 تخطي إلى المحتوى
تخطي إلى المحتوى 
بثق مطاط السيليكون: حلول القولبة الخبيرة
استكشف خدمات قولبة مطاط السيليكون بالبثق المتخصصة. حقق الدقة والكفاءة مع أحدث تقنياتنا وفريق عملنا المتمرس.

الدليل الكامل لقوالب بثق المطاط السيليكوني
ما هي قوالب بثق مطاط السيليكون؟
قولبة بثق مطاط السيليكون هي عملية تصنيع بكميات كبيرة حيث يتم دفع مركب سيليكون غير مبركن مصنوع خصيصًا أو "مقذوف" من خلال أداة فولاذية ذات شكل يسمى يموت. ويشكل هذا الإجراء مقطعًا جانبيًا متصلًا ذا مقطع عرضي ثابت، ثم يتم بعد ذلك تفلكن (معالجته) لتثبيت شكله وإضفاء خصائصه الفيزيائية النهائية.
المبدأ الأساسي: تعتمد العملية على الضغط والحرارة. يولد برغي الطارد ضغطًا لدفع مادة السيليكون المرنة عبر القالب. ثم تمر المادة المبثوقة من خلال غرفة أو نفق تسخين حيث يبدأ تفاعل المعالجة لتحويل المادة المبثوقة اللينة اللزجة إلى مطاط صلب ومرن.
المفاهيم الأساسية:
① مادة متصلدة بالحرارة: على عكس اللدائن الحرارية التي يمكن صهرها وإعادة تشكيلها بشكل متكرر، فإن السيليكون مادة حرارية. تخلق عملية المعالجة، المعروفة باسم الفلكنة، روابط متقاطعة لا رجعة فيها بين سلاسل البوليمر. بمجرد المعالجة، لا يمكن إذابة جزء السيليكون مرة أخرى.
② كيمياء البولي سيلوكسان: يعتمد مطاط السيليكون على العمود الفقري من السيليكون والأكسجين (Si-O)، وليس على العمود الفقري الكربوني مثل معظم أنواع المطاط العضوي. هذا التركيب الكيميائي الفريد مسؤول عن خصائصه الاستثنائية، بما في ذلك الثبات في درجات الحرارة العالية والخمول الكيميائي.

تصنيفات وأنواع بثق السيليكون
يمكن تصنيف بثق السيليكون بناءً على عدة عوامل رئيسية، بما في ذلك نظام المعالجة وشكل المادة الخام وشكل المنتج النهائي.
1. التصنيف حسب نظام المعالجة:
① سيليكون معالج بالبيروكسيد: هذه طريقة تقليدية وفعالة من حيث التكلفة. يتم خلط محفز بيروكسيد في مركب السيليكون. عند تسخينه، يتحلل البيروكسيد إلى جذور حرة، والتي تبدأ في الربط المتقاطع لسلاسل البوليمر. يمكن أن تنتج هذه الطريقة في بعض الأحيان منتجات ثانوية (مثل حمض ثنائي كلورو البنزويك) التي قد تحتاج إلى إزالتها من خلال عملية ما بعد المعالجة، خاصةً في التطبيقات الغذائية أو الطبية.
② سيليكون معالج بالبلاتين (إضافة - معالجة): يستخدم هذا النظام محفزًا قائمًا على البلاتين. وهي عملية أنظف لا ينتج عنها أي منتجات ثانوية ضارة، مما يجعلها الخيار المفضل للتطبيقات عالية النقاء مثل الغرسات الطبية والأنابيب الصيدلانية والمواد الملامسة للأغذية. توفر السيليكونات المعالجة بالبلاتين وضوحًا فائقًا وخصائص ميكانيكية محسنة وأقل عرضة للاصفرار بمرور الوقت.
2. التصنيف حسب شكل المادة الخام:
① بثق المطاط عالي التماسك (HCR): HCR، المعروف أيضًا باسم المطاط المعالج بالحرارة، هو المادة الأكثر شيوعًا لبثق السيليكون. وهي ذات لزوجة عالية جداً تشبه العجينة السميكة أو العجين. وعادةً ما يتم توريدها في شكل جذوع أو شرائط ويتم تلقيمها في الطارد من مطحنة تغذية.
② بثق مطاط السيليكون السائل (LSR): على الرغم من استخدام مخلفات الصب بالحقن في الغالب، إلا أنه توجد عمليات بثق متخصصة لها. تتميز LSR بلزوجة أقل بكثير وهي عبارة عن نظام مكون من جزأين (مكونان A وB) يتم ضخهما وخلطهما ثم تغذيتهما مباشرةً في الطارد. هذه الطريقة أقل شيوعًا ولكن يمكن أن تكون مفيدة في التشكيلات المعقدة عالية الدقة.
3. التصنيف حسب شكل المنتج:
① أنابيب وخراطيم السيليكون: مقاطع مجوفة تستخدم لنقل السوائل أو الهواء أو الأسلاك الكهربائية.
② أسلاك سيليكون صلبة: مقاطع دائرية صلبة مستديرة تُستخدم في تطبيقات الختم (مخزون السلك الدائري الدائري).
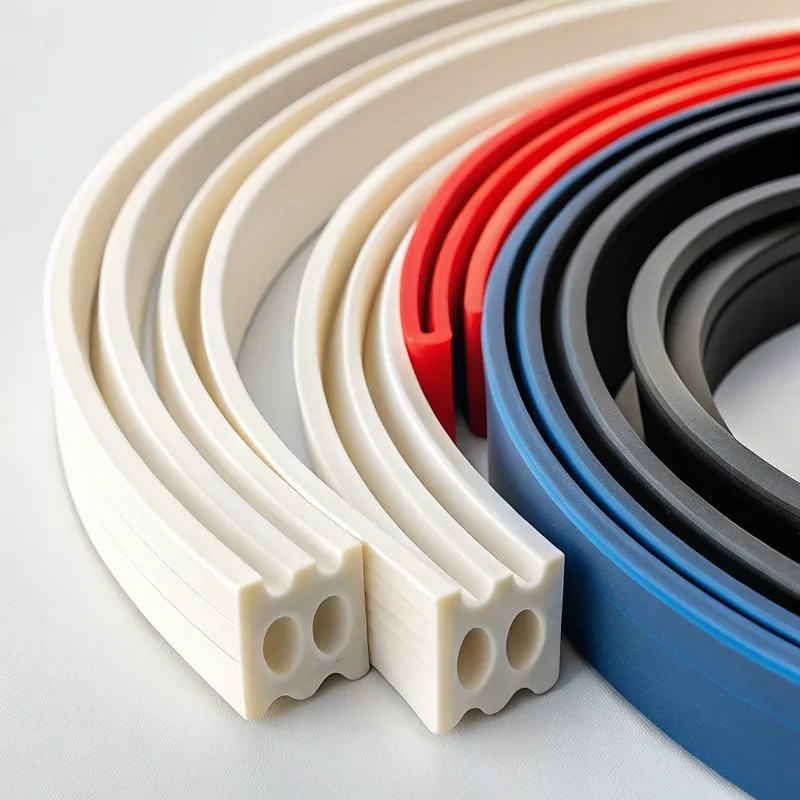
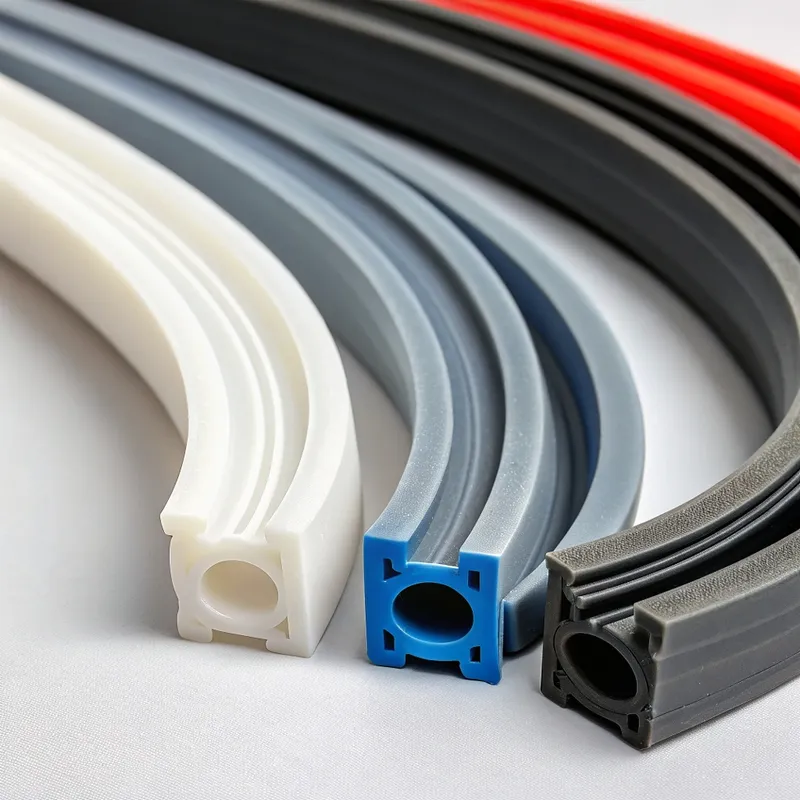
③ ملامح وأشكال السيليكون: المقاطع العرضية المعقدة والمخصصة مثل الشرائط P، وموانع التسرب D، وقنوات U، وغيرها من الحشيات المخصصة.
④ شرائط وصفائح السيليكون: مقاطع جانبية مسطحة مستطيلة الشكل يمكن قصها حسب الطول أو توريدها على شكل لفات متصلة.

سيناريوهات التطبيق النموذجية وحالات الاستخدام
الخصائص الفريدة للسيليكون تجعل منتجاته المبثوقة لا غنى عنها في العديد من الصناعات.
① الطب والرعاية الصحية: ونظرًا لتوافقه الحيوي وقابليته للتعقيم (الأوتوكلاف، والإيثيلين الأكسجين، وأشعة جاما)، والخمول، فإن السيليكون مادة مفضلة للقسطرة وأنابيب التصريف وأنابيب المضخة التمعجية وموانع تسرب المعدات الطبية.
② الأغذية والمشروبات والألبان: تُستخدم أنابيب السيليكون المتوافقة مع إدارة الغذاء والدواء الأمريكية على نطاق واسع لنقل السوائل في تطبيقات معالجة الأغذية وتوزيع المشروبات ومنتجات الألبان. لا يضفي طعمًا أو رائحة ويمكنه تحمل دورات التنظيف في درجات الحرارة العالية (CIP/SIP).

③ الفضاء والسيارات: تعتبر مانعات التسرب والحشيات والخراطيم المصنوعة من السيليكون المبثوق ضرورية للأداء في درجات الحرارة القصوى. فهي تُستخدم لموانع تسرب الأبواب والنوافذ، وحشيات حجرة المحرك، وعوازل الأسلاك والكابلات، وخراطيم نقل السوائل التي تقاوم الحرارة والأوزون والتحلل بالأشعة فوق البنفسجية.
④ الإلكترونيات: الخصائص العازلة الممتازة للسيليكون تجعله مثاليًا لعزل الأسلاك والكابلات عالية الجهد. كما يُستخدم أيضًا في صنع حشوات واقية وموانع تسرب للحاويات الإلكترونية لحمايتها من الرطوبة والغبار (تصنيفات IP).
⑤ البناء والهندسة المعمارية: توفر وصلات السيليكون المانعة لتسرب الماء وفواصل التمدد وموانع تسرب الزجاج حلولاً طويلة الأمد ومقاومة للعوامل الجوية للنوافذ والأبواب وأنظمة الحائط الساتر.
⑥ الآلات الصناعية: يُستخدم لمانعات التسرب والحشيات والأنابيب المتينة في مجموعة واسعة من المعدات الصناعية، مما يوفر أداءً موثوقًا به في ظل التعرض للحرارة العالية والمواد الكيميائية.
ما هي مزايا بثق السيليكون؟
يوفر بثق السيليكون مزيجًا قويًا من خصائص المواد وكفاءة التصنيع.
① مقاومة استثنائية لدرجات الحرارة: يحافظ السيليكون على مرونته وسلامته عبر نطاق واسع من درجات الحرارة، عادةً من -60 درجة مئوية إلى +230 درجة مئوية (-75 درجة فهرنهايت إلى +450 درجة فهرنهايت)، مع درجات خاصة تمتد إلى أبعد من ذلك.
② مقاومة ممتازة للبيئة: تتميز بمقاومة فائقة للأوزون والأشعة فوق البنفسجية والعوامل الجوية العامة، مما يجعلها مثالية للاستخدامات الخارجية دون أن تتشقق أو تتلف.
③ التوافق الحيوي والنقاء: السيليكونات الطبية والغذائية غير سامة وغير مسببة للحساسية ولا تدعم نمو الميكروبات، مما يجعلها آمنة للاستخدامات الحساسة.
④ الخمول الكيميائي: السيليكون مقاوم للعديد من المواد الكيميائية والماء والزيوت، على الرغم من أن لديه نقاط ضعف ضد بعض المذيبات والأحماض القوية.
⑤ مرونة ومرونة فائقة: تتميز بمجموعة ضغط منخفضة، مما يعني أنه يمكن ضغطها مرارًا وتكرارًا وستعود إلى شكلها الأصلي، وهو أمر حيوي لإحكام الإغلاق الفعال.
⑥ العزل الكهربائي: يعتبر السيليكون عازل كهربائي رائع، مما يجعله خيارًا أساسيًا لتغليف الأسلاك والكابلات.
⑦ مستوى عالٍ من التخصيص: تسمح عملية البثق بإنتاج التشكيلات المعقدة المخصصة ومجموعة كبيرة من الألوان بكفاءة.

ما هي عيوب وقيود بثق السيليكون؟
لا توجد عملية مثالية. من المهم أن تكون على دراية بحدود بثق السيليكون.
① قوة ميكانيكية أقل: ومقارنةً بالعديد من أنواع المطاط العضوي (مثل EPDM أو النيوبرين)، فإن السيليكون القياسي يتميز بقوة شد وقوة تمزق ومقاومة للتآكل أقل. وهو ليس مناسباً للتطبيقات الديناميكية التي تنطوي على احتكاك عالٍ أو إساءة استخدام مادي.
② ارتفاع تكلفة المواد: عادةً ما تكون المواد الخام المصنوعة من السيليكون أغلى من المطاط السلعي، مما قد يؤثر على فعالية التكلفة للتطبيقات غير الحرجة.
③ قابلية التأثر بسوائل معينة: يتضخم السيليكون ويتحلل عند تعرضه لبعض أنواع الوقود والزيوت والمذيبات الهيدروكربونية. يجب أن يكون اختيار المواد متوافقاً بعناية مع البيئة الكيميائية.
④ تحديات المعالجة: يمكن أن تؤدي الطبيعة "اللزجة" للسيليكون غير المعالج في بعض الأحيان إلى صعوبات في المناولة والمعالجة. كما أنه يتطلب بيئة تصنيع نظيفة حيث يمكن أن يجذب الغبار والملوثات.
⑤ حد المقطع العرضي الثابت: يقتصر البثق بطبيعته على إنتاج أجزاء ذات مقطع عرضي موحد على طولها. لا يمكن استخدام ميزات مثل القطع السفلية أو تباين سُمك الجدار أو الموصلات المدمجة بهذه العملية وحدها.
المقارنة مع التقنيات البديلة
| التكنولوجيا | نقاط القوة الرئيسية | الأفضل لـ | نقاط الضعف الرئيسية |
|---|---|---|---|
| بثق السيليكون | مقاومة حرارية/بيئية ممتازة، وتوافق حيوي، وإنتاج مستمر. | موانع التسرب، والحشيات، والأنابيب، والمقاطع العرضية الثابتة. | مقاومة أقل للتآكل، تقتصر على الملامح ثنائية الأبعاد، وتكلفة مواد أعلى. |
| بثق TPE | أقل تكلفة، ومقاومة جيدة للتآكل، وقابلة لإعادة التدوير (بلاستيك حراري). | مانعات تسرب السيارات، والسلع الاستهلاكية، والتطبيقات التي لا تمثل فيها الحرارة الشديدة عاملاً مؤثراً. | نطاق درجة حرارة أقل بكثير، وأقل مرونة (مجموعة ضغط أعلى). |
| قولبة حقن السيليكون بالحقن | ينشئ أجزاء معقدة ثلاثية الأبعاد، عالية الدقة، ممتازة للقولبة الزائدة. | مكونات ثلاثية الأبعاد مثل الأزرار ولوحات المفاتيح والأختام المعقدة وأجزاء الأجهزة الطبية. | تكلفة أدوات أعلى، وليست عملية مستمرة، وقيود على حجم القِطع. |
قوالب بثق مطاط السيليكون: دليل شامل
إتقان عملية قولبة بثق مطاط السيليكون. يغطي دليل الخبراء لدينا المبادئ الأساسية والتطبيقات وأفضل ممارسات التصميم والحلول للمشاكل الشائعة.
الدليل الكامل لقوالب بثق المطاط السيليكوني
الخصائص والخواص الرئيسية للسيليكون المبثوق وخصائصه
عند تحديد مواصفات جزء سيليكون مبثوق، يشير المهندسون إلى مؤشرات الأداء الحرجة هذه:
① الصلابة (مقياس التحمل): يقاس هذا المقياس على مقياس Shore A، ويشير إلى مقاومة المادة للمسافة البادئة. وتتراوح القيم النموذجية للبثق من 20 (لينة جداً) إلى 80 (صلبة) Shore A.

② قوة الشد: أقصى إجهاد يمكن أن تتحمله المادة أثناء التمدد قبل أن تنكسر، ويقاس بوحدة PSI أو MPa.
③ الاستطالة عند الكسر: النسبة المئوية للزيادة في الطول التي يمكن أن تحققها المادة قبل أن تتمزق. وهو مقياس "قابليتها للتمدد".
④ قوة التمزق: مقاومة المادة لانتشار التمزق، وهي خاصية حاسمة بالنسبة للأختام التي قد تتمدد على الزوايا الحادة.
⑤ مجموعة الضغط: يقيس قدرة المادة على العودة إلى سُمكها الأصلي بعد تعرضها لإجهاد انضغاطي طويل الأمد عند درجة حرارة محددة. مجموعة الضغط المنخفضة ضرورية لإحكام الإغلاق الموثوق به على المدى الطويل.
⑥ قوة العزل الكهربائي: الحد الأقصى للمجال الكهربائي الذي يمكن أن تتحمله المادة دون أن تنكسر، ويقاس بالفولت لكل ميل (V/mil).
العملية الأساسية لقولبة البثق بالسيليكون
تنطوي الرحلة من المركب الخام إلى المنتج النهائي على عدة مراحل متميزة يتم التحكم فيها بعناية.
المرحلة 1: تحضير المواد وتركيبها:
تبدأ العملية ببوليمر السيليكون الأساسي (HCR). يتم وضع ذلك على مطحنة ثنائية اللفائف حيث يتم خلط المواد المضافة. ويمكن أن تشمل هذه المواد أصباغًا للون ومواد مالئة (مثل السيليكا المدخنة) لتعزيز الخواص الميكانيكية والمحفز (البيروكسيد أو البلاتين) للمعالجة. يتم مزج المركب جيدًا لضمان التناسق ثم يتم تشكيله في شرائط أو جذوع متصلة جاهزة للطارد.
المرحلة 2: التغذية:
يتم تغذية شريط السيليكون المحضر في قادوس الطارد. بالنسبة إلى HCR، غالبًا ما تساعد البكرات في دفع المادة اللزجة إلى أسفل في ماسورة الطارد.
المرحلة 3: البثق:
داخل البرميل المسخّن، يقوم برغي دوّار بنقل السيليكون إلى الأمام. تعمل الحركة الميكانيكية للبرغي وحرارة البرميل على تليين المادة وزيادة الضغط. يدفع هذا الضغط مركب السيليكون المتجانس من خلال الفتحة الصغيرة للقالب الذي يتم تشكيله بدقة إلى المقطع العرضي النهائي المطلوب للجزء.
المرحلة 4: المعالجة (الفلكنة):
عندما يخرج المظهر الجانبي من القالب، فإنه لا يزال في حالة طرية غير معالجة. يدخل على الفور إلى نفق أو فرن المعالجة. والطرق الأكثر شيوعًا هي:
① نفق الفلكنة بالهواء الساخن (HAV): ينتقل المظهر الجانبي على حزام ناقل عبر فرن طويل حيث يقوم الهواء الساخن، عادةً عند درجة حرارة 200-450 درجة مئوية، بمعالجة السيليكون. هذه هي الطريقة الأكثر استخداماً.
② نفق الأشعة تحت الحمراء (IR): توفر مصابيح الأشعة تحت الحمراء عالية الكثافة نقلًا سريعًا وفعالًا للحرارة، مما يؤدي غالبًا إلى زيادة سرعة الخط.
③ المعالجة بحمام الملح: يمر البثق من خلال حمام من الملح المنصهر. وهذا يوفر انتقالاً سريعاً وموحداً للحرارة ولكنه أقل شيوعاً اليوم بسبب المخاوف المتعلقة بالبيئة والسلامة.
المرحلة 5: ما بعد المعالجة (اختيارية ولكن يوصى بها):
بعد المعالجة الأولية، تخضع بعض الأجزاء، خاصةً تلك المصنوعة من أنظمة البيروكسيد أو للتطبيقات الحرجة، لدورة ما بعد المعالجة. يتم وضع الأجزاء في فرن دفعي لعدة ساعات (على سبيل المثال، 4 ساعات عند 200 درجة مئوية) لإزالة أي منتجات ثانوية متطايرة وزيادة استقرار الخصائص الفيزيائية للمادة، وخاصةً مجموعة الضغط.
المرحلة 6: التبريد والقطع والتشطيب:
يتم تبريد المظهر الجانبي المعالج، غالبًا عن طريق الهواء أو حمام مائي. يمكن بعد ذلك تقطيعه إلى أطوال محددة باستخدام قواطع سكين ذبابة مدمجة أو لفه على بكرات أو إخضاعه لعمليات ثانوية مثل الطباعة أو وضع المادة اللاصقة أو الربط لتشكيل حلقات على شكل O.

البارامترات الرئيسية والعوامل المؤثرة في العملية
إن التحكم في عملية البثق هو توازن دقيق بين متغيرات متعددة.
① سرعة اللولب (RPM): تؤثر مباشرة على معدل الإخراج. تزيد السرعات العالية من الإنتاجية ولكن يمكن أن تولد أيضًا حرارة قص مفرطة، مما قد يتسبب في المعالجة المبكرة (الحرق) في البرميل.
② درجة حرارة البرميل والقالب: يجب التحكم فيه بعناية لإبقاء السيليكون مرنًا بما يكفي للتدفق دون بدء تفاعل المعالجة داخل الطارد.
③ تصميم القالب: هندسة القالب أمر بالغ الأهمية. يجب أن يكون مصممًا للتعويض عن انتفاخ الموت-ميل المادة المبثوقة إلى التمدد بعد خروجها من القالب. ويتطلب ذلك خبرة وعدة تكرارات في كثير من الأحيان.
④ درجة حرارة ووقت المعالجة: يجب أن تكون كافية لتحقيق المعالجة الكاملة في جميع أنحاء المقطع العرضي للجزء. تؤدي المعالجة غير الكافية إلى منتج ضعيف ولزج، في حين أن الحرارة المفرطة يمكن أن تسبب التدهور. يتم التحكم في الوقت من خلال طول الفرن وسرعة الخط.
⑤ سرعة الخط: يجب أن تكون سرعة الحزام الناقل متزامنة مع مخرجات الطارد لمنع تمدد أو ترهل المظهر الجانبي الذي قد يشوه أبعاده.
دليل التصميم وأفضل الممارسات لبثق السيليكون
سيؤدي اتباع مبادئ التصميم هذه إلى الحصول على أجزاء أكثر قابلية للتصنيع وأكثر فعالية من حيث التكلفة.
① تبسيط الملف الشخصي: كلما كان المقطع العرضي أبسط، كان من الأسهل التحكم في الأبعاد وانخفضت تكلفة الأدوات. تجنب السمات المعقدة غير الضرورية.
② الحفاظ على سمك الجدار الموحد: يمكن أن تؤدي الاختلافات الحادة في سُمك الجدار إلى معالجة غير متساوية وتشويه وعدم استقرار الأبعاد. احرص على التوحيد حيثما أمكن.
③ تضمين أنصاف أقطار واسعة: تجنب الزوايا الداخلية والخارجية الحادة. الزوايا الحادة هي نقاط تركيز الضغط ويمكن أن يكون من الصعب ملؤها بشكل كامل ومتسق أثناء البثق. يوصى بنصف قطر لا يقل عن 0.5 مم (0.020″).
④ تجنب المقاطع المجوفة ذات الجدران الرقيقة: تكون المقاطع المجوفة رقيقة الجدران عرضة للانهيار أو التشوه قبل أن يتم معالجتها بالكامل. إذا كانت هناك حاجة إلى تجويف، تأكد من أن الجدران قوية بما يكفي لدعم نفسها.
⑤ فهم وتحديد التفاوتات المسموح بها: عادةً ما يتم تحديد التفاوتات المسموح بها في الصناعة القياسية لبثق السيليكون من قبل رابطة مصنعي المنتجات المطاطية (ARPM) في دليل المطاط (الفئة 2 للدقة، والفئة 3 للتجارية). حدد أضيق التفاوتات المسموح بها عند الضرورة فقط، لأن ذلك يزيد من التكلفة.
⑥ تحديد مواصفات المواد بوضوح: لا تطلب فقط "سيليكون". حدد الصلابة (مقياس التحمل)، واللون، ومتطلبات الامتثال (على سبيل المثال، إدارة الغذاء والدواء الأمريكية 21 CFR 177.2600، و USP الفئة السادسة)، وأي خصائص أداء حرجة مثل مجموعة الضغط أو نطاق درجة الحرارة.
المشاكل الشائعة في بثق السيليكون وكيفية حلها
| المشكلة | الأسباب المحتملة | الحلول |
|---|---|---|
| انتفاخ القالب / أبعاد غير صحيحة | تصميم القالب لا يأخذ في الحسبان تمدد المواد. دفعة مواد غير متناسقة. سرعة خط الإنتاج أو خرج الطارد غير صحيح. | تعديل أبعاد فتحة القالب. الاختبار المسبق والتصديق على دفعات المواد. مزامنة سرعة الخط وسرعة اللولب في الدقيقة. |
| المسامية (فقاعات في جزء) | الرطوبة في المادة الخام. انحباس الهواء أثناء التغذية. درجة حرارة المعالجة مرتفعة للغاية، مما يتسبب في غليان المواد المتطايرة. | جفف المركب جيداً قبل الاستخدام. تأكد من أسلوب التغذية السليم. خفض درجة حرارة فرن المعالجة. |
| عيوب السطح (الخشونة، التنقر) | تلوث في المركب. احتكاك (معالجة مبكرة) في الطارد. سطح القالب تالف أو متسخ. | استخدام بيئة غرفة نظيفة للتركيب. خفض درجة حرارة البرميل. تنظيف القالب وتلميعه بانتظام. |
| علاج غير مكتمل (سطح لزج) | وقت المعالجة أو درجة الحرارة غير كافية. سرعة الخط سريعة للغاية بالنسبة للفرن. نسبة المحفز غير صحيحة. | تقليل سرعة الخط. زيادة درجة حرارة الفرن. التحقق من سجلات تركيب المواد. إجراء المعالجة اللاحقة. |
| التشويه أو الالتواء | تبريد غير متساوٍ. سمك جدار غير منتظم. دعم غير مناسب للقالب عند خروجه من القالب. | تحسين نظام التبريد (نفاثات الهواء، حمام مائي). إعادة تصميم الجزء لتوحيد الجدران. ضبط ارتفاع الناقل وبكرات الدعم. |
التقنيات والمفاهيم ذات الصلة
1. عملية المنبع - تركيب السيليكون:
هذه هي الخطوة الأولى الحاسمة حيث يتم خلط بوليمرات السيليكون الأساسية مع مواد الحشو والمواد المضافة والمحفزات لإنشاء الدرجة المحددة من HCR المطلوبة للتطبيق. تعتمد جودة الجزء المبثوق النهائي اعتمادًا كبيرًا على جودة واتساق عملية التركيب.
2. العملية النهائية - التصنيع والتجميع:
نادرًا ما تكون المقاطع الجانبية المبثوقة هي المنتج النهائي. وتشمل العمليات النهائية ما يلي:
① الربط: قطع سلك مبثوق بالطول وربط الأطراف معاً لإنشاء حلقة O مخصصة.
② استخدام المادة اللاصقة: وضع شريط لاصق حساس للضغط (PSA) على جانب واحد من المظهر الجانبي لتسهيل التركيب.
③ الطباعة ووضع العلامات: إضافة أرقام القطع أو الشعارات أو علامات المحاذاة على السطح.
3. البثق المشترك:
عملية أكثر تقدمًا حيث يقوم اثنان أو أكثر من آلات البثق بتغذية مواد مختلفة (على سبيل المثال، ألوان أو صلابة مختلفة من السيليكون) في قالب واحد لإنشاء قالب واحد متعدد المواد ومتكامل. على سبيل المثال، قد يحتوي مانع التسرب على قاعدة صلبة للتثبيت وبصلة ناعمة للإغلاق.
4. قولبة حقن السيليكون:
كما تمت مناقشته، هذه عملية تكميلية تستخدم لإنشاء أجزاء سيليكون معقدة ثلاثية الأبعاد. وغالباً ما يتم اختيارها للمكونات التي لا يمكن صنعها بمقطع عرضي ثابت.
5. قولبة السيليكون بالضغط:
أقدم طريقة لقولبة السيليكون. يتم وضع شحنة مسبقة الوزن من المادة في تجويف قالب ساخن، ويتم إغلاق القالب تحت الضغط، مما يجبر المادة على ملء التجويف والمعالجة. وهي مناسبة لإنتاج قطع منخفضة إلى متوسطة الحجم مثل الحشيات والوسادات.


How to Achieve Uniform Wall Thickness in Rib Design for Injection Molding?
Key Takeaways Achieving uniform wall thickness in rib design is critical for preventing cosmetic defects like sink marks and voids while maintaining structural integrity. The “golden rule” is maintaining a

How Does Gate Location Influence Injection Molded Part Quality?
Key Takeaways – Gate location determines the flow pattern of molten plastic, directly influencing structural strength, warpage, and cosmetic appearance. – Submarine (tunnel) gates offer automatic degating and clean aesthetics

How to Prepare a Perfect RFQ for Custom Injection Molding Services?
Key Takeaways – A neutral 3D CAD file (STEP or IGES format) is mandatory for calculating part volume, weight, and cycle time accurately. – 2D technical drawings are essential for
حلول التحسين المقدمة مجاناً
- تقديم ملاحظات التصميم والحلول المثلى
- تحسين الهيكلية وتقليل تكاليف القوالب
- تحدث مباشرةً مع المهندسين وجهاً لوجه

