 Zum Inhalt springen
Zum Inhalt springen 
Estimating Spritzgussform costs used to mean waiting days for a supplier quote. Our Spritzgussform Kostenrechner 3 gives you a ballpark figure in seconds — mold tooling, per-part price, and total project cost, all broken down so you can see where the money goes.
This tool is built on real industry pricing data: mold base costs by size and steel grade, material prices per kilogram, machine-hour rates by press tonnage, and volume discount curves. It is not a substitute for a formal quote, but it gets you close enough to make early-stage decisions — fast.
How Do You Use the Injection Mold Cost Calculator?
The calculator is a free tool that produces a full cost breakdown in under 30 seconds. Enter your part dimensions, material, mold type, and volume to see mold tooling cost, per-part price, and total project cost side by side. For RFQ prep and vendor comparison, our injection molding supplier sourcing guide covers qualification and commercial risk.
For a broader view of Spritzgießen, our pillar guide covers process fundamentals, material behavior, and production decisions.
The calculator has three input groups. In Teil Design, set your part size, complexity (undercuts, threads, side cores), surface finish (SPI1/VDI standards) [fn:1] [fn:2], and tolerance class. In Mold & Production, choose mold type (prototype aluminum, production P20, or hardened H13/S136), cavity count, resin, and expected mold life. In Produktionsvolumen, drag the slider to your annual quantity — the tool automatically applies volume discounts above 5K, 10K, 50K, and 100K pieces.
Click Calculate Estimate to see the full cost breakdown: mold tooling cost, per-part piece price, material cost per part, estimated cycle time, amortized mold cost per part, and effective price per part at your volume.
What Drives Injection Mold Cost?
Part complexity, cavity count, surface finish, and mold steel grade are the four cost drivers. A single-cavity aluminum prototype mold runs 1500 to 5000 USD; a multi-cavity production steel mold easily exceeds 50,000 USD.
Material choice also shifts the per-part cost significantly. Commodity resins like PP or ABS cost $1.80–$2.50/kg, while engineering grades like PEEK run $55/kg or more. Part weight, driven by size and wall thickness, multiplies that difference. At 60 grams for a medium part, PEEK material alone costs ~$3.80 per shot — compared to $0.14 for PP.
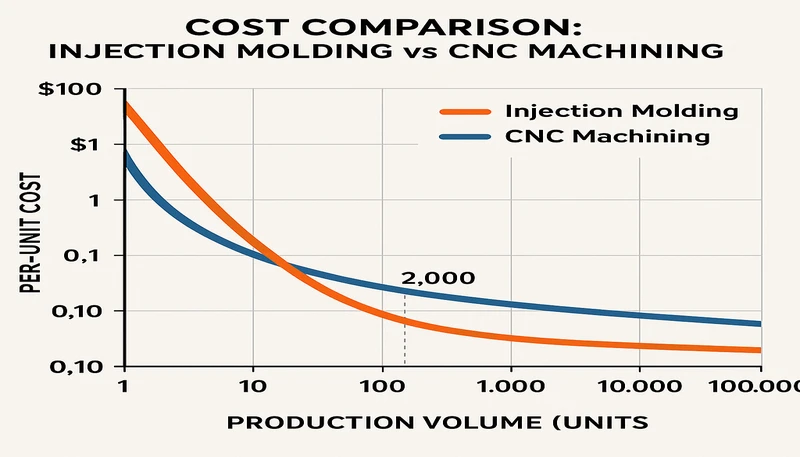
Volume is the great equalizer in injection molding economics. Amortizing a 20,000 dollar mold across 100,000 parts adds just 0.20 dollar per piece. Across 1,000 parts, that same mold adds 20 dollar per piece. In our experience running parts at Zetar, the crossover point where a hardened steel mold becomes cheaper on a per-part basis than aluminum tooling usually falls between 5,000 and 10,000 units. Below that threshold, the tooling savings from aluminum outweigh the shorter mold life. Above it, the longer service life and tighter tolerances of steel tooling deliver a clear per-part cost advantage.
Multi-cavity layouts amplify this effect further: a four-cavity mold may cost two to three times more than a single cavity, but it produces four parts per cycle, cutting the processing cost per part by roughly 75 percent. For programs exceeding 100,000 annual units, the per-part savings from a multi-cavity hardened mold typically recover the tooling premium within the first production run.
“A multi-cavity hardened steel mold can reduce per-part processing cost by 75 percent compared to a single-cavity mold.”Wahr
Correct. Four cavities produce four parts per cycle, so the machine-hour rate is spread across four parts. The tooling costs more upfront, but the per-part savings recover the investment at volumes above 50,000 units.
“Material cost is the single largest cost component in injection molding at all volume levels.”Falsch
False. At low volumes (under 5,000 parts), tooling amortization dominates per-part cost. At high volumes, processing cost (machine time and labor) typically exceeds material cost for commodity resins.
What Are the Typical Cost Benchmarks by Part Size?
For a quick sanity check, here are typical mold tooling ranges for a moderate-complexity, single-cavity production mold (P20-Stahl2, polished finish):
| Teil Größe | Typischer Werkzeugkostenbereich | Cycle Time Estimate |
|---|---|---|
| Small (< 50 mm) | $1,800 – $3,000 | 12–18 Sekunden |
| Medium (50–150 mm) | $3,200 – $5,500 | 20–30 seconds |
| Large (150–300 mm) | $6,000 – $10,500 | 34–44 seconds |
| Extra Large (> 300 mm) | $12,000 – $22,000+ | 50–66 seconds |

These ranges assume moderate complexity with some undercuts, standard side-action, and a polished VDI 3400 surface finish3 [fn:3]. Adding multi-cavity layouts, precision tolerances (below plus or minus 0.05 mm), or unscreging cores for threaded features pushes costs into the next tier. Hot runner systems, which eliminate runner waste and reduce cycle time, add 3,000 to 8,000 dollar per cavity but pay for themselves quickly at volumes above 50,000 parts. Lifter mechanisms for internal undercuts and collapsible cores for reverse-draft features are additional cost drivers that toolmakers quote on a case-by-case basis.
How Is the Per-Part Cost Calculated?
Per-part cost is the sum of material, processing, and overhead. For commodity resins at mid-volume, the typical split is roughly 30 percent material, 50 percent processing, and 20 percent overhead. The calculator breaks each component out so you can see where the money goes and identify the biggest cost-reduction lever for your specific program.
Material cost follows a simple formula: resin price per kilogram times part weight in kilograms times a 1.15 waste factor to account for runners, sprue, and start-up scrap. For ABS at 2.50 dollar per kg and a 60-gram part, material cost works out to roughly 0.17 dollar per part. Switching to a glass-filled nylon at 4.00 dollar per kg doubles that to 0.33 dollar per part. For PEEK at 55 dollar per kg, material alone reaches 3.80 dollar per shot — a twenty-two-fold increase over commodity PP at the same part weight. This is why material selection has such a dramatic effect on per-part pricing, especially for heavier parts.
Die Bearbeitungskosten werden durch den Maschinenstundensatz, die Zykluszeit und die Kavitätenzahl bestimmt. Die Formel lautet: Maschinenstundensatz geteilt durch 3600, multipliziert mit der Zykluszeit in Sekunden, geteilt durch die Anzahl der Kavitäten. Eine 75-Tonnen-Spritzgießmaschine mit 75 Dollar pro Stunde, die 25-Sekunden-Zyklen mit einer einzigen Kavität fährt, kostet etwa 0,52 Dollar pro Teil. Ein Wechsel zu einem Vier-Kavitäten-Werkzeug auf derselben Maschine senkt die Bearbeitungskosten auf etwa 0,13 Dollar pro Teil – eine Reduzierung um 75 Prozent. Wir sehen regelmäßig, dass Kunden diese Art von Einsparungen erzielen, wenn sie bei Zetar von Prototypen-Einkavitäten-Werkzeugen auf Mehrkavitäten-Produktionswerkzeuge umsteigen.
Die Gemeinkosten addieren typischerweise 20 bis 30 Prozent auf Material plus Bearbeitung und decken Qualitätskontrolle, Verpackungsmaterialien, Nachbearbeitung wie Entgraten oder Montageoperationen und Logistikkosten ab. Für medizinische oder Automobilteile, die Eingangsprüfzertifikate, Erstmusterprüfberichte oder statistische Prozesskontroll-Dokumentation erfordern, können die Gemeinkosten auf 35 Prozent oder mehr steigen. Der Rechner verwendet eine Standard-Gemeinkostenmarge von 25 Prozent, die die Standard-Fertigungsqualität für kommerzielle Anwendungen abdeckt.

„Aluminiumformen können die Zykluszeiten im Vergleich zu Stahlformen aufgrund der schnelleren Wärmeableitung um 15 bis 30 Prozent reduzieren.“Wahr
Korrekt. Die Wärmeleitfähigkeit von Aluminium ist etwa viermal höher als die von P20-Stahl, was eine schnellere Kühlung und kürzere Zykluszeiten ermöglicht. Dieser Vorteil ist besonders bei Teilen mit dicken Wandstärken signifikant.
„Gehärtete Stahlformen (H13/S136) sind immer die kosteneffizienteste Wahl für jedes Spritzgießprojekt.“Falsch
Falsch. Bei Stückzahlen unter 5.000 Teilen amortisiert sich der höhere Werkzeugkostenaufwand für gehärteten Stahl nie. Aluminium- oder P20-Werkzeuge bieten bei kleinen bis mittleren Stückzahlen niedrigere Gesamtprogrammkosten.
Der Rechner wendet eine Gemeinkostenmarge von 25 Prozent an und berücksichtigt dann Mengenrabatte: 5 Prozent bei 5.000 Stück, 10 Prozent bei 10.000, 15 Prozent bei 50.000 und 20 Prozent bei 100.000 oder mehr. Diese Schwellenwerte spiegeln gängige Branchenpreisstufen wider, bei denen Lieferanten bedeutende Reduzierungen pro Teil anbieten. Für kundenspezifische oder technische Kunststoffe ist der Mengeneffekt noch ausgeprägter, da die Materialkosten einen größeren Anteil am Gesamtpreis pro Teil ausmachen. Die Rabattkurve flacht in den meisten Fällen über 200.000 Stück ab, weil dann die Bearbeitungskosten und nicht die Werkzeugamortisierung der dominierende Faktor werden.
Wann sollten Sie von Prototypen- auf Produktionswerkzeuge umsteigen?
Wenn Ihr Jahresvolumen unter 5.000 Teilen liegt und das Design sich noch ändert, ist eine Aluminium-Prototypenform fast immer die richtige Wahl. Die Werkzeugkosten sind 40 bis 70 Prozent niedriger als bei Stahl, die Lieferzeit ist kürzer (typischerweise 2 bis 4 Wochen gegenüber 5 bis 8 Wochen für Stahl), und Änderungen sind günstiger. In unserer Werkzeugwerkstatt bei Zetar können wir eine Aluminiumformkavität für einfache Geometrieänderungen in nur einem Tag anpassen. Der Kompromiss: Die Werkzeuglebensdauer liegt typischerweise unter 100.000 Schüssen, die Toleranzen sind weiter, und die Oberflächenoptionen sind im Vergleich zu gehärteten Stahlwerkzeugen begrenzt [fn:2].
Aluminium leitet Wärme auch schneller ab als Stahl, was die Zykluszeiten um 15 bis 30 Prozent reduzieren kann – ein bedeutender Kostenvorteil für die Kleinserienfertigung.
Für Programme mit über 10.000 Teilen pro Jahr und einem stabilen Design amortisiert sich eine Produktionsstahlform aus P20-Werkzeugstahl bereits im ersten Lauf. Bessere Oberflächengüte, engere Toleranzen, längere Werkzeuglebensdauer und Mehrkavitäten-Optionen senken alle die Kosten pro Teil. Bei 50.000 oder mehr Teilen pro Jahr wird gehärteter Stahl (H13 oder S136) kosteneffektiv, da die verlängerte Werkzeuglebensdauer von 500.000 bis über einer Million Schüssen Stillstandszeiten für Neuwerkzeugbau vermeidet und eine konsistente Teilequalität über den gesamten Produktionslauf hinweg gewährleistet.
Wir haben gesehen, dass Kunden ihre Gesamtprogrammkosten um 30 bis 40 Prozent senken konnten, indem sie einfach von einer Einkavitäten-P20-Form auf eine Zweikavitäten-H13-Form bei Teilen mit über 200.000 jährlichen Einheiten umgestiegen sind – die höhere Werkzeuginvestition amortisiert sich bereits in der ersten Produktionscharge.

Wie erhalten Sie ein präzises Spritzgießwerkzeug-Angebot?
Ein präzises Angebot erhalten Sie in der Regel innerhalb von 24 Stunden nach Einreichung Ihres 3D-Modells und Ihrer Teilespezifikationen.
Ein präzises Spritzgießwerkzeug-Angebot erhalten Sie innerhalb von 24 Stunden von unserem Ingenieurteam. Unsere 8 Senior-Ingenieure prüfen die Bauteilgeometrie, empfehlen Stahlqualität und Kavitätenanordnung und liefern eine vollständige Kostenaufschlüsselung für Werkzeugbau, Preis pro Teil und Lieferzeit. Mit 47 Spritzgießmaschinen (90T bis 1850T) und eigener Werkzeugfertigung mit über 100 Werkzeugen pro Monat betreuen wir Prototypenwerkzeuge bis hin zu Millionen-Schuss-Produktionsprogrammen.
Reichen Sie Ihr 3D-Modell und Ihre Anforderungen ein, um innerhalb von 24 Stunden ein präzises, detailliertes Angebot zu erhalten. Unsere Ingenieure bewerten die Bauteilgeometrie, empfehlen Stahlqualität und Kavitätenanordnung und liefern eine vollständige Kostenaufschlüsselung, damit Sie schnell eine fundierte Entscheidung treffen können.
Häufig gestellte Fragen
Häufig gestellte Fragen
Wie genau ist der Spritzgusskostenrechner?
Die Kosten für Spritzgusswerkzeuge variieren stark je nach Teilegröße, Komplexität und Werkzeugklasse. Ein einkavitiges Prototyp-Aluminiumwerkzeug für ein einfaches Teil beginnt typischerweise bei etwa $800 bis $2.000. Ein einkavitiges Produktionswerkzeug aus P20-Stahl mit mittlerer Komplexität liegt für kleine Teile oft bei etwa $1.800 bis $3.000, für mittlere Teile bei $3.200 bis $5.500 und für große Teile bei etwa $6.000 bis $10.500. Sehr große mehrkavitige gehärtete Stahlwerkzeuge (H13/S136) für Hochvolumenproduktion mit engen Toleranzen können $30.000 überschreiten und für komplexe Bauweisen $60.000+ erreichen. Geografische Lage, Lieferzeit, Validierungsumfang und Probeninklusion beeinflussen ebenfalls die Preisgestaltung. –Abschnitt 28
Was sind die typischen Kosten für ein Spritzgusswerkzeug?
Die Kosten für Spritzgießwerkzeuge variieren stark je nach Bauteilgröße, Komplexität und Werkzeugqualität. Ein einfaches Einfachkavitäten-Prototypenwerkzeug aus Aluminium für ein einfaches Teil beginnt typischerweise bei etwa $800 bis $2.000. Ein Einfachkavitäten-Serienwerkzeug aus P20-Stahl mit mittlerer Komplexität liegt für kleine Teile oft bei etwa $1.800 bis $3.000, für mittlere Teile bei $3.200 bis $5.500 und für große Teile grob bei $6.000 bis $10.500. Sehr große Mehrfachkavitäten-Werkzeuge aus vergütetem Stahl (H13/S136) für die Hochvolumenproduktion mit engen Toleranzen können $30.000 überschreiten und für komplexe Konstruktionen $60.000+ erreichen. Geografische Lage, Lieferzeit, Validierungsumfang und die Einbeziehung von Mustern beeinflussen ebenfalls die Preisgestaltung.
Verringern sich die Werkzeugkosten pro Teil bei höheren Stückzahlen?
Ja, die Amortisierung des Werkzeugbaus ist einer der bedeutendsten Kostenfaktoren beim Spritzgießen. Ein $15.000-Produktionswerkzeug, das auf 10.000 Teile verteilt wird, addiert $1,50 zu jedem Stück. Das gleiche Werkzeug auf 100.000 Teile verteilt addiert nur $0,15 pro Stück. Bei einer Million Teilen sinkt der Werkzeugbeitrag auf nur $0,015. Diese Beziehung ist der Hauptgrund, warum Hochvolumenprogramme teure, mehrfach gekavete gehärtete Stahlwerkzeuge rechtfertigen können – die Stückkosteneinsparungen durch schnellere Zyklen und höhere Kavitätenanzahlen überwiegen schnell die höhere anfängliche Werkzeuginvestition.
Welches Material ist am günstigsten für das Spritzgießen?
Unter den gängigen Spritzgusskunststoffen sind Polypropylen (PP) mit etwa $1,80 pro Kilogramm und Polyethylen (PE) die kostengünstigsten Standardmaterialien. ABS mit etwa $2,50/kg wird ebenfalls häufig verwendet und ist preislich wettbewerbsfähig. Auf der Kostenleiter weiter oben liegen Nylon (PA6/PA66) und POM im mittleren Bereich bei $3,50–$4,00/kg. Hochleistungskunststoffe wie PEEK ($55/kg) und LCP ($18/kg) sind deutlich teurer und werden nur ausgewählt, wenn ihre mechanischen, thermischen oder chemischen Eigenschaften für die Anwendung erforderlich sind. Die Materialkosten pro Teil hängen sowohl vom Kunststoffpreis pro Kilogramm als auch vom Teilgewicht ab, das von der Teilegröße und Wandstärke bestimmt wird – rechnen Sie die Zahlen für Ihre spezifische Geometrie immer durch, bevor Sie eine endgültige Materialauswahl treffen.
Wie kann ich meine Spritzgusskosten senken?
Drei Haupthebel steuern die Kosten des Spritzgießens: Designoptimierung, Volumenstrategie und Werkzeugstahlauswahl. Design for Manufacturability (DFM) reduziert Hinterschneidungen, hält gleichmäßige Wandstärken auf und minimiert die Komplexität von Seitenaktionen, was direkt die Werkzeugkosten senkt. Eine Steigerung der Produktionsmenge amortisiert die Werkzeuginvestition über mehr Teile und reduziert den Werkzeuganteil pro Teil. Schließlich vermeidet die Auswahl des richtigen Werkzeugstahls – Prototypen-Aluminium für Läufe unter 50K, Serien-P20 für mittlere Volumen und gehärteter H13/S136 für 500K+ Schüsse – sowohl Unterinvestition (Werkzeugversagen) als auch Überinvestition (unnötige Werkzeugkosten).
Kann ich ein Aluminiumwerkzeug für Serienläufe verwenden?
Aluminiumwerkzeuge sind eine praktische Wahl für niedrige bis mittlere Produktionsmengen, typischerweise bis zu 50.000 Schüsse mit moderater Teilekomplexität. Sie kosten 40 bis 70% weniger als Stahlwerkzeuge und haben kürzere Lieferzeiten (2–4 Wochen vs. 5–8 Wochen für Stahl). Aluminium leitet auch Wärme schneller ab als Stahl, was die Zykluszeiten um 15–30% reduzieren kann. Für enge Toleranzen (unter ±0,05 mm), hochglänzende Oberflächenfinishes (SPI A-1), abrasive oder glasgefüllte Kunststoffe oder Produktionsmengen über 100.000 Schüsse ist gehärtetes Stahlwerkzeug jedoch die zuverlässigere und kosteneffektivere Langzeitwahl.
-
SPI: SPI-Oberflächengütestandards sind ein Klassifizierungssystem, das von der Society of the Plastics Industry entwickelt wurde und die Oberflächentexturen der Formkavitäten von A-1 (Spiegelpolitur, Diamantpoliert) bis D-3 (fein gestrahltes Stein) kategorisiert. Höhere Oberflächengüten erfordern zunehmend mehr Polierzeit und erhöhen direkt die Formherstellungskosten. ↩
-
P20-Stahl: P20-Formenstahl ist ein vorgehärteter Chrom-Molybdän-Legierungswerkzeugstahl (AISI P20 / DIN 1.2311), der häufig für Produktionsspritzgussformen mit einer Lebensdauer von 100.000 bis 500.000 Schüssen verwendet wird. Er wird mit einer Härte von 28–36 HRC geliefert, lässt sich leicht bearbeiten und eignet sich für Standardoberflächenbehandlungen wie Polieren, Texturieren und Plattieren. ↩
-
VDI 3400 surface finish: VDI 3400 ist ein Oberflächentexturstandard, der vom Verein Deutscher Ingenieure veröffentlicht wird und EDM-Oberflächen (elektroerosive Bearbeitung) durch die durchschnittliche Rauheitstiefe definiert, von VDI 0 (glatteste, Ra < 0,1 μm) bis VDI 45 (Ra ~18 μm). Es wird häufig neben SPI-Klassen verwendet, um die Werkzeugoberflächentextur zu spezifizieren. ↩
