 تخطي إلى المحتوى
تخطي إلى المحتوى 
رؤى حول قوالب مطاط السيليكون المضغوط
إتقان تقنيات قولبة مطاط السيليكون بالضغط لصنع منتجات متينة وعالية الجودة. استكشف نصائح وفوائد العملية. اعرف المزيد اليوم!

الدليل الكامل لقولبة مطاط السيليكون بالضغط
ما هو قولبة مطاط السيليكون بالضغط؟
قالب مطاط السيليكون المضغوط عبارة عن عملية تصنيع بالحرارة تُستخدم لإنشاء أجزاء ثلاثية الأبعاد من مطاط السيليكون. ينطوي المبدأ الأساسي على وضع قالب مسبق دقيق الوزن والشكل من مطاط السيليكون عالي التماسك (HCR) غير المعالج في تجويف قالب ساخن. ثم يقوم مكبس هيدروليكي بإغلاق القالب، مع تطبيق ضغط هائل (عادةً ما يتراوح بين 1000 إلى 2000 رطل لكل بوصة مربعة). يجبر هذا الضغط السيليكون المرن على التدفق وملء كل تفاصيل تجويف القالب.
يؤدي الجمع بين الحرارة والضغط المستمرين إلى تفاعل كيميائي يسمى الفلكنة أو المعالجة. تعمل هذه العملية التي لا رجعة فيها على ربط سلاسل البوليمر داخل السيليكون، مما يحولها من مادة مرنة تشبه العجين إلى جزء مطاطي صلب وثابت ومرن. بعد فترة علاج محددة، يتم فتح المكبس وإخراج الجزء النهائي.
تصنيف وأنواع القولبة بالضغط
بينما يظل المبدأ الأساسي كما هو، يمكن تصنيف القولبة بالضغط على أساس عدة عوامل، مما يكشف عن قدرتها على التكيف مع احتياجات الإنتاج المختلفة.
1. التصنيف حسب تباين العمليات:
قولبة الضغط القياسية: النوع الأكثر شيوعًا، كما هو موضح أعلاه، حيث يتم وضع الشكل المسبق مباشرة في تجويف القالب الرئيسي.
نقل القوالب: عملية وثيقة الصلة حيث يتم وضع التشكيل المسبق في حجرة منفصلة ("الوعاء") فوق تجويف القالب. يقوم المكبس بدفع المادة المسخّنة من خلال قنوات ("الرفوف" و"العدائين") إلى التجويف المغلق. وغالباً ما يستخدم هذا الأسلوب في الأجزاء الأكثر تعقيداً أو في إدخالات القوالب، حيث أنه يوفر تحكماً أفضل في تدفق المواد ويقلل من الوميض.
قولبة الحقن بالضغط: طريقة هجينة تجمع بين ميزات كل من القولبة بالضغط والحقن، وتستخدم عادةً لتطبيقات محددة ذات حجم كبير تتطلب الدقة.
2. التصنيف حسب الشكل المادي:
يتم تحضير مادة السيليكون الخام في أشكال مختلفة قبل التشكيل:
النماذج المسبقة: الطريقة الأكثر شيوعًا، حيث يتم قطع مركب السيليكون غير المعالج أو بثقه أو تشكيله في شكل ووزن محددين (على سبيل المثال، قرص أو شريط أو صفيحة) لتقريب حجم الجزء النهائي.
المركب السائب: بالنسبة لبعض التطبيقات، يتم وضع كمية محسوبة من مركب السيليكون الخام غير المشكل مباشرةً في القالب.
3. التصنيف حسب مستوى الأتمتة:
يدوي/شبه أوتوماتيكي: يكون المشغِّل مسؤولاً عن تحميل النموذج المسبق، وبدء دورة الضغط، وإزالة الجزء النهائي يدويًا وأي وميض مرتبط به. وهذا أمر شائع في عمليات التشغيل منخفضة الحجم والقطع الكبيرة.
أوتوماتيكي بالكامل: تتعامل الأنظمة الروبوتية مع تحميل المواد، وإخراج القطع، وأحيانًا حتى إزالة الوميض، مما يجعلها مناسبة للإنتاج بكميات أكبر للمكونات الأصغر حجمًا.
سيناريوهات التطبيق النموذجية وحالات الاستخدام
إن الجمع بين خواص مادة السيليكون وفعالية التكلفة في القولبة بالضغط يجعله عنصرًا أساسيًا في العديد من القطاعات.
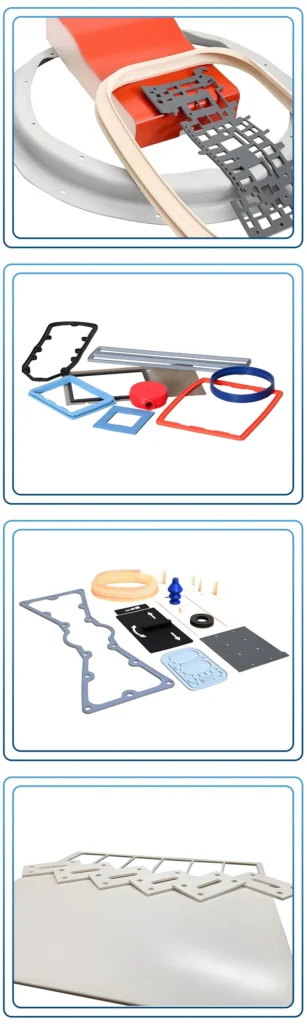
① صناعة السيارات: ضرورية لصنع موانع التسرب والحشوات والحلقات الدائرية المتينة التي يجب أن تتحمل درجات الحرارة القصوى وسوائل المحرك والاهتزازات المستمرة. ومن الأمثلة على ذلك حشيات غطاء الصمام، وجزء شمعة الإشعال، والبطانات المثبطة للاهتزاز.
② الطب والرعاية الصحية: يعد التوافق الحيوي للسيليكون الطبي من الدرجة الطبية أمرًا أساسيًا. تُستخدم القوالب الضاغطة في صناعة الحصائر الجراحية، وأقنعة التنفس القابلة لإعادة الاستخدام، وأغشية المضخات الطبية، وسدادات القوارير، وموانع تسرب معدات التشخيص.
③ السلع الاستهلاكية: يُستخدم على نطاق واسع للمنتجات المرنة والمتينة والآمنة على الطعام. ومن الأمثلة الشائعة على ذلك أواني الخبز المصنوعة من السيليكون، والملاعق، وصواني مكعبات الثلج، وأشرطة الساعات المرنة، والأغلفة الواقية للإلكترونيات.
④ الإلكترونيات والكهرباء: الخصائص العازلة الممتازة للسيليكون تجعله مثاليًا للعوازل الكهربائية وموانع تسرب الموصلات وحشيات العبوات الخارجية التي تحمي الإلكترونيات الحساسة من الرطوبة والغبار. كما أن لوحات المفاتيح المصنوعة من السيليكون الموصلة هي أيضًا من الاستخدامات الرئيسية.
⑤ الصناعة والفضاء الجوي: تُستخدم للتطبيقات الشاقة التي تتطلب موانع تسرب عالية الأداء، وأغشية المضخات، والحشيات الصناعية، وحشيات الصدمات التي تعمل بشكل موثوق في ظل ظروف التشغيل القاسية.

مقارنة بين المزايا والعيوب
كل عملية تصنيع لها مقايضات. فيما يلي تحليل متوازن لقولبة السيليكون بالضغط.
1. المزايا الرئيسية:
① انخفاض تكاليف الأدوات: تعتبر قوالب القولبة بالضغط أبسط في التصميم مقارنةً بقوالب القولبة بالحقن. فهي لا تتطلب أنظمة عداء وبوابات معقدة، مما يقلل بشكل كبير من الاستثمار الأولي في الأدوات. وهذا يجعلها جذابة للغاية للنماذج الأولية والإنتاج بكميات منخفضة إلى متوسطة.
② مثالي للأجزاء الكبيرة والضخمة: تتفوق هذه العملية في إنتاج أجزاء كبيرة الحجم، مثل الحشيات أو الحصائر الكبيرة، والتي قد يكون من الصعب أو المكلف للغاية صنعها باستخدام القولبة بالحقن.
③ براعة ممتازة في استخدام المواد: وهي مناسبة تمامًا للمطاط عالي التماسك (HCR)، الذي يتميز بلزوجة عالية جدًا (قوام يشبه المعجون). يقلل وضع المادة مباشرة في القالب من الإجهاد والتدهور، مما يحافظ على خصائص المادة.
④ الحد الأدنى من نفايات المواد (من العدائين): نظرًا لأن المادة توضع مباشرةً في التجويف، لا توجد أي طوق أو عدّادات والتي تعد مصدرًا أساسيًا للنفايات في قولبة الحقن. وعلى الرغم من وجود وميض، إلا أنه غالبًا ما تكون نفايات المواد أقل بشكل عام.
⑤ فعالة من حيث التكلفة للأحجام المنخفضة إلى المتوسطة: إن الجمع بين تكاليف الأدوات المنخفضة والإعداد الأبسط يجعلها الخيار الأكثر اقتصادًا لعمليات الإنتاج التي لا تبرر التكلفة العالية لأدوات القولبة بالحقن.
2. العيوب الرئيسية:
① أوقات دورات أطول: عملية المعالجة هي الخطوة الأكثر استهلاكًا للوقت ويمكن أن تستغرق عدة دقائق لكل دورة، اعتمادًا على سُمك الجزء. وهذا يجعلها أبطأ بكثير من عملية التشكيل بالحقن LSR، والتي تقاس أزمنة دوراتها بالثواني.
② ارتفاع تكاليف العمالة: وغالبًا ما تكون العملية كثيفة العمالة، وتتطلب تحميلًا يدويًا للنماذج المسبقة وإزالة القوالب من الأجزاء وعملية إزالة وميض ثانوية. يمكن أن يؤدي ذلك إلى زيادة تكلفة القطعة الواحدة في سيناريوهات الحجم الكبير.
③ تعقيد هندسي محدود: ليس مناسباً تماماً للأجزاء ذات التفاصيل المعقدة جداً أو الجدران الرقيقة أو القطع السفلية المعقدة. لا تتدفق المادة عالية اللزوجة بسهولة في الأجزاء الدقيقة مثل مطاط السيليكون السائل.
④ توليد الوميض: يكاد يكون من المستحيل تجنب تكوين الوميض - وهو عبارة عن طبقة رقيقة من المواد الزائدة التي يتم عصرها عند خط فراق القالب. يجب إزالة هذا الوميض في عملية ثانوية (التشذيب أو إزالة الوميض بالتبريد)، مما يضيف الوقت والتكلفة.
⑤ الاتساق من جزء إلى جزء: يعتمد بشكل كبير على الوضع الدقيق للتشكيل المسبق من قبل المشغل. يمكن أن تؤدي التباينات في الموضع إلى تناقضات طفيفة في سمك الجدار أو أبعاد الجزء مقارنةً بالطبيعة القابلة للتكرار بدرجة كبيرة في التشكيل بالحقن.

3. مقارنة مع قولبة حقن مطاط السيليكون السائل (LSR):
| الميزة | قولبة السيليكون بالضغط | قوالب حقن مطاط السيليكون السائل (LSR) |
|---|---|---|
| المواد المستخدمة | المطاط عالي التماسك (HCR/HTV) | مطاط السيليكون السائل (LSR) |
| تكلفة الأدوات | منخفضة | عالية |
| وقت الدورة | طويل (دقائق) | سريع (بالثواني) |
| حجم الإنتاج | مثالية لـ منخفضة إلى متوسطة الحجم | مثالية لـ عالية الحجم |
| جزء التعقيد الجزئي | جيد للأجزاء البسيطة إلى المتوسطة التعقيد | ممتازة للأجزاء المعقدة والمعقدة ذات التفاصيل الدقيقة |
| تكلفة العمالة | عالية (غالبًا ما يكون يدويًا) | منخفضة (مؤتمتة للغاية) |
| فلاش | كبير، يتطلب التشذيب | الحد الأدنى من الوميض أو عدم وجود وميض مع أدوات دقيقة |
| الأفضل لـ | الأجزاء الكبيرة والنماذج الأولية والأدوات منخفضة التكلفة | القطع الصغيرة إلى المتوسطة، والتفاوتات الضيقة، وعمليات التشغيل بكميات كبيرة |
الخصائص الرئيسية وخصائص السيليكون المصبوب بالضغط
ترث الأجزاء المصنوعة عن طريق القولبة بالضغط الخصائص المتميزة لمطاط السيليكون المفلكن بدرجة حرارة عالية (HTV) المستخدم.
① استقرار حراري استثنائي: تعمل الدرجات القياسية بشكل موثوق به عبر نطاق واسع من درجات الحرارة، عادةً من -55 درجة مئوية إلى +230 درجة مئوية (-67 درجة فهرنهايت إلى +446 درجة فهرنهايت). يمكن أن تدفع الدرجات الخاصة هذه الحدود إلى أبعد من ذلك.
② مقاومة ممتازة للبيئة والمواد الكيميائية: يتميز السيليكون بمقاومة عالية للأوزون والأشعة فوق البنفسجية والرطوبة والعوامل الجوية، مما يجعله مثاليًا للتطبيقات الخارجية. كما أنه يقاوم أيضاً العديد من الزيوت والمذيبات والمواد الكيميائية، على الرغم من أنه يجب التحقق دائماً من التوافق المحدد.

③ توافق حيوي فائق: السيليكونات الطبية غير سامة وغير مسببة للحساسية ولا تدعم نمو الميكروبات. يمكن تعقيمها باستخدام طرق مختلفة (الأوتوكلاف، الأوتوكلاف، الإيثيل أو، أشعة جاما) وهي معتمدة لملامسة الجلد (USP الفئة السادسة) وحتى للزرع.
④ عزل كهربائي عالي: يمتاز مطاط السيليكون بقوة عازلة ومقاومة عالية للحجم، مما يجعله خيارًا أول للعوازل والموصلات الكهربائية.
⑤ خصائص قابلة للتخصيص: يمكن تركيب السيليكون الأساسي مع إضافات لتحقيق خصائص محددة، مثل مثبطات اللهب المعززة (UL 94 V-0)، أو التوصيل الكهربائي (بإضافة جزيئات الكربون أو جزيئات معدنية)، أو مجموعة واسعة من الألوان.
⑥ المتانة الميكانيكية: يوفر السيليكون توازنًا رائعًا بين قوة الشد والاستطالة ومقاومة التمزق. وهو مرن للغاية ويتميز بمقاومة ممتازة لضبط الانضغاط، مما يعني أنه يعود إلى شكله الأصلي بعد ضغطه. يمكن تحديد الصلابة عبر نطاق واسع، عادةً من 20 إلى 80 شور أ من مقياس التحمل.
سير عمل العملية الأساسية: تحليل تفصيلي خطوة بخطوة
عملية القولبة بالضغط هي سير عمل منتظم يجب التحكم فيه بدقة لضمان الجودة والتكرار.
① تركيب المواد وتحضيرها: تبدأ العملية بصمغ سيليكون HTV الخام. يتم خلطها مع عامل المعالجة (عادةً ما يكون محفزًا قائمًا على البيروكسيد)، ومواد مالئة مقوية (مثل السيليكا المدخنة)، وأصباغ للون، وأي إضافات أخرى مطلوبة في مطحنة ثنائية اللفائف أو خلاط داخلي. ثم تتم معالجة المركب النهائي في شكل مسبق لشكل محدد ووزن دقيق.
② تحضير القالب: يتم تنظيف القالب الفولاذي جيدًا لإزالة أي بقايا من الدورات السابقة. غالبًا ما يتم وضع عامل تحرير القالب على أسطح التجويف لمنع الجزء المعالج من الالتصاق، مما يسهل عملية إزالة القالب بسهولة.
③ تسخين العفن: يتم تسخين كلا نصفي القالب إلى درجة حرارة دقيقة وموحدة، تتراوح عادةً بين 150 درجة مئوية و200 درجة مئوية (300 درجة فهرنهايت إلى 392 درجة فهرنهايت). تعتبر درجة الحرارة هذه ضرورية لبدء عملية الفلكنة وإتمامها بكفاءة.
④ تحميل نموذج السيليكون المسبق: مع فتح المكبس، يضع المشغّل بعناية الشكل المسبق من السيليكون الموزون مسبقًا في النصف السفلي من تجويف القالب المسخّن. يكون الوضع استراتيجيًا لضمان أنه عندما يغلق القالب، تتدفق المادة لملء جميع المناطق وتدفع الهواء للخارج من خلال الفتحات.
⑤ إغلاق القالب وضغطه: يتم إغلاق المكبس الهيدروليكي، مما يجمع نصفي القالب معًا. يتم تطبيق ضغط تشبيك عالٍ، مما يجبر السيليكون الذي أصبح طريًا الآن على التدفق والتوافق مع شكل التجويف.
⑥ المعالجة (الفلكنة): يتم الاحتفاظ بالجزء تحت الحرارة والضغط لوقت معالجة محدد مسبقًا. يمكن أن يتراوح هذا الوقت من دقيقة واحدة إلى أكثر من 10 دقائق، اعتمادًا على سُمك الجزء وتركيبة السيليكون ودرجة حرارة القالب. خلال هذه المرحلة، يحدث تفاعل التصلب الحراري، مما يؤدي إلى تثبيت شكل الجزء بشكل دائم.
⑦ إزالة القوالب: بمجرد اكتمال دورة المعالجة، يتم فتح المكبس. يقوم المشغل بعد ذلك بإزالة الجزء النهائي بعناية من القالب. يمكن القيام بذلك يدويًا أو بمساعدة نفاثات الهواء المضغوط أو دبابيس القاذف الميكانيكية المدمجة في القالب.
⑧ المعالجة اللاحقة: نادراً ما يتم الانتهاء من الجزء مباشرة من القالب.
- إلغاء الوميض: يتم قطع الوميض الزائد حول خط الفصل يدويًا باستخدام شفرة، أو من خلال إزالة الوميض بالتبريد (تجميد الأجزاء لجعل الوميض هشًا)، أو من خلال قطع القوالب بدقة.
- ما بعد المعالجة: تخضع العديد من الأجزاء عالية الأداء لعملية معالجة ثانوية بعد المعالجة. يتم وضعها في فرن هواء ساخن دائري لعدة ساعات (على سبيل المثال، 4 ساعات عند 200 درجة مئوية) لإزالة أي منتجات ثانوية متبقية من المعالجة بالبيروكسيد ولتثبيت وتعزيز الخصائص الفيزيائية النهائية للمادة.

قولبة مطاط السيليكون بالضغط: دليل شامل
استكشف العملية الكاملة لقولبة مطاط السيليكون بالضغط في دليلنا المتعمق.

الاعتبارات الرئيسية في التصميم والتصنيع
يتوقف النجاح في القولبة بالضغط على الاهتمام الدقيق بالعديد من العوامل الحاسمة.
① اختيار المواد: هذا هو القرار الأول والأكثر أهمية. يجب أن يعتمد اختيار درجة السيليكون على متطلبات التطبيق من حيث الصلابة (مقياس التحمل)، ونطاق درجة الحرارة، والمقاومة الكيميائية، واللون، وأي شهادات خاصة (مثل إدارة الأغذية والعقاقير (FDA)، و USP الفئة السادسة).

② التصميم والتحكم المسبقين: يجب أن يكون وزن الشكل المسبق دقيقًا للغاية. ينتج عن القليل جدًا من المواد "لقطة قصيرة" (جزء غير مكتمل)، في حين أن الكثير من المواد يؤدي إلى وميض مفرط يصعب إزالته. كما أن شكل وموضع التشكيل المسبق مهمان أيضًا لضمان التدفق المناسب للمادة ومنع انحباس الهواء.
③ التحكم في معلمات العملية: يجب التحكم بإحكام في "المثلث الحديدي" المتمثل في درجة الحرارة والضغط والوقت وتحسينه لكل جزء محدد ومجموعة مواد محددة لتحقيق نتائج متسقة.
④ تصميم القوالب وبناؤها: من الضروري وجود قالب جيد التصميم. تشمل عناصر التصميم الرئيسية موقع خط الفراق، وإدراج زوايا سحب كافية لسهولة إزالة القِطع، والتهوية الفعالة للسماح للهواء المحتبس بالخروج، وجودة فولاذ الأداة والتشطيب السطحي.
أفضل ممارسات التصميم والتنفيذ
يمكن أن يؤدي اتباع مبادئ التصميم من أجل التصنيع (DFM) المعمول بها في التشكيل بالضغط إلى منع الأخطاء المكلفة وتحسين جودة الجزء النهائي.
أفضل الممارسات لتصميم الأجزاء:
① الحفاظ على سُمك الجدار الموحد: يمكن أن تؤدي الاختلافات الحادة في سُمك الجدار إلى علاج غير متساوٍ وإجهادات داخلية واحتمال حدوث التواء. احرص على سمك موحد قدر الإمكان.
② تضمين أنصاف أقطار وشرائح سخية: الزوايا الداخلية الحادة هي نقاط تركيز الضغط ويمكن أن تعيق تدفق المواد. استخدم الزوايا المستديرة والشرائح لتحسين المتانة وملء القالب.
③ استخدام زوايا سحب مناسبة: زاوية الغاطس هي زاوية مستدقة طفيفة يتم تطبيقها على الجدران الرأسية. يوصى عادةً بزاوية مسدودة من 1 إلى 3 درجات للسماح بإزالة الجزء من القالب دون تلف.
④ تخطيط خط الفراق: الموقع الذي يلتقي فيه نصفي القالب (خط الفراق) سيترك دائمًا علامة شاهد وهو المكان الذي سيتشكل فيه الوميض. ضعه على سطح غير حرج أو أقل وضوحًا من الجزء.
⑤ تحديد التفاوتات الواقعية: القولبة بالضغط أقل دقة من القولبة بالحقن. افهم حدودها وحدد التفاوتات المسموح بها التي يمكن تحقيقها للعملية لتجنب التكاليف غير الضرورية.

المشاكل والحلول الشائعة في الإنتاج
حتى مع وجود جزء جيد التصميم، يمكن أن تظهر مشاكل أثناء الإنتاج. فيما يلي المشاكل الشائعة وخطوات استكشاف الأخطاء وإصلاحها.
| المشكلة | الأسباب المحتملة | الحلول واستراتيجيات التخفيف من المخاطر |
|---|---|---|
| اللقطات القصيرة / غير المملوءة (جزء غير مكتمل) | - عدم كفاية المواد (نقصان الوزن قبل التشكيل) - المعالجة المبكرة (الحرق) - هواء محبوس يمنع تدفق المواد - ضغط صب غير كافٍ | - تحقق من الوزن قبل التشكيل؛ قم بزيادته إذا لزم الأمر. - تحسين وضع ما قبل التشكيل لتحسين التدفق. - خفض درجة حرارة القالب قليلاً أو تقليل الوقت قبل الضغط عليه. - افحص فتحات تهوية العفن ونظّفها؛ وأضف فتحات تهوية إذا لزم الأمر. |
| الوميض الزائد | - مواد أكثر من اللازم (زيادة الوزن الزائد عن الحد المسموح به مسبقاً) - قوة الشد غير الكافية للمكبس - أوجه خط فراق القالب بالية أو تالفة - درجة حرارة القالب عالية جدًا، مما يقلل من اللزوجة أكثر من اللازم | - تقليل الوزن قبل التشكيل إلى المواصفات المستهدفة. - قم بزيادة ضغط التشبيك بالضغط على المكبس. - افحص القالب للتأكد من عدم تآكله وقم بإجراء الصيانة/الإصلاح. - اخفض درجة حرارة القالب قليلاً. |
| مصائد الهواء / الفراغات / المسامية | - وضع غير سليم قبل التشكيل يحبس الهواء - فتحات تهوية العفن غير كافية أو مسدودة - الرطوبة في مركب السيليكون - معالجة المواد قبل تسرب الهواء منها | - تغيير شكل ما قبل التشكيل أو موضعه في القالب. - "اضغط" على المكبس (افتح وأغلق بسرعة) في بداية الدورة للسماح للهواء بالخروج. - تأكد من نظافة الفتحات وحجمها المناسب. - قم بتسخين المادة أو تجفيفها مسبقًا في حالة الاشتباه في وجود رطوبة. |
| بثور أو فقاعات على سطح الجزء | - المعالجة الناقصة (لا تزال الغازات تتطور أثناء نزع القالب) - المنتجات الثانوية المتطايرة المحتبسة | - قم بزيادة وقت المعالجة أو درجة حرارة المعالجة. - تأكد من إجراء دورة ما بعد المعالجة المناسبة. - تحسين تنفيس العفن. |
| جزء التمسك بالقالب | - عامل إطلاق العفن غير الكافي أو البالي - سطح تجويف القالب الخشن أو التالف - المعالجة الناقصة، مما يترك الجزء "مبتذل" | - وضع جدول زمني ثابت للتنظيف وإعادة وضع عامل تحرير العفن. - قم بتلميع تجويف القالب حتى يصبح أملس. - تحقق من معايير المعالجة وزيادة وقت المعالجة إذا لزم الأمر. |
المساعدة في اتخاذ القرار: قولبة الحقن بالضغط مقابل قولبة حقن LSR
استخدم هذا الدليل السريع للمساعدة في تحديد العملية الأنسب لمشروعك:
1. اختر قالب السيليكون الضاغط إذا:
① حجم إنتاجك منخفض إلى متوسط (على سبيل المثال، من مئات إلى بضعة آلاف من الأجزاء).
② الجزء الخاص بك كبير أو سميك أو ذو هندسة بسيطة إلى معتدلة.
③ ميزانية الأدوات الخاصة بك هي القيد الأساسي.
④ أنت في مرحلة وضع النماذج الأولية أو مرحلة الإطلاق الأولي.
⑤ المادة المطلوبة هي مركب HTV/HCR عالي المتانة أو مركب HTV/HCR المتخصص.
2. اختر قولبة حقن حقن LSR إذا:
① حجم الإنتاج لديك مرتفع (على سبيل المثال، عشرات الآلاف إلى ملايين الأجزاء).
② الجزء الخاص بك صغير، أو له جدران رقيقة، أو هندسة معقدة ذات تفاصيل معقدة.
③ وقت الدورة وتكلفة القطعة الواحدة في الحجم الكبير هما العاملان الأساسيان.
④ تحتاج إلى تفاوتات دقيقة للغاية واتساق عالٍ من جزء إلى آخر.
⑤ يجب أن تكون العملية مؤتمتة بالكامل بأقل قدر من العمالة.
التقنيات والمفاهيم ذات الصلة
① قولبة حقن مطاط السيليكون السائل (LSR): كما تمت مناقشته، هذا هو البديل الأساسي ذو الحجم الكبير. وهو يستخدم مادة سائلة مكونة من عنصرين يتم خلطها وحقنهما تلقائيًا في قالب، مما يوفر دورات سريعة جدًا ودقة عالية.
② قوالب نقل السيليكون: جسر بين القولبة بالضغط والقولبة بالحقن. يوفر تحكماً أفضل من القولبة بالضغط القياسية وهو ممتاز لقولبة المكونات الإلكترونية أو الحشوات المعدنية، حيث تتدفق المادة في القالب بلطف أكثر.
③ بثق السيليكون: عملية مستمرة تستخدم لإنشاء المقاطع الجانبية الخطية، مثل الأنابيب والحبال والشرائط والأشكال المقطعية المعقدة. يتم دفع السيليكون من خلال قالب لتشكيل المظهر الجانبي ثم يتم معالجته في خط مستقيم.
④ تقويم السيليكون: عملية لإنتاج صفائح مطاط السيليكون المستمرة بسماكة دقيقة. يتم تمرير مركب السيليكون من خلال سلسلة من البكرات المسخنة التي تضغطه في صفائح رقيقة وموحدة.
⑤ مطاط عالي التماسك (HCR): يُعرف أيضًا باسم سيليكون HTV (سيليكون الفلكنة بدرجة حرارة عالية)، وهو المادة الخام للقولبة بالضغط. وتتميز بلزوجتها العالية وقوامها المشابه للمعجون أو العجين، مما يتطلب طواحين أو خلاطات للمعالجة. وهو يختلف عن مادة LSR منخفضة اللزوجة والقابلة للضخ.
⑥ الفلكنة: العملية الكيميائية الأساسية التي تعطي السيليكون خصائصه المطاطية النهائية. ويمكن أن تبدأ بواسطة أنظمة حفازة مختلفة:
⑦ بيروكسيد العلاج: نظام شائع وفعال من حيث التكلفة يستخدم في التشكيل بالضغط. يمكن أن يترك نواتج ثانوية حمضية يتم إزالتها خلال مرحلة ما بعد المعالجة.
⑧ العلاج البلاتيني (إضافة-علاج): نظام أنظف لا ينتج عنه أي منتجات ثانوية، وغالبًا ما يستخدم في تطبيقات LSR والتطبيقات الطبية عالية النقاء. وهو أكثر حساسية للتلوث.


How to Achieve Uniform Wall Thickness in Rib Design for Injection Molding?
Key Takeaways Achieving uniform wall thickness in rib design is critical for preventing cosmetic defects like sink marks and voids while maintaining structural integrity. The “golden rule” is maintaining a

How Does Gate Location Influence Injection Molded Part Quality?
Key Takeaways – Gate location determines the flow pattern of molten plastic, directly influencing structural strength, warpage, and cosmetic appearance. – Submarine (tunnel) gates offer automatic degating and clean aesthetics

How to Prepare a Perfect RFQ for Custom Injection Molding Services?
Key Takeaways – A neutral 3D CAD file (STEP or IGES format) is mandatory for calculating part volume, weight, and cycle time accurately. – 2D technical drawings are essential for
حلول التحسين المقدمة مجاناً
- تقديم ملاحظات التصميم والحلول المثلى
- تحسين الهيكلية وتقليل تكاليف القوالب
- تحدث مباشرةً مع المهندسين وجهاً لوجه

