Originalmaterialien richtig backen. Für die Versuchsform und die künftige Massenproduktion sollten möglichst die gleichen Rohstoffe verwendet werden.

Verwenden Sie keine minderwertigen Materialien für Probeabdrücke. Wenn Sie eine Farbanforderung haben, können Sie gleichzeitig einen Farbtest durchführen. Die Sekundärverarbeitung wird oft durch innere Spannungen und andere Probleme beeinträchtigt.

Nachdem die Testform stabil ist, führen Sie eine zweite Bearbeitung durch. Nachdem die Form langsam geschlossen wurde, stellen Sie den Schließdruck der Form ein und bewegen Sie sie ein paar Mal, um zu sehen, ob der Schließdruck der Form ungleichmäßig ist, um Grate am fertigen Produkt und eine Verformung der Form zu vermeiden.
Die wichtigsten Schritte eines Schimmelpilzprozesses
Um zu vermeiden, dass bei der Massenproduktion Zeit und Mühe verschwendet werden, müssen Sie geduldig verschiedene Verarbeitungsbedingungen einstellen und kontrollieren, die besten Temperatur- und Druckbedingungen finden und Standardverfahren für den Formversuch entwickeln, die Sie zur Festlegung Ihrer täglichen Arbeitsmethoden verwenden können.

Vergewissern Sie sich, dass das Kunststoffmaterial im Fass richtig ist und dass es vorschriftsmäßig getrocknet wurde (wenn Sie für den Formtest und die Produktion unterschiedliche Rohstoffe verwenden, können Sie unterschiedliche Ergebnisse erzielen).
Um zu vermeiden, dass schlechter Kunststoff oder Fremdstoffe in die Form gelangen, muss das Materialrohr gut gereinigt werden. Schlechter Kunststoff und Fremdkörper können die Form verstopfen. Prüfen Sie, ob die Temperatur des Materialrohrs und die Temperatur der Form für die von Ihnen verwendeten Rohstoffe geeignet sind.
Ändern Sie den Druck und die Einspritzmenge, damit das fertige Produkt gut aussieht, aber überstürzen Sie nichts, insbesondere wenn einige der Kavitäten noch nicht vollständig verfestigt sind. Denken Sie darüber nach, bevor Sie eine der Steuerungseinstellungen ändern, denn eine kleine Änderung der Formfüllrate kann eine große Änderung der Formfüllung bewirken.

Seien Sie geduldig und warten Sie, bis sich die Bedingungen für die Maschine und die Form stabilisiert haben, d. h. die mittelgroße Maschine. Möglicherweise muss die Maschine auch mehr als 30 Minuten warten. Diese Zeit kann genutzt werden, um mögliche Probleme mit dem fertigen Produkt zu prüfen.

Die Schneckenvorschubzeit sollte nicht kürzer sein als die Erstarrungszeit des Anschnittkunststoffs, da sich sonst das Gewicht des Endprodukts verringert und die Leistung des Endprodukts beeinträchtigt wird. Und wenn die Form erhitzt wird, sollte die Schneckenvorschubzeit ebenfalls verlängert werden, um das fertige Produkt zu verdichten.

Durch eine angemessene Anpassung wird der gesamte Bearbeitungszyklus verkürzt.
Lassen Sie die neu eingestellten Bedingungen mindestens 30 Minuten lang laufen, bis sie stabil sind, und stellen Sie dann kontinuierlich mindestens ein Dutzend Vollformmuster her, kennzeichnen Sie Datum und Menge auf den Behältern, und legen Sie sie getrennt nach dem Formhohlraum ab, um ihre tatsächliche Betriebsstabilität zu prüfen und angemessene Kontrolltoleranzen abzuleiten.
Messen und notieren Sie die wichtigsten Abmessungen der kontinuierlichen Proben (warten Sie mit dem Messen, bis die Probe auf Raumtemperatur abgekühlt ist).
Überprüfen Sie die Abmessungen der einzelnen Formproben und achten Sie auf: Konsistenz der Produktabmessungen. Alle Abmessungen, die nach oben oder unten tendieren, was darauf hinweisen würde, dass sich die Verarbeitungsbedingungen der Maschine noch ändern, wie z. B. eine schlechte Temperatur- oder Öldruckregelung. ob die Änderung der Abmessungen innerhalb des Toleranzbereichs liegt.

Wenn sich die Größe des Endprodukts nicht wesentlich ändert und die Verarbeitungsbedingungen normal sind, müssen Sie prüfen, ob die Qualität des Endprodukts aus jeder Kavität akzeptabel ist und ob seine Größe innerhalb der zulässigen Toleranz liegt. Notieren Sie die Nummern der Kavitäten, die durchweg größer oder kleiner als der Durchschnitt sind, um zu prüfen, ob die Werkzeuggröße richtig ist.
Aufzeichnung der während des Schimmelpilzversuchs erhaltenen Parameter
Zeichnen Sie die Daten auf und analysieren Sie sie, um festzustellen, ob die Form und die Produktionsbedingungen geändert werden müssen, und um sie als Referenz für die zukünftige Massenproduktion zu verwenden.

Lassen Sie den Prozess länger laufen, um die Schmelztemperatur und die Temperatur des Hydrauliköls zu stabilisieren.
Passen Sie die Maschinenbedingungen entsprechend der Größe aller zu großen oder zu kleinen Fertigerzeugnisse an. Wenn die Schrumpfungsrate zu groß ist und das fertige Produkt wie ein Kurzschuss aussieht, können Sie es auch als Referenz verwenden, um die Anschnittgröße zu erhöhen.

Korrigieren Sie die Größe von zu großen oder zu kleinen Kavitäten. Wenn die Kavitäten- und Türgröße immer noch stimmt, versuchen Sie, die Maschinenbedingungen zu ändern, z. B. die Füllrate, die Werkzeugtemperatur und den Druck für jedes Teil, und prüfen Sie, ob sich einige Kavitäten langsam füllen.

Nehmen Sie individuelle Korrekturen vor, die auf der Übereinstimmung der Fertigprodukte in den einzelnen Kavitäten oder der Verschiebung des Formkerns beruhen, und versuchen Sie eventuell, die Füllrate und die Formtemperatur erneut anzupassen, um eine gleichmäßigere Verteilung zu erreichen.
Überprüfen und beheben Sie alle Probleme mit dem Spritzgießen Maschinen, wie z. B. Probleme mit der Ölpumpe, dem Ölventil, dem Temperaturregler usw., die zu Veränderungen der Verarbeitungsbedingungen führen können. Selbst die beste Form funktioniert nicht gut auf einer schlecht gewarteten Maschine.

Nachdem Sie alle aufgezeichneten Werte überprüft haben, bewahren Sie eine Reihe von Proben auf, um zu prüfen und zu vergleichen, ob sich die korrigierten Proben verbessert haben. Bewahren Sie alle Aufzeichnungen der Probenprüfung während des Werkzeugversuchs ordnungsgemäß auf, einschließlich der verschiedenen Drücke im Verarbeitungszyklus, der Schmelze- und Werkzeugtemperatur, der Materialrohrtemperatur, der Einspritzzeit, der Schneckeneinzugsdauer usw.
Kurzum: Speichern Sie alle Daten, die Ihnen helfen, in Zukunft erfolgreich dieselben Verarbeitungsbedingungen zu schaffen, um Produkte zu erhalten, die den Qualitätsstandards entsprechen.

Änderung von Formen und Reparatur von Formen
Nach der Formprüfung sollte die Form entsprechend der Situation bei der Formprüfung geändert werden. Nachdem der Ingenieur das Kunststoffteil bestätigt hat, sollte auch die Struktur des Kunststoffteils entsprechend geändert werden.
Gründe für die Modifizierung von Schimmelpilzen
Änderungen aufgrund von Verarbeitungsfehlern
Bearbeitungsfehler treten vor allem in der Anfangsphase der Erprobung neuer Formen auf, z. B. Fehler beim Wasserbohren, zu kleine Formkernmaterialien, CNC-Fehler, EDM-Fehler usw. Im Prozess der Bearbeitung kann man sagen, dass jeder Bearbeitungsschritt die Möglichkeit eines Fehlers beinhaltet.

Einige Fehler können durch eine Änderung der Form behoben werden, andere müssen durch eine Änderung des Materials neu gemacht werden. Wenn das Material geändert und neu hergestellt wird, gilt dies nicht als Formänderung. Die Notwendigkeit einer Formänderung ist oft auf kleine Fehler zurückzuführen, wie z. B. eine etwas abweichende oder zu tiefe Erodierrippe, ein etwas überschnittener Draht, ein gebrochenes Gewindeloch usw.
Unzumutbare Änderungen der Formgestaltung
In der Anfangsphase des Formenbaus verbringen Sie mehr Zeit mit der Planung und den Ergebnissen. Einige offensichtliche Probleme sind leichter zu finden, und einige obskure Probleme sind bis zum Formtest oder der Produktion schwer zu finden. Die meisten Probleme werden während des Formtests oder der Produktion gefunden, und es wird ein Feedback an die Konstruktionsseite gegeben, und dann wird der Änderungsplan erstellt.

Wenn z. B. der Anguss oder der Angusskanal zu klein ist, kann das Produkt nicht einfach eingespritzt werden; die Position oder der Typ des Angusses ist unangemessen, was zu Problemen mit der Produktqualität führt; die geneigte Führungssäule oder andere Teile beeinträchtigen die Fähigkeit des Roboters, das Produkt zu entnehmen; die Form kehrt abnormal zurück usw.
Kunden Produktdesign Änderungen
Der wichtigste Grund für die Änderung der Form ist die Änderung des Produktdesigns durch den Kunden. Als Werkzeughersteller ist es schwierig, diesen Aspekt zu bewerten. Außerdem liegt dies nicht im Einflussbereich des Werkzeugbauers.

Die Änderungen an der Form in diesem Bereich können groß oder klein sein, wie z. B. das Hinzufügen oder Entfernen von Klebstoff an einer Stelle, das Hinzufügen von Schiebern oder schrägen Oberteilen oder das Ändern der Trennfläche und sogar das Verschrotten und Neuanfertigen von Schiebern oder Formkernen.
Methoden der Formveränderung
Die Form neu gestalten
Der beste Weg, das Problem zu lösen, ist eine Neukonstruktion der Form. Auf der Grundlage der Probleme mit der ursprünglichen Form optimieren und entwerfen wir die Formstruktur, die Trennfläche, die Anschnittposition usw. Gleichzeitig müssen wir die Auswahl der Formmaterialien und die Optimierung des Wärmebehandlungsprozesses berücksichtigen, um die Lebensdauer und Haltbarkeit der Form zu verbessern.

Um zum Beispiel das Problem einer unzureichenden Schmelzefüllung zu lösen, die durch eine unebene Trennfläche der Form verursacht wird, können wir die Trennfläche neu gestalten, um die Schmelzefüllung gleichmäßiger zu machen.
Ändern der Werkzeugparameter
Die Änderung der Formparameter ist eine einfache und schnelle Möglichkeit, die Form zu modifizieren. Durch die Anpassung von Parametern wie der Größe der Form, der Präzision der Form und der Oberflächenrauhigkeit der Form können die Qualität und die Produktionseffizienz des Produkts verbessert werden.

Durch die Anpassung von Größe und Position des Anschnitts kann beispielsweise der Einfüllvorgang der Schmelze optimiert und die Qualität des Produkts verbessert werden; durch die Verringerung der Oberflächenrauhigkeit der Form kann der Rückstand des Produkts verringert und die Produktionseffizienz verbessert werden.
Ersetzen von Formzubehör
Der Austausch von Formzubehör ist eine beliebte und recht kostengünstige Methode zur Modifizierung von Formen. Teile in der Form, die verschleiß- und störanfällig sind, wie z. B. der Hohlraum, der Kern, die Angusshülse usw., können durch geschmolzenes Material oder Oberflächenbehandlungen ersetzt werden, die verschleiß- und korrosionsfester sind.

Sie können auch fortschrittlichere Formkomponenten auf der Grundlage Ihrer tatsächlichen Produktionsanforderungen auswählen, um die Produktionseffizienz und die Produktqualität zu verbessern. Wenn Sie beispielsweise die Kavität, die sich leicht abnutzt, durch ein hochverschleißfestes Material ersetzen, können Sie die Lebensdauer der Form effektiv verlängern.
Gründe für eine Schimmelpilzsanierung
Hohe Einsatzhäufigkeit der Form führt zu Verschleißerscheinungen
Mit zunehmender Verwendungshäufigkeit weisen die verschiedenen Teile der Form unterschiedliche Abnutzungsgrade auf, was zu Problemen wie ungenauen Verarbeitungsmaßen der Form, erhöhter Oberflächenrauhigkeit und geringerer Präzision der Form führt. Zu diesem Zeitpunkt muss die Form repariert werden, um die Verarbeitungsgenauigkeit und Produktionseffizienz der Form zu gewährleisten.

Probleme, die durch unsachgemäße Oberflächenbehandlung von Formen verursacht werden
Die Oberflächenbehandlung der Form ist ein wichtiger Faktor, der die Lebensdauer und den Gebrauchseffekt der Form beeinflusst. Wenn die Beschichtung abfällt, ist die Härte nicht genug, und die Oberfläche ist uneben, wird es die Verwendung Wirkung der Form beeinträchtigen.
Als Reaktion auf diese Probleme muss die Form repariert, die Formoberfläche nachbearbeitet und die Präzision und Lebensdauer der Form verbessert werden.

Defekte im Formstoff selbst
Es kommt selten vor, dass das Formmaterial selbst Mängel aufweist, aber wenn dieses Problem auftritt, kann es selbst nach mehrfacher Anpassung und Abnutzung die Verarbeitungsanforderungen nicht erfüllen. Wenn zum Beispiel Risse, Poren und andere Probleme in der Form auftreten, muss die Form repariert werden, um eine normale Verwendung zu ermöglichen.
Schlechte Schimmelpilznutzung Umwelt
Die Umgebung, in der die Form verwendet wird, hat einen großen Einfluss auf die Lebensdauer der Form. Wenn die Form zum Beispiel lange Zeit in einer feuchten und korrosiven Umgebung verwendet wird, führt dies zu Korrosion und Rost auf der Oberfläche der Form, erhöht das Risiko von Verschleiß und Beschädigung der Form und die Form muss zu diesem Zeitpunkt repariert werden, um die Präzision und Lebensdauer der Form zu gewährleisten.

Methoden der Schimmelpilzsanierung
Oberflächenreparatur
Schleifen Sie die Oberfläche der Form mit einer Schleifmaschine ab, um Rost oder alte Beschichtung zu entfernen. Verwenden Sie einen Sandstrahler, um eine neue Beschichtung aufzusprühen, um sicherzustellen, dass die Beschichtungsstärke gleichmäßig ist. Schleifen und polieren Sie abschließend die Oberfläche der Form, um sie glatt zu machen.
Reparatur von Löchern
Lokalisieren Sie die Löcher und beschädigten Bereiche, die repariert werden müssen. Verwenden Sie einen Bohrer oder eine Fräse, um die Löcher so zu befestigen, dass die Größe und Form der Löcher den Konstruktionsanforderungen entspricht. Schleifen und polieren Sie die befestigten Löcher, damit sie glatt und eben sind.

Reparatur von Formkernen
Nehmen Sie zunächst den Formkern auseinander, prüfen Sie das beschädigte Teil und berechnen Sie den Reparaturbereich. Verwenden Sie eine Erodiermaschine zum Schweißen und Reparieren des Formkerns, wobei Sie auf die Kontrolle des Reparaturbereichs und der Position achten müssen. Abschließendes Schleifen und Polieren, um die Oberfläche des Formkerns glatt zu machen.
Kunststoff-Spritzgussformen Wartung
Da die Form unter hohen Temperaturen und hohem Druck arbeitet und lange Zeit mit Luft in Kontakt ist, kann sie leicht rosten. Daher muss die Form gut gewartet werden. Wenn sie nicht in Gebrauch ist, muss sie mit Rostschutzöl und Butter behandelt werden.

Da der Formstahl eine lange Lebensdauer hat und die Formstruktur nicht gut konstruiert ist, können einige dünne Stahlstrukturen oder Auswerferstifte reißen und brechen, und sie müssen bei der späteren Instandhaltung ständig gewartet und repariert werden. Im Folgenden werden die wichtigsten Methoden der Formenwartung beschrieben.
Achten Sie darauf, die Form an einem trockenen Ort aufzubewahren und von Feuchtigkeit fernzuhalten. Wenn die Umgebung feucht ist, kann die Oberfläche der Form rosten, was die Qualität der Oberfläche mindert und die Lebensdauer der Form beeinträchtigt. Wählen Sie daher für die Lagerung der Form einen trockenen und belüfteten Ort und verwenden Sie feuchtigkeitsdichte Materialien zum Schutz.

Regelmäßige Reinigung der Schimmelpilzoberfläche
Wenn die Form benutzt wird, wird sie mit Farbe, Öl und anderen Dingen bedeckt sein, was die Wirkung der Benutzung beeinträchtigt. Daher sollte die Oberfläche der Form regelmäßig mit einem Reinigungsmittel gesäubert werden, um sicherzustellen, dass die Oberfläche glatt ist und Mängel vermieden werden, die die Qualität beeinträchtigen.

Richtiges Verwenden der Form
Die Form wurde unter bestimmten Einsatzbedingungen entwickelt und hergestellt, daher ist bei ihrer Verwendung besondere Vorsicht geboten. Vermeiden Sie übermäßige Kraftanwendung während des Betriebs und halten Sie sich an die Betriebsverfahren, um sicherzustellen, dass die Form bei langfristigem Gebrauch nicht beschädigt wird. Qualitätsprobleme wie z.B..

Häufige Schmierung und Wartung
Die Form muss mit den beweglichen Teilen gut funktionieren, wenn Sie sie benutzen. Daher sollten Sie die beweglichen Teile der Form häufig ölen, damit sie bei der Verwendung nicht durch Abnutzung festsitzen oder blockiert werden.

Achten Sie auf die Aufbewahrungsmethode
Wenn du deine Form für eine lange Zeit aufbewahrst, möchtest du nicht, dass sie völlig durcheinander gerät und ruiniert wird. Wenn du sie also aufbewahrst, solltest du sie auf eine flache Oberfläche stellen und etwas verwenden, um sie hochzuhalten, damit sie nicht durcheinander gerät.

Schlussfolgerung
Der geschmolzene Kunststoff wird während des Prozesses in geschmolzenen Kunststoff umgewandelt. Spritzgießen Zyklus, der die endgültige Formgebung in Form von Kunstharz abschließt. Die Herstellung von Spritzgusswerkzeugen ist ein sehr komplizierter Prozess.

Sie umfasst viele Schritte. Vom Entwurf der Form über die CNC-Bearbeitung, das Präzisionsschleifen, die Funkenerosion, die Montage und die Fehlersuche müssen alle Aspekte die Genauigkeit und Effizienz der Herstellung gewährleisten. Nur durch strenge Inspektion und Prüfung können die Qualität und Leistung von Spritzgussformen gewährleistet werden.







