 تخطي إلى المحتوى
تخطي إلى المحتوى 
خدمات الطباعة ثلاثية الأبعاد متعددة النفاثات (MJF)
اكتشف خدماتنا الاحترافية للطباعة ثلاثية الأبعاد بالنفث النفاث المتعدد (MJF) للحصول على أجزاء قوية ومفصلة مع مهل زمنية سريعة.

موارد للدليل الكامل للطباعة ثلاثية الأبعاد متعددة النفاثات (MJF) للطباعة ثلاثية الأبعاد
ما هي الطباعة ثلاثية الأبعاد متعددة النفاثات (MJF) ؟
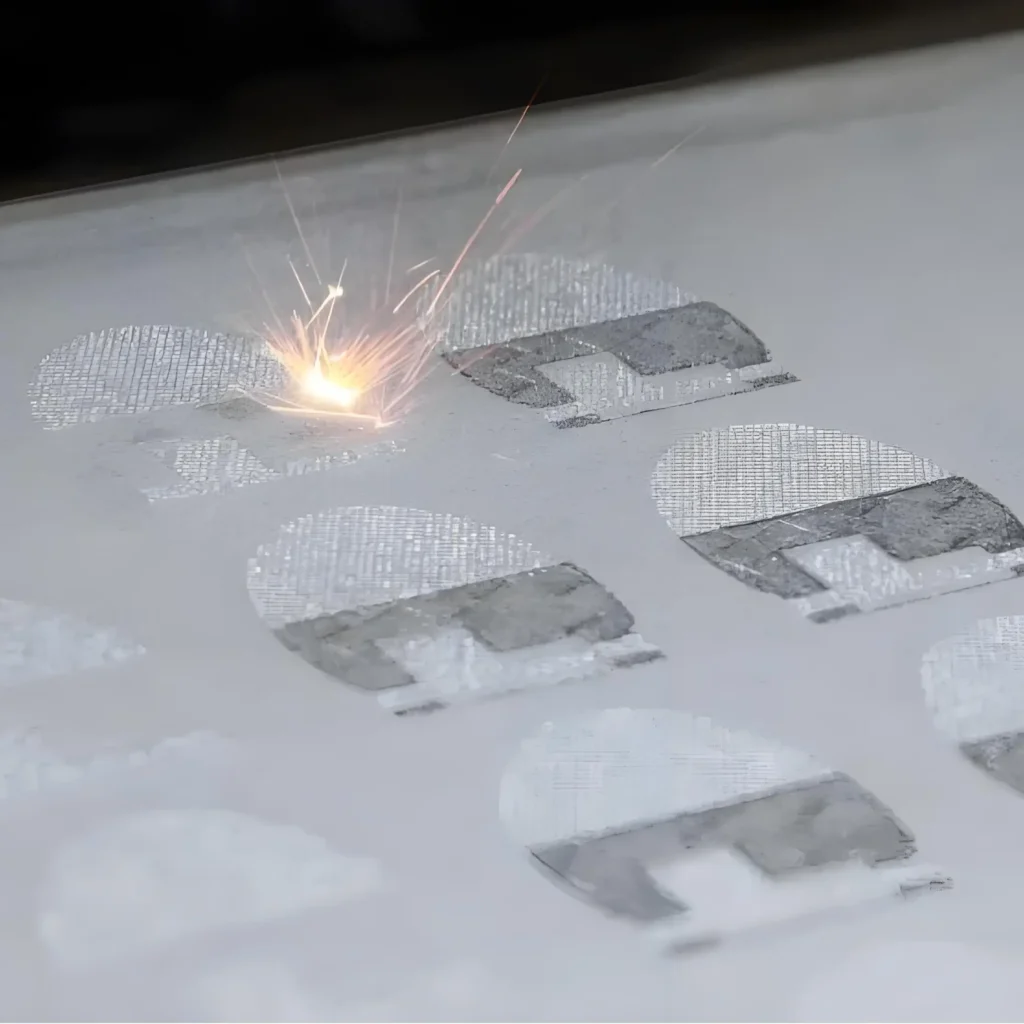
تعد تقنية Multi Jet Fusion (MJF) تقنية تصنيع مضافة عالية السرعة من الدرجة الصناعية تم تطويرها وتقديمها من قبل شركة HP (Hewlett-Packard). وهي تنتمي إلى اندماج المسحوق السريري عائلة عمليات الطباعة ثلاثية الأبعاد. تقوم MJF في جوهرها ببناء نماذج أولية وظيفية وأجزاء إنتاج للاستخدام النهائي من مسحوق لدائن حرارية حبيبية طبقة تلو الأخرى بمستوى من السرعة والتفاصيل وجودة القطع مما يجعلها تقنية رائدة في كل من النماذج الأولية السريعة والإنتاج المتسلسل.
على عكس طرق دمج قاع المسحوق الأخرى التي تستخدم ليزر واحد لتتبع وتلبيد هندسة الجزء (مثل SLS)، يستخدم MJF عملية فريدة من نوعها على مستوى المنطقة. فهي تستخدم مصفوفة نافثة للحبر لتطبيق العوامل الكيميائية بشكل انتقائي على كامل سطح قاع المسحوق في مسار واحد. وهذا الاختلاف الأساسي هو مفتاح سرعته وإنتاجيته الاستثنائية، مما يتيح إنتاج أجزاء قوية وعالية الجودة بتكلفة أقل لكل جزء مقارنةً بالعديد من البدائل.
1. المبدأ الأساسي: اندماج سرير المسحوق مع عامل التفصيل:
يكمن الابتكار في MJF في استخدامه لعاملين سائلين أساسيين: عامل صهر وعامل تفصيل.
- عامل الصمامات: هذا حبر أسود موصل للحرارة. يتم نفثه بدقة على مناطق طبقة المسحوق التي من المفترض أن تصبح الجزء الصلب. عندما يتم تطبيق طاقة الأشعة تحت الحمراء، يمتص هذا العامل الحرارة، مما يتسبب في ذوبان جزيئات المسحوق الأساسية واندماجها معًا.
- عامل التفصيل: يتم نفث هذا العامل حول المحيط الخارجي للجزء. وتتمثل وظيفته الأساسية في منع الانصهار. ويعمل كعازل حراري، مما يمنع المسحوق الموجود على حدود الجزء من الذوبان. وهذا يخلق انتقالًا حراريًا حادًا بين المناطق المنصهرة وغير المنصهرة، مما ينتج عنه حواف هشّة، وتحديد دقيق للسمات وتشطيب سطحي أكثر سلاسة مما كان ممكنًا لولا ذلك.
ويمنح هذا النظام ثنائي الوكيل التحكم على مستوى فوكسل MJF في خصائص الجزء، وهو ما يمثل حجر الزاوية في إمكانات التقنية في تطوير المواد والخصائص المستقبلية.
2. كيف تتميز شركة MJF عن غيرها في مجال التصنيع المضاف:
لا تمثل MJF مجرد تحسين تدريجي على التقنيات الحالية؛ فهي تمثل نقلة نوعية في الطباعة ثلاثية الأبعاد القائمة على المسحوق. فهي تسد الفجوة بين حرية تصميم الطباعة ثلاثية الأبعاد وكفاءة التصنيع المطلوبة للإنتاج.
- للنماذج الأولية: وهو يوفر القدرة على إنشاء نماذج أولية متينة وعملية للغاية تحاكي الخصائص الميكانيكية للأجزاء النهائية المصبوبة بالحقن.
- للإنتاج: كما أن سرعته واتساقه وفعاليته من حيث التكلفة تجعله بديلاً عمليًا لطرق التصنيع التقليدية مثل القولبة بالحقن لعمليات الإنتاج بكميات منخفضة إلى متوسطة الحجم، والقطع المخصصة، والأشكال الهندسية المعقدة التي يستحيل تشكيلها.
كيف تعمل تقنية الانصهار النفاث المتعدد النفاثات؟
1. عملية طباعة MJF خطوة بخطوة:
الخطوة 1: ترسيب المواد
تبدأ العملية داخل حجرة البناء. تقوم آلية إعادة الطلاء بتمرير طبقة رقيقة ودقيقة من مسحوق البلاستيك الحراري (على سبيل المثال، PA 12) عبر منصة البناء، مما يؤدي إلى إنشاء طبقة مسحوق جديدة وموحدة. يتم تسخين الحجرة مسبقًا إلى درجة حرارة أقل بقليل من درجة انصهار المادة، مما يقلل من الطاقة اللازمة للاندماج ويساعد على منع الالتواء.
الخطوة 2: تطبيق الوكيل
هذه هي الخطوة المميزة لعملية MJF. يمر رأس الطباعة النافثة للحبر، المشابهة لتلك الموجودة في الطابعات الورقية ثنائية الأبعاد ولكنها أكثر تطوراً بكثير، فوق سرير المسحوق. وتحتوي هذه العربة على آلاف الفوهات التي يمكنها نفث قطرات صغيرة (بيكوليترات) من العوامل الكيميائية بدقة متناهية. وأثناء تحركها، تقوم بإجراءين في وقت واحد:
- دور عامل الانصهار: يقوم رأس الطباعة بترسيب عامل الانصهار بشكل انتقائي على مناطق المسحوق التي تتوافق مع المقطع العرضي للجزء لتلك الطبقة المحددة. تم تصميم هذا العامل ليكون ممتصًا عالي الفعالية للأشعة تحت الحمراء. وهو في الأساس "يرسم" شريحة النموذج ثلاثي الأبعاد على المسحوق.
- دور وكيل التفصيل: في نفس الوقت، يقوم رأس الطباعة بتطبيق عامل التفصيل حول محيط هندسة الجزء. يحتوي هذا العامل على خصائص تمنع الاندماج. فهو يبرد الحدود، مما يمنع الحرارة من الانتشار ويذيب المسحوق السائب المحيط جزئيًا. هذا التحكم الحراري الدقيق هو ما يسمح ل MJF بتحقيق حواف حادة وتفاصيل دقيقة.
الخطوة 3: تطبيق الطاقة والصهر
بعد وضع العوامل مباشرةً، يمر مصدر طاقة الأشعة تحت الحمراء (مجموعة من المصابيح عالية الطاقة) فوق طبقة المسحوق بأكملها. تمتص المناطق المعالجة بعامل الانصهار الأسود هذه الطاقة بسرعة، مما يتسبب في ارتفاع درجة حرارتها فوق درجة انصهار المادة. يذوب المسحوق في هذه المناطق ويندمج معًا في طبقة صلبة. لا يمتص المسحوق غير المعالج والمناطق المعالجة بعامل التفصيل نفس القدر من الطاقة وتبقى كمسحوق سائب.
الخطوة 4: إكمال الطبقة وتكرارها
بمجرد انصهار الطبقة، تنخفض منصة البناء بسُمك طبقة واحدة (عادةً حوالي 80 ميكرون). ثم يقوم جهاز إعادة الطلاء بترسيب طبقة جديدة من المسحوق في الأعلى، وتتكرر الدورة بأكملها (الخطوات 1-4). تستمر هذه العملية طبقة تلو الأخرى حتى يكتمل الجزء أو مجموعة الأجزاء بالكامل. ونظرًا لأن الأجزاء مدعومة بالمسحوق غير المنصهر المحيط بها، فلا حاجة إلى هياكل دعم مخصصة، مما يسمح بهندسة معقدة والقدرة على تداخل أجزاء متعددة داخل حجم البناء لزيادة الكفاءة إلى أقصى حد.

2. ما بعد الطباعة: عملية التبريد والتفريغ:
وبمجرد اكتمال مرحلة الطباعة، يتم نقل وحدة البناء بأكملها، التي تحتوي على الأجزاء المنصهرة والمسحوق السائب المحيط بها، من الطابعة إلى محطة معالجة منفصلة.
- ① التبريد المتحكم فيه: يجب أن تبرد وحدة البناء ببطء وفي ظل ظروف مضبوطة. هذه خطوة حاسمة لضمان دقة القِطع والخصائص الميكانيكية المثلى. يمكن أن يؤدي التسرع في عملية التبريد إلى التواء وإجهاد داخلي. تُعد فترة التبريد هذه جزءًا مهمًا من سير عمل MJF بشكل عام ويمكن أن تستغرق عدة ساعات.
- ② استخراج الجزء: بعد التبريد، يتم تفريغ وحدة البناء. يتم تفكيك كتلة الأجزاء المنصهرة والمسحوق غير المنصهر. تتم إزالة الغالبية العظمى من المسحوق السائب وجمعه لإعادة تدويره.
- ③ إزالة المسحوق: ثم يتم نقل الأجزاء بعد ذلك إلى محطة التنظيف حيث تتم إزالة أي مسحوق غير منصهر متبقٍ بدقة متناهية باستخدام السفع بالخرز أو الهواء المضغوط. ويكشف ذلك عن الأجزاء النهائية، والتي تتميز بسطح خشن غير لامع قليلاً باللون الرمادي غير اللامع.

يتم خلط المسحوق المستعاد مع نسبة معينة من المسحوق الطازج (عملية تسمى "التحديث") ويمكن استخدامه في عمليات البناء اللاحقة. يجعل معدل إعادة الاستخدام المرتفع هذا (عادةً 80-90%) من عملية MJF عملية أكثر استدامة وفعالية من حيث التكلفة مقارنةً بتقنيات قاع المسحوق الأخرى التي لديها معدلات تحديث أقل.
ما هي التطبيقات النموذجية لصندوق التمويل المشترك؟
يجعل المزيج الفريد من السرعة والفعالية من حيث التكلفة وخصائص المواد القوية من تقنية Multi Jet Fusion تقنية متعددة الاستخدامات ومناسبة لمجموعة كبيرة من التطبيقات، التي تغطي دورة حياة المنتج بأكملها.
1. النماذج الأولية الوظيفية:
تتفوق شركة MJF في ابتكار نماذج أولية وظيفية عالية الدقة يمكنها تحمل الاختبارات الصارمة.
- اختبار الشكل والملاءمة والوظيفة: يمكن للمهندسين إنتاج نماذج أولية بخصائص ميكانيكية مطابقة تقريبًا للأجزاء ذات الاستخدام النهائي، مما يسمح بإجراء اختبار واقعي للتركيبات والتركيبات الإضافية والمكونات المتحركة.
- التكرار السريع: وتسمح سرعة عملية MJF لفرق التصميم بالانتقال بسرعة من نموذج التصميم بمساعدة الحاسوب إلى الجزء المادي واختباره وتحديد العيوب وتكرار التصميم في أيام بدلاً من أسابيع. وهذا يسرّع دورة تطوير المنتج بالكامل.
- نماذج أولية قوية ومتينة: على عكس تقنيات النماذج الأولية الأكثر هشاشة، فإن أجزاء MJF المصنوعة من مواد مثل PA 11 و PA 12 قوية ومقاومة كيميائياً ويمكنها تحمل الإجهاد البدني، مما يجعلها مثالية للاختبار الميداني.
2. أجزاء الإنتاج للاستخدام النهائي:
هذا هو المكان الذي تتألق فيه تقنية MJF حقًا وتتميز عن العديد من تقنيات الطباعة ثلاثية الأبعاد الأخرى. فهي ليست مجرد أداة لتصميم النماذج الأولية، بل هي حل تصنيع مشروع.
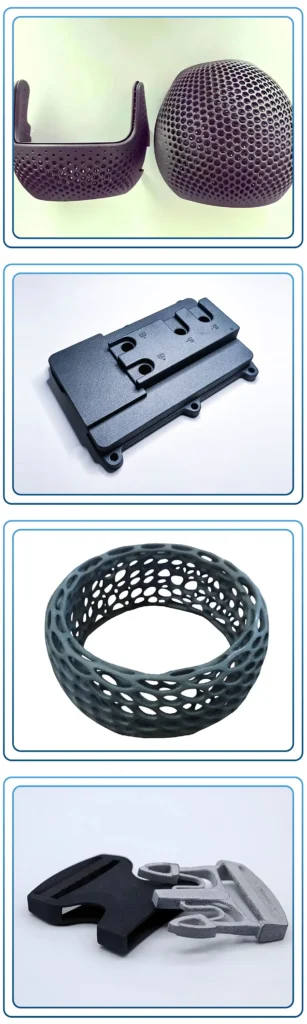
① مكونات السيارات:
تستفيد صناعة السيارات من شركة MJF في كل من النماذج الأولية وإنتاج المكونات الداخلية والخارجية غير الحرجة والمكونات تحت الغطاء.
- أمثلة على ذلك: الأقواس، والمشابك، وأغطية السوائل، ومكونات لوحة القيادة، وقطع الزينة المخصصة، والأنابيب.
- الفوائد: تُعد المقاومة الكيميائية للمادة PA 12 للزيوت والسوائل ومتانتها والقدرة على إنتاج هياكل معقدة وخفيفة الوزن من المزايا الرئيسية.
② الأجهزة الطبية وأجهزة الرعاية الصحية:
مواد MJF مثل PA 12 متوافقة حيويًا (معتمدة من USP Class I-VI وإرشادات إدارة الأغذية والعقاقير الأمريكية لأجهزة سطح الجلد السليمة) ويمكن تعقيمها، مما يجعلها مناسبة لمجموعة واسعة من التطبيقات الطبية.
- أمثلة على ذلك: أدلة جراحية، ونماذج تقويم العظام، وأجهزة تقويم العظام والأطراف الصناعية المخصصة، وأغطية الأجهزة الطبية، ومعدات المختبرات.
- الفوائد: القدرة على إنشاء أجزاء خاصة بالمريض وقنوات داخلية معقدة وتصميمات خفيفة الوزن بتفاصيل ممتازة.
③ السلع الاستهلاكية والإلكترونيات:
تُستخدم MJF لإنتاج أغلفة متينة ومرفقات ومكونات داخلية لمجموعة متنوعة من المنتجات الاستهلاكية.
- أمثلة على ذلك: هياكل الطائرات بدون طيار والحاويات الإلكترونية المخصصة ومكونات سماعات الرأس والأغلفة الواقية.
- الفوائد: تشطيب ممتاز للسطح (خاصة بعد المعالجة اللاحقة)، وتفاصيل عالية، وقوة تتحمل السقوط والاستخدام اليومي.
④ التركيبات والتركيبات والأدوات الصناعية:
تستفيد أرضيات التصنيع بشكل كبير من قدرة MJF على إنتاج أدوات مخصصة بسرعة.
- أمثلة على ذلك: رقع التجميع، ومقاييس الفحص، وموجهات الحفر، وأدوات نهاية الذراع للروبوتات.
- الفوائد: يؤدي استبدال الأدوات المعدنية الثقيلة والمكلفة والبطيئة الإنتاج بأدوات معدنية خفيفة الوزن ومريحة وفعالة من حيث التكلفة ومطبوعة ثلاثية الأبعاد إلى تحسين كفاءة خط الإنتاج وسلامة المشغل.
3. الأشكال الهندسية المعقدة والهياكل الشبكية:
نظرًا لأن MJF لا يتطلب هياكل دعم، فإنه يفتح حرية تصميم غير مسبوقة. وهذا الأمر ذو قيمة خاصة للتطبيقات التي تستفيد من التعقيد الهندسي.
- الهياكل الشبكية: يمكن للمهندسين تصميم الأجزاء ذات الهياكل الشبكية الداخلية المعقدة لتقليل الوزن واستخدام المواد مع الحفاظ على السلامة الهيكلية. وهذا أمر بالغ الأهمية في تطبيقات الطيران والسيارات عالية الأداء.
- الدمج الجزئي: يمكن إعادة تصميم العديد من المكونات الفردية للتجميع وطباعتها كجزء واحد معقد. وهذا يقلل من وقت التجميع ويزيل نقاط الفشل المحتملة ويبسط سلسلة التوريد.

هل MJF مناسب لكل من النماذج الأولية والإنتاج؟
بالتأكيد. إن أحد أكثر العروض القيمة المقنعة التي تقدمها تقنية Multi Jet Fusion هي قدرتها المزدوجة، حيث تعمل كأداة قوية لكل من المراحل الأولية لتطوير المنتج والمراحل النهائية للتصنيع.
1. MJF للنماذج الأولية السريعة:
برزت MJF كخيار متفوق لإنشاء نماذج أولية وظيفية عالية الجودة.
- السرعة: وتسمح عملية الطباعة على مستوى المنطقة بإنتاج نماذج أولية أسرع بكثير من تقنيات مثل FDM أو SLS، خاصةً عندما يكون حجم البناء معبأً بأجزاء متعددة. يمكن في كثير من الأحيان إكمال بناء كامل للنماذج الأولية بين عشية وضحاها.
- التكافؤ الوظيفي: تُظهر أجزاء MJF خصائص ميكانيكية ممتازة شبه متباينة الخواص. وهذا يعني أن قوة النموذج الأولي وسلوكه متناسق للغاية بغض النظر عن اتجاهه في غرفة البناء. وتُعد هذه القدرة على التنبؤ أمراً بالغ الأهمية للاختبار الوظيفي، حيث يتصرف النموذج الأولي بشكل يشبه إلى حد كبير سلوك الجزء المصبوب بالحقن.
- خواص المواد: النماذج الأولية المصنوعة من PA 12 أو PA 11 ليست للتقييم البصري فقط. فهي قوية ومتينة ومقاومة كيميائياً، مما يسمح بإجراء سيناريوهات اختبار في العالم الحقيقي من شأنها أن تدمر النماذج الأولية من تقنيات أخرى.

2. MJF للإنتاج المتسلسل:
تم تصميم MJF من الألف إلى الياء مع وضع الإنتاج في الاعتبار. وهناك عدة عوامل تجعلها بديلاً عملياً ومتفوقاً في كثير من الأحيان على التصنيع التقليدي لبعض التطبيقات.
- قابلية التوسع الاقتصادي: تعتبر تكلفة الجزء الواحد مع MJF تنافسية للغاية، خاصةً بالنسبة لعمليات التشغيل بكميات منخفضة إلى متوسطة (من مئات إلى آلاف الوحدات). تساهم السرعة العالية، والقدرة على تداخل الأجزاء بكثافة في حجم البناء، ومعدل إعادة استخدام المسحوق المرتفع في تحقيق اقتصاديات مواتية تتحدى القولبة بالحقن لهذه الكميات.
- الاتساق والتكرار: توفر طابعات MJF تحكماً استثنائياً في المعالجة، مما يؤدي إلى دقة أبعاد عالية وإمكانية تكرار جزء إلى جزء. ويضمن ذلك أن يكون الجزء رقم 1000 مطابقًا تقريبًا للجزء الأول وهو شرط غير قابل للتفاوض في بيئات الإنتاج.
- رشاقة سلسلة التوريد: تتيح MJF إمكانية التصنيع عند الطلب والمخزون الرقمي. فبدلاً من تخزين الأجزاء المادية، يمكن للشركات تخزين الملفات الرقمية وطباعة الأجزاء حسب الحاجة. يقلل هذا من تكاليف التخزين، ويقلل من النفايات الناتجة عن المخزون المتقادم، ويسمح بالإنتاج المحلي، مما يقلل من المهل الزمنية.
- التخصيص الشامل: يجعل MJF من الممكن اقتصاديًا إنتاج منتجات مخصصة أو مخصصة على نطاق واسع. ونظرًا لعدم وجود أدوات، يمكن أن يكون كل جزء في التصنيع فريدًا من نوعه دون تكبد تكاليف إضافية.

3. الجسر بين: من النموذج الأولي إلى الإنتاج بتكنولوجيا واحدة:
يؤدي استخدام MJF لكل من النماذج الأولية والإنتاج إلى انتقال سلس. فالنموذج الأولي الذي تم اختباره والتحقق من صحته مصنوع من نفس المواد والعملية التي يتم تصنيع جزء الإنتاج النهائي بها. وهذا يزيل المخاطر وخطوات إعادة التحقق من الصحة التي تحدث غالبًا عند التحول من تقنية النماذج الأولية (مثل FDM) إلى تقنية الإنتاج (مثل القولبة بالحقن). هذه الاستمرارية تقلل من مخاطر عملية تطوير المنتج وتسرع بشكل كبير من وقت الوصول إلى السوق.
ما هي المواد المستخدمة عادةً في الطباعة ثلاثية الأبعاد MJF؟
في حين أن اختيار المواد المستخدمة في تقنية MJF أكثر تنسيقا من التقنيات الأخرى مثل FDM، فإن المواد المتاحة مصممة هندسيًا بدرجة عالية من حيث الأداء وتغطي مجموعة واسعة من التطبيقات الصناعية. تتوسع المجموعة باستمرار، ولكن المواد الأساسية هي اللدائن الحرارية القوية.
1. البولي أميدات (النايلون):
النايلون هو حجر الزاوية في طباعة MJF، وهو معروف بتوازنه الممتاز بين القوة والمرونة والمقاومة الحرارية/الكيميائية.
① PA 12 (مادة الشغل):
تُعد مادة PA 12 ذات قابلية إعادة الاستخدام العالية من HP 3D الأكثر شيوعًا وتنوعًا في MJF. إنها مادة بلاستيكية حرارية قوية ذات خصائص ممتازة شاملة.
الخصائص والفوائد:
- قوة وصلابة عالية: توفر أجزاء قوية ومتينة.
- مقاومة جيدة للمواد الكيميائية: مقاومة للزيوت والشحوم والهيدروكربونات الأليفاتية والقلويات.
- دقة تفاصيل ممتازة: قادرة على إنتاج ميزات دقيقة وحواف حادة.
- التوافق الحيوي: معتمد للاستخدامات الطبية التي تنطوي على ملامسة الجلد.
- قابلية عالية لإعادة الاستخدام: معدلات تحديث المسحوق الرائدة في الصناعة (حوالي 80% معاد تدويره إلى 20% مسحوق بكر) مما يجعله فعالاً من حيث التكلفة وأكثر استدامة.
الاستخدامات الشائعة: النماذج الأولية الوظيفية، وتركيبات وتركيبات الإنتاج، والأجهزة الطبية، ومكونات السيارات، والتركيبات المعقدة. إنها المادة المستخدمة في معظم تطبيقات MJF.
② السلطة الفلسطينية 11 (البديل الحيوي):
يتم إنتاج PA 11 عالي إعادة الاستخدام HP 3D عالي إعادة الاستخدام من مورد متجدد (زيت الخروع)، مما يجعله خيارًا أكثر صداقة للبيئة. وهي تتميز بخصائص ميكانيكية مختلفة عن PA 12.
الخصائص والفوائد:
- ليونة فائقة ومقاومة للصدمات: PA 11 أقل هشاشة من PA 12 وتوفر استطالة أعلى عند الكسر. وهذا ما يجعلها مثالية للأجزاء التي تحتاج إلى الانحناء دون أن تنكسر، مثل التركيبات القابلة للالتصاق والمفصلات الحية والمكونات المعرضة للصدمات.
- خواص متساوية الخواص المحسّنة: تُظهر خواص ميكانيكية أكثر اتساقاً عبر جميع المحاور.
- قائم على أساس حيوي: يوفر خيار مواد أكثر استدامة.
الاستخدامات الشائعة: الأطراف الصناعية، والمعدات الرياضية، ومكونات الطائرات بدون طيار، وأي استخدام يتطلب صلابة عالية ومقاومة للتعب.
③ PA 12 المملوء بالزجاج (PA 12 GB):
مادة HP 3D 3D عالية إعادة الاستخدام العالية PA 12 مع خرز زجاجي (GB) هي مادة مركبة تحتوي على حشو زجاجي من الخرز الزجاجي 40%.
الخصائص والفوائد:
- زيادة الصلابة وثبات الأبعاد: تزيد الخرزات الزجاجية من صلابة المادة بشكل كبير وتقلل من ميلها إلى الالتواء، مما يجعلها مثالية للأجزاء التي تتطلب صلابة عالية ويجب أن تحتفظ بتفاوتات تحمل ضيقة تحت الحمل أو تغيرات درجة الحرارة.
- مقاومة محسّنة للتآكل: توفر مقاومة أفضل للتآكل الكاشطة.
الاستخدامات الشائعة: العلب والحاويات والتركيبات والتركيبات والأدوات التي تتطلب ثباتًا وصلابة طويلة الأجل. وهي غير مناسبة للأجزاء التي تتطلب قوة أو مرونة عالية في الصدمات.


2. بولي يوريثين لدن بالحرارة (TPU):
تتوفر مواد مثل BASF Ultrasint® TPU01 من BASF، مما يتيح إنتاج أجزاء مرنة تشبه المطاط.
الخصائص والفوائد:
- مرونة ومرونة: يوفر مقاومة ممتازة للارتداد والتمزق. يمكن تمديدها وضغطها مراراً وتكراراً دون تشوه دائم.
- مقاومة عالية للتآكل والتآكل: متينة للغاية للاستخدامات التي تنطوي على الاحتكاك.
- امتصاص جيد للصدمات: مثالي لتخفيف الاهتزازات وتخفيفها.
الاستخدامات الشائعة: موانع التسرب، والحشيات، والخراطيم، والخراطيم، والمنافيخ، والقوابض، والعجلات، والهياكل الشبكية الواقية للمعدات الرياضية أو الأحذية.


كيف تقارن MJF بتقنيات الطباعة ثلاثية الأبعاد الأخرى؟
يعتمد اختيار تقنية الطباعة ثلاثية الأبعاد المناسبة على المتطلبات المحددة للتطبيق، مثل السرعة وخصائص المواد والتكلفة ومستوى التفاصيل المطلوبة. إليك كيف تتراكم تقنية الطباعة ثلاثية الأبعاد في مقابل التقنيات الصناعية الشائعة الأخرى.
1. MJF مقابل التلبيد الانتقائي بالليزر (SLS):
تُعد SLS أقرب تقنية إلى MJF، حيث إن كلتا العمليتين عبارة عن عمليات اندماج قاعي للمسحوق. ومع ذلك، تحدد الاختلافات الرئيسية أيهما أفضل لمهمة معينة.
① أوجه التشابه:
- يستخدم كلاهما مساحيق لدن بالحرارة (الأكثر شيوعًا النايلون 12).
- كلاهما ذاتي الدعم، مما يلغي الحاجة إلى هياكل دعم مخصصة.
- كلاهما ينتج أجزاء قوية وعملية ومناسبة لتطبيقات الاستخدام النهائي.
② الاختلافات الرئيسية:
- طريقة الاندماج والسرعة: يستخدم SLS ليزر واحد عالي الطاقة لتتبع هندسة الجزء نقطة بنقطة. يستخدم MJF مصفوفة نفث الحبر النافث للحبر ومصباح الأشعة تحت الحمراء لدمج طبقة كاملة في وقت واحد. وهذا يجعل MJF أسرع بكثير (تصل إلى 10 أضعاف في بعض الحالات)، خاصةً في عمليات الإنشاء التي تحتوي على العديد من الأجزاء الصغيرة أو المساحات المستعرضة الكبيرة.
- التفاصيل والتشطيبات السطحية: يوفر عامل التفصيل في MJF تحكمًا حراريًا أفضل في حدود الجزء، مما يؤدي عادةً إلى تفاصيل أكثر حدة وسطح أكثر نعومة بعض الشيء مقارنةً ب SLS.
- قابلية إعادة استخدام المواد: يتميز MJF بمعدل تحديث أعلى للمسحوق (عادةً ما يكون 80% معاد تدويره)، في حين أن SLS غالبًا ما يتطلب مزيجًا بنسبة 50/50 من المسحوق المعاد تدويره والبكر. وهذا يجعل أكثر فعالية من حيث التكلفة والاستدامة من حيث استهلاك المواد.
- خصائص الجزء: عادةً ما تكون أجزاء MJF متساوية الخواص بشكل عام وتتمتع بقوة شد وكثافة أعلى من نظيراتها من SLS، مما يجعلها متفوقة ميكانيكيًا.
③ متى تختار MJF على SLS؟
اختر MJF لعمليات الإنتاج بكميات أكبر، والتطبيقات التي تكون فيها السرعة أمرًا بالغ الأهمية، والأجزاء التي تتطلب أفضل أداء ميكانيكي ممكن وتفاصيل دقيقة، وعندما تكون التكلفة لكل جزء هي المحرك الأساسي.
الطباعة ثلاثية الأبعاد SLS
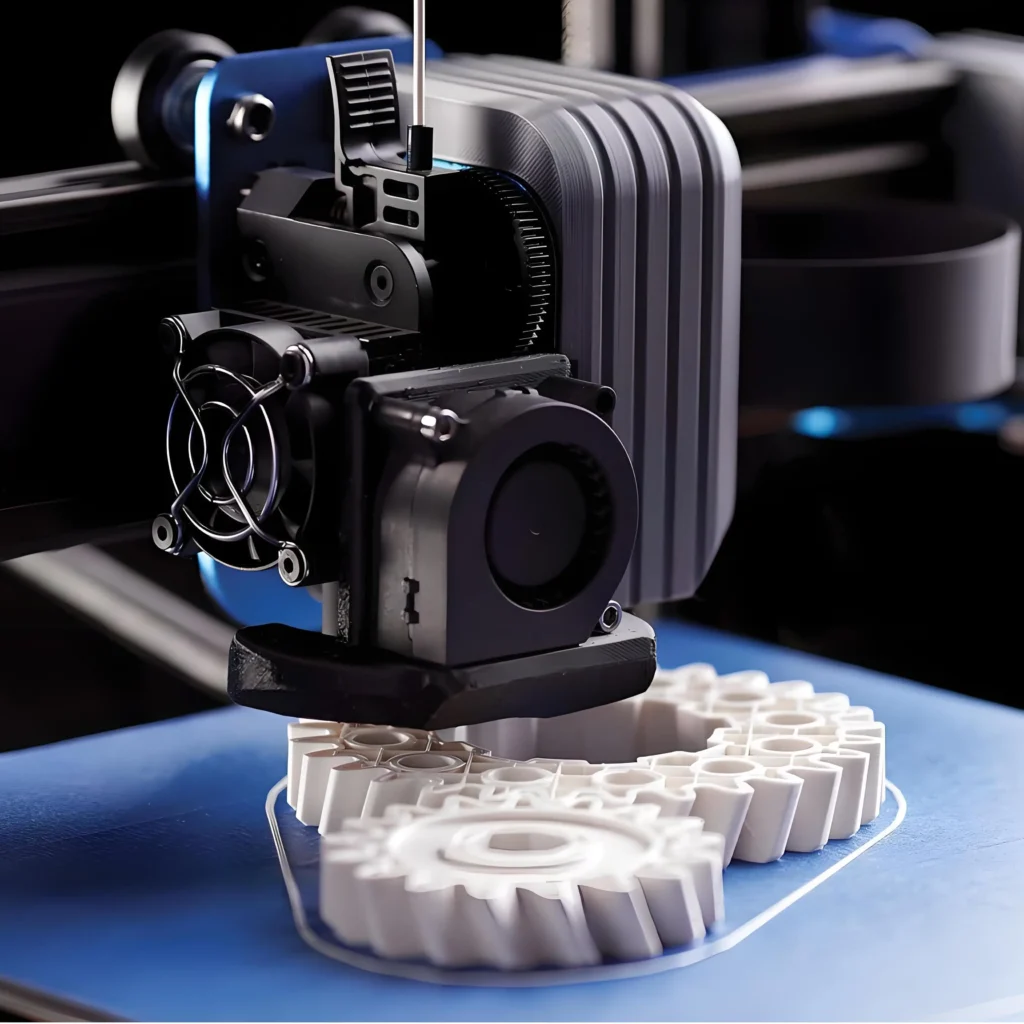
2. MJF مقابل النمذجة بالترسيب المنصهر (FDM):
تقنية FDM هي تقنية تعتمد على البثق تقوم ببناء الأجزاء عن طريق ترسيب خيوط منصهرة طبقة تلو الأخرى.
① الاختلافات الرئيسية:
- الخواص الميكانيكية (التساوي في الخواص الميكانيكية): أجزاء FDM هي متباين الخواصمما يعني أنها أضعف بكثير في المحور Z (بين الطبقات) منها في المستوى XY. تكون أجزاء MJF تقريبًا متساوي الخواصمع قوة متناسقة للغاية في جميع الاتجاهات. وهذا يجعل MJF أفضل بكثير للأجزاء الوظيفية التي ستكون تحت الحمل.
- تشطيب السطح وتفاصيله: تنتج MJF أجزاءً ذات نسيج دقيق وحبيبي ودقة ميزات أعلى بكثير. تحتوي أجزاء FDM على خطوط طبقات مرئية وتكافح مع التفاصيل الدقيقة والأشكال الهندسية المعقدة بدون هياكل دعم كبيرة.
- حرية التصميم: تسمح طبيعة الدعم الذاتي لطبقة المسحوق MJF بإنشاء أشكال هندسية معقدة للغاية وقنوات داخلية وتجميعات متداخلة يستحيل أو لا يمكن طباعتها باستخدام تقنية FDM بسبب اعتمادها على هياكل الدعم.
- السرعة وقابلية التوسع: بالنسبة لجزء صغير واحد، قد تكون FDM أسرع. لإنتاج أجزاء متعددة في وقت واحد, تتفوق MJF بشكل كبير نظرًا لقدرتها على تداخل الأجزاء وعملية الطباعة على مستوى المنطقة.
② متى تختار MJF على FDM؟
اختر MJF عند الحاجة إلى الأداء الميكانيكي ودقة الأبعاد والهندسة المعقدة والتشطيب السطحي الاحترافي. تُعد FDM أكثر ملاءمة لنماذج المفاهيم الأولية منخفضة التكلفة، والأشكال الهندسية البسيطة، والتطبيقات التي تكون فيها الخصائص متباينة الخواص مقبولة.
الطباعة ثلاثية الأبعاد FDM
3. MJF مقابل الطباعة الحجرية المجسمة (SLA):
SLA عبارة عن تقنية بلمرة ضوئية في حوض تستخدم ليزر الأشعة فوق البنفسجية لمعالجة راتنج البوليمر الضوئي السائل طبقة تلو الأخرى.
① الاختلافات الرئيسية:
- خصائص المواد ومتانتها: على الرغم من أن راتنجات SLA تقدم تفاصيل مذهلة، إلا أنها بشكل عام أكثر هشاشة وأقل متانة من اللدائن الحرارية من الدرجة الهندسية المستخدمة في MJF. أجزاء MJF (مثل PA 12) قوية ومرنة ومناسبة للتطبيقات الوظيفية الصعبة. تُعد أجزاء SLA أفضل للنماذج المرئية والتطبيقات التي تحتاج إلى صلابة عالية ولكن لا تحتاج إلى قوة تأثير.
- تشطيب السطح: تُنتج SLA أنعم سطح أملس من أي تقنية طباعة ثلاثية الأبعاد، مما يجعلها مثالية للنماذج الأولية الجمالية ونماذج العرض وأنماط الصب. تحتوي أجزاء MJF الخام على نسيج حبيبي، على الرغم من أنه يمكن تحسين ذلك من خلال المعالجة اللاحقة.
- تركيز التطبيق: تستهدف مؤسسة MJF النماذج الأولية الوظيفية وأجزاء الإنتاج. SLA هو المعيار الذهبي لـ نماذج بصرية عالية التفاصيل، ونماذج أولية ملائمة للشكل، وأنماط صب.
- التكلفة: أما بالنسبة للأجزاء الوظيفية، فإن تقنية MJF أكثر فعالية من حيث التكلفة بشكل عام، خاصة على نطاق واسع.
② متى تختار MJF على SLA؟
اختر MJF لأي تطبيق يتطلب متانة وقوة تأثير ومقاومة كيميائية وخصائص ميكانيكية جيدة للاستخدام في العالم الحقيقي. اختر SLA عندما تكون الأولوية القصوى هي الحصول على سطح فائق النعومة يشبه قالب الحقن لأغراض بصرية أو لإنشاء أنماط رئيسية.

الطباعة ثلاثية الأبعاد SLA
الطباعة ثلاثية الأبعاد متعددة النفاثات (MJF)
تعرّف على كيفية عمل الطباعة ثلاثية الأبعاد بتقنية Multi Jet Fusion (MJF) ومزاياها الرئيسية والمواد المتوافقة معها ولماذا هي مثالية للنماذج الأولية الوظيفية والأجزاء ذات الاستخدام النهائي.

موارد للدليل الكامل للطباعة ثلاثية الأبعاد متعددة النفاثات (MJF) للطباعة ثلاثية الأبعاد
ما هي المزايا الرئيسية لاستخدام MJF؟
تقدم Multi Jet Fusion مجموعة مقنعة من المزايا التي تجعلها خيارًا رائدًا للتصنيع الحديث.
1. سرعة وإنتاجية استثنائية:
تُعد عملية الصمامات أحادية التمرير على مستوى المنطقة هي جوهر سرعة MJF. فمن خلال معالجة طبقة كاملة مرة واحدة، يمكنها إنتاج أجزاء بسرعات تصل إلى 10 مرات أسرع من التقنيات المنافسة مثل SLS وFDM، مما يقلل بشكل كبير من المهل الزمنية للنماذج الأولية وعمليات الإنتاج.
2. الخصائص الميكانيكية الفائقة وتساوي الخواص الميكانيكية:
تُظهر أجزاء MJF أفضل خصائص متساوية الخواص في فئتها، مما يعني أنها تتمتع بقوة ومتانة موحدة تقريبًا في الاتجاهات X وY وZ. وتُعد هذه ميزة حاسمة مقارنةً بتقنية FDM، بل إنها تتفوق على تقنية SLS، مما يؤدي إلى قطع يمكن التنبؤ بها وموثوق بها تعمل مثل نظيراتها المصبوبة بالحقن.
3. دقة عالية ودقة تفاصيل دقيقة:
يتيح الجمع بين رأس الطباعة النافثة للحبر عالية الدقة (1200 نقطة في البوصة) وعامل التفصيل الفريد من نوعه لشركة MJF إنتاج أجزاء ذات تحديد دقيق للميزات (حتى 0.5 مم) وحواف حادة ودقة أبعاد ممتازة.
4. فعالية التكلفة للدفعات الصغيرة والمتوسطة:
تجتمع سرعة MJF العالية وفعالية تداخل الأجزاء (ملء حجم البناء ثلاثي الأبعاد) ومعدل إعادة استخدام المسحوق الرائد في الصناعة لتوفير تكلفة منخفضة لكل جزء. وهذا يجعلها حلاً تصنيعيًا مجديًا من الناحية الاقتصادية لعمليات الإنتاج الصغيرة جدًا بالنسبة لقولبة الحقن الفعالة من حيث التكلفة.
5. حرية التصميم (لا حاجة إلى هياكل دعم):
مثل تقنية SLS، يتم دعم أجزاء MJF بواسطة طبقة المسحوق غير المنصهر التي تتم طباعتها فيها. وهذا يلغي الحاجة إلى توليد هياكل دعم وما بعد المعالجة، مما يتيح إنشاء ميزات داخلية معقدة وأشكال هندسية معقدة وتجميعات متحركة جاهزة للاستخدام مطبوعة في قطعة واحدة.
6. قابلية عالية لإعادة استخدام المواد:
مع معدلات تحديث المسحوق المنخفضة التي تصل إلى 201 تيرابايت 3 طن من المواد البكر لكل بناء، تقلل MJF من النفايات وتقلل من تكاليف المواد. وهذا يجعله خيارًا أكثر استدامة واقتصاديًا مقارنةً بعمليات قاع المسحوق الأخرى ذات معدلات إعادة التدوير المنخفضة.

ما هي حدود الاندماج متعدد النفاثات؟
على الرغم من أن MJF تقنية قوية، إلا أنه من المهم فهم حدودها لتحديد ما إذا كانت مناسبة لمشروعك.
1. اختيار المواد المحدودة:
مقارنةً بالتقنيات مثل FDM، فإن مجموعة المواد المستخدمة في MJF أصغر حاليًا وتركز بشكل أساسي على النايلون وبولي بروبيلين تيرفثالات الألومنيوم. في حين أن المواد المتاحة ذات قدرة عالية، قد تحتاج المشاريع التي تتطلب مواد محددة مثل ABS أو الكمبيوتر الشخصي أو ULTEM ذات درجة الحرارة العالية إلى البحث عن عمليات أخرى.
2. طلاء السطح المتأصل واللون:
تأتي الأجزاء الخام MJF بلون رمادي أو أسود متناسق (حسب المادة) ولها سطح غير لامع ومحبب قليلاً يشبه مكعبات السكر. وفي حين أنه يمكن تحسين ذلك بشكل كبير من خلال المعالجة اللاحقة (مثل الصباغة أو التنعيم بالبخار)، إلا أنها لا تتطابق مع النعومة الخارجية لجيش تحرير السودان أو القولبة بالحقن.
3. متطلبات وقت التبريد:
جزء كبير من سير عمل MJF هو دورة التبريد التي يتم التحكم فيها. يجب أن تبرد وحدة الإنشاء لفترة مساوية تقريبًا لوقت الطباعة لمنع الالتواء وضمان الخصائص المثلى للجزء. هذا يعني أنه حتى إذا انتهت مهمة الطباعة في 12 ساعة، فلن تكون الأجزاء جاهزة للاستخراج والتنظيف لمدة 12 ساعة أخرى، مما يؤثر على "وقت الجزء" الحقيقي.
4. غير مثالية للأجزاء الكبيرة جداً:
إن حجم بناء ماكينات MJF كبير ولكنه محدود (على سبيل المثال، حوالي 380 × 284 × 380 مم لسلسلة HP 5200). بالنسبة إلى الأجزاء التي تتجاوز هذه الأبعاد، يجب تقسيمها إلى قطع أصغر وتجميعها بعد الطباعة، أو يجب استخدام تقنية مختلفة ذات منصة بناء أكبر (مثل FDM أو SLA كبيرة الحجم).
5. ارتفاع تكلفة المعدات الأولية:
بالنسبة للشركات التي تتطلع إلى جلب التكنولوجيا إلى داخل الشركة، فإن الاستثمار الأولي في نظام MJF الصناعي (بما في ذلك الطابعة ومحطة المعالجة والمواد) كبير. ولهذا السبب تختار العديد من الشركات الاستفادة من التكنولوجيا من خلال مزود خدمة مثلنا.

ما هي إرشادات التصميم للطباعة ثلاثية الأبعاد MJF؟
سيضمن لك تصميم القِطع خصيصًا ل MJF تحقيق أفضل النتائج الممكنة من حيث الجودة والدقة والقوة. سيؤدي الالتزام بهذه الإرشادات إلى تقليل أعطال الطباعة وتحسين القِطع الخاصة بك للعملية.
1. اعتبارات التصميم الرئيسية:
① سُمك الجدار:
- الحد الأدنى الموصى به: 0.5 مم للملامح الصغيرة جدًا. بالنسبة للأجزاء القوية، لا يقل سمك الجدار عن 1 مم يوصى به بشدة.
- الحد الأقصى: تجنب المقاطع السميكة والصلبة بشكل مفرط، حيث يمكن أن تتراكم فيها الحرارة الزائدة، مما يؤدي إلى عدم الدقة أو الاعوجاج المحتمل. قم بتفريغ المقاطع الكبيرة حيثما أمكن.
② أحجام الفتحات وأقطارها:
- الحد الأدنى: بالنسبة للفتحات الرأسية (المتعامدة على الطبقات)، يكون الحد الأدنى لقطر 0.5 مم ممكن.
- أفضل الممارسات: تصميم الثقوب أكبر بقليل من المقصود لمراعاة الانكماش الطفيف. بالنسبة للفتحات الملولبة، من الأفضل طباعتها بأحجام أصغر من حجمها ثم النقر عليها في مرحلة ما بعد المعالجة للحصول على جودة خيط مثالية.
③ حجم الميزة ودقتها:
- تفاصيل منقوشة/غير منقوشة: بالنسبة للنصوص أو التفاصيل السطحية، تأكد من أن يكون الحد الأدنى لارتفاعها/عمقها 0.5 مم وسمك خط بسمك لا يقل عن 0.5 مم أن تكون مقروءة بوضوح.
- أصغر الميزات: يمكن أن تحل MJF الميزات حتى 0.5 مم. أي شيء أصغر من ذلك قد لا تتم طباعته بنجاح.
④ خلوص التجميعات:
- بالنسبة للأجزاء التي تحتاج إلى أن تتلاءم أو تتحرك معًا (مثل الأجزاء المثبتة والمفصلات والأجزاء المتشابكة)، يجب أن يكون الحد الأدنى للخلوص 0.4 مم يوصى به. بالنسبة للأجزاء التي تتطلب ملاءمة أكثر مرونة، قم بزيادة ذلك إلى 0.6 مم أو أكثر.
⑤ الالتواء والأسطح المسطحة الكبيرة:
- يمكن أن تكون الأسطح الكبيرة جدًا والمسطحة والرقيقة (مثل صفيحة القاعدة الكبيرة) عرضة للالتواء أثناء عملية التبريد.
- التخفيف من الآثار: أضف أضلاع أو مجمّعات لزيادة الصلابة، أو وجّه الجزء بزاوية في البناء إن أمكن. يمكن أن يساعد أيضًا تقسيم المناطق المسطحة الكبيرة بنسيج دقيق.
⑥ ثقوب التفريغ والهروب:
- لتوفير المواد وتقليل الوزن وخفض التكلفة، يوصى بشدة بتفريغ النماذج الكبيرة والصلبة.
- ثقوب الهروب: إذا كان الجزء مجوفًا، فإنك يجب تضمين فتحتي خروج على الأقل للسماح بإزالة المسحوق غير المنصهر بعد الطباعة. الحد الأدنى للقطر الموصى به لثقب الهروب هو 2 ممولكن الأكبر (4-5 مم) أفضل لسهولة التنظيف.

2. جدول ملخص لتوصيات التصميم:
| الميزة | الحد الأدنى الموصى به | أفضل الممارسات |
|---|---|---|
| سُمك الجدار | 0.5 مم | 1.0 مم أو أكثر |
| قطر الفتحة | 0.5 مم | 1.0 مم (صنبور للخيوط) |
| التخليص (التجميعات) | 0.4 مم | 0.6 مم لمقاسات أكثر مرونة |
| تفاصيل منقوشة/منقوشة | 0.5 مم عمق/ارتفاع 0.5 مم | 1.0 مم للوضوح العالي |
| ثقوب الهروب (للتفريغ) | قطر 2.0 مم (2 ثقبين) | 4.0 مم + قطر 4.0 مم |
ما هي خيارات ما بعد المعالجة المتوفرة لأجزاء MJF؟
تعمل أجزاء MJF الخام بكامل طاقتها، ولكن يمكن تطبيق مجموعة من خيارات ما بعد المعالجة لتحسين جمالياتها وتشطيب سطحها وخصائصها الوظيفية المحددة.
1. المعالجة اللاحقة القياسية:
إزالة المسحوق (السفع بالخرز): هذه خطوة قياسية ومطلوبة لجميع أجزاء MJF. بعد استخلاصها من المسحوق السائب، يتم تنظيف القِطع بدقة في خزانة تفجير باستخدام وسائط مثل الخرز الزجاجي. يؤدي ذلك إلى إزالة جميع البودرة المتبقية، مما ينتج عنه سطح نظيف غير لامع وملمس خفيف. هذه هي اللمسة النهائية القياسية لقطع MJF.
2. التحسينات الجمالية والوظيفية:
① الصباغة:
هذه هي الطريقة الأكثر شيوعًا وفعالية من حيث التكلفة لتلوين أجزاء MJF. ولأن المادة الأساسية مسامية، فإنها تقبل الصبغة بسهولة.
- العملية: يتم غمر الأجزاء في حمام صبغ ساخن يتغلغل في السطح مما يوفر لوناً عميقاً وغنياً ومتيناً.
- الألوان الشائعة: اللون الأسود هو الخيار الأكثر شيوعًا لأنه يضفي لمسة نهائية احترافية موحدة للغاية تخفي أي عيوب بسيطة. تتوفر أيضاً ألوان أخرى مثل الأزرق والأحمر والأخضر والأصفر.
- النتيجة: لون مقاوم للخدوش لا يتشقق أو يتقشر.
② تنعيم البخار:
تُعد هذه تقنية تحويلية لما بعد المعالجة تعمل على تحسين تشطيب السطح بشكل كبير.
- العملية: يتم تعريض الجزء إلى مذيب متبخر في حجرة خاضعة للتحكم. يقوم البخار بإذابة السطح الخارجي للجزء على المستوى المجهري، مما يؤدي إلى تنعيم النسيج المحبب وإغلاق السطح.
- النتيجة: سطح شبه لامع وناعم يشبه إلى حد كبير البلاستيك المصبوب بالحقن. كما أنه يحسّن الاستطالة عند الكسر ويجعل الجزء محكم الإغلاق وسهل التنظيف.
③ الطلاء والطلاء:
بالنسبة لمتطلبات الألوان المحددة (على سبيل المثال، مطابقة ألوان بانتون) أو خصائص الحماية الخاصة، يمكن طلاء أجزاء MJF أو تغليفها.
- العملية: عادةً ما يتم طلاء الأجزاء أولاً لإنشاء قاعدة موحدة، ثم يتم طلاؤها بطلاء من فئة السيارات أو غيرها من الدهانات المتخصصة. يمكن استخدام طلاءات مثل السيراكوت لتعزيز الصلابة ومقاومة التآكل والمقاومة الكيميائية.
- النتيجة: خيارات ألوان غير محدودة وخصائص سطح مصممة خصيصاً.
④ التصنيع بالقطع والنقر:
بالنسبة للميزات التي تتطلب دقة عالية للغاية لا يمكن للطباعة ثلاثية الأبعاد تحقيقها، يمكن تشكيل أجزاء MJF بشكل ثانوي.
- العملية: يمكن طحن الأسطح الحرجة أو تدويرها، ويمكن حفر ثقوب وثقبها لإنشاء مسامير قوية وموثوقة للبراغي المعدنية.
- النتيجة: جزء هجين يجمع بين حرية تصميم MJF ودقة التصنيع الطرحي التقليدي.
الأسئلة المتداولة حول الطباعة ثلاثية الأبعاد MJF 3D
يمكن أن تختلف المهل الزمنية بناءً على حجم الجزء والكمية والمعالجة اللاحقة المطلوبة. ومع ذلك، نظرًا لسرعة هذه التقنية، غالبًا ما تكون المهل الزمنية القياسية قصيرة تصل إلى 3-5 أيام عمل للقطع ذات الطلاء النهائي القياسي بالخرز المصقول.
أجزاء MJF قوية ومتينة بشكل استثنائي، خاصةً تلك المصنوعة من PA 12 و PA 11. وتعني خواصها شبه متباينة الخواص أنها موثوقة تحت الضغط من أي اتجاه، مما يجعلها مناسبة للتطبيقات الوظيفية الصعبة وأجزاء الاستخدام النهائي.
يتميز الجزء MJF الخام المصقول بالخرز MJF بلمسة نهائية رمادية غير لامعة مع ملمس محبب قليلاً، وغالبًا ما تتم مقارنته بمكعب السكر أو ورق الصنفرة الناعم جدًا. يمكن تحسين هذه اللمسة النهائية بشكل كبير من خلال المعالجة اللاحقة مثل التنعيم بالبخار.
يحتوي جزء MJF الخام على بعض المسامية الدقيقة ولا يضمن أن يكون مانعًا للماء. ومع ذلك، فإن تطبيق خطوة ما بعد المعالجة مثل تنعيم البخار يغلق السطح، مما يجعل الجزء مانعًا للماء ومناسبًا للتطبيقات التي تتضمن السوائل.
ومقارنةً بالعديد من طرق التصنيع، تتمتع MJF بمزايا استدامة قوية. ويقلل معدل إعادة استخدام المسحوق المرتفع (غالبًا 80% أو أكثر) بشكل كبير من نفايات المواد. وعلاوة على ذلك، فإن إنتاج الأجزاء حسب الطلب يقضي على النفايات المرتبطة بالإنتاج الزائد والمخزون المتقادم الشائع في التصنيع التقليدي.

لماذا يجب عليك اختيارنا لتلبية احتياجاتك من الطباعة ثلاثية الأبعاد MJF؟
يتمتع فريقنا بخبرة عميقة في تقنية الانصهار النفاث المتعدد (MJF). بدءًا من النماذج الأولية في المراحل المبكرة وحتى الإنتاج النهائي، نقدم إرشادات التصميم من أجل التصنيع (DFM) لضمان أن تكون قطعك عملية وفعالة من حيث التكلفة.
نستخدم طابعات HP Jet Fusion المتقدمة لتقديم قطع عالية الدقة ودقيقة الأبعاد وقابلة للتكرار. سواء كنت بحاجة إلى نموذج أولي واحد أو عملية إنتاج كبيرة، فلدينا القدرة والدقة لتلبية احتياجاتك.
نحن نوفر مجموعة مختارة من مواد MJF عالية الأداء، بما في ذلك PA 11 و PA 12 و PA 12 GB و TPU المرن. يتم اختيار جميع المواد بعناية لضمان القوة الميكانيكية والمتانة والسطح النهائي الممتاز.
بفضل الإنتاج الداخلي وسير العمل المبسّط، يمكننا تسليم الأجزاء بسرعة - غالبًا في غضون 3-7 أيام حسب التعقيد والحجم - حتى لا يتأخر مشروعك أبدًا.
من التنعيم بالبخار والصباغة إلى ما بعد التصنيع والتجميع، نقدم مجموعة من خدمات التشطيب لمساعدة قطع MJF الخاصة بك على تلبية المتطلبات الوظيفية والجمالية.
نحن نخدم عملاءنا في جميع أنحاء العالم من خلال خدمات لوجستية موثوقة ودعم هندسي ناطق باللغة الإنجليزية. سيتم الرد على أسئلتك في غضون 12 ساعة - مضمون.

How Can You Balance Cost and Quality in Plastic Rib Design?
Key Takeaways Ribs provide structural integrity without the cycle time and material cost penalties associated with increasing overall wall thickness. However, poor rib design leads to cosmetic defects like sink
How Does Rib Design Impact Mold Flow and Cooling Efficiency?
Key Takeaways Ribs are structural features used to increase part stiffness without increasing overall wall thickness. However, improper rib design significantly impacts **Mold Flow** (causing hesitation or short shots) and

How Do Ribs Function in Reducing Plastic Part Weight and Improving Structural Integrity?
Key Takeaways Ribs are thin, wall-like features projecting from the nominal wall of a plastic part, designed to add stiffness and strength without increasing overall wall thickness. By allowing engineers
حلول التحسين المقدمة مجاناً
- تقديم ملاحظات التصميم والحلول المثلى
- تحسين الهيكلية وتقليل تكاليف القوالب
- تحدث مباشرةً مع المهندسين وجهاً لوجه

