 Zum Inhalt springen
Zum Inhalt springen 

Spritzgießen ist eine weit verbreitete Methode der Kunststoffverarbeitung zur Herstellung aller Arten von Kunststoffprodukten. Aber manchmal geht bei der Herstellung etwas schief Spritzgießprozess. Das Ergebnis können Schweißnähte, Blasen, Lunker, kurze Schüsse oder Verzug sein. Diese Defekte lassen Ihr Produkt nicht nur schlecht aussehen und schlecht funktionieren, sie sorgen auch für eine kürzere Lebensdauer. Deshalb ist es wichtig, diese Probleme so schnell wie möglich zu finden und zu beheben.

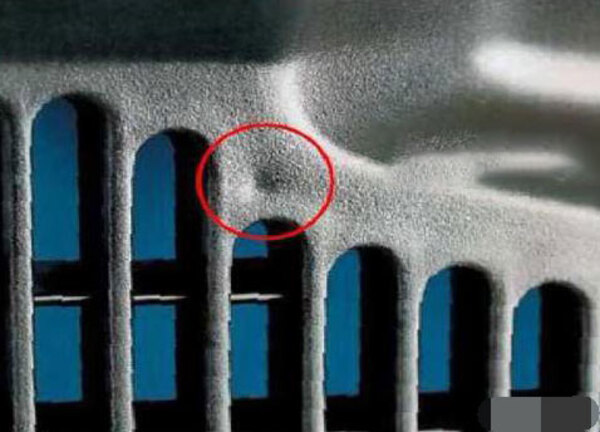
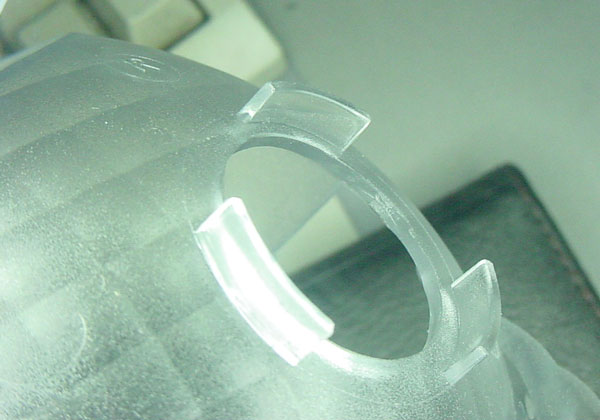
1. Rissbildung bei spritzgegossenen Produkten
Die Rissbildung lässt sich unterteilen in fadenförmige Risse, Mikrorisse, Aufhellung der Oberfläche, Risse auf der Oberfläche des Teils und Traumarisiken, die durch das Verkleben der Form mit dem Teil und dem Fließkanal verursacht werden. Nach dem Zeitpunkt der Rissbildung wird zwischen Entformungsrissen und Anwendungsrissen unterschieden. Hauptsächlich aus den folgenden Gründen:

1.1 Verarbeitung
Wenn der Druck zu hoch, die Geschwindigkeit zu schnell, die Füllung zu groß, die Einspritzung zu lang und die Druckhaltezeit zu lang ist, führt dies zu übermäßigen inneren Spannungen und Rissen.
② Stellen Sie die Öffnungsgeschwindigkeit und den Druck der Form ein, um zu verhindern, dass die Teile zu schnell herausgezogen werden, was zu Entformung und Rissen führen kann.
③ Erhöhen Sie die Formtemperatur angemessen, damit sich die Teile leicht entformen lassen, und senken Sie die Materialtemperatur angemessen, um eine Zersetzung zu verhindern.
④ Verhinderung von Rissbildung aufgrund geringerer mechanischer Festigkeit durch Schweißspuren und plastischen Abbau.
⑤ Verwenden Sie Trennmittel in geeigneter Weise und achten Sie darauf, dass Aerosole und andere an der Formoberfläche haftende Stoffe regelmäßig entfernt werden.
⑥ Die Eigenspannung des Teils kann durch eine Wärmebehandlung unmittelbar nach dem Gießen beseitigt werden, um die Entstehung von Rissen zu verringern.

1.2 Schimmel-Aspekte
① Der Auswurf muss ausgewogen sein. So müssen z. B. die Anzahl der Auswerferstifte und die Querschnittsfläche ausreichend sein, der Entformungswinkel muss ausreichen, und die Oberfläche der Kavität muss glatt genug sein, um Risse aufgrund der Konzentration von Eigenspannungen beim Auswerfen durch äußere Kräfte zu vermeiden.
② Die Struktur der Teile sollte nicht zu dünn sein, und in den Übergangsteilen sollten so viele Bogenübergänge wie möglich verwendet werden, um Spannungskonzentrationen durch scharfe Ecken und Fasen zu vermeiden.
③ Verwenden Sie so wenig Metalleinlagen wie möglich, um zu verhindern, dass sich die inneren Spannungen aufgrund unterschiedlicher Schrumpfungsraten zwischen der Einlage und dem fertigen Produkt erhöhen.
④ Bei Teilen mit tiefem Boden sollten geeignete Entformungslufteinlässe vorgesehen werden, um die Bildung von Vakuumunterdruck zu verhindern.
⑤ Der Anguss ist groß genug, um das Angussmaterial aus der Form zu lösen, bevor es sich verfestigt hat, so dass es sich leicht aus der Form lösen lässt.
Die Verbindung zwischen der Hauptstrombuchse und der Düse sollte verhindern, dass das kaltharte Material mitgeschleppt wird und das Teil an der festen Form klebt.

1.3 Werkstoffe
① Der Anteil an recycelten Materialien ist zu hoch, wodurch die Teile schwach sind.
② Bei zu hoher Luftfeuchtigkeit reagieren einige Kunststoffe mit dem Wasserdampf, wodurch sie geschwächt werden und Risse und Brüche bekommen können.
③ Wenn das Material selbst nicht für die Umgebung, in der es verarbeitet wird, geeignet oder von schlechter Qualität ist, führt die Verunreinigung dazu, dass es reißt und bricht.

1.4 Aspekte der Maschine
Die Plastifizierfähigkeit des Spritzgießen Maschine muss angemessen sein. Wenn sie zu klein ist, ist die Plastifizierung unzureichend, sie wird nicht vollständig vermischt und wird spröde. Wenn sie zu groß ist, wird sie sich zersetzen.
2. Spritzgegossene Produkte haben Blasen
Blasen (Vakuumblasen) sind Vakuumblasen, in denen das Gas sehr dünn ist. Im Allgemeinen handelt es sich bei Blasen, die beim Öffnen der Form auftreten, um ein Problem mit Gasinterferenzen. Vakuumblasen bilden sich aufgrund einer unzureichenden Füllung des Kunststoffs oder eines niedrigen Drucks. Bei der schnellen Abkühlung der Form wird der mit dem Hohlraum in Berührung kommende Kraftstoff herausgezogen, was zu einem Volumenverlust führt.

Lösung
① Erhöhen Sie die Einspritzenergie: Druck, Geschwindigkeit, Zeit und Materialmenge, und erhöhen Sie den Gegendruck, um die Form zu füllen.
② Erhöhen Sie die Materialtemperatur und sorgen Sie dafür, dass das Material reibungslos fließt. Senken Sie die Materialtemperatur, um die Schrumpfung zu verringern, und erhöhen Sie die Formtemperatur, insbesondere die lokale Formtemperatur, bei der sich die Vakuumblase bildet.
③ Setzen Sie den Anschnitt in den dicken Teil des Teils, um die Fließbedingungen von Düse, Anguss und Anschnitt zu verbessern und den Druckverbrauch zu senken.
④ Verbesserung der Abluftbedingungen für Schimmelpilze.

3. Kettverformung von spritzgegossenen Produkten
Die Verformung, Biegung und Verdrehung spritzgegossener Produkte wird hauptsächlich dadurch verursacht, dass die Schrumpfungsrate in Fließrichtung größer ist als in vertikaler Richtung während des Kunststoffspritzgießens, was zu unterschiedlichen Schrumpfungsraten in jeder Richtung führt und eine Verformung der Teile verursacht. Darüber hinaus verbleibt aufgrund des unvermeidlichen Prozesses der Formfüllung beim Spritzgießen eine große Eigenspannung im Inneren des Teils, die einen Verzug verursacht. All dies sind Erscheinungsformen von Verformungen, die durch eine hohe Spannungsorientierung verursacht werden. Im Grunde genommen bestimmt also die Formgestaltung die Verzugsneigung der Teile. Es ist sehr schwierig, diese Tendenz durch Änderung der Formbedingungen zu unterdrücken. Die endgültige Lösung des Problems muss bei der Konstruktion und Verbesserung der Form ansetzen. Dieses Phänomen wird hauptsächlich durch die folgenden Aspekte verursacht:

3.1 Schimmel-Aspekte
① Stellen Sie sicher, dass die Dicke und Qualität aller Teile einheitlich ist.
② Entwerfen Sie das Kühlsystem, um sicherzustellen, dass die Temperatur aller Teile des Formhohlraums gleichmäßig ist. Gestalten Sie das Anschnittsystem so, dass das Material symmetrisch fließt, um Verformungen durch unterschiedliche Fließrichtungen und Schrumpfungsraten zu vermeiden. Erhöhen Sie die Dicke des Angusses und des Hauptkanals für schwer zu füllende Teile so weit wie möglich. Eliminieren Sie Dichte-, Druck- und Temperaturunterschiede in der Kavität.
③ Stellen Sie sicher, dass die Übergangsbereiche und Ecken der Teiledicke glatt sind und gute Entformungseigenschaften aufweisen, wie z. B. die Erhöhung des Entformungsspielraums, die Verbesserung der Polierung der Formoberfläche und das Ausbalancieren des Ausstoßsystems.
④ Sorgen Sie für einen guten Auspuff.
⑤ Erhöhen Sie die Wandstärke des Teils oder erhöhen Sie die Verzugsrichtung, und verwenden Sie Verstärkungsrippen, um die Verzugsfestigkeit des Teils zu erhöhen.
⑥ Das Formmaterial ist nicht stark genug.

3.2 Kunststoffe
Kristalline Kunststoffe können sich eher verziehen als amorphe Kunststoffe. Außerdem können kristalline Kunststoffe die Verformung korrigieren, indem sie den Kristallisationsprozess durchlaufen, der mit zunehmender Abkühlungsgeschwindigkeit und abnehmender Schrumpfung abnimmt.
3.3 Verarbeitung
① Der Einspritzdruck ist zu hoch, die Haltezeit ist zu lang, die Schmelzetemperatur ist zu niedrig und die Geschwindigkeit ist zu schnell, wodurch die inneren Spannungen zunehmen und eine Verformung verursacht wird.
② Die Werkzeugtemperatur ist zu hoch und die Abkühlzeit zu kurz, was zu einer Überhitzung der Teile während der Entformung und zu einer Verformung beim Auswerfen führt.
③ Reduzieren Sie die Schneckendrehzahl und den Gegendruck, um die Dichte zu verringern und gleichzeitig die Mindestfüllmenge beizubehalten, um die Erzeugung von Eigenspannungen zu begrenzen.
④ Falls erforderlich, können die Teile, die zu Verformungen neigen, weich geformt oder nach dem Entformen entformt werden.

4. Fehler von Farbbalken, Linien und Blumen in spritzgegossenen Produkten
Dieser Fehler tritt hauptsächlich bei Kunststoffteilen auf, die mit Masterbatch gefärbt wurden. Obwohl die Masterbatch-Einfärbung in Bezug auf Farbstabilität, Farbreinheit, Farbmigration usw. besser ist als die Einfärbung mit Trockenpulver und Farbpaste, ist die Verteilung, d. h. die Farbpartikel können den Kunststoff relativ schlecht verdünnen und sich gleichmäßig vermischen, und die fertigen Produkte weisen natürlich regionale Farbunterschiede auf.

Lösung
① Erhöhen Sie die Temperatur des Einspeisungsabschnitts, insbesondere die Temperatur am hinteren Ende des Einspeisungsabschnitts, so dass die Temperatur nahe bei oder etwas höher als die Temperatur des Schmelzabschnitts liegt, so dass das Farbmasterbatch beim Eintritt in den Schmelzabschnitt so schnell wie möglich schmelzen kann, eine gleichmäßige Vermischung mit der Verdünnung gefördert wird und die Chance einer Flüssigkeitsvermischung erhöht wird.
② Bei konstanter Schneckendrehzahl erhöht sich mit steigendem Gegendruck die Schmelzetemperatur und die Scherwirkung im Zylinder.
③ Ändern Sie die Form, insbesondere das Gießsystem. Wenn der Anschnitt zu breit ist, ist der Turbulenzeffekt schlecht, wenn die Schmelze durchläuft, und der Temperaturanstieg ist nicht hoch, so dass er ungleichmäßig ist und der Bandformhohlraum verengt werden sollte.

5. Spritzgegossene Produkte Schrumpfung und Beulen
Wenn Sie den Kunststoff in die Form spritzen, kühlt er ab und verfestigt sich. Während dieses Prozesses schrumpft der Kunststoff. Das ist normal. Aber manchmal ist die Schrumpfung nicht gleichmäßig. In diesem Fall entstehen Dellen.
5.1 Aspekte der Maschine
Wenn die Düsenöffnung zu groß ist, fließt die Schmelze zurück und verursacht Schrumpfung; wenn sie zu klein ist, ist der Widerstand groß und die Materialmenge klein, was zu Schrumpfung führt.
② Wenn die Klemmkraft nicht ausreicht, schrumpft der Blitz, daher sollten Sie überprüfen, ob es ein Problem mit dem Klemmsystem gibt.
③ Wenn die Plastifizierungsmenge nicht ausreicht, sollten Sie eine Maschine mit einer großen Plastifizierungsmenge verwenden, um zu prüfen, ob die Schnecke und der Zylinder abgenutzt sind.

5.2 Schimmel-Aspekte
Achten Sie darauf, dass die Wandstärke überall gleich ist und dass die Schrumpfung gleich ist.
② Stellen Sie sicher, dass das Kühl- und Heizsystem der Form die Temperatur für alle Teile gleich hält.
Achten Sie darauf, dass das Tor glatt ist und nicht zu viel Widerstand bietet. Zum Beispiel sollte die Größe des Hauptkanals, des Laufrades und des Schiebers richtig sein, die Oberfläche sollte glatt sein und der Übergangsbereich sollte gekrümmt sein.
④ Bei dünnen Teilen erhöhen Sie die Temperatur, um sicherzustellen, dass das Material reibungslos fließt. Bei dicken Teilen senken Sie die Formtemperatur.
Achten Sie darauf, dass der Anschnitt symmetrisch ist, und versuchen Sie, ihn in den dicken Teil des Teils zu setzen. Vergewissern Sie sich, dass das Kaltbutzenloch groß genug ist.

5.3 Kunststoffe
Kristalline Kunststoffe schrumpfen stärker als amorphe Kunststoffe. Wenn man sie verarbeitet, muss man mehr Material hinzufügen oder dem Kunststoff etwas hinzufügen, damit er schneller kristallisiert und nicht so stark schrumpft.
5.4 Verarbeitung
① Die Temperatur des Zylinders ist zu hoch und das Volumen ändert sich stark, insbesondere die Temperatur des vorderen Ofens. Bei Kunststoffen mit schlechter Fließfähigkeit sollte die Temperatur entsprechend erhöht werden, um die Glätte zu gewährleisten.
② Der Einspritzdruck, die Geschwindigkeit und der Gegendruck sind zu niedrig und die Einspritzzeit ist zu kurz, was zu unzureichendem Materialvolumen oder Dichte und Schrumpfung führt. Der Druck, die Geschwindigkeit und der Gegendruck sind zu hoch und die Zeit ist zu lang, was zu Gratbildung und Schrumpfung führt.
③ Ist die zugeführte Materialmenge zu groß, wird der Einspritzdruck verbraucht; ist sie zu klein, reicht die Materialmenge nicht aus.
④ Bei Teilen, die keine Präzision erfordern, ist die äußere Schicht nach dem Einspritzen und Druckhalten im Wesentlichen verdichtet und gehärtet, aber das Sandwich-Teil ist noch weich und kann ausgeworfen werden. Es kann so schnell wie möglich aus der Form entnommen werden und an der Luft oder in heißem Wasser langsam abkühlen. Die Schrumpfungsdelle ist sanft und nicht so auffällig und beeinträchtigt die Verwendung nicht.
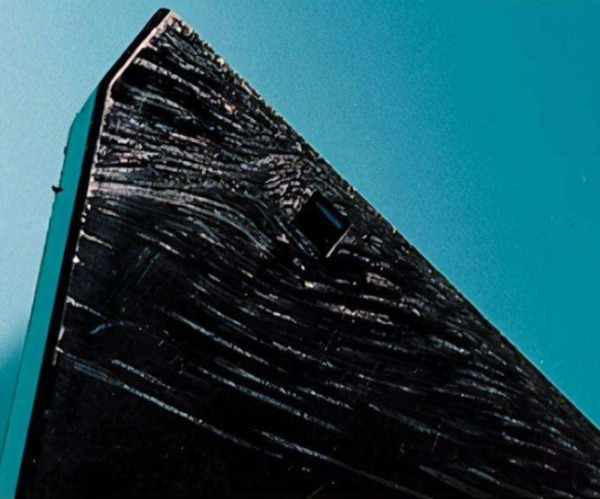
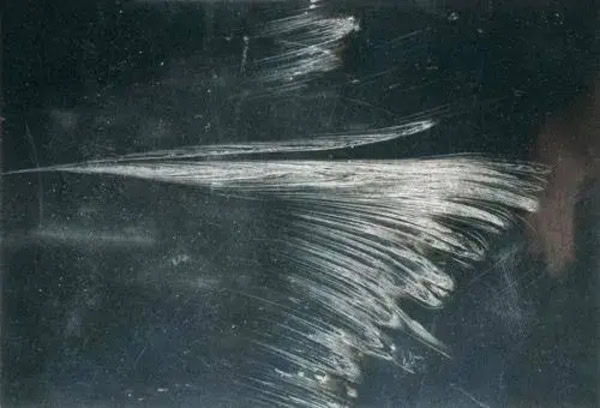
6. Transparente Defekte in spritzgegossenen Produkten
Schmelzflecken, Silberschlieren, rissiges Styropor, durchsichtige Teile von Plexiglas, manchmal kann man im Licht einige glitzernde, fadenförmige Silberschlieren sehen. Diese Silberschlieren werden auch als Blitzflecken oder Risse bezeichnet. Dies ist auf die in der vertikalen Richtung der Zugspannung erzeugte Spannung zurückzuführen, die eine starke Fließorientierung der Polymermoleküle und den Unterschied in der Faltungsgeschwindigkeit zwischen dem nicht orientierten Teil und der starken Fließorientierung verursacht.
Lösung
① Entfernen Sie alle Gase oder Verunreinigungen und stellen Sie sicher, dass der Kunststoff vollständig trocken ist.
② Senken Sie die Temperatur des Materials, passen Sie die Temperatur des Zylinders schrittweise an und erhöhen Sie die Temperatur der Form nach Bedarf.
③ Erhöhen Sie den Einspritzdruck und verringern Sie die Einspritzgeschwindigkeit.
④ Erhöhen oder verringern Sie den Gegendruck vor der Einspritzung und verringern Sie die Schneckendrehzahl.
⑤ Verbessern Sie die Entlüftungsbedingungen des Angusses und des Formhohlraums.
⑥ Reinigen Sie mögliche Verstopfungen in der Düse, dem Anguss und dem Anschnitt.
⑦ Um den Formungszyklus zu verkürzen, können Sie Glühverfahren anwenden, um Silberschlieren nach der Entformung zu beseitigen: für Polystyrol 15 Minuten bei 78°C oder 1 Stunde bei 50°C halten. Bei Polycarbonat einige Minuten lang auf über 160 °C erhitzen.

7. Spritzgegossene Produkte haben ungleichmäßige Farben
Hier sind die wichtigsten Gründe und Lösungen für ungleichmäßige Farben von Spritzgussprodukten:
① Eine schlechte Farbstoffdiffusion führt häufig zu Mustern in der Nähe des Anschnitts.
② Kunststoffe oder Farbstoffe haben eine schlechte thermische Stabilität. Um den Farbton der Teile zu stabilisieren, müssen die Produktionsbedingungen streng festgelegt werden, insbesondere Materialtemperatur, Materialmenge und Produktionszyklus.
③ Versuchen Sie bei kristallinen Kunststoffen, die Abkühlungsgeschwindigkeit aller Teile des Werkstücks gleich zu halten. Bei Teilen mit großen Wanddickenunterschieden können Farbstoffe verwendet werden, um den Farbunterschied zu überdecken. Bei Teilen mit gleichmäßigeren Wandstärken müssen die Material- und die Werkzeugtemperatur festgelegt werden.
④ Die Form, die Anschnittform und die Position des Teils wirken sich auf die Kunststofffüllung aus und führen zu Farbunterschieden in einigen Teilen des Teils, die gegebenenfalls geändert werden müssen.

8. Farb- und Glanzfehler bei spritzgegossenen Produkten
In den meisten Fällen wird der Glanz der Oberfläche von Spritzgussteilen durch die Art des Kunststoffs, das Farbmittel und die Glätte der Formoberfläche bestimmt. Aber manchmal haben die Farb- und Glanzfehler der Oberfläche, die Dunkelheit der Oberfläche usw. andere Ursachen. Die Gründe und Lösungen werden im Folgenden analysiert:
① Die Oberfläche der Form ist schlecht, die Oberfläche der Kavität hat Rostflecken usw., und der Auspuff der Form ist schlecht.
② Das Formgießsystem ist nicht gut. Der kalte Brunnen sollte vergrößert werden, der Angusskanal sollte vergrößert werden, der Hauptkanal sollte poliert werden, und der Angusskanal und der Anschnitt sollten poliert werden.
③ Die Materialtemperatur und die Werkzeugtemperatur sind niedrig, und der Anschnitt kann bei Bedarf lokal beheizt werden.

④ Der Verarbeitungsdruck ist zu niedrig, die Geschwindigkeit ist zu langsam, die Einspritzzeit ist nicht ausreichend und der Gegendruck ist nicht ausreichend, was zu schlechter Kompaktheit und dunkler Oberfläche führt.
⑤ Der Kunststoff muss vollständig plastifiziert sein, aber die Zersetzung des Materials muss verhindert werden, die Erwärmung muss stabil sein und die Abkühlung muss ausreichend sein, insbesondere bei dicken Wänden.
⑥ Um zu verhindern, dass kaltes Material in das Werkstück eindringt, verwenden Sie eine selbstsichernde Feder oder senken Sie die Düsentemperatur, falls erforderlich.
⑦ Es wird zu viel recyceltes Material verwendet, der Kunststoff oder Farbstoff ist von schlechter Qualität, mit Wasserdampf oder anderen Verunreinigungen vermischt, und das verwendete Schmiermittel ist von schlechter Qualität.
⑧ Die Klemmkraft muss ausreichend sein.
9. Spritzgießprodukte Silbernes Muster
Silberschlieren auf spritzgegossenen Produkten werden durch Oberflächenblasen und innere Poren verursacht. Der Hauptgrund für diese Defekte ist die Interferenz von Gasen, wie Wasserdampf, Zersetzungsgas, Lösungsmittelgas und Luft. Lassen Sie uns die spezifischen Gründe analysieren:
9.1 Aspekte der Maschine
① Der Zylinder und die Schnecke sind abgenutzt oder es gibt einen toten Winkel im Materialfluss im Gummikopf und Gummiring, der sich durch die langfristige Erwärmung zersetzt.
② Das Heizsystem ist außer Kontrolle geraten, wodurch die Temperatur zu hoch ist und sich zersetzt. Prüfen Sie, ob es Probleme mit Heizelementen wie Thermoelementen und Heizspiralen gibt. Ungeeignete Schrauben können sich lockern oder leicht Luft einführen.
9.2 Schimmel-Aspekte
① Unzureichende Belüftung.
② Der Reibungswiderstand der Angusskanäle, Anschnitte und Hohlräume in der Form ist groß, was zu lokaler Überhitzung und Zersetzung führt.
③ Eine unausgewogene Verteilung von Toren und Hohlräumen sowie unangemessene Kühlsysteme führen zu einer unausgewogenen Erwärmung, die eine lokale Überhitzung oder die Blockierung von Luftkanälen zur Folge hat.
④ Wasser tritt aus dem Kühlkanal aus und gelangt in den Formhohlraum.
9.3 Kunststoffe
① Wenn der Kunststoff eine hohe Feuchtigkeit aufweist, zu viel recyceltes Material hinzugefügt wurde oder schädliche Rückstände enthält (die Rückstände zersetzen sich leicht), sollte der Kunststoff vollständig getrocknet und die Rückstände entfernt werden.
② Um Feuchtigkeit aus der Atmosphäre oder aus dem Farbstoff zu absorbieren, sollte der Farbstoff auch getrocknet werden. Am besten ist es, einen Trockner an der Maschine zu installieren.
③ Wenn dem Kunststoff zu viele oder ungleiche Mengen an Gleitmitteln, Stabilisatoren usw. zugesetzt werden oder der Kunststoff selbst flüchtige Lösungsmittel enthält, kann es auch zu einer Zersetzung kommen, wenn gemischte Kunststoffe zu stark erhitzt werden.
④ Der Kunststoff ist verunreinigt und mit anderen Kunststoffen vermischt.
9.4 Verarbeitung
① Wenn Temperatur, Druck, Geschwindigkeit, Gegendruck und Schmelzemotordrehzahl zu hoch eingestellt sind, kann Zersetzung auftreten. Wenn Druck und Geschwindigkeit zu niedrig sind, sind Einspritzzeit und Nachdruck unzureichend. Wenn der Gegendruck zu niedrig ist, kann die Dichte aufgrund des fehlenden hohen Drucks unzureichend sein, und das Schmelzen kann nicht stattfinden. Wenn das Gas Silberschlieren verursacht, stellen Sie die richtige Temperatur, den richtigen Druck, die richtige Geschwindigkeit und die richtige Zeit ein. Verwenden Sie eine mehrstufige Einspritzgeschwindigkeit.

② Bei niedrigem Gegendruck und schneller Rotationsgeschwindigkeit kann leicht Luft in den Zylinder eindringen und mit dem geschmolzenen Material in die Form gelangen. Wenn der Zyklus zu lang ist, wird die Schmelze zu lange im Zylinder erhitzt und zersetzt sich.
③ Eine unzureichende Materialmenge, ein zu großes Einfüllpolster, eine zu niedrige Materialtemperatur oder eine zu niedrige Formtemperatur beeinträchtigen den Materialfluss und den Formdruck und fördern die Blasenbildung.
10. Kunststoffprodukte haben geschweißte Nähte
Wenn der geschmolzene Kunststoff in der Kavität in mehreren Strömen zusammenläuft, weil er auf Einsatzlöcher, Bereiche mit unterschiedlichen Fließgeschwindigkeiten und Bereiche, in denen der Fluss des Formfüllmaterials unterbrochen ist, trifft, entstehen lineare Bindenähte, da er nicht vollständig zusammenschmelzen kann. Außerdem entstehen Schweißlinien, wenn der Anschnitt die Form füllt, und die Festigkeit und andere Eigenschaften der Schweißlinien sind sehr gering. Die Hauptgründe werden im Folgenden analysiert:
10.1 Verarbeitung
① Der Einspritzdruck und die Einspritzgeschwindigkeit sind zu niedrig, die Zylindertemperatur und die Werkzeugtemperatur sind zu niedrig, wodurch die in das Werkzeug eintretende Schmelze vorzeitig abkühlt und Bindenähte entstehen.
② Wenn der Einspritzdruck und die Geschwindigkeit zu hoch sind, kommt es zu Spritzern und Bindenähten.
③ Die Rotationsgeschwindigkeit sollte erhöht und der Gegendruck erhöht werden, um die Viskosität des Kunststoffs zu verringern und die Dichte zu erhöhen.
④ Kunststoffe müssen gut getrocknet werden und recycelte Materialien sollten sparsam verwendet werden. Schweißnähte können auch entstehen, wenn zu viel Trennmittel verwendet wird oder die Qualität schlecht ist.
⑤ Reduzieren Sie die Klemmkraft und erleichtern Sie die Entlüftung.

10.2 Schimmel-Aspekte
① Befinden sich zu viele Anschnitte in der gleichen Kavität, reduzieren Sie die Anzahl der Anschnitte oder setzen Sie sie symmetrisch, oder setzen Sie sie so nah wie möglich an die Schweißnaht.
② Wenn der Auspuff an der Schweißnaht schlecht ist, installieren Sie eine Auspuffanlage.
③ Der Anguss ist zu groß und das Anschnittsystem ist nicht richtig dimensioniert. Öffnen Sie den Anschnitt, um zu verhindern, dass die Schmelze um die Löcher der Einsätze herumfließt, oder verwenden Sie so wenige Einsätze wie möglich.
④ Wenn sich die Wandstärke zu stark ändert oder die Wandstärke zu dünn ist, muss die Wandstärke des Teils vereinheitlicht werden.
⑤ Falls erforderlich, öffnen Sie an der Schweißnaht einen Schmelzschacht, um die Schweißnaht vom Produkt zu trennen.
10.3 Kunststoffe
① Wenn der Kunststoff schlecht fließfähig oder hitzeempfindlich ist, fügen Sie bei Bedarf Gleitmittel und Stabilisatoren hinzu.
② Kunststoff enthält oft Verunreinigungen, daher sollte er gegebenenfalls durch hochwertigeren Kunststoff ersetzt werden.
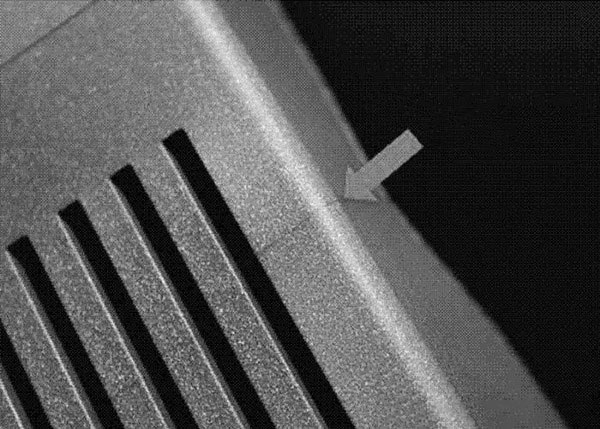
11. vibrationsbedingte Abdrücke auf spritzgegossenen Produkten
Harte Kunststoffteile, wie PS, haben diese dichten Wellen auf ihren Oberflächen in der Nähe des Anschnitts, die manchmal als Vibrationslinien bezeichnet werden. Das liegt daran, dass bei einer zu hohen Schmelzviskosität und einer stagnierenden Formfüllung das vordere Material schnell kondensiert und schrumpft, sobald es die Kavitätenoberfläche berührt, und die nachfolgende Schmelze das geschrumpfte kalte Material nachschiebt und den Prozess fortsetzt. Dieses ständige Hin und Her führt dazu, dass der Materialfluss bei seiner Vorwärtsbewegung Oberflächenschwingungsmuster erzeugt.
Lösung
① Um die Zylindertemperatur, insbesondere die Düsentemperatur, zu erhöhen, sollten Sie auch die Werkzeugtemperatur erhöhen.
② Erhöhen Sie den Einspritzdruck und die Geschwindigkeit, um den Formhohlraum schnell zu füllen.
③ Vergrößern Sie den Fließkanal und den Schieber, um einen zu großen Widerstand zu vermeiden.
Achten Sie darauf, dass die Form gut entlüftet ist und einen ausreichend großen Kaltwasserauslass hat.
⑤ Machen Sie die Teile nicht zu dünn.

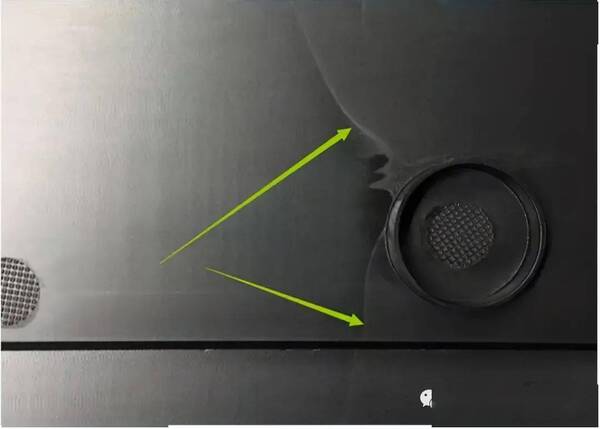
12. Aufquellen und Blasenbildung bei spritzgegossenen Produkten
Bei einigen Kunststoffteilen kommt es nach dem Formen und Entformen bald zu Schwellungen oder Blasenbildung auf der Rückseite des Metalleinsatzes oder in besonders dicken Bereichen. Dies wird durch die Ausdehnung des Gases verursacht, das vom Kunststoff freigesetzt wird, der unter der Wirkung des Innendrucks nicht vollständig abgekühlt und ausgehärtet ist.
Lösung
① Kühlen Sie es ab. Senken Sie die Formtemperatur, halten Sie die Form länger offen und senken Sie die Trocknungs- und Verarbeitungstemperatur des Materials.
② Verlangsamen Sie die Einspritzgeschwindigkeit, verkürzen Sie den Spritzgießzyklus und reduzieren Sie den Fließwiderstand.
③ Erhöhen Sie den Nachdruck und die Zeit.
④ Beheben Sie das Problem, dass die Wand des Teils zu dick ist oder sich die Dicke stark ändert.

Schlussfolgerung
Spritzgießen Fehler können die Produktqualität, die Produktionseffizienz und die Gesamtkosten erheblich beeinträchtigen. Wenn Sie aber herausfinden, was diese Fehler verursacht, und sie beheben, können Sie Ihren Prozess zuverlässiger machen, die Ausschussquote senken und gleichbleibend gute Teile herstellen. Sie müssen allerdings weiter daran arbeiten. Sie können Ihr Verfahren nicht einfach reparieren und es dann vergessen. Sie müssen Ihr Verfahren ständig verbessern, warten und überwachen, um die besten Ergebnisse aus Ihrem Spritzgießbetrieb zu erzielen.







