

Spritzgussforming is a manufacturing process that produces parts from plastic raw materials. Injection molding is used to make various products, from small, unique items to large quantities of identical parts.
Die gebräuchlichste Art des Spritzgießens ist das so genannte Kernzieh-Spritzgießen, bei dem die Teile um einen Kern herum geformt werden, der später aus dem fertigen Teil entfernt wird.
Dieser Artikel gibt einen Überblick darüber, wie die Kernentnahme Spritzgießen Funktionsweise und einige seiner Vorteile. Bleiben Sie dran und lesen Sie weitere Artikel über das Spritzgießen, in denen spezifische Aspekte dieses Herstellungsverfahrens näher erläutert werden.
Was ist Kernentnahme-Spritzgießen und welche Vorteile bietet es gegenüber traditionelle Spritzgießtechniken?
Das Kernentnahme-Spritzgießen ist ein Spritzgießverfahren, bei dem ein Kern verwendet wird, um einen Hohlraum in einer Form zu schaffen.
Core injection molding has several advantages over traditional injection molding techniques, including the ability to create complex shapes, the ability to produce a large number of parts, and the ability to use a variety of materials.
Das Kernspritzgießen ist auch präziser als das herkömmliche Spritzgießen und kann für die Herstellung kleinerer, genauerer Teile verwendet werden.
In addition, core injection molding is faster than traditional injection molding and can be used to produce parts in a shorter time frame.
Das Kernspritzgießen ist eine vielseitige Technologie, die für die Herstellung einer Vielzahl von Teilen verwendet werden kann und die beste Wahl für Anwendungen ist, bei denen Präzision und Geschwindigkeit erforderlich sind.
Wie läuft das Verfahren ab und welche Schritte sind erforderlich?
Kernentnahme-Spritzgießen ist ein Fertigungsverfahren zur Herstellung hohler Kunststoffteile. Es wird in der Regel für Teile verwendet, die ein großes Verhältnis von Tiefe zu Breite erfordern, wie z. B. Rohre oder Behälter.
Das Kernziehverfahren beginnt damit, dass erhitzter Kunststoff, in der Regel Thermoplast oder Duroplast, in einen Formhohlraum eingespritzt wird. Der Kunststoff verfestigt sich in der Form des Hohlraums. Nachdem das Kunststoffteil erstarrt ist, öffnet sich die Form und das Teil wird ausgeworfen.
Der Formhohlraum ist so gestaltet, dass das Kunststoffmaterial um den Metallkern fließt und die Innenwand des fertigen Teils bildet.
Wenn das Kunststoffmaterial abkühlt und sich verfestigt, wird es mit dem Metallkern verbunden. Der Metallkern wird dann aus dem Formhohlraum herausgezogen, wobei ein Hohlkörper zurückbleibt.
Core pulling injection molding offers several advantages over traditional injection molding, including higher productivity and lower labor costs.
Außerdem lassen sich damit Teile mit komplexen Geometrien herstellen, die mit anderen Verfahren nur schwer zu fertigen wären.
Das Kernspritzgießen ist ein grundlegendes Herstellungsverfahren mit zahlreichen Anwendungen in der Medizin-, Automobil- und Unterhaltungselektronikindustrie.

Der Kernformungsprozess läuft wie folgt ab
→ Gießen eines Kerns aus einem Metall mit niedrigem Schmelzpunkt
→ Einlegen in eine Form zum Spritzgießen
→ Entfernen des Teils mit dem Kern
→ Heißschmelzen des Kerns
→ Reinigung des Teils
→ Fertigerzeugnis
At present, the core extraction injection molding technology has accumulated only partial experience in PA66.
Vorläufige experimentelle Untersuchungen zeigen, dass PA6, PBT, PET, PPO usw. für das Spritzgießen mit ausziehbarem Kern geeignet sind.
Legierungen mit niedrigem Schmelzpunkt, wie Sn-Bi und Sn-Pb, werden häufig als Kerngewinnungsmaterial verwendet. Schmelzkerne werden im Allgemeinen mit Öl und Induktionsspulen erhitzt.

Vorteile des Kernzugspritzgießens
1. Besonders geeignet für die Herstellung von Verbundwerkstoffen mit komplexen Formen, hohl, und ungeeignet für die Bearbeitung.
2. Hohle Kunststoffteile haben genaue Innenmaße und glatte Oberflächen. Dies kann mit herkömmlichen Methoden nicht erreicht werden.
3. Compared with blow molding and gas-assisted injection molding, although additional equipment for casting fusible cores and melting cores is required, the existing injection molding machines can be fully utilized, and the freedom of molding is greater.
Mit einer Spritzgießmaschine können Sie Tausende von Kunststoffteilen an nur einem Tag herstellen, die alle von ähnlicher Qualität sind.
Hinweise zum Kernspritzgießverfahren
1. Der Kern sollte beim Einspritzen des Kunststoffteils nicht geschmolzen werden.
2. Die als Kern verwendete Metallschmelze und das Medium der Schmelze greifen den Kunststoff nicht an.
3. Das Teil wird bei der Temperatur des geschmolzenen Kerns nicht verformt.
Wie funktioniert das Kernspritzgießverfahren und welche Ausrüstung ist dafür erforderlich?
Das Kernentnahme-Spritzgießen ist eine spezielle Art des Kunststoff-Spritzgießens zur Herstellung hohler Kunststoffobjekte.
Das Verfahren beginnt mit einer Metallform, die so gestaltet ist, dass die gewünschte Form entsteht.
Die Form wird mit thermoplastischem Harz gefüllt und dann wird eine kleine Menge Wasser in die Mitte der Form injiziert.
Dadurch entsteht in der Mitte des Harzes ein Hohlraum, der den hohlen Kern des fertigen Objekts bildet.
Anschließend wird die Form abgekühlt und das Objekt aus der Form ausgestoßen.
Core extraction injection molding requires special equipment that is capable of injecting water into the center of the molten resin without damaging the mold. This type of equipment is usually found only in large-scale production facilities.
Das Kernentnahme-Spritzgießen ist ein effektives Verfahren zur Herstellung von Hohlkörpern aus thermoplastischen Kunststoffen und kann zur Herstellung einer Vielzahl von Gegenständen, von Spielzeug bis hin zu medizinischen Geräten, verwendet werden.

Welche Faktoren beeinflussen die Kosten eines Kernspritzgießprojekts?
Core injection molding is a special form of plastic injection molding used to make hollow parts with internal cavities.
Kernspritzgussprojekte können komplex und kostspielig sein. Daher ist es wichtig, vor Beginn der Arbeiten alle kostenrelevanten Faktoren zu berücksichtigen.
Die Größe, die Form und die Komplexität des Teils spielen eine Rolle bei den Herstellungskosten. Auch die Anzahl der Kavitäten in der Form und die verwendeten Materialien wirken sich auf den Preis aus.
Wenn Sie all diese Faktoren berücksichtigen, können Sie sicherstellen, dass Ihr Kernspritzgießprojekt im Rahmen des Budgets bleibt.
Welche Arten von Materialien können im Kernspritzgießverfahren verwendet werden?
Das Kernentnahme-Spritzgießen ist eine spezielle Art des Spritzgießens, mit der komplexe Geometrien hergestellt werden können, die mit herkömmlichen Spritzgießverfahren nicht möglich sind.
Beim Kernzieh-Spritzgießen wird ein interner Dorn oder Kern verwendet, um die Form des gewünschten Teils zu formen. Der Kern wird dann von geschmolzenem Kunststoff umgeben, der aushärtet und das fertige Teil bildet.
Kernziehendes Spritzgießen kann für eine Vielzahl von Materialien verwendet werden, darunter Metalle, Glas und Verbundwerkstoffe.
This flexibility makes core injection molding ideal for applications where traditional manufacturing methods are not possible or practical.
Das Kernspritzgießen ist auch in der Lage, Teile mit extrem engen Toleranzen herzustellen, was es zur besten Wahl für Präzisionsanwendungen macht.
Vorteile der Anwendung des Kernspritzgussverfahrens für Teile und Produkte
Das Kernspritzgießen ist eine Art des Spritzgießens, bei der ein Kern verwendet wird, um einen Hohlraum in einer Form zu schaffen.
Der Vorteil des Kernspritzgießens besteht darin, dass komplexe Formen hergestellt werden können, einschließlich Merkmalen, die bei anderen Spritzgießverfahren nicht möglich sind.
Das Kernspritzgießen ermöglicht auch die Herstellung dünnerer Wände und engerer Toleranzen als andere Spritzgießverfahren.
In addition, core injection molding is less costly than other types of injection molding.
Das Kernspritzgießen ist ein vielseitiges und kosteneffizientes Herstellungsverfahren, das für alle Anwendungen in Betracht gezogen werden sollte, die komplexe Formen oder enge Toleranzen erfordern.
Das Kernspritzgießen ist eine Form des Kunststoffspritzgießens, bei der Kunststoff in einen Metallkern gespritzt wird.
Im Vergleich zu anderen Arten des Kunststoffspritzgießens hat das Kernspritzgießen viele Vorteile, darunter:
1. Das Kernspritzgießen ist schneller und effizienter als andere Arten des Kunststoffspritzgießens.
2. Beim Kernspritzgießen werden präzisere Teile mit höherer Oberflächenqualität hergestellt.
3. Das Kernspritzgießen ist kostengünstiger als andere Arten des Kunststoffspritzgießens.
4. Kernspritzgießen ist eine ideale Lösung für viele Anwendungen, bei denen Geschwindigkeit, Genauigkeit und Kosten wichtige Faktoren sind.
Einige häufige Anwendungen für Teile und Produkte, die mit diesem Kernspritzgussverfahren hergestellt werden
Das Kernspritzgießen ist eine Art Spritzgießzyklus, der die Herstellung von Teilen mit komplexen Geometrien ermöglicht.
Beim Kernziehen wird eine bewegliche Platte verwendet, die dazu beiträgt, den geschmolzenen Kunststoff beim Einspritzen in die Form zu formen.
Diese Art des Spritzgießens wird in der Regel für die Herstellung von Produkten mit komplexem Design verwendet, z. B. für medizinische Geräte oder elektronische Komponenten.
Core pulling injection molding can also be used to make thin-walled parts that would be difficult to produce using other methods.
Daher bietet diese Art des Spritzgießens eine vielseitige Lösung für zahlreiche Fertigungsanwendungen.

Spritzgegossene Kernzug-Strukturen
Ein Spannmechanismus mit fester Teilung, wie z. B. ein Kunststoffhaken, wird im Allgemeinen in Formen für die Entnahme von Kavitätenkernen oder die sekundäre Entformung verwendet.
Da diese Mechanismen auf beiden Seiten der Form angebracht sind, müssen ihre Aktionen synchronisiert werden, d. h. die Form wird geschlossen, während der Verschluss angebracht wird, und die Form wird bis zu einer bestimmten Position geöffnet, während der Haken gezogen wird.
Once the synchronization is lost, it will cause damage to the template of the injection mold by scratching or skewing, and the parts of these mold design structures require high stiffness and wear resistance, and the adjustment is also very difficult.
Core Extraktion Aktion ist relativ klein im Falle der Feder-unterstützte Auswerfer-Methode, Kern Extraktion Aktion ist groß, müssen Sie die dynamische Form rückwärts Kern gleiten.
Zunächst wird der Kern Extraktion Aktion, und dann die Struktur der Form, in großen Formen können hydraulische Zylinder Kern Extraktion.
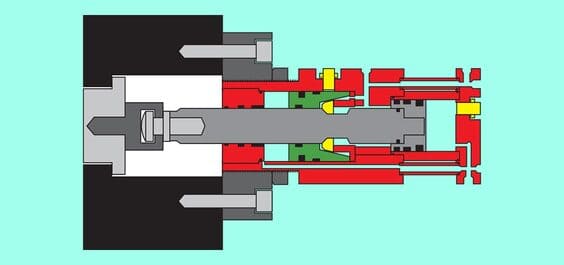
Geneigter Stift Schieber Typ Kern Extraktion Mechanismus Schaden. Dieser Mechanismus ist häufiger der Fehler ist nicht an Ort und Stelle auf die Verarbeitung und zu klein mit dem Material, vor allem die folgenden zwei Probleme.
The advantage of a large inclination angle A of the slanted pin is that it can produce a large core extraction distance in a short injection mold opening stroke.
Wenn jedoch der Neigungswinkel A zu groß ist, wenn die Ausziehkraft F einen bestimmten Wert hat, ist die Biegekraft P=F/COSA beim Ausziehen des Kerns größer, und der Stift wird leicht verformt und das Loch verschlissen.
Zur gleichen Zeit, die schrägen Stift auf den Schieberegler zu produzieren nach oben Schub N = FTGA ist auch größer, diese Kraft macht den Schieberegler auf der Führungsnut Führungsfläche Injektion Druck zu erhöhen, wodurch die Schiebe-Reibung Widerstand.
Es ist leicht, das Gleiten ist nicht glatt, Führungsrille Verschleiß verursachen. Erfahrungsgemäß sollte der Neigungswinkel A nicht größer als 2 sein.
Einige Formen sind durch die Fläche der Schablone begrenzt, die Länge des Führungsschlitzes ist zu klein, und der Schieber in der Kernaktion ist so weit fertig, dass die Außenseite des Führungsschlitzes sichtbar ist,
so dass der Kern nach der Bühne und der Anfangsphase der Form zurückgesetzt sind leicht zu verursachen den Schieber zu kippen, vor allem in der Form, der Schieber zurückgesetzt ist nicht glatt, daher der Schieber Schaden, und sogar Biegeschäden.
Erfahrungsgemäß sollte die Länge des Schiebers in der Schieberille nicht weniger als 2/3 der vollen Länge der Führungsrille nach Abschluss des Kernziehvorgangs betragen.

Schlussfolgerung
Das Kernentnahme-Spritzgießen ist eine vielseitige Technologie, die zur Herstellung einer Vielzahl von Teilen verwendet werden kann und die beste Wahl für Anwendungen ist, die hohe Genauigkeit und Geschwindigkeit erfordern.
Wenn Sie ein zuverlässiges, genaues und schnelles Verfahren zur Herstellung von Teilen benötigen, sollten Sie Spritzgießen ist die Lösung, nach der Sie schon lange gesucht haben.
Wenn Sie ein Projekt im Zusammenhang mit Kernspritzgussmaterial zu erledigen haben, wenden Sie sich an unsere ZetarMold Team, das bereits über umfangreiche Erfahrungen in den Kernprozessen des Spritzgießens für Spritzgießwerkzeuge und der Herstellung von Spritzgussprodukten verfügt.
Need a Quote for Your Injection Molding Project?
Get competitive pricing, DFM feedback, and production timeline from ZetarMold’s engineering team.
Request a Free Quote → See our Injection Molding Complete Guide for a comprehensive overview.







