 Zum Inhalt springen
Zum Inhalt springen 

Einleitung: Die Trennebene ist die Linie, an der sich die Form öffnet, um das Produkt zu entnehmen. Die Wahl der Trennebene ist auch der erste Schritt bei der Konstruktion der Form. Sie wird von vielen Faktoren beeinflusst, wie z. B. der Form, dem Aussehen, der Wandstärke, der Maßgenauigkeit und der Anzahl der Kavitäten des Produkts.
Bei allgemeinen Produkten hat meiner Meinung nach jeder kein Problem mit der Bestimmung der Trennlinie. Aber bei vielen Seitenkernzügen oder wenn es um Kissenposition, Kollision und Einsetzen geht.

Diese sind umstritten. Die Auswahl ist manchmal nicht einfach. Deshalb wird Zetar Mold darüber sprechen, wie man die Trennlinie wählt und wie man die Trennlinie bestimmt.
Die Bedeutung der trennenden Oberfläche
Das sogenannte Trennen ist die Unterteilung des Formkerns des Kunststoffteils in mehrere Module. Die Kontaktfläche zwischen den Modulen wird als Trennebene bezeichnet, auch Trennfläche genannt.Trennebene Spritzgießen bezieht sich auf die sichtbaren Linien auf der Formtrennfläche, die während des Spritzgießprozess .
Beim Spritzgießen bestimmt die Lage der Trennebene die Trennung der Form und das Aussehen des Formteils Die Trennebene befindet sich an der Kante des Formteils zwischen dem Kern und der Oberfläche des Hohlraums. Die Trennebene umfasst die vertikale Trennebene, die Formtrennlinie, die gerade Trennebene usw.

Bei der Konstruktion von Spritzgießwerkzeugen bestimmt die Trennebene die Öffnungs- und Schließposition der Werkzeughälften; die Position der Trennebene steht in engem Zusammenhang mit der Passung von Kern und Kavität und wirkt sich direkt auf das Aussehen des Formteils aus. Während des Spritzgießprozesses bildet die Trennebene auf der Oberfläche des fertigen Produkts eine Zeugenlinie, die die Genauigkeit des Formdesigns widerspiegelt.
Arten von Trennflächen
Ebene Trennflächen
Trennebenen an einer Form sind ziemlich häufig und einfach. Sie sind einfach Ebenen, die senkrecht zur Öffnungsrichtung der Form stehen.

Abgestufte Trennflächen
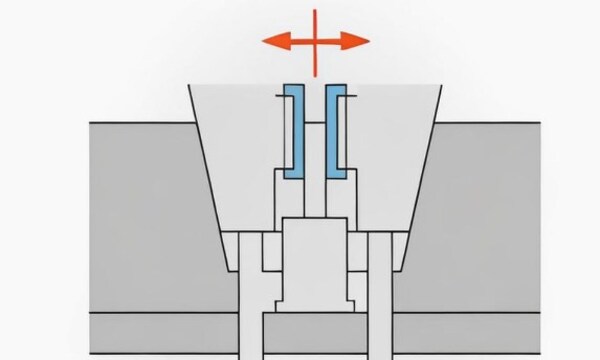
Aufgrund der spezifischen Anforderungen einiger Kunststoffteile werden die Trennflächen gestuft ausgeführt. Bei den abgestuften Trennebenen werden aufgrund der großen Kraft auf einer Seite der Kavität exzentrische Einspritzkräfte auf beiden Seiten der Kavität erzeugt, was zu einer relativen Gleitneigung zwischen der festen und der beweglichen Werkzeughälfte führt.
Die Gleitrichtung ist in der nachstehenden Abbildung dargestellt. Daher sollte die Trennfläche mit einer flachen Stufenfläche (die Seite mit der größeren vertikalen Projektionsfläche) zuerst ausgewählt werden.

Achten Sie beim Einrichten der Form darauf, dass die beiden Kavitäten symmetrisch angeordnet sind. Wenn die Stufendifferenz der gestuften Trennfläche zu groß ist, sollten Sie eine Kissenposition entwerfen und lokal eine gestufte Trennfläche herstellen.
Einige Teile haben eine Vielzahl von Stufen. Wenn die Trennfläche entsprechend der Stufenform gestaltet wird, wird die Trennfläche kompliziert.Um die Trennfläche zu vereinfachen, kann die Trennfläche zu einer Ebene gemacht werden. Der Nachteil dabei ist, dass eine Klemmlinie das Aussehen des Teils beeinträchtigt. Daher wird diese Trennmethode meist für Innenteile verwendet.
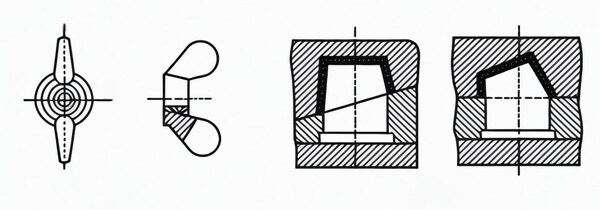
Abgeschrägte Trennfläche
Die Trennfläche des Formteils wird abgeschrägt, und entlang der Abschrägung wird eine Dichtfläche erzeugt (um Form zu sparen), die dann abgeflacht wird (um die Positionierung und Datenerfassung zu erleichtern).
Grundprinzipien für die Auswahl von Trennflächen
Die Bestimmung der Trennebene ist eine komplexe Angelegenheit. Die Trennfläche wird beeinflusst von der Position des Kunststoffteils im Spritzgießwerkzeug, der Konstruktion des Gießsystems, der strukturellen Verarbeitbarkeit und Präzision des Kunststoffteils, der Position und Form des Einsatzes sowie der Ausstoßmethode, Spritzgießen Die Herstellung der Form, die Absaugung, der Arbeitsprozess und andere Faktoren beeinflussen die Auswahl der Trennfläche.
Daher sollte bei der Auswahl der Trennfläche eine umfassende Analyse und ein Vergleich vorgenommen werden. Im Allgemeinen sollten bei der Auswahl der Trennfläche die folgenden Grundsätze beachtet werden:

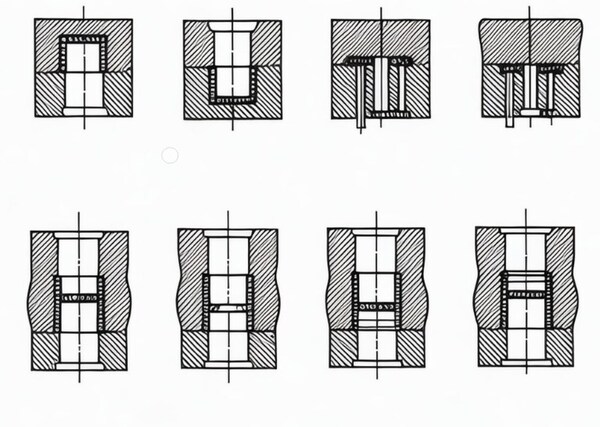
Es sollte die Anforderungen an die Entformung erfüllen
Normalerweise möchte man, dass das Kunststoffteil auf der beweglichen Seite der Form bleibt, wenn diese sich so weit wie möglich öffnet. Dies hilft dem Auswerfmechanismus auf der beweglichen Seite der Form, zu funktionieren. Andernfalls, wenn das Teil nach dem Schrumpfen auf der festen Seite der Form verbleibt, müssen Sie einen Auswerfermechanismus auf der festen Seite der Form anbringen, was die Form komplizierter macht.
Nach dem Öffnen der Form verbleibt das Teil auf der beweglichen Hälfte der Form, und das Kunststoffteil kann durch das Auswerfersystem der Spritzgießmaschine und den Auswerfmechanismus der Spritzgießform ausgestoßen werden.
Selbst wenn Sie eine Trennebene wählen, bei der die Kunststoffteile auf der Seite der beweglichen Form verbleiben, wirken sich unterschiedliche Positionen auf die Komplexität der Spritzgussformstruktur und die Schwierigkeit des Stapelns der Kunststoffteile aus, und selbst wenn die Kunststoffteile nach der Trennebene auf der beweglichen Form verbleiben, ist es schwierig, einen effektiven Auswurfmechanismus einzurichten, wenn der Lochabstand gering ist.
Selbst wenn Sie es einrichten können, ist die erforderliche Ausstoßkraft groß, was die Komplexität der Spritzgussformstruktur erhöht und leicht zu schlechten Folgen wie Verformung und Öffnung der Kunststoffteile führt. Es ist vernünftiger, nur eine einfache Ausstoßplatte als Ausstoßmechanismus auf die bewegliche Form zu setzen.
Vereinfachte Formstruktur sollte in Betracht gezogen werden
Wenn die Anforderungen an die strukturelle Genauigkeit der seitlichen Merkmale nicht sehr hoch sind, können Sie versuchen, die Verwendung des Seitenkernzugmechanismus (Schieber) zu vermeiden, die Formstruktur zu vereinfachen, die Formgröße zu verringern und die Formkosten in gewissem Maße zu reduzieren.

Achten Sie auch darauf, dass der große Kern in Richtung der Formöffnung liegt, da die Schließkraft groß ist. Befindet er sich auf der Seite der Form mit dem seitlichen Mechanismus, ist er nicht leicht zu entformen.
Sicherstellung der Präzisionsanforderungen an Kunststoffteile
Wenn das Höhenmaß in der Richtung senkrecht zur Trennfläche hohe Präzisionsanforderungen stellt oder die Form oder das innere Loch hohe Anforderungen an die Koaxialität stellt, sollte es so weit wie möglich in der gleichen Formhälfte platziert werden, um seine Präzision zu gewährleisten.

Wenn die Formfläche, die eine hohe Präzision für das Kunststoffteil erfordert, durch die Trennfläche geteilt wird, kann es zu Form- und Größenabweichungen kommen, die aufgrund des Einflusses der Schließkraft der Form nicht zulässig sind, und das Kunststoffteil kann verschrottet werden, weil es die erforderlichen Präzisionsanforderungen nicht erfüllen kann.
Erfüllen Sie die Qualitätsanforderungen an das Erscheinungsbild von Kunststoffteilen
Bei der Wahl der Trennebene ist darauf zu achten, dass sie die Qualität des Kunststoffteils nicht beeinträchtigt. Gleichzeitig muss berücksichtigt werden, ob der an der Trennfuge entstehende Grat leicht zu beschneiden ist.
Vermeiden Sie nach Möglichkeit Grate an der Trennlinie. Ein Grat an der abgerundeten Ecke ist schwierig und beeinträchtigt das Aussehen des Kunststoffteils: Ein Grat an der abgerundeten Ecke ist einfach und beeinträchtigt das Aussehen des Kunststoffteils nicht.
Einfach zu verarbeitende und herzustellende Spritzgussformen
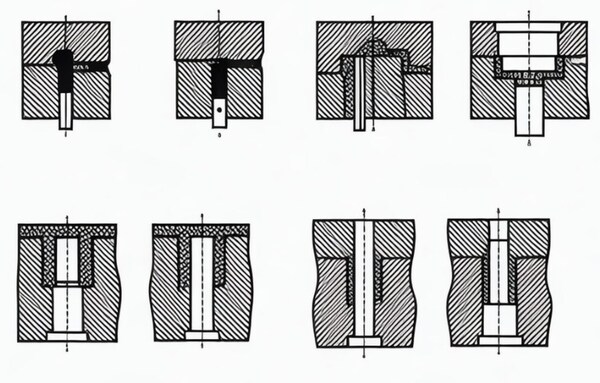
Um die Verarbeitung und Herstellung von Spritzgussformen zu erleichtern, sollten Sie eine gerade Trennfläche oder eine leicht zu verarbeitende Trennfläche wählen. Wenn Sie eine gerade Trennfläche verwenden, wird die Form des unteren Endes des Kunststoffteils an der Schubstange hergestellt.
Diese Schubstange ist schwer zu verarbeiten, und bei der Montage müssen Maßnahmen zur Verdrehsicherung getroffen werden. Wenn Sie eine abgestufte Trennfläche verwenden, ist sie leicht zu bearbeiten, aber der Kern und die Form sind schwer zu bearbeiten. Wenn Sie eine schräge Trennfläche verwenden, ist die Verarbeitung einfacher.
Verkleinern des überstehenden Bereichs des Kunststoffteils auf der Formtrennfläche
Bei der Gestaltung der Trennfläche eines Spritzgießwerkzeugs gibt die Spritzgießmaschine in der Regel den Formbereich und die zulässige Schließkraft für das entsprechende Spritzgießwerkzeug vor. SpritzgießprozessWenn die projizierte Fläche des Kunststoffteils auf der Trennfläche der Form die zulässige Formfläche überschreitet, dehnt sich die Form aus und läuft über.

Zu diesem Zeitpunkt übersteigt auch die für das Spritzgießen erforderliche Schließkraft die Nennschließkraft. Um die Form zuverlässig zu schließen und eine Ausdehnung der Form und ein Überlaufen zu vermeiden, sollte daher bei der Auswahl der Trennfläche die projizierte Fläche des Kunststoffteils auf der Trennfläche minimiert werden.
Wenn die überstehende Fläche des Kunststoffteils auf der Trennfläche der Form groß ist, ist die Schließsicherheit der Form schlecht; wenn die Trennfläche verwendet wird, ist die überstehende Fläche des Kunststoffteils auf der Trennfläche der Form klein, was die Schließsicherheit der Form gewährleistet.
Es trägt zur Verbesserung des Abgaseffekts bei
Die Trennfläche sollte so nahe wie möglich an der Innenwand der Kavität liegen, wo sich das Ende des Kunststoffschmelzflusses befindet, wenn die Kavität gefüllt ist. Die Entlüftungswirkung ist schlecht: Die Struktur ist für die Entlüftung während des Einspritzvorgangs von Vorteil, so dass die Trennfläche angemessen ist.

Die Tiefe des Hohlraums sollte so gering wie möglich sein.
Die Tiefe des Formhohlraums hat drei Auswirkungen auf die Formstruktur und die Herstellung: Zurzeit wird der Formhohlraum meist durch Erodieren hergestellt. Je tiefer der Hohlraum ist, desto länger dauert die Herstellung, was den Formenbau verlangsamt und mehr Geld kostet.Die Tiefe des Formhohlraums beeinflusst die Dicke der Form. Je tiefer der Hohlraum ist, desto dicker sind die beweglichen und festen Gussformen.
Zum einen ist die Verarbeitung schwieriger, zum anderen haben verschiedene Spritzgießmaschinen bestimmte Beschränkungen für die maximale Dicke des Werkzeugs, so dass die Kavitätstiefe nicht zu groß sein sollte: Je tiefer die Kavität, desto größer ist der tatsächliche Größenunterschied zwischen dem oberen und dem unteren Ende der gleichen Größe bei gleichem Tiefgang.

Wenn die vorgegebene Maßtoleranz eingehalten werden soll, muss der Verzug reduziert werden, was das Auswerfen des Kunststoffteils erschwert. Daher sollte bei der Auswahl der Trennfläche die Kavität so flach wie möglich sein.
Stellen Sie den seitlichen Kernzugmechanismus auf der Seite der beweglichen Form ein.
Bei der Gestaltung der Trennebene der SpritzgussformWenn das Kunststoffteil von der Seite gezogen werden muss, sollte bei der Auswahl der Trennfläche die flachste Trennfläche gewählt werden, um die einfache Platzierung des seitlichen Kerns und den reibungslosen Betrieb des Kernziehmechanismus zu gewährleisten.

Verwenden Sie dann das Loch oder die kurze seitliche Wölbung als Kernzugrichtung. Platzieren Sie das tiefere Loch oder die höhere Wölbung in Richtung des Öffnens und Schließens der Form. Versuchen Sie, den seitlichen Kernzugmechanismus auf die Seite der beweglichen Form zu setzen.
Methoden zur Bestimmung der Trennfläche
Simulation Montageverfahren
Die Methode der Simulation der Montage besteht darin, die Montage entsprechend der Modulstruktur und der Kunststoffteilstruktur zu simulieren, um die Trennfläche der Form zu bestimmen. Die spezifischen Schritte sind wie folgt: Zuerst setzen Sie die Modulstruktur und die Kunststoffteilstruktur, und sperren Sie sie, um die Gesamtstruktur der Form zu erhalten.
Unterteilen Sie die Komponenten in der Struktur des Kunststoffteils entsprechend den Anforderungen der Trennfläche (z. B. die Reihenfolge der Formgebung und die Richtung der Entformung) und markieren Sie die entsprechenden Teile in der Modulstruktur.

Durch Extrudieren, Drehen und Kippen der einzelnen Komponenten werden die Position und die Richtung der Trennfläche bestimmt, und schließlich wird die Trennfläche der Form erhalten.
Methode kopieren
Die Kopiermethode besteht darin, jede Komponente der Kunststoffteilstruktur mit einer Acrylplatte zu kopieren und sie dann in einem bestimmten Muster entsprechend der Formungssequenz anzuordnen, um die gesamte Formstruktur zu erhalten, und dann die Formtrennfläche durch Vergleich zu bestimmen. Die einzelnen Schritte sind wie folgt:

Kopieren Sie jede Komponente der Kunststoffteilstruktur mit einer Acrylplatte, ordnen Sie sie in einer Formreihenfolge an, und markieren Sie die Reihenfolge und Richtung auf jeder Komponente. Bestimmen Sie die Position und Richtung der Trennfläche durch Vergleich.
Schematisches Diagramm Methode
Die Methode der schematischen Darstellung besteht darin, die Querschnittsansicht des Kunststoffteils mit der ebenen Ansicht der Form abzugleichen, um die Trennfläche zu bestimmen. Die einzelnen Schritte sind wie folgt:

Fertige eine Zeichnung an, die zeigt, wie das Kunststoffteil aussieht, wenn du es in zwei Hälften schneidest. Schauen Sie sich die Draufsicht der Form an und suchen Sie die Ansicht, die mit der Zeichnung übereinstimmt. Zeichnen Sie auf dieser Ansicht die Form und die Lage der Formteile ein und entscheiden Sie, wo die Form geteilt werden soll.
Computergestütztes Design
CAD bedeutet, jedes Teil durch Computersimulation auf der Grundlage eines virtuellen Formgebungsvorgangs zu trennen und dann die Trennfläche zu bestimmen. Die spezifischen Schritte sind wie folgt: Verwenden Sie den Computer, um die Struktur des Kunststoffteils und die Modulstruktur zu zeichnen, simulieren Sie die Montage und trennen Sie die Teile entsprechend der Reihenfolge der Formgebung.
Durch Computer-Simulation der Extrusion, Rotation und Kippen der einzelnen Teile, bestimmen die Position und Richtung der Trennfläche, und schließlich erhalten die Form Trennfläche.

Zusammenfassung
Die Entscheidung, wo die Form geteilt werden soll, ist von großer Bedeutung. Sie beeinflusst, wie die Form funktioniert, wie viel sie kostet und wie gut die Teile sind. Die Trennfläche kann in Ebenen, gestufte Flächen, geneigte Flächen und gekrümmte Flächen unterteilt werden.
Bei der Wahl der Trennlinie muss man bedenken, wie das Teil aussieht, wie es aus der Form kommt, wie schwer die Form herzustellen ist und wie einfach sie zu bearbeiten ist. Wenn Sie die richtige Trennlinie wählen, können Sie die Form besser gestalten, die Teile schneller herstellen und bessere Teile fertigen.







