 İçeriğe geç
İçeriğe geç 

Plastik hassas enjeksiyon kalıplama işlemi, standartlara göre birçok avantaj sunar plasti̇k enjeksi̇yon kaliplama i̇malati plastik parçalar.
Hassas, hızlı ve kontrolü nispeten kolaydır. Ancak, bu avantajlardan yararlanmak için aşağıdakileri tasarlamak önemlidir hassas enjeksi̇yon kaliplari ve hassas enjeksiyon kalıplama makineleri kullanarak.
İlk adım, istenen parçanın bir prototipini oluşturmaktır. Bu, boyutların doğru olmasını ve kalıbın düzgün bir şekilde birbirine uymasını sağlamaya yardımcı olacaktır.
Prototip onaylandıktan sonra, bir sonraki adım kalıbın kendisinin oluşturulmasıdır. Bu genellikle bilgisayar destekli tasarım yazılımı aracılığıyla yapılır. Bu yazılım, daha sonra gerçek kalıbı oluşturmak için kullanılabilecek kalıbın 3 boyutlu bir modelini oluşturacaktır. enjeksiyon kalıbı.
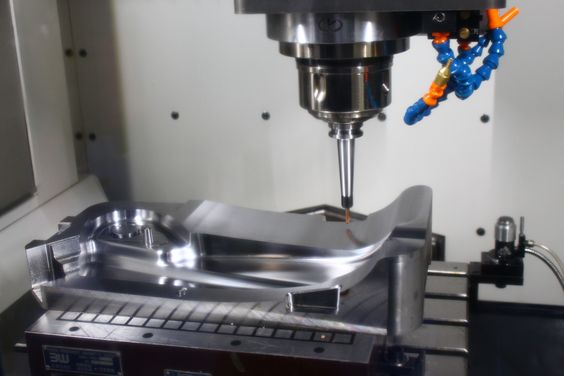
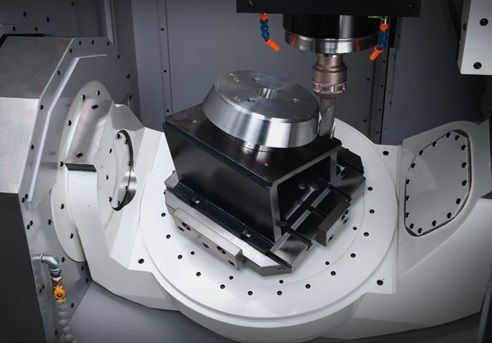
Kalıp oluşturulduktan sonra, hassas enjeksiyon kalıplama makinesi için kullanılabilir plastik enjeksiyon kalıplı parça imalatı.

Elektronik, telekomünikasyon, medikal, otomotiv ve diğer endüstrilerin hızla gelişmesiyle birlikte, yüksek hassasiyet ve yüksek performans gereksinimleri enjeksiyon kalıplı parçalar her geçen gün artıyor.
Hassas enjeksiyon kalıplama gerektirir enjeksiyon kalıplı parça sadece yüksek boyutsal doğruluğa, düşük çarpılma deformasyonuna değil, aynı zamanda mükemmel optik özelliklere vb. sahip olmalıdır.
Enjeksiyon kalıplama en önemlilerinden biridir plasti̇k kaliplama yöntemler. Seviye nasıl geliştirilir enjeksiyon kalıplama teknoloji, yüksek hassasiyetli plastik ürünler üretmek ve yüksek katma değerli ürünler yaratmak için kalıbın tasarımı önemli bir bağlantıdır.

Hassas enjeksiyon kalıplama tasarımı için özel hususlar arasında şunlar yer almaktadır
1) İstenilen boyutsal toleransa sahip ürünü elde etmek için uygun kalıp boyutsal toleransını ve kalıp yüzeyini göz önünde bulundurun.
2) Kalıplama büzülme dalgalanmasını önlemek için.
3) Kalıbın deformasyonunu önlemek için.
4) Kalıbın deformasyonunu önlemek için.
5) Kalıp yapım hatasını en aza indirmek için.
6) Kalıp doğruluğundaki dalgalanmaları önlemek için.
7) Kalıbın doğruluğunu korumak.

1. Uygun kalıp boyutları ve toleransları
1) Ürünün boyutsal doğruluğu ile kalıbın boyutsal doğruluğu arasındaki korelasyon
Ürün çizimini yapın, kalıp tasarımını düşünün, kalıp yapımı ve kalıp imalatı süreç.
Öncelikle ürün çizim ölçüsünden kalıp çizim ölçüsünü arayabilirsiniz. Kalıbın gerçek boyutu şu şekilde elde edilir kalıbın yapılması bu kalıp çizim ölçüsü ile. Bu kalıp ile kalıplanmış ürünü elde edebilir ve ürünün gerçek boyutunu elde edebiliriz. Sorun, çizimin toleransı dahilinde gerçek boyutun nasıl elde edileceğidir.

2) Uygun büzülme oranı
Yukarıda belirtildiği gibi, aynı pigmente sahip aynı reçinede bile, büzülme oranı kalıplama koşullarına bağlı olarak değişir.
Hassas kalıplamada, büzülme varyasyonunun derecesi küçük olmalı ve beklenen büzülme ile gerçek büzülme arasında mümkün olduğunca yarı yarıya fark olmamalıdır.
Gerçek büzülme oranı esas olarak geçmişte benzer ürünlerin gerçek büzülme oranının harmanlanmasıyla tahmin edilir ve gerçek büzülme oranı da deneysel kalıptan elde edilir ve daha sonra düzeltilir ve aşağıdaki şekilde tasarlanır üretim kalıbı yapmak.
Ancak büzülme oranını doğru tahmin etmek neredeyse imkansızdır ve deneme kalıplamasından sonra kalıbın düzeltilmesi kaçınılmazdır. Sonuç olarak, içbükey parçanın boyutu artacak ve dışbükey parçanın boyutu azalacaktır.
Bu nedenle, büzülme oranı içbükey kısım için küçük bir değere ve dışbükey kısım için büyük bir değere ayarlanmalıdır. Dişlinin dış çapı büyüdüğünde iç içe geçemez, ancak küçüldüğünde sadece diş boşluğu büyür, bu nedenle büzülme oranı küçük bir değere ayarlanmalıdır.

2. Kalıp büzülmesindeki dalgalanmaların önlenmesi
Hassas enjeksiyon kalıplama kalıbın istenen boyutta yapılabileceği önermesine dayanmaktadır.
Ancak kalıp boyutu belli olsa bile ürünün gerçek boyutu gerçek çekmeye bağlı olarak değişmektedir. Bu nedenle, içinde hassas enjeksiyon kalıplamabüzülme kontrolü çok önemlidir. Büzülme oranı kalıp tasarımının uygunluğuna bağlıdır ve reçine partisine bağlı olarak değişir ve pigment değiştirilirse, büzülme oranı da değişir.
Büzülmenin kontrolü, farklı kalıplama makineleri, kalıplama koşullarının ayarı, tekrarlanabilirlik ve gerçek büzülme oranında dalgalanmalar üreten her kalıplama döngüsünün hareketindeki dalgalanmalar vb. nedeniyle zordur.

1) Büzülme oranını etkileyen ana faktörler
Kalıp boyutu, ürün boyutuna büzülme oranının eklenmesiyle elde edilebilir, bu nedenle kalıp tasarımında büzülme oranının ana faktörlerinin dikkate alınması gerekir.
Kalıplamanın büzülme oranını etkileyen ana faktörler şunlardır
(1) Plastik Reçine basıncı
(2) Plastik malzeme sıcaklığı.
(3) Kalıp sıcaklığı.
(4) Kapı kesit alanı.
(5) Enjeksiyon süresi.
(6) soğutma süresi.
(7) Ürünün duvar kalınlığı.
(8) Pot içeren takviye malzemesi.
(9) Yönlülük.
(10) Enjeksiyon hızı.
Bu etkiler reçine çeşitliliğine ve kalıplama koşullarına bağlı olarak değişir.

(1) Reçine basıncı
Reçine basıncının büzülme oranı üzerinde büyük bir etkisi vardır. Reçine basıncı büyükse, büzülme oranı küçülür ve ürünün boyutu daha büyük olur.
Aynı kalıp boşluğunda bile reçine basıncı ürünün şekline bağlı olarak değişir, dolayısıyla büzülme oranı da değişir.
Çok boşluklu kalıp durumunda, her boşluktaki reçine basıncının farklılıklar üretmesi kolaydır ve sonuç olarak, her boşluğun büzülme oranı aynı değildir.
(2) Kalıp sıcaklığı
İster kristal olmayan bir reçine ister kristal bir reçine olsun, kalıp sıcaklığı yüksekse büzülme oranı daha büyük olacaktır. Hassas kalıplama, kalıp sıcaklığını belirli bir sıcaklıkta tutmalıdır. Kalıp tasarımında soğutma devresi tasarımına dikkat etmeliyiz.
(3) Kapı kesit alanı
Genel olarak, geçit kesit alanı değiştiğinde büzülme oranı da değişir. Geçit boyutu büyüdükçe büzülme oranı küçülür, bu da reçinenin akışkanlığı ile ilgilidir.

(4) Ürünün duvar kalınlığı
Ürün duvarının kalınlığı da verimi etkiler. Kristal olmayan reçineler için, reçinenin duvar kalınlığının büzülme oranını etkileme eğilimi farklı olduğundan, duvar kalınlığı büyükse, büzülme oranı da büyüktür ve bunun tersi de büzülme oranı küçülür.
Kristalin reçineler için duvar kalınlığının eşit olması önemlidir. Çok boşluklu kalıp durumunda, kalıp boşluğunun duvar kalınlığında bir fark varsa, büzülme oranı da farklı olacaktır.
(5) Takviye malzemesi içeriği
Cam elyaf takviyeli reçine kullanıldığında, ne kadar çok cam elyaf eklenirse, büzülme oranı o kadar küçük olur, akış yönündeki büzülme oranı enine büzülme oranından daha küçüktür, reçineye göre farkı daha büyüktür, bükülmeyi önlemek için uçan çarpıklık, kapı şekli uçan fluke ağız pozisyonunu ve kapı sayısını dikkate almalıdır.
(6) Oryantasyon
Oryantasyonda büyük farklılıklar olmasına rağmen, tüm reçineler için oryantasyon vardır. Kristal reçinelerin yönelimi özellikle büyüktür ve duvar kalınlığı ve kalıplama koşullarına bağlı olarak değişir.
Buna ek olarak, kalıplama sonrası büzülme meydana gelir. Kalıplama sonrası büzülmeyi etkileyen ana faktörler şunlardır
a. içsel stres giderme
b. kristalleşme
c. sıcaklık
d. nem

2) Alınabilecek önlemler
(1) Akış kanalı ve kapı dengesi
Yukarıda belirtildiği gibi, büzülme oranı reçine basıncına bağlı olarak değişir. Birden fazla kapılı tek gözlü kalıp ve çok gözlü kalıp durumunda, kalıbı eşit şekilde doldurmak için kapı dengelemesi gerekir.
Reçine akışı, yolluktaki akış direnci ile ilgilidir, bu nedenle yolluk dengesini kapı dengesini almadan önce almak daha iyidir.
(2) Kalıp boşluğu düzenlemesi
Kalıplama koşullarının ayarlanmasını kolaylaştırmak için boşluk düzenlemesine dikkat etmek gerekir. Erimiş reçine kalıp içine tropikalize olacağından, genel boşluk düzenlemesi durumunda kalıp sıcaklık dağılımı kapı merkezli eşmerkezli daireler olacaktır.
Bu nedenle, çok gözlü kalıbın boşluk düzenlemesini seçerken, akış kanalının dengesini almak ve ayrıca kapıyı merkez alan eşmerkezli dönüş düzenlemesini almak kolaydır.

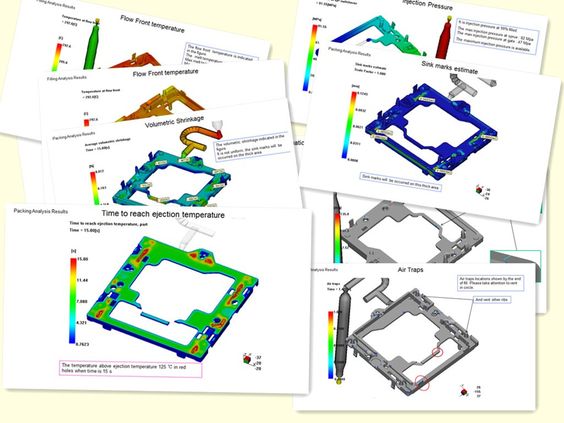
(3) Hassas enjeksiyon kalıplama için soğutma devresi tasarımı
Yukarıda belirtildiği gibi, kalıp sıcaklığının büzülme oranı üzerinde büyük bir etkisi vardır, aynı zamanda, çok boşluklu kalıbın her bir boşluğunun sıcaklık farkının, zaman içinde farklı sıcaklık değişiklikleri nedeniyle önlenmesi zordur, bu nedenle soğutma devresi tasarımına dikkat edilmesi gerekir.
Isı değiĢim verimliliği açısından, soğutma sıvısı akıĢı türbülanslı olmalı ve soğutma devresi tercihen bir dizi katlanmıĢ plaka tipi olarak kurulmalıdır.
Devre tasarımında, boşluk ve çekirdek farklı ısı ortaya çıkarmalıdır ve termal direnç de devre yapısına bağlı olarak değişir ve boşluk ve çekirdekteki giriş suyu sıcaklığı büyük bir fark yaratır.
Bu nedenle, soğutma devresi hassas kalıplama kalıpları boşluklar ve çekirdekler için ayrı ayrı tasarlanmıştır ve sıcaklık kontrolü ayrı sıcaklık regülatörleri tarafından gerçekleştirilir.
3. Kalıplama deformasyonunun önlenmesi
Kalıplama distorsiyonu, eşit olmayan büzülme altında iç gerilim olduğu için ortaya çıkar, bu nedenle eşit olmayan büzülmeyi önlemek gerekir.
(1) Kapı sayısı
Dişlinin ortasında bir delik bulunan yuvarlak bir ürün olması durumunda, merkeze bir kapı yerleştirilmelidir. Bununla birlikte, reçinenin akış yönü ile dikey yön arasında büzülmede büyük bir fark olduğunda, oval şeklin bir dezavantajı vardır. Bununla birlikte, her bir kapının dengesine yeterince dikkat etmek gerekir.
Yan kapılar kullanıldığında, 3 noktalı kapılar silindirik ürünlerin iç çapını artıracaktır. Dış ve uç yüzeylerde kapı izlerine izin verilmediği durumlarda, daha az iç çok noktalı üniform kapılar kullanılarak iyi sonuçlar elde edilebilir.
(2) Kapı şekli ve konumu
Ürünün şekline göre uygun bir kapı şekli seçmek gerekir. Şekil, kapı şeklinin ve konumunun deformasyon üzerindeki etkisini göstermektedir.

4. Kalıp ayırmadan kaynaklanan deformasyonun önlenmesi
Hassas ürünler genellikle küçüktür, ürün duvar kalınlığı incedir ve bazılarının birçok ince tendonu vardır. Satranç takımının tasarımı, ürünlerin deforme olmaması ve düzgün bir şekilde serbest bırakılabilmesi için dikkate alınmalıdır.
Düşük büzülmeli reçineler için, kalıplama basıncı yüksek olduğunda, kalıp boşluğunda kalma eğiliminde olan ürünlere dikkat etmek gerekir. Düşük büzülmeli reçinelerle dişli kalıplarken, dişli boşluğunu kalıbın ejektör tarafında tasarlamak en iyisidir.
İtici pimler kullanılırken, deformasyonsuz pim sayısına ve itici basıncının konumuna dikkat edilmelidir. Delikli dişliler söz konusu olduğunda, çıkarma sırasında paralel çıkarmayı kolaylaştırmak için kalıp plakasının çıkarıcı tarafında çekirdek pimleri gereklidir.
Köşeli ürünler için, deformasyonu önleyen delikli bir çıkarma şablonu kullanmak mümkündür.
Genel olarak, hassas ürünler için ejektör kalıbının eğimi küçüktür. Serbest bırakma kuvvetini azaltmak, ancak işlemeyi yansıtmak için, taşlama yönü kalıp çekme yönü olmalıdır. Kalıp çıkarma yönüne göre yığın çekirdekleri taşlamak için kolay ayarlamak gerekir.
5. Minimum kalıp yapım hatası
(1) İstenen işleme yöntemine göre uygun kalıp yapımı
Ürünün boyutunu gerekli hassasiyetle elde etmek için uygun kalıp boyutuna sahip olmak gerekir ve kalıbın son derece yüksek hassasiyetle işlenmesi gerekir ve son işlem makineleri ile sınırlıdır.
Kalıbın doğruluğunu korumak için yüksek aşınma direncine sahip olması gerekir, bunun için sertleştirme gereklidir. Sertleştirilmiş kalıpların hassasiyeti taşlama makineleri ve EDM makineleri ile 0.01 mm içinde olabilir.
EDM takım tezgahı tong kalıp işleme kullanılırken, elektrot ucu aşınmasının daha büyük hale geldiğine dikkat edilmelidir. Dişliler ve tel EDM makinesi için boşluk, işleme yapısından geçebilmek için mümkün olduğunca tasarlanmalıdır.
Taşlama deformasyonunun önlenmesi ve işleme süresinin kısaltılması açısından, daha az su verme deformasyonuna sahip çelik seçilmeli ve şekil daha az su verme deformasyonu için tasarlanmalıdır. Şekil karmaşık olduğunda, haggard ateşinin soğutulmasının tekdüze olması kolay değildir ve su verme deformasyonu üretmek kolaydır.

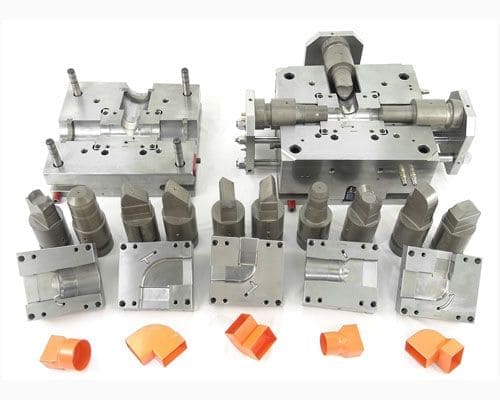
(2) Toplam bölünmüş tip kalıp
Su verilmiş parçaları daha yüksek hassasiyette işlemek için öğütücüler kullanılır. Bu nedenle, bölünmüş tip bir kalıp oluşturmak için kesici uçlar kullanmak gerekir. Bu kalıp aşağıdaki özelliklere sahiptir:
(1) Uygun malzeme seçilebildiği için uygun sertlikte kalıp malzemesi kullanabilmektedir.
(2) Yüksek korozyon direnci ve aşınma direncine sahip kalıp malzemeleri kullanmak mümkündür.
(3) Ayrı ayrı ısıl işlem görebildiği için ısıl işlem koşulunu ayarlamak kolaydır.
(4) İyi ayna yüzeyine ve kolay ayna yüzey işlemine sahip kalıp malzemeleri kullanmak mümkündür, bu nedenle ayna yüzeyini iyileştirmek mümkündür.
(5) Çekme yönünde taşlama yapmak kolay olduğu için çekme eğimi küçük olan bir kalıp kullanmak avantajlıdır.
(6) Sertleşme nedeniyle kalıp doğruluğunu koruma süresini uzatabilir ve kalıp ömrü uzundur.
(7) Egzozu herhangi bir konuma ayarlamak kolaydır, bu nedenle kalıbı doldurmak kolaydır.
(8) Öğütmesi ve işlemesi kolaydır.
(9) Kalıp parçalarının hassasiyetini artırabilir, böylece ürünlerin hassasiyetini artırabilir.
(10) Küçük toleranslar dahilinde boşluklar ve çekirdekler yapmak mümkündür, bu nedenle parçaların değiştirilebilirliği yüksektir ve bakımı kolaydır.
(11) Ana parça olarak öğütme işlemi nedeniyle yüksek işleme verimliliği.
(12) Kalıp bileşenlerinin sayısı fazladır ve her bir parçanın işleme hassasiyetinin büyük ölçüde iyileştirilmesi gerekir.
(13) Belirli işleme yöntemleriyle sınırlı
(14) Tam sertleştirmenin benimsenmesi
(3) Toplam bölünmüş tip kalıp tasarımında dikkat edilmesi gereken noktalar
İlişkinin doğruluğu ve her bir parçanın doğruluğu, üretilecek ürünün doğruluğunun ters işlemiyle belirlenmelidir.
Bölme sayısı ne kadar fazla olursa ürün hatası da o kadar fazla olacağından, işlem doğruluğunu artırmak için bölme sayısı minimuma ayarlanmalıdır.
Genel olarak, ürünün yüzeyinde sadece görünüşte iğrenç olmakla kalmayıp aynı zamanda işlevde de bir engel haline gelecek olan ayırma çizgileri oluşturmak yasaktır. Gerilmenin oluştuğu yerde bir ayrılma çizgisi varsa, genellikle gerilme yoğunlaşması nedeniyle hasara neden olur.
Taşlama ile tek tip boyutta parçalar elde etmek kolay olduğundan, aşındırıcılarla işlenebilecek şekillere bölünmelidir.
Kırılgan ve kırılabilir parçalar kolayca değiştirilebilir parçalara bölünmeli ve aşınma direnci yüksek alaşım düşünülmelidir.
Ayrıca kolay montaj ve demontaj da göz önünde bulundurulmalıdır. Kavite ve çekirdeğin her bir parçası, doğruluğu kolayca ve doğru bir şekilde geri kazanabilecek bir mekanizma ile monte edilmeli ve tabana ayrı ayrı monte edilmişlerse, kavite ve çekirdek eş merkezli olmalıdır. Montaj pimleri kullanılması durumunda, pim delikleri uygun şekilde topraklanmalıdır.

6. Kalıp doğruluğundaki hataların önlenmesi
Her döngüde kayar parçaların konumlandırılmasını sağlamak için kalıp doğruluğunun dalgalanmasını önlemek gerekir. Kayar parçaların doğruluğunu korumak için, kayar parçalar sert bir şekilde taşlanmalıdır. Yan çekirdeğin kayan kısmı konumlandırılmalı ve geri çekilmelidir ve yan çekirdeğin boyutu büyük olduğunda, orta kısım dar bir kılavuz yuvasına sahip olabilir.
7. Kalıp doğruluğunun korunması
(1) Boşluğun ve çekirdeğin merkezinin aynı olduğundan emin olun
Kalıbı her zaman doğru şekilde kapatmak için, iki plakanın doğru şekilde konumlandırılabileceği şekilde tasarlanmalıdır.

(2) Kalıp deformasyonunun önlenmesi
Boşluktaki reçine basıncının neden olduğu kalıp deformasyonunu önlemek için, takımın mukavemeti yeterince büyük olmalıdır.
Sütunlar genellikle çekirdek plakanın ortasına eklenir ve pimlerin malzemesi için yüksek mukavemetli çelik kullanılır ve kolayca bükülen pimler kapıya yakın yerleştirilir ve pimlere etki eden reçine akış basıncı da azaltılır.
(3) Yaşlanma değişikliklerini önler
Söndürme ve temperleme işlemi için kalıp, artık östenit varsa, yaşlanma değişiklikleri üretecek ve bu da kalıp boyutsal doğruluğunda değişikliklere neden olacaktır, bu nedenle artık östenit ayrışma temperleme sıcaklığını ve çocukların soğuk işlem kullanmasını sağlayın.
Aşınmadan kaynaklanan değişiklikleri önlemek için sertliğin artırılması ve sertleştirme ve temperleme nedeniyle minimum boyutsal değişikliklere sahip çelik kalitelerinin kullanılması da düşünülmelidir.
Takım kesme ile karşılaştırıldığında, işleme verimliliğinin düşük olması nedeniyle işleme süresini kısaltmak için taşlama miktarını en aza indirmek gerekir. Sertleşme deformasyonunu azaltmak için hem ayarlanacak parçanın şekli hem de deformasyonu azaltabilecek malzeme seçilmelidir.







