 İçeriğe geç
İçeriğe geç 

Enjeksiyon kalıplama, günümüzde çok çeşitli ürünler için parça üretmek amacıyla kullanılan önemli bir üretim sürecidir. Bu süreç, verimlilik ve yüksek kalite sağlamak için birlikte çalışan yolluklara ve kapılara dayanır. Bu bileşenleri anlamak, ister tasarımcı, ister makine mühendisi, isterse sadece bir hayran olun, enjeksiyon kalıplama ile ilgilenen herkes için bir zorunluluktur. Bu blog yazısında, yolluklar ve kapılar konusuna derinlemesine bir dalış yaparak nasıl çalıştıklarını, farklı türlerini, nasıl tasarlandıklarını ve genel olarak kalıplama sürecini nasıl etkilediklerini inceleyeceğiz. enjeksiyon kalıplama süreci.

Koşucular
Bir kalıp enjeksiyon işlemindeki yolluklar, plastik malzemenin aktığı kanallardır. Yollukların yapımındaki beceri ve işçilik, kalıplama kalitesi, kalıplama döngüsü ve kurulum maliyeti gibi bazı önemli faktörler üzerinde büyük etkiye sahiptir.

Yolluklar, enjeksiyon kalıplama makinesinin nozülünden erimiş plastiği taşıyan ana kanallar olarak görev yapar. Bu yolluklar kapıya ulaşım sistemleridir ve erimiş plastikler için yol görevi görürler. Daha az direnç ve daha az ısı kaybı sağlamaları için kısa ve daha az kıvrımlı olacak şekilde tasarlanmalıdırlar. Yolluklar genellikle üçgen veya dairesel şekilde tasarlanır.
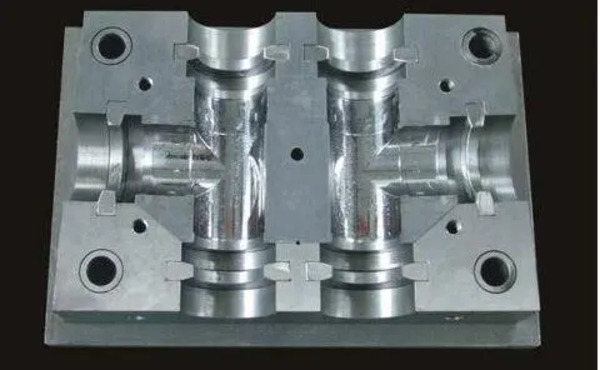
Birden fazla boşluğa sahip kalıplarda, parçaların boyutsal doğruluğunu elde etmek için yollukların seçimi önemlidir. Aşağıdaki şekil, çok gözlü bir kalıp için tipik bir yolluk düzenini göstermektedir.

Koşucuların Sınıflandırılması
Plastik kalıplar için yolluk tasarımı temel olarak doğrusal, dairesel, noktasal ve yelpaze şeklini içerir. Bunlar arasında doğrusal ve dairesel yolluklar en yaygın iki türdür.
Doğrusal yolluklar, erimiş plastik malzemenin doğrusal kanallar aracılığıyla kalıp boşluğuna akmasıdır. Basitlikleri, yapımlarının kolay olması ve yüksek üretim verimliliği ile karakterize edilirler. Bununla birlikte, doğrusal yolluklar ölü noktalar bırakma, kabarcıklar oluşturma eğilimindedir ve kırılma noktalarını ortadan kaldırmak kolay değildir, bu nedenle yüksek hassasiyetli ürünlerde yaygın olarak kullanılmazlar.
Ancak dairesel yolluklar farklıdır. Farklı yönlerden gelen doğrusal yolluklar ile kalıp boşluğunun etrafından dolanırlar. Avantajları vardır. Plastiğin daha düzgün erimesini ve basıncın daha eşit olmasını sağlarlar. Ancak tasarımları ve yapımları daha karmaşıktır. Ve sorunlara neden olabilirler. Doğru oturmuyorlar. Ve yolluk yapabilirler.

Koşucu Tasarım İlkeleri
1. Çok fazla kıvrım ve dönüş yapmaktan kaçının. Bunlar, aşırı karmaşık parça geometrisi ve plastiklerde akışla birlikte gelen kusurları ve akış direncini artırır.
2. Daha kısa bir vida geri çekme kullanın, böylece enjeksiyon döngüsü ve kalıp doldurma süresi kısalır.
3. Hava kabarcıklarını önlemek ve plastik akışını sürdürmek için akış yolunda ilerledikçe yolluk boyutunu daraltın.
4. Polimer dolarken darbeleri ve sıkışmaları en aza indirmek için kalıp boşluğundan yolluk bağlantısının doğru olduğundan emin olun, bu da size daha iyi görünen bir yüzey ve daha az kusur sağlayacaktır.
Yaygın Yolluk Tipleri
1. Nozul Tipi (Nokta) Yolluk
Nozul tipi yolluklar, kalıp boşluğuna bağlı birden fazla nozul kullanır ve nozul çıkışlarında küçük noktalar oluşturur, küçük veya çok ince plastik ürünler yapmak için uygundur.
2. Sıcak Koşucu
Sıcak yolluklar, ısıtma boruları ile plastiği sıvı hale getirir ve ardından plastiği bir nozül aracılığıyla kalıp boşluğuna enjekte eder. Kabarcıklar ve büzülme gibi sorunları etkili bir şekilde önleyerek yüksek hassasiyetli plastik ürünler üretmek için uygun hale getirirler.

3. Hendek Koşucusu
Hendek yolluklar, kalıp içine işlenmiş derin oluklardır ve erimiş malzeme branşman boruları aracılığıyla farklı boşluklara beslenir. Kısa yolluk uzunlukları ve yüksek pürüzsüzlük gibi avantajlar sunarlar ve büyük, uzun veya kalın duvarlı ürünler için uygundurlar.
4. Yelpaze Şeklinde Yolluk
Yelpaze şeklindeki yolluklar, yollukları her biri farklı bir açıya sahip birden fazla kola ayırır. Bu, erimiş malzemenin çeşitli boşluklara eşit olarak dağıtılmasını sağlar. Çok boşluklu plastik kalıplama ürünleri üretmek için uygundur.

Gates
Kapı sistemleri söz konusu olduğunda, tasarım çok önemlidir. Kapıları nereye koyacağınıza, kaç tane olacağına, neye benzeyeceklerine ve ne kadar büyük olacaklarına karar vermeniz gerekir. Kapıların ana görevleri şunlardır:
Kalıp boşluğuna ne kadar erimiş plastik gireceğini ve nereye gideceğini kontrol etmek için.
Plastiği kalıp boşluğunda tutmak ve sertleşmeden önce yolluklara geri dönmesini engellemek için.
Plastiği sıkarak ve kendine sürtünmesini sağlayarak biraz ısı elde etmek.
Ürün sertleştiğinde ve artık ihtiyacınız kalmadığında yolluklardan kurtulmayı kolaylaştırmak için.
Sınıflandırma
Enjeksiyon kalıbı kapılar kısıtlayıcı olmayan kapılar ve kısıtlayıcı kapılar olarak ikiye ayrılır.
1. Kısıtlayıcı Olmayan Kapı
Aşağıdaki şekil, doğrudan kapılar olarak da adlandırılan kısıtlayıcı olmayan kapıları göstermektedir. Bu tür bir kapak basit bir kalıp tasarımına, kolay kullanıma ve kalıplamaya sahiptir ve büzülmeyi azaltır. Ancak bu tür bir kapak kalıplama döngü süresini artırır ve çatlaklar, eğrilme ve artık gerilme gibi kalıplama kusurlarına eğilimlidir.

2. Kısıtlayıcı Kapı
Küçük kesit nedeniyle, kısıtlayıcı geçitler genellikle hızlı bir şekilde katılaşacak şekilde tasarlanmıştır. Kısıtlayıcı geçitlerin faydaları şunlardır:
① Kapı çevresinde daha az artık gerilme ve deformasyon, çatlaklar, eğrilme ve deformasyon gibi kalıplama kusurlarını azaltır.
② Kalıp boşluğu içinde daha düşük enjeksiyon basıncı, ürünün daha geniş bir yansıtılan alanına izin verir.
③ Daha hızlı kapı kapanma süresi, kalıplama döngüsünü azaltır.
④ İkincil işlemleri ortadan kaldırarak daha iyi ürün kalitesi.
Altı Tür Kısıtlayıcı Kapı
① Yan Kapı
Bir yan kapının kalınlığı genellikle parça duvar kalınlığının 30%-40%'si kadardır. Genişliği ise parça duvar kalınlığının yaklaşık üç katıdır. Yan kapılar neredeyse tüm plastiklerle kullanılabilir. Üst üste binen kapılar ve kollu kapılar yan kapı tasarımlarının varyasyonlarıdır.
② Fan Kapısı
Fan kapıları yassı ürünler için kullanılır ve kapı kusurlarını etkili bir şekilde ortadan kaldıran geniş, düz bir kesite sahiptir.

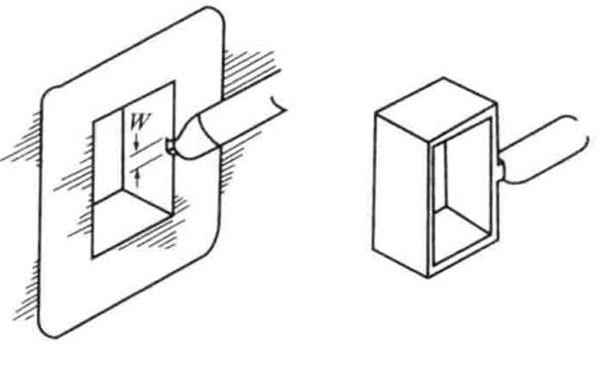
③ Film Kapısı
Aşağıdaki resim tipik bir film geçidi tasarımını göstermektedir. Parça ile aynı genişliktedir ancak çok daha incedir. Film geçitleri, fan geçitleri gibi, parça gerilimini ve parça deformasyonunu etkili bir şekilde ortadan kaldırır.

④ Disk Kapısı
İnce disk geçitleri, kaynak çizgilerinin oluşmasını önlemek için disk veya halka şeklindeki parçaları çevrelemek için kullanılır. Disk geçidinin bir varyasyonu da halka geçididir.

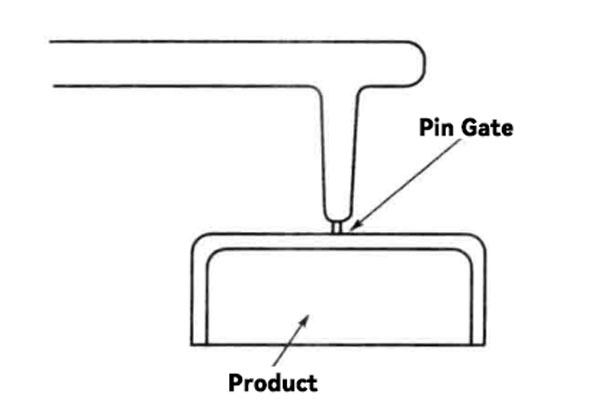
⑤ Pin Kapısı
Pimli geçitler genellikle parçanın merkezinde bulunur ve genellikle çok noktalı geçit için kullanılır. Genellikle 0,8-1,2 mm olan küçük çapları nedeniyle yüksek akış direnci oluşabilir. Yetersiz dolumu önlemek için düşük viskoziteli plastikler veya yüksek enjeksiyon basınçları önerilir.
Pin Kapılarının Özellikleri:
- Daha az katı kapı yeri seçimi
- Kapı çevresinde düşük artık gerilim
- Çok gözlü kalıplar için daha kolay kapı dengesi
- Büyük yansıtılan alanlara sahip ürünler için, çoklu pim kapıları ürün eğrilmesini etkili bir şekilde azaltır
- Pimli kapakların kırpılması kolaydır ve üç plakalı kalıplar için otomatik kapak kırpma işlemi kolayca gerçekleştirilir.
- Ürün ve kapı ayrımı kolaydır.
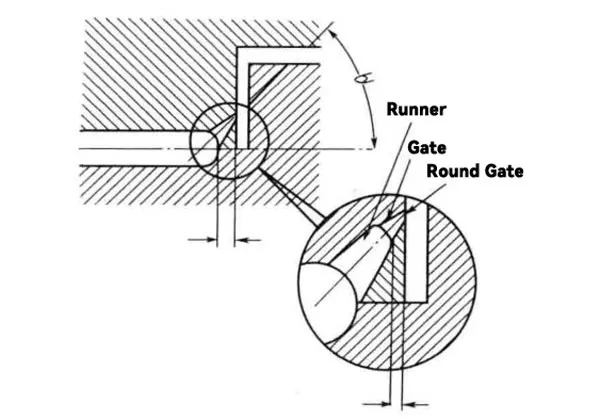
⑥ Denizaltı Kapısı
İşte denizaltı kapılarının bir resmi. Normalde, kapak kalıbın ayırma yüzeyindedir. Yolluk ayırma yüzeyindeyken, kapak genellikle kalıbın hareketli veya sabit plakasında ve bazen de boşluktadır. Pim kapakları gibi olmalarına rağmen, denizaltı kapaklarının iyi yanı, bunları iki plakalı kalıplarla bile kullanabilmenizdir. Kalıplanmış ürünü çıkardığınızda kapak otomatik olarak düşer.
Kapı Dengesi
Çok gözlü kalıplar için, her gözde eşit miktarda erimiş plastik dolgusu elde etmek önemlidir. Plastik eriyik yolluktan boşluğun sonuna doğru akarken polimer basıncı düştüğünden, geçit dengesi geçidin uzunluğunu, genişliğini ve derinliğini optimize etmelidir.
Dengeli kapı ve yolluk tasarımları, gerçek kalıplama sırasında akış izleri, büzülme, eksik dolum, boyutsal dalgalanmalar ve ağırlık değişimleri gibi kalıplama hatalarını önleyebilir.
Enjeksiyon Kalıp Kapısı Tasarım Prensipleri
1. Kapı, iz bırakmayacak veya ürünün önemli parçalarına zarar vermeyecek bir yere yerleştirilmelidir.
2. Plastiğin düzgün bir şekilde akması ve kabarcıklar oluşturmaması veya delikler bırakmaması için geçidi basitleştirin.
3. Kapıyı ürün için doğru boyutta yapın. Çok büyük olursa kalıbı doldurmak çok uzun sürer. Çok küçükse, plastiği kalıba sokmak için çok fazla basınç kullanmanız gerekecektir.
4. Keserken iz bırakmamak ve malzeme kaybetmemek için kapının ürünle birleştiği yer mümkün olduğunca pürüzsüz olmalıdır.
5. Mümkün olduğunca az kapı kullanmak istersiniz çünkü birden fazla kapının olması plastiğin dengesiz akmasına neden olabilir, bu da parçaların farklı boyutlarda çıkmasına neden olur.

Dikkate Alınması Gerekenler
Kapıları konumlandırırken göz önünde bulundurulması gereken temel faktörler arasında parça tasarımı, akış ve nihai ürün kullanım gereksinimleri yer alır. Aşağıdaki noktaları unutmayın:
1. Basınç kaybının mümkün olduğunca az olmasını sağlamak için, geçit büyük parçaya mümkün olduğunca yakın yerleştirilmelidir. Bu, reçine akış ön kesişiminin daha az soğumasını sağlayacak ve daha iyi bir kaynak hattı elde edilecektir. Reçinenin kalıbı makul bir basınç ve hızla doldurabilmesi için geçit boyutu uygun şekilde seçilmelidir.
2. Geçidin geçiş uzunluğu mümkün olduğunca kısa olmalıdır.
3. Çarpışma kapısı, girdapları önlemek için gelen sıvının doğrudan kalıp boşluğu duvarına veya çekirdeğine doğru akmasına yardımcı olacaktır.
4. Reçineye hava girmesini önlemek için, kapıdan gelen reçine akışındaki havanın havalandırma oluğuna gittiğinden emin olun.
5. Kapıyı reçinenin kalın duvarlı alanlardan ince duvarlı alanlara akabileceği bir yere yerleştirin; kaynak çizgilerini aşağıda tutun ve darbe ve gerilim alanlarından uzak durun.
6. Girdapları, yayılan noktaları ve kapı halelerini düşük tutmak için kapının yollukla doğru açıda olduğundan emin olun.

7. Dekoratif yüzeylere doğru geçerseniz, yüzey kusurları elde edebilirsiniz.
Yolluklar ve Kapılar için Tasarım Kontrolleri
(1) Koşucu balansı gerekli mi?
(2) Geçidin uç çapı, geçidin çapı ile eşleşiyor mu? enjeksiyon kalıplama makine nozulu?
(3) Kapı kalınlığı akış gereksinimlerini karşılıyor mu?
(4) Yolluk kesit şekli uygun mu?
(5) Yollukların kesit alanı ne kadardır?
(6) Yollukların ortalama hidrolik yarıçapı nedir?
(7) Koşucunun ağırlığı ne kadardır?
(8) Yolluk çekme gerekli mi?

(9) Koşucu çekme ve kapı arasındaki ilişki uygun mu?
(10) Yolluk düzgün bir şekilde kalıptan çıkarılabilir mi?
(11) Koşucu sorunsuz bir şekilde dışarı atılabilir mi?
(12) Koşucunun çıkarılma yöntemi nedir? (Serbest düşüş, çıkarma robotu (yön))
(13) Kapı konumu uygun mu?
(14) Kapı sayısı uygun mu?
(15) Kapı yöntemi uygun mu?
(16) Kaynak hattı oluşum pozisyonları tahmin edilebilir mi?
(17) Çukur oluşum pozisyonları tahmin edilebilir mi?
(18) Kapı kesit boyutu nedir?

(19) Kapı kesme yöntemi açık mı?
(20) Kapı kesiminden sonra kalite yönetimi mümkün müdür?
(21) Kapının tasarım ömrü ne kadardır?
(22) Kapı parçasının önceden ayrı parçalara bölünmesi gerekiyor mu?
(23) Kapı parçasının işleme boyutu ölçüm yöntemi açık mı?
(24) Kapı parçasının kalıp malzemesi nedir?
(25) Kapı parçasının sertliği nedir?

Sonuç
Enjeksiyon kalıplarındaki yolluklar ve kapılar, enjeksiyon kalıpları için önemlidir. enjeksiyon kalıplama süreciAncak ikisi arasındaki farkı bilmek önemlidir. Yolluklar, ürünleri oluşturmak üzere enjeksiyon makinesinden gelen erimiş plastiği kalıp boşluğuna yönlendirmek için kullanılan sarım kanallarıdır. Kapılar, enjeksiyon makinesinden doğrudan kalıba giden kanallardır. Plastik peletleri enjeksiyon makinesinde eritmek ve ardından ürünleri oluşturmak için erimiş malzemeyi kalıba enjekte etmek için kullanılırlar. Uygun yolluk tasarımı ve kapı kontrolü, ürünlerin kaliteli ve üretimin verimli olmasını sağlamak için enjeksiyon kalıplamada önemlidir. Plastik ürünlerin imalatında gereklidirler.
Ayrıca, enjeksiyon kalıp tasarımı kapı ve yolluk tasarımını dikkate almalıdır. Bu, en iyi ürün kalitesini elde etmek için ürün gereksinimlerini, malzeme özelliklerini ve enjeksiyon kalıplama işlemi gereksinimlerini içerir. Pratik tasarımda, tasarım yeterliliğini sürekli olarak iyileştirmek ve geliştirmek için gerçek koşullara göre ayarlamalı ve optimize etmeliyiz.







