 Zum Inhalt springen
Zum Inhalt springen 

Das Spritzgießen ist eine unentbehrliche Technologie in der modernen Fertigung. Das Anschnittsystem für Spritzgießwerkzeuge ist ein wichtiger Teil der Spritzgussformdie sich direkt auf die Qualität und die Produktionseffizienz des Endprodukts auswirken. In diesem Artikel werden die Rolle, die Typen, die Konstruktionsprinzipien und die praktischen Erwägungen des Anschnittsystems für Spritzgießwerkzeuge erläutert und einige Fallstudien vorgestellt, um die Bedeutung dieses Systems für die Fertigung zu verdeutlichen.

Grundlegende Konzepte des Anschnittsystems für Spritzgießwerkzeuge
Das Anschnittsystem der Spritzgießform kann als das System beschrieben werden, durch das die Kunststoffschmelze während des Spritzvorgangs von der Düse der Spritzgießmaschine zum Formhohlraum transportiert wird. Spritzgießprozess. Das Anschnittsystem ist eine sehr wichtige Komponente des Werkzeugs und besteht aus Merkmalen wie dem Anguss, dem Angusskanal, dem Anschnitt und dem Kaltbutzenschacht.
1. Anguss: Der Anguss ist ein Kanal aus Metall, der die Düse der Spritzgießmaschine mit dem Angusskanal verbindet. In der Regel wird er für den Transport des geschmolzenen Kunststoffs von der Spritzgießmaschine zum Angusskanal verwendet. Die Konstruktion des Angusses muss sicherstellen, dass das Kunststoffmaterial leicht und mit minimalem Wärme- oder Druckverlust auf direktem Weg fließt.
2. Läufer: Die Angusskanäle leiten den geschmolzenen Kunststoff vom Anguss zu den Anschnitten in den einzelnen Bäumen. Sie sollten auch sicherstellen, dass eine angemessene Menge des Kunststoffs jeden Anschnitt erreicht und dass ein angemessener Kunststofffluss stattfindet.

3. Tor: Diese Anschnitte verbinden den Anguss mit dem Formhohlraum, dem Bereich der Form, der das Gussmaterial enthält. Er ist der letzte Kanal, durch den der Kunststoff in den Hohlraum gelangt, und die Form und Größe dieses Kanals hat direkte Auswirkungen auf den Kunststofffluss und die Gesamtqualität des Endprodukts.
4. Cold Slug Well: Der Cold Slug Well ist eine Spritzgießkomponente, die so konzipiert ist, dass sie den ersten Teil des Kunststoffs, der in die Presse eintritt, auffängt und kühlt, anstatt ihn in die Kavität fließen zu lassen. Dies ist insofern wichtig, als es das Risiko von fehlerhaften Produkten aufgrund von kaltem Kunststoff verringert.
Die Rolle des Gating-Systems
Die Verwendung eines Anschnittsystems ist im Zusammenhang mit der Spritzgießtechnik sehr wichtig. Es hat mehrere Hauptfunktionen:
1. Führen von geschmolzenem Kunststoff: Das Angusssystem lenkt den Fluss der Kunststoffschmelze von der Spritzgießmaschine in den Formhohlraum. Es gewährleistet, dass der Kunststoff frei fließen kann, ohne zu verkleben, bzw. ohne unkontrolliert zu fließen.
2. Kontrolle von Durchfluss und Druck: Durch die Anwendung von Größe und Form können die Fließrichtung des Materials und der Druck des gesamten Kunststoffs reguliert werden. Dies wirkt sich auf die Gesamtdichte und die mechanischen Eigenschaften des herzustellenden Produkts aus. Je nach Verständnis und Erkenntnissen kann die Fließ- und Druckregelung des geschmolzenen Metalls in der Form die Bildung von Eigenspannungen minimieren und die Qualität des Endprodukts verbessern.

3. Temperaturmanagement: Die Konstruktion des Anschnittsystems beeinflusst die Wärmeverteilung in der Kunststoffschmelze, was sich auf den Formgebungsprozess auswirkt. Dadurch wird die Bildung von Defekten verhindert, die durch unterschiedliche Abkühlungsgeschwindigkeiten hätten entstehen können. Das Temperaturmanagement ist aufgrund der heißeren und unbeständigeren Bedingungen beim Präzisions- und Qualitätsspritzgießen noch wichtiger.
4. Qualität des Produktaussehens: Die Position und Form der Anschnittabtastung hat großen Einfluss auf das Aussehen des Endprodukts. Sie können zum Beispiel dazu beitragen, schädliche Probleme wie Fließspuren und Schweißnähte zu vermeiden. Geeignete Anschnitte tragen wesentlich zur Verbesserung der Ästhetik des Produkts bei. Besonders wichtig ist die sorgfältige Erstellung geeigneter Anschnitte.
5. Produktionseffizienz: Den Fallstudien zufolge trägt ein gut konzipiertes Anschnittsystem daher dazu bei, die Zykluszeit der Einspritzung beizubehalten und sogar zu verkürzen. Dies erhöht die Produktionseffizienz. Kurze Zykluszeiten und eine schnelle Produktionsrate sind ein wichtiges Ziel in der modernen Fertigung, und die richtige Gestaltung des Anschnittsystems spielt eine entscheidende Rolle bei der Erreichung dieser Ziele.

Arten von Angusssystemen
Je nach Form und Funktion des Anschnitts werden Spritzgießanschnitt-Systeme hauptsächlich in die folgenden Typen unterteilt:
1. Direktes Tor: Direkte Anschnitte führen die Schmelze direkt in die Kavität ein und sind am besten für große Teile und solche mit dicken Wänden geeignet. Ihr Vorteil ist die Fähigkeit, einen geringen Fließwiderstand zu bieten, wohingegen die Gefahr der Bildung von Fließspuren und Blasen besteht, und um diese zu kontrollieren, sollten die Werkzeugtemperatur und die Einspritzgeschwindigkeit geregelt werden.

2. Seitentor: Seitenanschnitte speisen den geschmolzenen Kunststoff von der Seite des Formhohlraums ein und werden normalerweise für die Herstellung von Produkten mittlerer und kleiner Größe verwendet. Ihr Vorteil liegt in der Einfachheit der Struktur sowie in der leichten Verarbeitung und Nutzung. Allerdings ist die Anwendung dieser Varianten bei dickwandigen Produkten durch das Vorhandensein von Seitenanschnitten eingeschränkt, was wiederum die Verteilung des Kunststoffflusses und der Bindenähte beeinflusst.

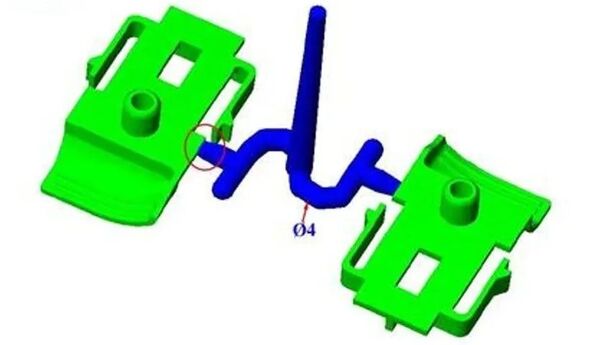
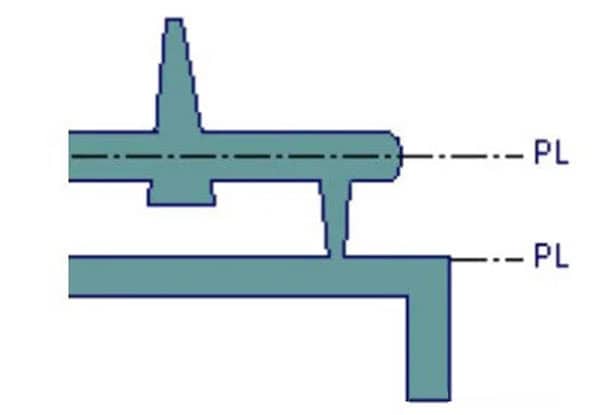
3. U-Boot-Tor: Diese Art von Anschnitten sind versteckt, normalerweise im Innern oder auf der Rückseite des Produkts angebracht und werden meist für Produkte bevorzugt, die einen hohen kosmetischen Reiz haben. Ihr Vorteil ist, dass sie ästhetisch ansprechende Produkte haben, aber sie sind schwierig zu bearbeiten und erfordern komplizierte Produktionsformen.

4. Lüftertor: Fächeranschnitte verteilen geschmolzenen Kunststoff in der Kavität und eignen sich für dünnwandige oder großflächige Produkte. Sie haben den Vorteil, dass sie gleichmäßig fließen, wodurch Schweißnähte wirksam reduziert werden. Sie sind jedoch schwierig zu verarbeiten und erfordern eine präzise Konstruktion des Angusses.

5. Ringtor: Ringanschnitte eignen sich für ringförmige oder zylindrische Produkte und gewährleisten eine gleichmäßige Verteilung der Kunststoffschmelze. Sie haben den Vorteil eines stabilen Flusses und eignen sich für hochpräzise Produkte, aber die Verarbeitungskosten sind hoch und erfordern eine hohe Präzision bei der Herstellung der Form.

6. Überlappendes Tor: Überlappungsanschnitte ähneln den seitlichen Anschnitten, aber ein Teil des Überlappungsanschnitts überlappt die Dicke des geformten Produkts, so dass keine Markierung auf der Seite des geformten Produkts hinterlassen wird. Überlappungsanschnitte werden in der Regel verwendet, um Spritzwasser zu verhindern. Typische Überlappungsanschnittgrößen sind 0,4-6,4 mm dick und 1,5-12,7 mm breit. Der Nachteil ist, dass die Bearbeitung des Anschnitts an der Trennfläche schwieriger ist.

Konstruktionsprinzipien des Gating-Systems
Die Gestaltung des Angusssystems wirkt sich direkt auf den Spritzgusseffekt aus. Hier sind einige wichtige Konstruktionsprinzipien:
1. Bestimmen Sie eine vernünftige Torposition: Der Anschnitt sollte dort platziert werden, wo die Dicke des Teils am größten ist, oder in der Mitte des Blocks, um eine gleichmäßige Füllung des Hohlraums zu gewährleisten und Schweißlinien und Einfallstellen zu vermeiden. Die Anschnittposition sollte auch die Fließrichtung des Produkts sowie die nachfolgenden Prozesse, denen das Produkt unterworfen wird, berücksichtigen.
2. Wählen Sie den entsprechenden Tor-Typ: Welche Art von Anschnitt für eine bestimmte Form und Größe geeignet ist, hängt auch von der Verwendung des Produkts ab. Verschiedene Arten von Anschnitten sind für unterschiedliche Strömungen geeignet und haben unterschiedliche Auswirkungen auf die Widerstandsfähigkeit, das Füllvermögen und die Nachbearbeitung, so dass die Wahl des geeigneten Anschnitttyps kompliziert ist.

3. Optimieren Sie das Laufraddesign: Die Länge des Kanals sollte so kurz und direkt wie möglich sein, um den Druckabfall und den Wärmeverlust zu minimieren und gleichzeitig die erforderliche Flexibilität und Formbarkeit für den Kunststoff zu gewährleisten. Auch die Geometrie und die Abmessungen des Kanalquerschnitts müssen in Abhängigkeit von den Fließeigenschaften des Kunststoffs und dem Kühlbedarf der Form optimiert werden.
4. Control Gate Größe: Die Größe des Anschnitts sollte auf der Grundlage des Produktvolumens und der Einspritzkapazität der Einspritzmaschine bestimmt werden, um zu vermeiden, dass er zu groß oder zu klein ist und die Füllwirkung beeinträchtigt. Ein zu großer Anschnitt erhöht die Scherspannung, während ein zu kleiner Anschnitt zu einer unvollständigen Befüllung oder zu langen Kühlzeiten führen kann.

5. Ejection Ease berücksichtigen: Die Konstruktion des Anschnitts sollte das Auswerfen des Produkts erleichtern und Schwierigkeiten beim Auswerfen vermeiden, die durch einen zu großen oder zu kleinen Anschnitt verursacht werden. Faktoren wie Auswurfkraft, Auswurfrichtung, Form und Position des Anschnitts sollten bei der Konstruktion vollständig berücksichtigt werden.
6. Balance Mold Herstellungskosten: Bei gleichzeitiger Gewährleistung von Produktqualität und Produktionseffizienz sollte das Design des Anschnittsystems so einfach wie möglich sein, um die Kosten für die Herstellung der Form zu senken. Ein vernünftiges Design kann den Schwierigkeitsgrad und den Zeitaufwand für die Formverarbeitung verringern und so die Produktionskosten senken.
Praktische Erwägungen für das Gating-System
1. Vermeiden Sie Blasen und Brandflecken: Verhindern Sie, dass geschmolzener Kunststoff bei der Konstruktion des Angusses Blasen bildet oder sich lokal überhitzt und Verbrennungen verursacht. Das Problem der Blasenbildung und der Verbrennungsspuren an den Kufen kann durch die Wahl der richtigen Kufenkonstruktion und der Anschnittposition gemindert werden.
2. Kontrolle der Scherspannung: Bei der Konstruktion von Anschnitt und Anguss sollte die Scherbeanspruchung so gering wie möglich gehalten werden, damit der geschmolzene Kunststoff nicht abgebaut wird oder der Anguss bruchgefährdet ist. Eine hohe Scherbeanspruchung führt zu einer Verschlechterung der Kunststoffleistung und verringert die mechanische Festigkeit und Lebensdauer des Produkts.
3. Verringerung von Abfällen und sekundärer Verarbeitung: Durch den Einsatz eines vernünftigen Anschnittsystems kann auch ein minimaler Anschnittverlust vermieden bzw. beibehalten, die Kosten minimiert und die für ein Produkt erforderliche Nachbearbeitungszeit verringert werden. Der Bediener sollte sicherstellen, dass Anschnittposition und -größe so gewählt sind, dass das Material optimal genutzt wird und möglichst wenig Abfall anfällt.

4. Sicherstellen einer gleichmäßigen Formtemperatur: Sie ist ein entscheidender Faktor im Zusammenhang mit dem Spritzgießprozess und dem Ausgleich der mittleren Temperatur der Form, damit die Wärmedifferenz keine Probleme mit dem Endprodukt verursacht. Es gibt zwei voneinander abhängige Prozesse, nämlich Heizen und Kühlen, so dass das System zur Steuerung der Werkzeugtemperatur ein gutes Gleichgewicht der Temperatur gewährleisten sollte.
5. Regelmäßige Wartung und Inspektion: Die Häufigkeit des Einsatzes ist ein weiteres Problem, und da in vielen Betrieben und Industrien das Angusssystem über viele Stunden hinweg eingesetzt wird, kann es zu Verschleißerscheinungen kommen, die eine häufige Inspektion und Wartung erforderlich machen, um das System wieder in den Normalzustand zu bringen. Frühzeitig erkannte und gemeldete Probleme innerhalb des Anschnittsystems können den Unterschied zwischen einer erfolgreichen Produktion und einer Reihe von Qualitätsproblemen ausmachen, die durch ein fehlerhaftes Anschnittsystem entstehen können.

Fallstudien
Durch die Analyse spezifischer Fälle können wir die Entwurfs- und Optimierungsmethoden des Anschnittsystems in praktischen Anwendungen besser verstehen.
1. Autoteile: U-Boot-Tore werden in der Regel in den folgenden Bereichen eingesetzt Spritzgießen von Automobilteilen, um den Endprodukten ein ästhetisches Finish zu verleihen und gleichzeitig die Fähigkeit zu berücksichtigen, hohen Temperaturen und hohen Druckbedingungen standzuhalten. Die Herstellung von Armaturenbrettern für Kraftfahrzeuge erfordert beispielsweise eine hohe Präzision und hervorragende Oberflächen für den Kunden; U-Boot-Anschnitte können das Problem der bewegungsbedingten Oberflächenfehler gut lösen und die mechanischen Eigenschaften der Produkte verbessern.

2. Gehäuse für Haushaltsgeräte: Fächergitter oder Seitengitter werden häufig bei Gehäusen von Haushaltsgeräten eingesetzt; dadurch können großflächige Produkte eine präzise und ausgewogene Füllung und eine umweltfreundliche Oberflächenqualität erhalten. Zum Beispiel in Spritzgießen Bei der Herstellung von Fernsehgehäusen muss bei dünnwandigen Teilen der Anschnitt so positioniert werden, dass er eine gleichmäßige Füllung ermöglicht und Schweißnähte und Verformungen, die die Qualität des Endprodukts beeinträchtigen, vermieden werden.

3. Medizinische Geräte: Viele Teile, die mit medizinischen Geräten zu tun haben, erfordern eine hohe Genauigkeit und Sauberkeit der Teile; einige der Teile verwenden Multigate oder Ringgatter, um optimale und genaue Abmessungen und Strukturen im Inneren zu erhalten. So sollte beispielsweise bei der Herstellung von Spritzen ein präzises und sauberes Verfahren angewandt werden, bei dem die Verwendung von Ringanschnitten die Unregelmäßigkeiten des Kunststoffs in den Spritzen minimiert und so die Zuverlässigkeit erhöht.

4. Gehäuse für elektronische Produkte: Elektronische LCA-Gehäuse haben eine hohe ästhetische Qualität und müssen genaue Abmessungen einhalten; normalerweise werden U-Boot-Türen oder Seitentüren verwendet. Zum Beispiel benötigen die Türrahmen von Automobilen eine hohe Produktionspräzision, da es sich um spritzgegossene Telefongehäuse handelt, und die strukturelle Gestaltung von U-Boot-Toren kann die Ästhetik verbessern, indem Oberflächenfehler vermieden werden, die durch U-Boot-Tore minimiert werden.

5. Verpackung Produkte: Die Verwendung von direkten Anschnitten oder Mehrpunkt-Anschnitten bei Verpackungsprodukten erfordert in der Regel eine schnelle Zykluszeit und eine effiziente Produktion. Die Herstellung von Kunststoffflaschenverschlüssen beispielsweise erfordert eine kurze Zykluszeit, so dass der Einsatz von Direktanschnitten direkt zu einer hohen Produktionsgeschwindigkeit und damit zur Minimierung der Produktionskosten beitragen kann.

Zukünftige Trends bei Angusssystemen
Bei Fertigungsprozessen mit neuen Technologien sowie bei verschiedenen Änderungen der Marktanforderungen müssen die Anschnittsysteme ständig erneuert werden. Bei der Entwicklung von Angusssystemen werden in Zukunft die folgenden Aspekte im Vordergrund stehen:
1. Intelligentes Design: CAD/CAE-Technologien können für die Verbesserung des Anschnittsystems nützlich sein, um es besser zu gestalten und effektiver zu machen. Optimierungen der Anschnittpositionen, des Angussdesigns und der Anschnittgrößen sind durch Simulationsanalysen möglich, was die Standardkapazität des Designs erhöht.

2. Umweltschutz und Energieeinsparung: Obwohl das Design des Anschnittsystems ein wichtiger Aspekt im gesamten Systemablauf ist, wird sich das zukünftige Design des Anschnittsystems darauf konzentrieren, so wenig Material und Energie wie möglich zu verwenden. Auf diese Weise werden Abfälle minimiert, die Materialausnutzung maximiert und der Energieverbrauch bei der Herstellung eines bestimmten Produkts gesenkt; außerdem werden durch die Energieeinsparung die Ziele des Umweltschutzes erreicht.
3. Personalisierung und flexible Produktion: Darüber hinaus wird die Konstruktion von Angusssystemen angesichts der veränderten Marktanforderungen und Verbraucherwünsche wesentlich vielfältiger und individueller, da sie auch den spezifischen Anforderungen des jeweiligen Produkttyps gerecht werden. Flexible Produktionslinien und modulares Werkzeugdesign werden ebenfalls zukünftige Trends sein, die die Flexibilität und Produktivität der Produktion weiter steigern werden.

4. Anwendung von neuen Materialien: Da fast täglich neue Materialien entwickelt werden, liegt es auf der Hand, dass das Design von Angusssystemen den Änderungen der Materialtypen Rechnung tragen muss. Darüber hinaus ist es bemerkenswert, dass die Verwendung neuer Materialien die Entwicklung des Designs von Angusssystemen in Bezug auf Produktnutzung, Leistung und Qualität fördern wird.
5. Automatisierung und intelligente Fertigung: Bei der weiteren Entwicklung des Anschnittsystems werden Computersteuerung und automatische Fertigungssteuerung eingeführt, um menschliche Eingriffe auf das geringstmögliche Maß zu reduzieren und so eine intelligente Steuerung des Produktionsprozesses zu ermöglichen. Durch den Einsatz von IIoT und Big Data kann der Produktionsprozess nicht nur in Echtzeit überwacht, sondern auch verbessert werden, wodurch er schneller wird und qualitativ hochwertigere Produkte entstehen.

Schlussfolgerung
Der Entwurf und die Anwendung des Anschnittsystems für Spritzgießwerkzeuge sind sehr wichtig für den Erfolg des Spritzgießens. Ein vernünftiges Design des Anschnittsystems kann die Qualität und die Produktionseffizienz der Produkte erheblich verbessern und die Produktionskosten senken. In der praktischen Anwendung sollten wir die spezifischen Produktanforderungen und die Leistung der Spritzgießmaschine kombinieren, verschiedene Arten von Anschnittsystemen und Konstruktionsprinzipien flexibel einsetzen und die reibungslose Spritzgießprozess.

In diesem Artikel werden die Rolle, die Arten, die Konstruktionsprinzipien und die Anwendungsfälle des Anschnittsystems für Spritzgießwerkzeuge umfassend vorgestellt und ein Ausblick auf den zukünftigen Entwicklungstrend gegeben. Wir hoffen, dass er den Lesern als wertvolle Referenz und Anleitung dienen kann. Es wird erwartet, dass das Spritzgießanschnittsystem durch kontinuierliche Praxis und Optimierung eine immer wichtigere Rolle in der zukünftigen Produktion spielen wird.







