 Zum Inhalt springen
Zum Inhalt springen 
Silikongummi-Extrusion: Fachmännische Lösungen für die Formgebung
Entdecken Sie unsere fachkundigen Dienstleistungen für die Extrusion von Silikonkautschuk. Erzielen Sie Präzision und Effizienz mit unserer hochmodernen Technologie und unserem erfahrenen Team.

Der vollständige Leitfaden für die Extrusion von Silikongummi
Was ist Siliconkautschuk-Extrusionsguss?
Strangpressen von Silikonkautschuk ist ein großvolumiges Herstellungsverfahren, bei dem eine speziell formulierte, unvulkanisierte Silikonmischung durch ein geformtes Stahlwerkzeug, das so genannte "Extrudieren", gepresst wird. die. Auf diese Weise entsteht ein kontinuierliches Profil mit konstantem Querschnitt, das anschließend vulkanisiert (ausgehärtet) wird, um seine Form zu stabilisieren und ihm seine endgültigen physikalischen Eigenschaften zu verleihen.
Grundprinzip: Das Verfahren beruht auf Druck und Wärme. Eine Extruderschnecke erzeugt Druck, um das biegsame Silikonmaterial durch die Düse zu drücken. Das extrudierte Profil durchläuft dann eine Heizkammer oder einen Tunnel, wo die Vernetzungsreaktion eingeleitet wird, die das weiche, gummiartige Extrudat in einen festen, elastischen Gummi verwandelt.
Grundlegende Konzepte:
① Duroplastisches Material: Im Gegensatz zu Thermoplasten, die wiederholt geschmolzen und umgeformt werden können, ist Silikon ein duroplastisches Material. Durch den Aushärtungsprozess, der als Vulkanisation bezeichnet wird, entstehen irreversible Vernetzungen zwischen den Polymerketten. Einmal ausgehärtet, kann das Silikonteil nicht wieder eingeschmolzen werden.
② Polysiloxan-Chemie: Silikonkautschuk basiert auf einem Silizium-Sauerstoff-Grundgerüst (Si-O) und nicht auf einem Kohlenstoff-Grundgerüst wie die meisten organischen Kautschuke. Diese einzigartige chemische Struktur ist für seine außergewöhnlichen Eigenschaften verantwortlich, darunter Hochtemperaturstabilität und chemische Inertheit.

Klassifizierungen und Arten der Silikonextrusion
Die Silikonextrusion kann anhand mehrerer Schlüsselfaktoren klassifiziert werden, darunter das Aushärtungssystem, die Form des Rohmaterials und die Form des Endprodukts.
1. Klassifizierung nach Aushärtungssystem:
① Peroxidvernetztes Silikon: Dies ist eine traditionelle und kostengünstige Methode. Ein Peroxid-Katalysator wird in die Silikonverbindung gemischt. Beim Erhitzen zersetzt sich das Peroxid in freie Radikale, die die Vernetzung der Polymerketten einleiten. Bei dieser Methode können manchmal Nebenprodukte (wie Dichlorbenzoesäure) entstehen, die durch einen Nachhärtungsprozess entfernt werden müssen, insbesondere bei lebensmitteltauglichen oder medizinischen Anwendungen.
② Platinvernetztes (additionsvernetztes) Silikon: Bei diesem System wird ein Katalysator auf Platinbasis verwendet. Es handelt sich um ein sauberes Verfahren, bei dem keine schädlichen Nebenprodukte entstehen, was es zur bevorzugten Wahl für hochreine Anwendungen wie medizinische Implantate, pharmazeutische Schläuche und Artikel mit Lebensmittelkontakt macht. Mit Platin gehärtete Silikone bieten überlegene Klarheit, verbesserte mechanische Eigenschaften und sind weniger anfällig für Vergilbung im Laufe der Zeit.
2. Klassifizierung nach der Form des Rohmaterials:
① Extrusion von hochkonsistentem Gummi (HCR): HCR, auch bekannt als Heat Cured Rubber, ist das am häufigsten verwendete Material für die Silikonextrusion. Er hat eine sehr hohe Viskosität, die einer dicken Paste oder einem Teig ähnelt. Es wird in der Regel in Stämmen oder Streifen geliefert und dem Extruder von einer Zuführungsmühle zugeführt.
② Extrusion von Flüssigsilikonkautschuk (LSR): LSR wird zwar überwiegend im Spritzgussverfahren eingesetzt, es gibt jedoch auch spezielle Extrusionsverfahren dafür. LSR hat eine viel niedrigere Viskosität und ist ein zweiteiliges System (A- und B-Komponenten), das gepumpt, gemischt und dann direkt in den Extruder eingespeist wird. Diese Methode ist weniger verbreitet, kann aber für komplexe, hochpräzise Profile von Vorteil sein.
3. Klassifizierung nach Produktform:
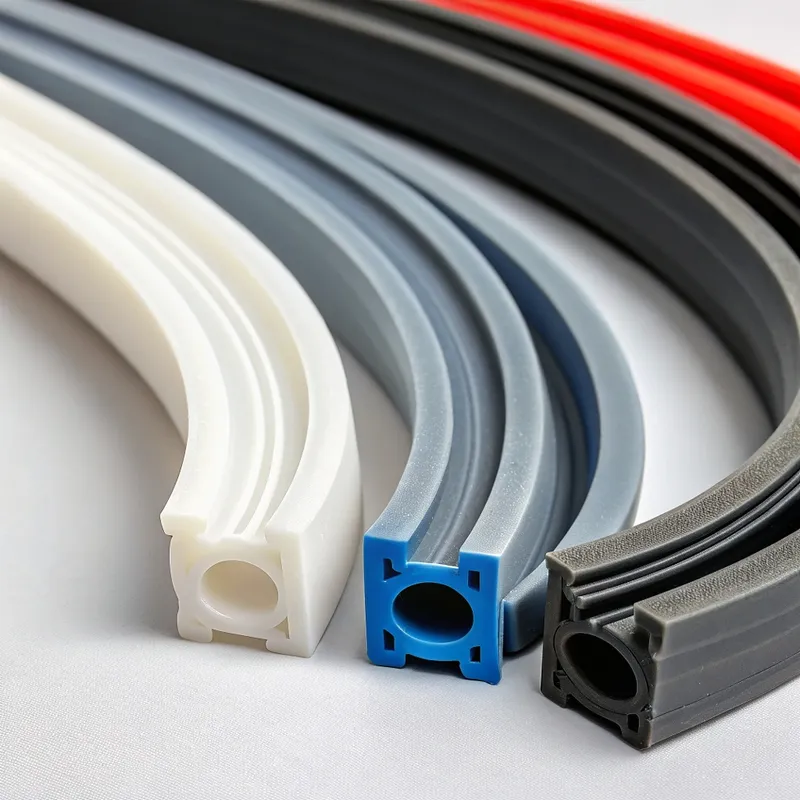
① Silikonrohre und -schläuche: Hohlprofile für die Übertragung von Flüssigkeiten, Luft oder elektrischen Leitungen.
② Feste Schnüre aus Silikon: Massive, runde Profile, die für Dichtungsanwendungen verwendet werden (O-Ring-Schnurmaterial).
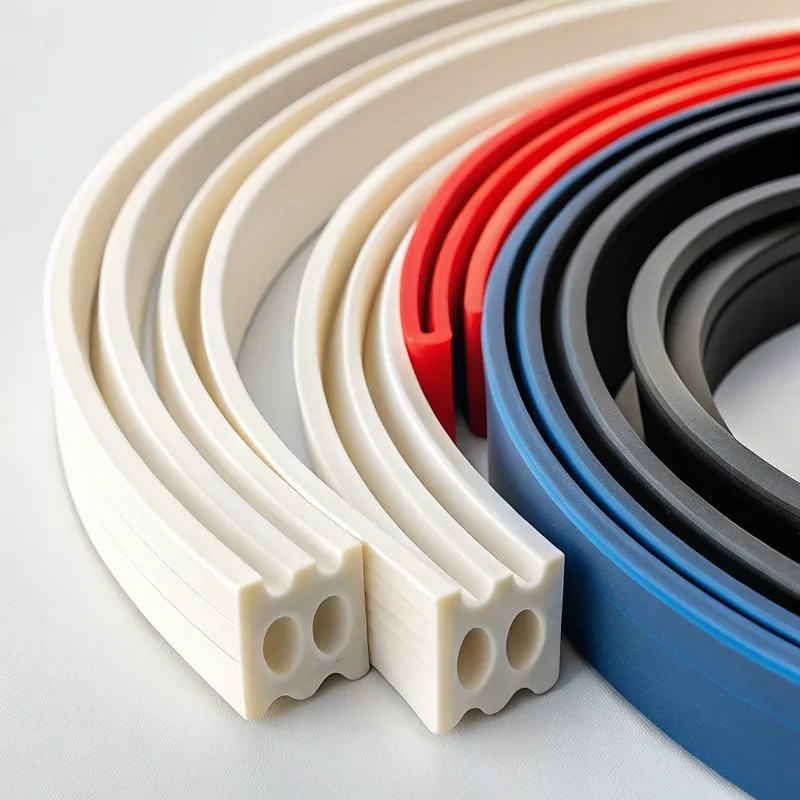
③ Silikon-Profile und -Formen: Kundenspezifische, komplexe Querschnitte wie P-Streifen, D-Dichtungen, U-Kanäle und andere kundenspezifische Dichtungen.
④ Silikonstreifen und -folien: Flache, rechteckige Profile, die auf Länge geschnitten oder als Endlosrollen geliefert werden können.

Typische Anwendungsszenarien und Use Cases
Die einzigartigen Eigenschaften von Silikon machen seine extrudierten Produkte in zahlreichen Branchen unverzichtbar.
① Medizin und Gesundheitswesen: Aufgrund seiner Biokompatibilität, Sterilisierbarkeit (Autoklav, EtO, Gamma) und Inertheit ist Silikon ein beliebtes Material für Katheter, Drainageschläuche, Schläuche für peristaltische Pumpen und Dichtungen für medizinische Geräte.
② Lebensmittel, Getränke und Molkereiprodukte: FDA-konforme Silikonschläuche werden häufig für den Transfer von Flüssigkeiten in der Lebensmittelverarbeitung, bei der Getränkeausgabe und in der Milchwirtschaft verwendet. Sie sind geschmacks- und geruchsneutral und widerstehen Reinigungszyklen bei hohen Temperaturen (CIP/SIP).

③ Luft- und Raumfahrt und Automobilindustrie: Extrudierte Silikondichtungen, Dichtungen und Schläuche sind entscheidend für die Leistung bei extremen Temperaturen. Sie werden für Tür- und Fensterdichtungen, Motorraumdichtungen, Draht- und Kabelisolierungen und Flüssigkeitsübertragungsschläuche verwendet, die Hitze, Ozon und UV-Strahlung widerstehen.
④ Elektronik: Aufgrund seiner hervorragenden dielektrischen Eigenschaften eignet sich Silikon hervorragend zur Isolierung von Hochspannungsdrähten und -kabeln. Es wird auch für die Herstellung von Schutzdichtungen für elektronische Gehäuse verwendet, um diese vor Feuchtigkeit und Staub zu schützen (IP-Schutzklassen).
⑤ Bauwesen und Architektur: Silikondichtungen, Dehnungsfugen und Verglasungsdichtungen bieten langlebige, witterungsbeständige Dichtungslösungen für Fenster, Türen und Fassadensysteme.
⑥ Industriemaschinen: Sie werden für langlebige Dichtungen und Schläuche in einer Vielzahl von Industrieanlagen verwendet und bieten zuverlässige Leistung bei hoher Hitze und chemischer Belastung.
Was sind die Vorteile der Silikonextrusion?
Die Silikonextrusion bietet eine leistungsstarke Kombination aus Materialeigenschaften und Fertigungseffizienz.
① Außergewöhnliche Temperaturbeständigkeit: Silikon behält seine Flexibilität und Unversehrtheit über einen großen Temperaturbereich bei, in der Regel von -60°C bis +230°C (-75°F bis +450°F), wobei spezielle Qualitäten sogar noch weiter reichen.
② Ausgezeichnete Umweltbeständigkeit: Es weist eine hervorragende Widerstandsfähigkeit gegen Ozon, UV-Strahlung und allgemeine Witterungseinflüsse auf und ist daher ideal für Außenanwendungen geeignet, ohne zu reißen oder sich zu verschlechtern.
③ Biokompatibilität und Reinheit: Medizinische und lebensmitteltaugliche Silikone sind ungiftig, hypoallergen und fördern kein mikrobielles Wachstum, was sie für empfindliche Anwendungen sicher macht.
④ Chemische Inertheit: Silikon ist gegen viele Chemikalien, Wasser und Öle beständig, hat aber Schwächen bei bestimmten Lösungsmitteln und starken Säuren.
⑤ Hervorragende Flexibilität und Elastizität: Es hat einen niedrigen Druckverformungsrest, d. h. es kann wiederholt zusammengedrückt werden und kehrt in seine ursprüngliche Form zurück, was für eine wirksame Abdichtung unerlässlich ist.
⑥ Elektrische Isolierung: Silikon ist ein hervorragender elektrischer Isolator und daher die erste Wahl für Draht- und Kabelummantelungen.
⑦ Hoher Grad an Individualisierung: Das Extrusionsverfahren ermöglicht die effiziente Herstellung komplexer kundenspezifischer Profile und einer breiten Palette von Farben.

Was sind die Nachteile und Einschränkungen der Silikonextrusion?
Kein Verfahren ist perfekt. Es ist wichtig, sich der Grenzen der Silikonextrusion bewusst zu sein.
① Geringere mechanische Festigkeit: Im Vergleich zu vielen organischen Kautschuken (wie EPDM oder Neopren) hat Standardsilikon eine geringere Zugfestigkeit, Reißfestigkeit und Abriebfestigkeit. Es eignet sich nicht für dynamische Anwendungen mit hoher Reibung oder physischem Missbrauch.
② Höhere Materialkosten: Silikonrohstoffe sind im Allgemeinen teurer als herkömmliche Kautschuke, was sich bei unkritischen Anwendungen auf die Kosteneffizienz auswirken kann.
③ Empfindlichkeit gegenüber bestimmten Flüssigkeiten: Silikon quillt auf und zersetzt sich, wenn es bestimmten Kraftstoffen, Ölen und Lösungsmitteln auf Kohlenwasserstoffbasis ausgesetzt wird. Die Materialauswahl muss sorgfältig auf die chemische Umgebung abgestimmt werden.
④ Herausforderungen bei der Verarbeitung: Die "klebrige" Natur von unausgehärtetem Silikon kann manchmal zu Schwierigkeiten bei der Handhabung und Verarbeitung führen. Außerdem erfordert es eine saubere Produktionsumgebung, da es Staub und Verunreinigungen anziehen kann.
⑤ Konstante Querschnittsbegrenzung: Das Strangpressen ist von Natur aus darauf beschränkt, Teile mit einem einheitlichen Querschnitt über die gesamte Länge herzustellen. Merkmale wie Hinterschneidungen, unterschiedliche Wandstärken oder integrierte Anschlüsse sind mit diesem Verfahren allein nicht möglich.
Vergleich mit alternativen Technologien
| Technologie | Zentrale Stärken | Am besten für | Wesentliche Schwachstellen |
|---|---|---|---|
| Silikonextrusion | Ausgezeichnete Wärme- und Umweltbeständigkeit, Biokompatibilität, kontinuierliche Produktion. | Dichtungen, Schläuche und Profile mit konstantem Querschnitt. | Geringere Abriebfestigkeit, beschränkt auf 2D-Profile, höhere Materialkosten. |
| TPE-Extrusion | Geringere Kosten, gute Abriebfestigkeit, recycelbar (Thermoplast). | Automobildichtungen, Konsumgüter und Anwendungen, bei denen extreme Hitze keine Rolle spielt. | Deutlich geringerer Temperaturbereich, weniger belastbar (höherer Druckverformungsrest). |
| Silikon-Spritzgießen | Erzeugt komplexe 3D-Teile, hohe Präzision, hervorragend für das Umspritzen geeignet. | 3D-Komponenten wie Tasten, Tastaturen, komplexe Dichtungen und Teile für medizinische Geräte. | Höhere Werkzeugkosten, kein kontinuierlicher Prozess, begrenzte Teilegröße. |
Silikonkautschuk-Extrusionsverfahren: Ein umfassender Leitfaden
Beherrschen Sie den Prozess der Silikonkautschuk-Extrusionsformung. Unser Expertenhandbuch behandelt die wichtigsten Prinzipien, Anwendungen, bewährte Konstruktionsverfahren und Lösungen für häufige Probleme.
Der vollständige Leitfaden für die Extrusion von Silikongummi
Wesentliche Merkmale und Eigenschaften von extrudiertem Silicon
Bei der Spezifikation eines extrudierten Silikonteils beziehen sich die Ingenieure auf diese kritischen Leistungsindikatoren:
① Härte (Durometer): Gemessen auf der Shore-A-Skala, zeigt dies die Widerstandsfähigkeit des Materials gegen Eindrücken an. Typische Werte für Strangpressprofile reichen von 20 (sehr weich) bis 80 (fest) Shore A.

② Zugfestigkeit: Die maximale Spannung, die das Material beim Dehnen aushalten kann, bevor es bricht, gemessen in PSI oder MPa.
③ Bruchdehnung: Die prozentuale Längenzunahme, die das Material erreichen kann, bevor es reißt. Es ist ein Maß für seine "Dehnbarkeit".
④ Reißfestigkeit: Der Widerstand des Materials gegen die Ausbreitung eines Risses, eine kritische Eigenschaft für Dichtungen, die über scharfe Ecken gespannt werden können.
⑤ Komprimierungssatz: Misst die Fähigkeit des Materials, nach längerer Druckbelastung bei einer bestimmten Temperatur wieder seine ursprüngliche Dicke anzunehmen. Ein niedriger Druckverformungsrest ist für eine zuverlässige, langfristige Abdichtung unerlässlich.
⑥ Dielektrische Festigkeit: Das maximale elektrische Feld, dem ein Material standhalten kann, ohne zusammenzubrechen, gemessen in Volt pro Millimeter (V/mil).
Der Kernprozess des Silikonextrusionsformens
Der Weg von der Rohmasse bis zum Endprodukt umfasst mehrere verschiedene, sorgfältig kontrollierte Stufen.
Stufe 1: Materialvorbereitung und Zusammenstellung:
Der Prozess beginnt mit dem Basis-Silikonpolymer (HCR). Dieses wird auf ein Zweiwalzenwerk gegeben, wo Zusatzstoffe beigemischt werden. Dazu können Farbpigmente, Füllstoffe (wie pyrogene Kieselsäure) zur Verbesserung der mechanischen Eigenschaften und der Katalysator (Peroxid oder Platin) für die Aushärtung gehören. Die Mischung wird gründlich gemischt, um die Gleichmäßigkeit zu gewährleisten, und dann in kontinuierliche Streifen oder Stämme geformt, die für den Extruder bereit sind.
Stufe 2: Fütterung:
Der vorbereitete Silikonstreifen wird in den Trichter des Extruders eingefüllt. Bei HCR helfen oft Walzen dabei, das klebrige Material nach unten in den Extruderzylinder zu drücken.
Stufe 3: Extrusion:
Im Inneren des beheizten Zylinders befördert eine rotierende Schnecke das Silikon nach vorne. Durch die mechanische Wirkung der Schnecke und die Hitze des Zylinders wird das Material erweicht und ein Druck aufgebaut. Dieser Druck drückt die homogenisierte Silikonmasse durch die kleine Öffnung der Matrize, die präzise auf den gewünschten endgültigen Querschnitt des Teils zugeschnitten ist.
Stufe 4: Aushärtung (Vulkanisation):
Wenn das Profil die Form verlässt, befindet es sich noch in einem weichen, ungehärteten Zustand. Es kommt sofort in einen Härtetunnel oder Ofen. Die gängigsten Methoden sind:
① Heißluft-Vulkanisationstunnel (HAV): Das Profil läuft auf einem Förderband durch einen langen Ofen, in dem heiße Luft, in der Regel bei 200-450 °C, das Silikon aushärtet. Dies ist die am weitesten verbreitete Methode.
② Infrarot (IR)-Tunnel: Hochintensive Infrarotstrahler sorgen für eine schnelle und effiziente Wärmeübertragung, was häufig zu einer höheren Liniengeschwindigkeit führt.
③ Salzbadhärtung: Das Extrudat durchläuft ein Bad aus geschmolzenem Salz. Dies sorgt für eine sehr schnelle und gleichmäßige Wärmeübertragung, ist aber heute aufgrund von Umwelt- und Sicherheitsbedenken weniger verbreitet.
Stufe 5: Nachhärtung (optional, aber empfohlen):
Nach der primären Aushärtung werden einige Teile, insbesondere solche, die mit Peroxidsystemen oder für kritische Anwendungen hergestellt werden, einem Nachhärtungszyklus unterzogen. Die Teile werden mehrere Stunden lang in einen Chargenofen gelegt (z. B. 4 Stunden bei 200 °C), um flüchtige Nebenprodukte zu entfernen und die physikalischen Eigenschaften des Materials, insbesondere den Druckverformungsrest, weiter zu stabilisieren.
Stufe 6: Abkühlung, Schneiden und Endbearbeitung:
Das ausgehärtete Profil wird gekühlt, häufig durch Luft oder ein Wasserbad. Anschließend kann es mit Inline-Schneidemaschinen auf bestimmte Längen geschnitten, auf Spulen aufgewickelt oder mit weiteren Verfahren wie Bedrucken, Auftragen von Klebstoff oder Verbinden zu O-Ringen verarbeitet werden.

Wichtige Parameter und Einflussfaktoren des Prozesses
Die Steuerung des Extrusionsprozesses ist ein empfindliches Gleichgewicht aus mehreren Variablen.
① Schneckendrehzahl (RPM): Beeinflusst direkt die Ausstoßgeschwindigkeit. Höhere Geschwindigkeiten erhöhen den Durchsatz, können aber auch eine übermäßige Scherwärme erzeugen, die zu einer vorzeitigen Aushärtung (Verbrennung) im Zylinder führen kann.
② Fass- und Gesenktemperatur: Es muss sorgfältig kontrolliert werden, damit das Silikon geschmeidig genug bleibt, um zu fließen, ohne die Aushärtungsreaktion im Extruder auszulösen.
③ Würfel-Design: Die Geometrie der Matrize ist entscheidend. Sie muss so gestaltet sein, dass sie Folgendes kompensiert Schwellkörper-die Tendenz des Extrudats, sich nach dem Austritt aus der Düse auszudehnen. Dies erfordert Erfahrung und oft mehrere Iterationen.
④ Aushärtungstemperatur und -zeit: Diese müssen ausreichend sein, um eine vollständige Aushärtung über den gesamten Querschnitt des Teils zu erreichen. Eine unzureichende Aushärtung führt zu einem schwachen, klebrigen Produkt, während übermäßige Hitze zu einer Verschlechterung führen kann. Die Zeit wird durch die Länge des Ofens und die Liniengeschwindigkeit gesteuert.
⑤ Leitungsgeschwindigkeit: Die Geschwindigkeit des Förderbandes muss mit dem Ausstoß des Extruders synchronisiert werden, um zu verhindern, dass sich das Profil dehnt oder durchhängt und dadurch seine Abmessungen verfälscht werden.
Konstruktionsleitfaden und bewährte Praktiken für Silikonextrusionen
Die Einhaltung dieser Konstruktionsprinzipien führt zu besser herstellbaren und kostengünstigeren Teilen.
① Vereinfachen Sie das Profil: Je einfacher der Querschnitt ist, desto leichter lassen sich die Abmessungen kontrollieren und desto geringer sind die Werkzeugkosten. Vermeiden Sie unnötig komplexe Merkmale.
② Gleichmäßige Wanddicke beibehalten: Drastische Unterschiede in der Wanddicke können zu ungleichmäßiger Aushärtung, Verformung und Dimensionsschwankungen führen. Achten Sie auf Gleichmäßigkeit, wo immer dies möglich ist.
③ Großzügige Radien einplanen: Vermeiden Sie scharfe Innen- und Außenecken. Scharfe Ecken sind Punkte der Spannungskonzentration und es kann schwierig sein, sie während der Extrusion vollständig und gleichmäßig zu füllen. Ein Radius von mindestens 0,5 mm (0,020″) wird empfohlen.
④ Vermeiden Sie Hohlprofile mit dünnen Wänden: Dünnwandige Hohlprofile neigen dazu, zusammenzubrechen oder sich zu verformen, bevor sie vollständig ausgehärtet sind. Wenn ein Hohlraum erforderlich ist, müssen die Wände stabil genug sein, um sich selbst zu tragen.
⑤ Toleranzen verstehen und spezifizieren: Die branchenüblichen Toleranzen für Silikonextrusionen werden in der Regel von der Association for Rubber Products Manufacturers (ARPM) in ihrem Rubber Handbook festgelegt (Klasse 2 für Präzision, Klasse 3 für kommerzielle Zwecke). Geben Sie die engsten Toleranzen nur bei Bedarf an, da dies die Kosten erhöht.
⑥ Definieren Sie klar die Materialspezifikationen: Fragen Sie nicht einfach nach "Silikon". Geben Sie Härte (Durometer), Farbe, Konformitätsanforderungen (z. B. FDA 21 CFR 177.2600, USP Class VI) und alle kritischen Leistungseigenschaften wie Druckverformung oder Temperaturbereich an.
Häufige Probleme bei der Silikonextrusion und wie man sie lösen kann
| Problem | Mögliche Ursachen | Lösungen |
|---|---|---|
| Matrizenschwellung / Falsche Abmessungen | Die Konstruktion der Matrize berücksichtigt nicht die Materialausdehnung. Inkonsistente Materialcharge. Falsche Liniengeschwindigkeit oder Extruderleistung. | Ändern der Abmessungen von Düsenöffnungen. Vorabtests und Zertifizierung von Materialchargen. Synchronisieren Sie Liniengeschwindigkeit und Schneckendrehzahl. |
| Porosität (Blasen im Teil) | Feuchtigkeit im Rohmaterial. Lufteinschlüsse bei der Zuführung. Die Aushärtungstemperatur ist zu hoch, so dass die flüchtigen Bestandteile sieden. | Trocknen Sie die Mischung vor dem Gebrauch gründlich ab. Achten Sie auf eine korrekte Zuführtechnik. Reduzieren Sie die Temperatur des Aushärteofens. |
| Oberflächenfehler (Rauhigkeit, Pitting) | Verunreinigungen in der Mischung. Verbrennung (vorzeitige Aushärtung) im Extruder. Die Düsenoberfläche ist beschädigt oder verschmutzt. | Verwenden Sie eine Reinraumumgebung für das Compoundieren. Senken Sie die Zylindertemperatur. Reinigen und polieren Sie den Stempel regelmäßig. |
| Unvollständige Aushärtung (klebrige Oberfläche) | Unzureichende Aushärtezeit oder Temperatur. Die Liniengeschwindigkeit ist zu schnell für den Ofen. Falsches Katalysatorverhältnis. | Verringern Sie die Liniengeschwindigkeit. Erhöhen Sie die Ofentemperatur. Überprüfen Sie die Aufzeichnungen zur Materialzusammensetzung. Nachhärtung durchführen. |
| Verzerrung oder Verformung | Ungleichmäßige Kühlung. Ungleichmäßige Wandstärke. Unzureichende Unterstützung des Profils beim Austritt aus der Matrize. | Optimierung des Kühlsystems (Luftdüsen, Wasserbad). Umgestaltung des Teils für gleichmäßige Wände. Förderhöhe und Stützrollen anpassen. |
Verwandte Technologien und Konzepte
1. Vorgeschalteter Prozess - Silikon-Compoundierung:
Dies ist der entscheidende erste Schritt, bei dem die Basis-Silikonpolymere mit Füllstoffen, Additiven und Katalysatoren gemischt werden, um die für eine bestimmte Anwendung erforderliche HCR-Qualität herzustellen. Die Qualität des endgültigen extrudierten Teils hängt in hohem Maße von der Qualität und Konsistenz des Compoundierprozesses ab.
2. Nachgelagerter Prozess - Fertigung und Montage:
Extrudierte Profile sind selten das Endprodukt. Nachgelagerte Prozesse umfassen:
① Spleißen: Schneiden einer extrudierten Schnur auf Länge und Zusammenkleben der Enden, um einen individuellen O-Ring herzustellen.
② Klebstoffanwendung: Anbringen von druckempfindlichem Klebeband (PSA) auf einer Seite eines Profils, um die Montage zu erleichtern.
③ Druck und Kennzeichnung: Hinzufügen von Teilenummern, Logos oder Ausrichtungsmarkierungen auf der Oberfläche.
3. Co-Extrusion:
Ein fortschrittlicheres Verfahren, bei dem zwei oder mehr Extruder verschiedene Materialien (z. B. verschiedene Farben oder Härten von Silikon) in eine einzige Düse einbringen, um ein integriertes Profil aus mehreren Materialien zu erzeugen. Eine Dichtung kann zum Beispiel eine starre Basis zur Befestigung und einen weichen Wulst zur Abdichtung haben.
4. Silikon-Spritzgießen:
Wie bereits erwähnt, handelt es sich hierbei um ein ergänzendes Verfahren zur Herstellung komplexer, dreidimensionaler Silikonteile. Es wird häufig für Bauteile gewählt, die nicht mit einem konstanten Querschnitt hergestellt werden können.
5. Silikon-Pressformen:
Die älteste Methode zum Gießen von Silikon. Eine vorab gewogene Materialmenge wird in einen erhitzten Formhohlraum gegeben, und die Form wird unter Druck geschlossen, wodurch das Material gezwungen wird, den Hohlraum zu füllen und auszuhärten. Es eignet sich für die Herstellung von Teilen wie Dichtungen und Polstern in kleinen bis mittleren Mengen.


How to Achieve Uniform Wall Thickness in Rib Design for Injection Molding?
Key Takeaways Achieving uniform wall thickness in rib design is critical for preventing cosmetic defects like sink marks and voids while maintaining structural integrity. The “golden rule” is maintaining a

How Does Gate Location Influence Injection Molded Part Quality?
Key Takeaways – Gate location determines the flow pattern of molten plastic, directly influencing structural strength, warpage, and cosmetic appearance. – Submarine (tunnel) gates offer automatic degating and clean aesthetics

How to Prepare a Perfect RFQ for Custom Injection Molding Services?
Key Takeaways – A neutral 3D CAD file (STEP or IGES format) is mandatory for calculating part volume, weight, and cycle time accurately. – 2D technical drawings are essential for
Angebotene Optimierungslösungen Kostenlos
- Bereitstellung von Design-Feedback und Optimierungslösungen
- Optimieren Sie die Struktur und reduzieren Sie die Formkosten
- Sprechen Sie direkt mit Ingenieuren unter vier Augen

