 İçeriğe geç
İçeriğe geç 

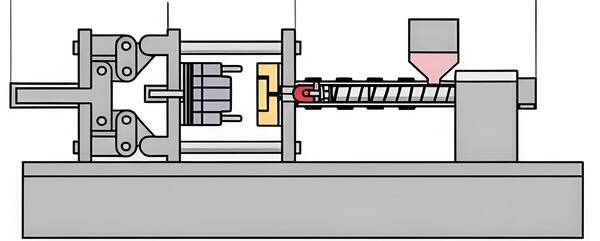
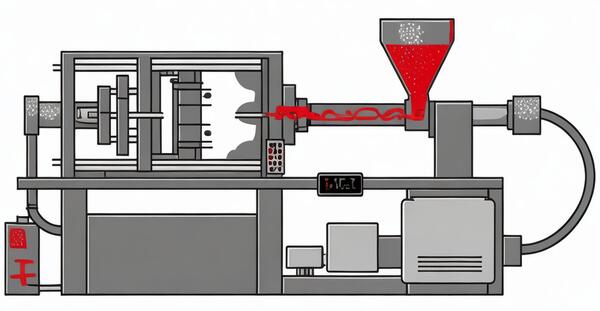
Giriş: Enjeksiyon kalıplama sürecinde hız çok önemli bir parametredir, enjeksiyon silindiri, enjeksiyon basıncı p, vida hızı, pompa basıncı ve dolum aşaması gibi parametrelerle tanımlanan enjeksiyon hızı, ürün kalitesini ve üretim verimliliğini doğrudan etkiler.

Enjeksiyon silindiri, enjeksiyon basıncı p, vida hızı, pompa basıncı ve dolum aşaması gibi parametrelerle tanımlanan enjeksiyon hızı, ürün kalitesini ve üretim verimliliğini doğrudan etkiler. İşte enjeksiyon hızı hakkında bazı temel bilgiler:
Enjeksiyon Hızı Nedir ?
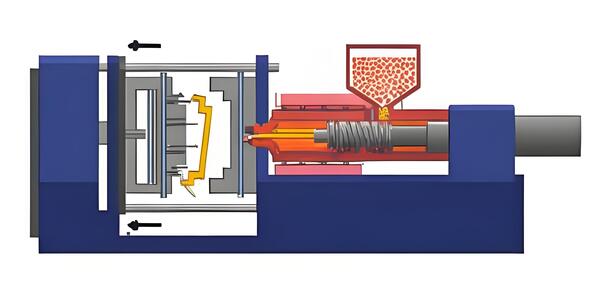
Enjeksiyon hızı, enjeksiyon vidasının birim zamandaki yer değiştirmesidir. Ürünün kalitesini ve üretim verimliliğini doğrudan etkiler.

Erimiş malzemeyi kalıp boşluğuna doldurmak ve homojen yoğunlukta ve yüksek hassasiyette ürünler elde etmek için, hızlı kalıp dolumu için erimiş malzemenin kalıp boşluğuna bir süre içinde doldurulması gerekir.
Enjeksiyon hızı yavaşsa, erimiş malzeme dolum süresi uzundur ve ürün soğuk bağlantılara, eşit olmayan yoğunluğa, yüksek gerilime ve diğer dezavantajlara eğilimlidir.
Yüksek hızlı enjeksiyon kullanmak, kalıp boşluğundaki erimiş malzemenin sıcaklık farkını azaltabilir, basınç iletim etkisini iyileştirebilir ve tek tip yoğunluk ve düşük gerilime sahip hassas ürünler elde edebilir.
Ancak enjeksiyon hızı çok yüksekse, erimiş malzeme kapıdan ve diğer yerlerden kolayca düzensiz bir şekilde akarak malzemenin yanmasına, gaz girişine, zayıf egzoza neden olur ve ürünün yüzey kalitesini doğrudan etkiler.
Aynı zamanda, enjeksiyon hızı çok yüksekse, enjeksiyon basıncı ile tutma basıncı arasında istikrarlı bir geçiş elde etmek kolay değildir ve ürün genellikle aşırı basınç nedeniyle taşar.
Enjeksiyon sırasında, geçit üzerindeki her noktanın hızı ve boşluğun enine kesiti eşit değildir. Enjeksiyon işleminde, akışkanın boşluğa girdikten sonra yavaşça enjekte edilmesi gerekir.

Son aşamada, dolgunluğu sağlamak için enjeksiyon hızı hızlandırılmalıdır, bu nedenle enjeksiyon hızı aşamalı olarak kontrol edilmelidir.
Enjeksiyon hızının artırılması dolum basıncını artıracaktır. Yüksek hızlı dolum eriyiği daha yüksek bir sıcaklıkta tutabilir, akışkanın viskozitesini ve direnç kaybını azaltabilir ve böylece boşluk basıncını artırabilir.

Aynı zamanda, soğumayı da yavaşlatabilir ve ürün tek tip ve yoğundur. Bununla birlikte, hız çok yüksekse, eriyik akışı dengesiz olacak ve kalıp şişecektir.
Buna ek olarak, enjeksiyon hızının belirlenmesi farklı kalıp yapıları, boyutları, yolluk sistemleri ve polimer özelliklerine dayanmalıdır.

Enjeksiyon Hızını Etkileyen Faktörler Nelerdir?
Kalıp Tasarımı
Farklı plastiklerin enjeksiyon hızı için farklı gereksinimleri vardır. Genel olarak, yüksek viskoziteli plastikler daha düşük enjeksiyon hızları gerektirir. Örneğin, düşük yoğunluklu polietilen aşırı ısı oluşumunu, deformasyonu veya büzülmeyi önlemek için daha düşük bir enjeksiyon hızı gerektirir.
ABS plastik enjekte edilirken, plastik parçanın yüzeyinin pürüzsüz olmasını ve sıcak çizgiler veya emülsiyonlaşma oluşturmamasını sağlamak için daha yüksek bir enjeksiyon hızı gereklidir.
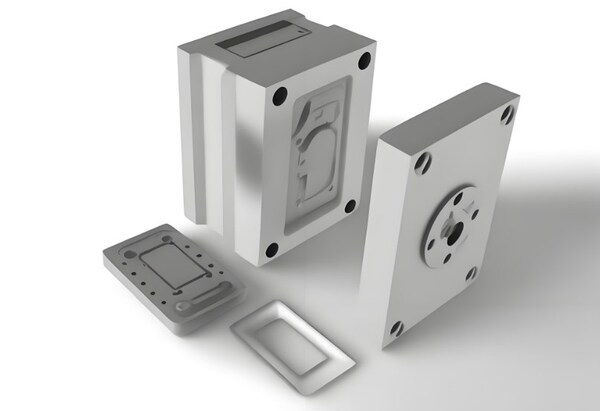
Kalıp Geometrisi
Kalıbın geometrisi de bir faktördür: ince duvarlı parçalar en yüksek enjeksiyon hızına ihtiyaç duyar; kalın duvarlı parçalar kusurları önlemek için yavaş-hızlı-yavaş hız eğrisine ihtiyaç duyar; parça kalitesinin iyi olduğundan emin olmak için enjeksiyon hızı ayarı eriyik ön akış hızının aynı kalmasını sağlamalıdır.

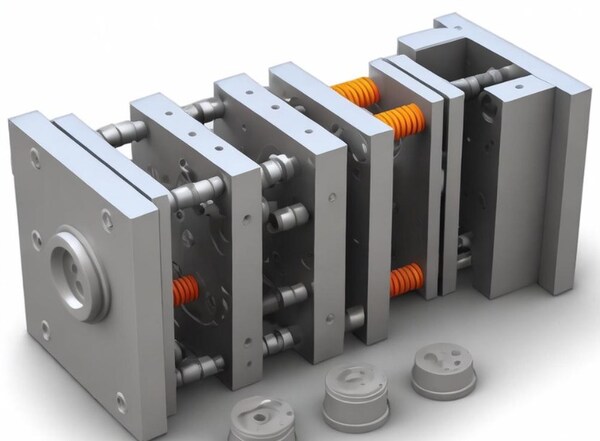
Kalıbın yapısı ve konstrüksiyonu, plastik parçanın kalıplama kalitesi ve enjeksiyon hızı ile doğrudan ilişkilidir.
Örneğin, kalıp büyük bir boşluğa sahipse, tüm boşluğu doldurmak için plastiği yüksek hızda enjekte etmeniz gerekir. Kalıp küçük bir boşluğa sahipse, kalıba zarar vermemek için plastiği düşük hızda enjekte etmeniz gerekir.

Malzeme Özellikleri
Malzeme özellikleri çok önemlidir çünkü polimerler farklı gerilimlerden dolayı parçalanabilir.
Kalıbın sıcaklığını artırırsanız, kimyasal yapıyı oksitleyebilir ve parçalayabilirsiniz, ancak aynı zamanda, yüksek sıcaklık malzemeyi daha az viskoz hale getirdiği ve kesme gerilimini azalttığı için kesme nedeniyle daha az parçalayacaksınız.

Hiç şüphesiz, çok aşamalı enjeksiyon hızı PC, POM, UPVC ve bunların formülasyonları gibi ısıya duyarlı malzemelerin kalıplanması için çok faydalıdır.
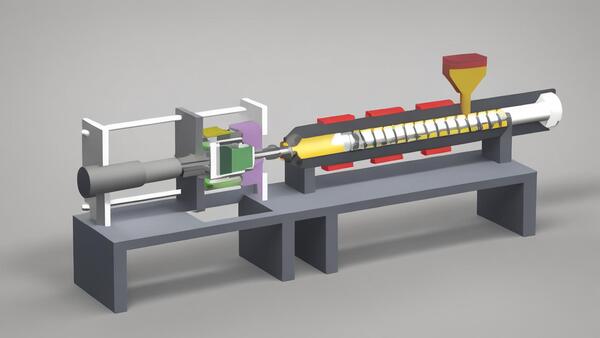
Enjeksiyon Makinesi Modeli
Enjeksiyon hızı, tonaj, yağ basıncı ve enjeksiyon hacmi gibi enjeksiyon makinesinin parametrelerinden doğrudan etkilenir.

Genel olarak, büyük enjeksiyon makineleri enjekte edildiğinde, daha yüksek basınç ve enjeksiyon hacmi gerektirir ve enjeksiyon hızı daha hızlıdır. Küçük enjeksiyon makineleri, aşırı enjeksiyon hızı nedeniyle plastik parçalarda çatlama veya kusurlara eğilimlidir.
Operatör Becerileri
Operatörün becerisi de enjeksiyon hızını doğrudan etkileyecektir. Örneğin, iyi bir operatör enjeksiyon hızını enjeksiyon makinesinin türüne ve plastiğin özelliklerine göre ayarlayarak sorunsuz bir enjeksiyon süreci ve kaliteli plastik parçalar elde edilmesini sağlayabilir.

Diğer Akış Kısıtlamaları ve Kararsız Faktörler
Hız segmentini ayarlarken kalıp geometrisini, diğer akış kısıtlamalarını ve dengesiz faktörleri göz önünde bulundurmanız gerekir. Enjeksiyon kalıplama süreci ve malzeme bilgisi hakkında net bir anlayışa sahip olmalısınız, aksi takdirde ürünün kalitesini kontrol etmek zor olacaktır.
Eriyik akış hızını doğrudan ölçmek zor olduğundan, vida ileri hızı veya boşluk basıncı (çek valfin sızdırmadığından emin olmak için) ölçülerek dolaylı olarak hesaplanabilir.
Eriyik Akış Hızı
Eriyik akış hızı çok önemlidir çünkü parçadaki moleküler yönelimi ve yüzey durumunu etkiler; eriyik cephesi kesit yapısına ulaştığında yavaşlatılmalıdır; radyal difüzyonlu karmaşık kalıplar için eriyik akış hızı eşit olarak artırılmalıdır.
Eriyik cephesinin soğumasını azaltmak için uzun yolluklar hızlı bir şekilde doldurulmalıdır, ancak PC gibi yüksek viskoziteli malzemelerin enjeksiyonu bir istisnadır, çünkü çok hızlı bir hız, soğuk malzemeyi su girişinden boşluğa getirecektir. su girişindeki akışı yavaşlatmanın neden olduğu kusurları önlemek için enjeksiyon hızını ayarlayabilirsiniz.
Eriyik nozuldan ve yolluktan su girişine geçtiğinde, eriyik cephesinin yüzeyi soğumuş ve katılaşmış olabilir veya eriyiği su girişinden itmek için yeterli basınç oluşana kadar yolluktaki ani daralma nedeniyle eriyik durgunlaşabilir, bu da su girişindeki basıncın tepe noktasına ulaşmasına neden olur.
Basınç çok yüksekse, malzemeye zarar verir ve akış izleri ve su girişi yanıkları gibi yüzey kusurlarına neden olur. Su girişinden hemen önce yavaşlayarak bunu düzeltebilirsiniz.
Bu, su girişindeki aşırı kaymayı durduracak ve daha sonra enjeksiyon hızını eski haline getirebilirsiniz. Su girişinde enjeksiyon hızını yavaşlatmak için kontrol etmek zordur, bu nedenle yolluk sonunda yavaşlatmak daha iyidir.
Enjeksiyon Hızı Nasıl Kontrol Edilir ?
Enjeksiyon kalıplama makinesinin enjeksiyon hızı, plastik malzemenin kalıba enjekte edilme hızıdır. Plastiğin kalıbı doldurmasının ne kadar süreceğini ve basıncın kalıp içinde nasıl dağılacağını etkiler.

Enjeksiyon hızını kullandığınız ürüne ve plastik malzemeye göre ayarlamanız gerekir. İşte enjeksiyon hızını kontrol etmenin bazı yolları:
Konvansiyonel Kontrol Vanası Kontrolü
Enjeksiyon hızı, yağ akışını kontrol eden valf kontrol edilerek ayarlanır. Bu yöntem genellikle basit enjeksiyon kalıplama makinelerinde kullanılır ve nispeten temel bir hız ayarlama işlevine sahiptir.

Konvansiyonel Kontrol Vanası Kontrolü
Enjeksiyon sistemi bir servo motor tarafından tahrik edilir ve enjeksiyon hızı motor hızı ayarlanarak kontrol edilir. Bu yöntem daha yüksek doğruluk ve tepki hızına sahiptir ve yüksek talepli enjeksiyon kalıplama işlemleri için uygundur.
Oransal Valf Kontrolü
Hassas enjeksiyon hızı ayarı için hidrolik sistemin akışını kontrol etmek için oransal bir valf kullanın Oransal valf, akışı bir elektromanyetik sinyalle kontrol eder, böylece enjeksiyon hızı doğru bir şekilde ayarlanabilir ve kontrol edilebilir.

Enjeksiyon Hızı Nasıl Ayarlanır ?
Ürün Özelliklerine Göre Enjeksiyon Hızını Seçin
Ürün yapısı, boyutu, kalınlığı, malzemesi ve diğer faktörler gibi farklı ürün özelliklerine göre enjeksiyon hızını seçin Farklı ürünler farklı enjeksiyon hızları gerektirir ve en iyi kalıplama etkisini elde etmek için enjeksiyon hızını ayarlamanız gerekir.
Makul Ayarlamalar Yapın
Enjeksiyon hızını gerçek duruma göre ayarlamalısınız. Çok hızlı veya çok yavaş gitmeyin, yoksa pek bir şey yapamazsınız.

Bilimsel İşleme Teknolojisi Kullanın
Optimizasyon için üretim deneyimi, gerçek koşullar, orta performans ve diğer faktörlerle birlikte bilimsel ve makul enjeksiyon kalıplama işleme teknolojisini kullanın.
Bilimsel işleme teknolojisi, en iyi işleme etkisini elde etmek için enjeksiyon hızı ve ürün özelliklerinin eşleşmesini en üst düzeye çıkarabilir.

Enjeksiyon Hızı Nasıl Seçilir ?
Enjeksiyon işlemi sırasında eriyiğin akışına göre, enjeksiyon hızını genellikle beş bölüme ayırırız:
Yüksek Hızlı Dolum
İlk kısım ana kanal ve dal kanalıdır. Prensip olarak, kalıplama döngüsünü kısaltabilen yüksek hızlı dolum kullanılır, ancak bu yüksek hızlı enjeksiyonun düşük yüzey kalitesine neden olmaması gerektiği düşünülmelidir.
Düşük Enjeksiyon Hızı
İkinci kısım kapı ve kapının yanındaki ürün kısmıdır. Bu aşamada farklı hammaddeler ve kapı formları için ilgili değişiklikler yapılır.
Tipik olarak, özellikle PC, PMMA, ABS vb. gibi yüksek viskoziteli reçineler ve yan kapılar (dolap şeffaf levhaları, pencere makine paneli kapı kapakları ve uzunlamasına bıçaklar vb. gibi düz kapılar) için püskürtme izlerini ve kapı sis lekelerini önlemek için daha düşük bir enjeksiyon hızı kullanmak istersiniz.

Geçit bir nokta geçidi veya bir tünel geçidi ise ve malzeme PP, PA, PBT, vb. gibi düşük viskoziteli bir reçine ise ve geçidin yakınındaki yüzey kalitesi gereksinimleri yüksek değilse, yüksek hızlı enjeksiyon kullanılabilir.
Yüksek Hızlı Enjeksiyon Prensipleri
Üçüncü kısım kalıplanmış parçanın ana kısmıdır, yani kapının yakınındaki ürün kalıplanmış parçanın ağırlığının yaklaşık 70% ila 80%'sine kadar doldurulur.

Bu parça, kalıplama döngüsünü kısaltmak, metal kalıp boşluğundaki eriyiğin viskozite değişimini azaltmak, ürün yüzeyinin parlaklığını iyileştirmek ve kalıp doldurma sırasında plastik basıncın düşmesinden kaynaklanan deformasyonu azaltmak için yüksek hızlı enjeksiyon kullanır. Kaynak hattının gücünü ve görünümünü iyileştirebilir.
Orta Hızlı Enjeksiyon
Dördüncü kısım yaklaşık 85% ila 90% doludur. Bu parça orta hızda enjekte edilir. Amaç, bir sonraki aşamanın düşük hızlı enjeksiyonuna geçiş yapmak ve kalıplanmış ürünün çok kalın olmasını ve düzensiz geçit nedeniyle yanıp sönmesini önlemektir.

Düşük Hızlı Enjeksiyon
Beşinci adım, boşluğun son doldurulmasıdır. Parlama ve yanma izlerini önlemek ve ürün boyutu ve ağırlığının stabilitesini artırmak için burada düşük hızlı enjeksiyon kullanın. Aynı zamanda, sıkıştırma basıncını da kontrol edebilir ve azaltabilir.
Enjeksiyon Hızının Ayarlanmasıyla Hangi Sorunlar Çözülebilir? ?
Son aşamanın enjeksiyon hızını kontrol ederek parlama, yanma ve sıkışmış hava gibi kusurları önleyebilir veya azaltabiliriz.

Flaş
Dolum sonunda yavaşlama aşırı paketlemeyi önleyebilir, parlamayı önleyebilir ve artık gerilimi azaltabilir. Özellikle enjeksiyonun sonunda havalandırma hızının azaltılması, akış yolunun sonunda yetersiz havalandırma veya minimum dolum basıncı sorunlarının neden olduğu sıkışmış hava sorununu da çözebilir.

Kısa Atış
Kısa atış, eriyik su girişinde yavaşladığında veya eriyik katılaşıp akışı yerel olarak engellediğinde meydana gelir. Bu sorunu, su girişinden veya yerel akış tıkanıklığından hemen sonra enjeksiyon hızını artırarak çözebilirsiniz.

Akış izleri, su girişi yanıkları, moleküler kopma, delaminasyon ve ısıya duyarlı malzemelerdeki soyulma gibi kusurlar, su girişinden geçerken çok fazla kayma nedeniyle oluşur.
Pürüzsüz parçalar ne kadar hızlı enjekte ettiğinize bağlıdır ve cam elyaf dolgulu malzemeler, özellikle naylon, özellikle hassastır. Koyu lekeler (dalgalı desenler) viskozite değişikliklerinden kaynaklanan akış dengesizliğinden kaynaklanır. Bozuk akış dalgalı desenlere veya düzensiz buğuya neden olabilir ve kesin kusur akış kararsızlığının ne kadar kötü olduğuna bağlıdır.

Eriyik su girişinden geçtiğinde, yüksek hızlı enjeksiyon yüksek kesmeye neden olacak ve ısıya duyarlı plastikler yanacaktır. Bu yanmış malzeme boşluktan geçecek, akış cephesine ulaşacak ve parçanın yüzeyinde görünecektir.
Atış Deseni
Atış paterninden kaçınmak için enjeksiyon hızı ayarı, akış hatları alanının hızlı bir şekilde dolmasını ve ardından su girişinden yavaşça geçmesini sağlamalıdır. Bu hız geçiş noktasını bulmak sorunun özüdür. Eğer çok erken olursa, dolum süresi aşırı derecede artacaktır.

Çok geç kalınırsa, aşırı akış ataleti atış paternine neden olacaktır. Eriyik viskozitesi ne kadar düşük ve varil sıcaklığı ne kadar yüksekse, bu atış modelinin eğilimi o kadar belirgin olur. Küçük su girişleri yüksek hızlı ve yüksek basınçlı enjeksiyon gerektirdiğinden, bunlar da akış kusurlarına yol açan önemli bir faktördür.
Küçülme
Büzülmeyi azaltmak için basınç iletimini iyileştirmeniz ve basınç düşüşünü azaltmanız gerekir. Düşük kalıp sıcaklığı ve yavaş vida ilerleme hızı akış uzunluğunu kısaltacaktır, bu nedenle telafi etmek için yüksek bir enjeksiyon hızı kullanmanız gerekir.
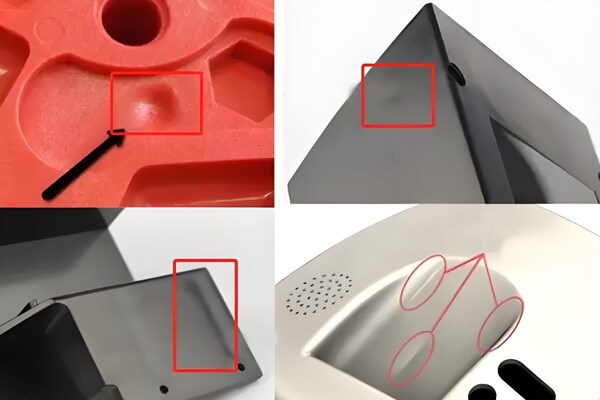
Hızlı akış ısı kaybını azaltır ve yüksek kesme ısısı tarafından üretilen ısı, eriyik sıcaklığının yükselmesine ve parçanın dış katmanının kalınlaşma hızının yavaşlamasına neden olur. Boşluğun kesişimi, çok fazla basınç düşüşünü önlemek için yeterince kalın olmalıdır, aksi takdirde büzülme meydana gelecektir.
Sonuç
Sonuç olarak, enjeksiyon hızı enjeksiyon kalıplama sürecinde çok önemlidir. Enjeksiyon hızını kontrol ederek ürünün daha iyi görünmesini sağlayabilir, daha fazla ürün üretebilir ve ürünün doğru boyutta ve güçlü olduğundan emin olabilirsiniz.
Farklı malzemeler, farklı kalıp yapıları ve farklı ürün gereksinimleri, en iyi kalıplama etkisini elde etmek için enjeksiyon hızının dikkatli bir şekilde ayarlanmasını ve hassas bir şekilde kontrol edilmesini gerektirir.
Bu nedenle, enjeksiyon kalıplama sürecinin ve malzeme özelliklerinin derinlemesine anlaşılması ve bilimsel üretim uygulamaları, enjeksiyon kalıplama üretiminin optimize edilmesi için önemli bir destek sağlayacaktır.







