 İçeriğe geç
İçeriğe geç 

Enjeksiyon kalıplama ve ekstrüzyon kalıplama arasındaki temel fark, enjeksiyon kalıplamanın enjeksiyon kalıbı ile oldukça kısıtlayıcı kalıplama olması ve ekstrüzyonun ekstrüzyon kalıbı ile yarı kısıtlayıcı kalıplama olmasıdır.

Ekstrüzyon ve Enjeksiyon Kalıplama Arasındaki Fark
Malzeme akışkanlığı
Özel enjeksiyon kalıplamag özellikle ince duvarlı ürünler ve büyük ürünler için yüksek malzeme akışkanlığı gerektirir.
Plastik ekstrüzyon açık uçlu olduğundan ve kalıp tersine çevirme gibi büyük bir dirence sahip olmadığından ekstrüzyonun daha az katı malzeme akışı gereksinimleri vardır.

Erime mukavemeti
Enjeksiyon kalıplama bir kalıpta kalıplanır ve kalıp bileşiminin geometrik sınırlamaları vardır, bu nedenle eriyik mukavemeti gereksinimi yüksek değildir.
Ağız kalıbının geometrik sınırlaması da olmasına rağmen, plastik ekstrüzyon kalıplama kalıptan çıktıktan sonra tam olarak kürlenmez ve bu serbest durumda, eğirme gibi düşük eriyik mukavemeti nedeniyle iyi şekillendirilemez.
Buna ek olarak, ekstrüzyon yöntemine genellikle termoform, içi boş şişirme kalıplama gibi sonraki serbest hal işleme kalıplama eşlik eder, bu işlemlerde genellikle farklı derecelerde eriyik gerilmesi vardır, eriyik mukavemeti düşükse, çekilmesi kolaydır.
Bu nedenle, enjeksiyon kalıplama genellikle yüksek eriyik mukavemeti gerektirmezken, ekstrüzyon yöntemi genellikle gereklidir.
Çıkış genişletme
Enjeksiyon kalıplama genellikle çıkış genleşmesi için katı gerekliliklere sahip değildir.
Ekstrüzyon kalıplamanın çıkış genleşmesinin üstesinden gelmek zordur. Bu nedenle, enjeksiyon kalıplama ve ekstrüzyon malzemelerinin viskoelastisitesinin kontrolü de farklı olacaktır.
Enjeksiyon kalıplama, şişirme kalıplama, ekstrüzyon ve blister kalıplama gibi plastikleri kalıplamanın birçok yolu vardır, ancak prensip olarak tüm bu plastik kalıplama işlemleri üç temel aşamadan geçer: eritme (plastikleştirme aşaması), akış (kalıplama aşaması) ve kürleme (soğutma aşaması).
Bu yöntemlerin kendi amaçları ve avantajları vardır ve her ikisi de aşağıdakiler için değerlidir plasti̇k parça üreti̇ci̇leri̇. Burada esas olarak ekstrüzyon kalıplama ile enjeksiyon kalıplama arasındaki farkı açıklayacağız.
Bu iki süreç arasındaki fark nedir?
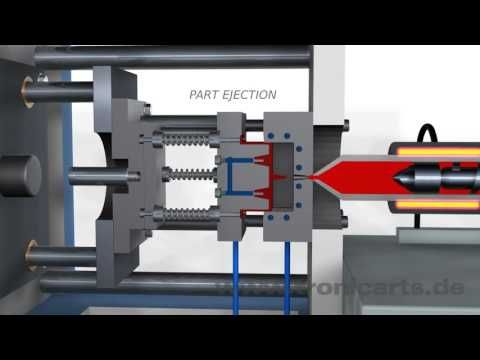
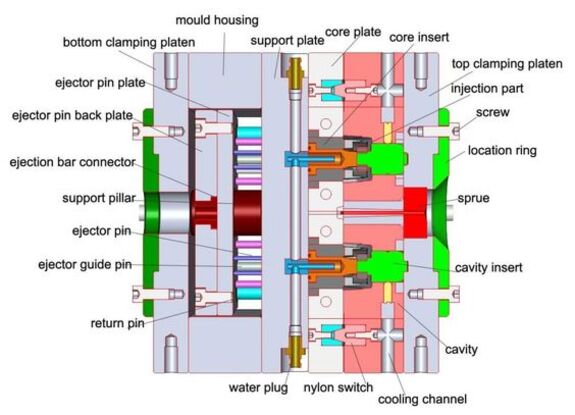
Erimiş kalıp döküm yöntemi enjeksiyon kalıplama sürecinin temelini oluşturur. Enjeksiyon kalıplama ünitesi iki elemandan oluşur: sıkıştırma ünitesi ve enjeksiyon ünitesi. Ekstrüzyondan farklı olarak enjeksiyon kalıplama üç boyutlu şekiller oluşturur.
Ekstrüzyon ve Enjeksiyon Kalıplama Temelleri Basitçe ifade etmek gerekirse, ekstrüzyon işlemi sürekli doğrusal, iki boyutlu şekiller oluşturmak için gereklidir. enjeksiyon kalıplama ise paralel bir çizgide sabit kalmayan üç boyutlu şekiller üretir.
A. Farklı araçlar
1. Enjeksiyon kalıplama: Ana alet enjeksiyon kalıplama makinesidir.
2. Ekstrüzyon kalıplama: Ana alet kauçuk olmayan bir ekstrüderdir.
B. Süreç farklıdır
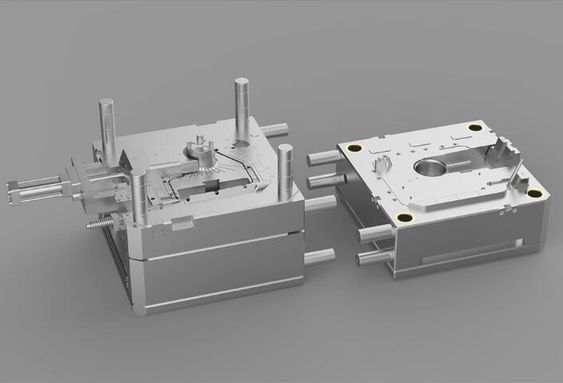
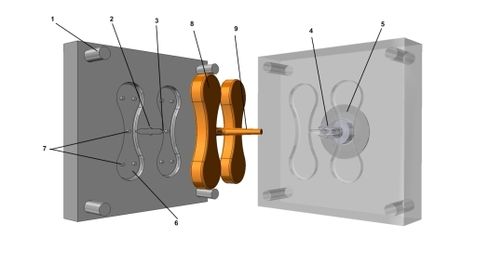
1. Enjeksiyon kalıplama: Plastik, bir enjeksiyon kalıplama makinesinin ısıtılmış kovanında plastikleştirilir ve daha sonra bir ürün oluşturmak için kapalı bir kalıbın boşluğuna bir piston veya pistonlu vida ile enjekte edilir.
2. Ekstrüzyon kalıplama: Ekstrüzyon kalıplama, bir profil oluşturmak için erimiş plastiğin bir kalıptan geçirildiği bir plastik işleme yöntemidir.
Enjeksiyon kalıplama nedir?
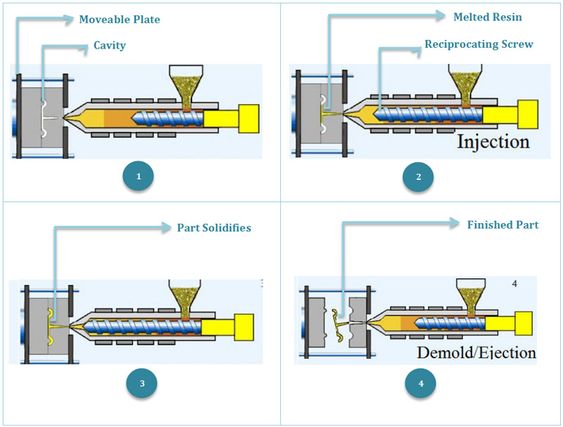
Enjeksiyon kalıplama, plastik reçinenin hazneye konulduğu, daha sonra plastik peletlerin besleme bölümünden sıkıştırma bölümüne bırakıldığı, burada sürtünme ısısının yaratıldığı ve bir enjeksiyon makinesinden erimiş formdaki plastiğin bir piston veya vida ile bir kalıba itildiği ve bir ürün elde etmek için soğutulduğu bir işlemdir.
Plastik, enjeksiyon kalıplama makinesinin ısıtılmış kovanında plastikleştirilir ve daha sonra ürünü oluşturmak için piston veya pistonlu vida ile kapalı kalıbın kalıp boşluğuna enjekte edilir.
Bu yöntem, istenen şekle, hassas boyutlara veya ek parçalara sahip ürünleri işleme kapasitesine sahiptir ve oldukça verimlidir. Çoğu termoplastik ve bazı termoset plastikler (fenolik plastikler gibi) bu yöntemle işlenebilir.
Enjeksiyon kalıplama için kullanılan malzeme, ürünü elde etmek amacıyla kalıp boşluğunu doldurmak için tipik olarak iyi bir akışa sahip olmalıdır.
Enjeksiyon kalıplama işlemi nedir?
Enjeksiyon kalıplama işlemi, katı plastiğin belirli bir erime noktasında eritilmesi, enjeksiyon makinesinin basıncı aracılığıyla belirli bir hızda kalıp yapısına enjekte edilmesi ve ardından tasarlanan kalıpla aynı boşluğa sahip bir ürün elde etmek için plastiğin su yolunda soğutulması prensibine dayanır.
Esas olarak termoplastiklerin plastik kalıplanması için kullanılır, ancak termoset için de kullanılabilir plasti̇k kalip i̇malati. Komple enjeksiyon kalıplama süreci, kalıplama öncesi hazırlık; enjeksiyon işlemi; plastik ürünlerin son işlemlerini içerir.
1. Kalıplama öncesi hazırlık
Yapmak için plasti̇k enjeksi̇yon kaliplama i̇malati sorunsuz bir şekilde ilerlemesini ve ürünlerin kaliteli olmasını sağlamak için, hammadde ön işlemi, varil temizliği, ön ısıtma eki ve ayırıcı madde seçimi gibi bir dizi hazırlığa ihtiyaç vardır. plasti̇k enjeksi̇yon üreti̇mi̇ süreç.
2. Enjeksiyon işlemi
Enjeksiyon işlemi genel olarak şunlardan oluşur: malzeme ekleme - plastikleştirme - enjekte etme - soğutma - kalıptan çıkarma.
3. Şarj etme
O zamandan beri plasti̇k enjeksi̇yon kaliplama hi̇zmeti̇ aralıklı bir süreç olduğundan, istikrarlı çalışmayı, homojen plastikleşmeyi sağlamak ve son olarak yüksek kaliteli malzeme elde etmek için kantitatif (sabit hacimli) bir şekilde malzeme eklemek gerekir. plasti̇k parça i̇malati.
4. Plastikleştirme
Kalıplama malzemesi, gevşek bir toz veya granül katıdan sürekli homojenize bir eriyiğe dönüşmek için enjeksiyon kalıplama makinesinin namlusunda ısıtılır, sıkıştırılır ve karıştırılır.
5. Enjeksiyon
Piston veya vida, namludaki ölçüm konumundan başlayarak enjeksiyon silindiri ve piston aracılığıyla yüksek basınç uygular ve plastikleştirilmiş plastik eriyiği namlunun önündeki nozülden ve kalıptaki nozülden geçirir.
Bu plasti̇k enjeksi̇yon kaliplama i̇malati Plastikleştirilmiş eriyiğin varilin önündeki nozuldan ve kalıptaki dökme sisteminden kapalı kalıp boşluğuna hızlı bir şekilde enjekte edilmesi işlemidir. Enjeksiyon ünitesi üç aşamaya ayrılabilir: akış doldurma, basınç tutma ve büzülme ve geri akış.
6. Soğutma
Dökme sistemindeki plastik donduğunda, sürekli basınç tutma artık gerekli değildir, bu nedenle piston veya vida varildeki plastiği boşaltmak için geri döndürülebilir
Bu nedenle, piston veya vida geri döndürülebilir, varildeki plastik eriyiğin basıncı giderilebilir ve yeni malzeme eklenebilir. Aynı zamanda, kalıbı daha da soğutmak için kalıba soğutma suyu, yağ veya hava gibi soğutma ortamları eklenebilir. Soğutma işlemi, plastik eriyik boşluğa enjekte edildiğinde başlar ve kalıp doldurma ve basınç tutmadan kalıptan çıkarma öncesine kadar geçen süreyi içerir.
7. Kalıptan çıkarma
Kalıbı açmak için plastik parça belirli bir sıcaklığa kadar soğutulur ve plastik parça itme mekanizmasının etkisi altında kalıptan dışarı itilir.
8. Ürünlerin işlenmesi sonrası
A. Tavlama: artık gerilimi ortadan kaldırmak için;
B. Nemlendirme: kalıplanmış parçanın rengini, performansını ve boyutunu stabilize etmek için.
Ekstrüzyon kalıplama nedir?
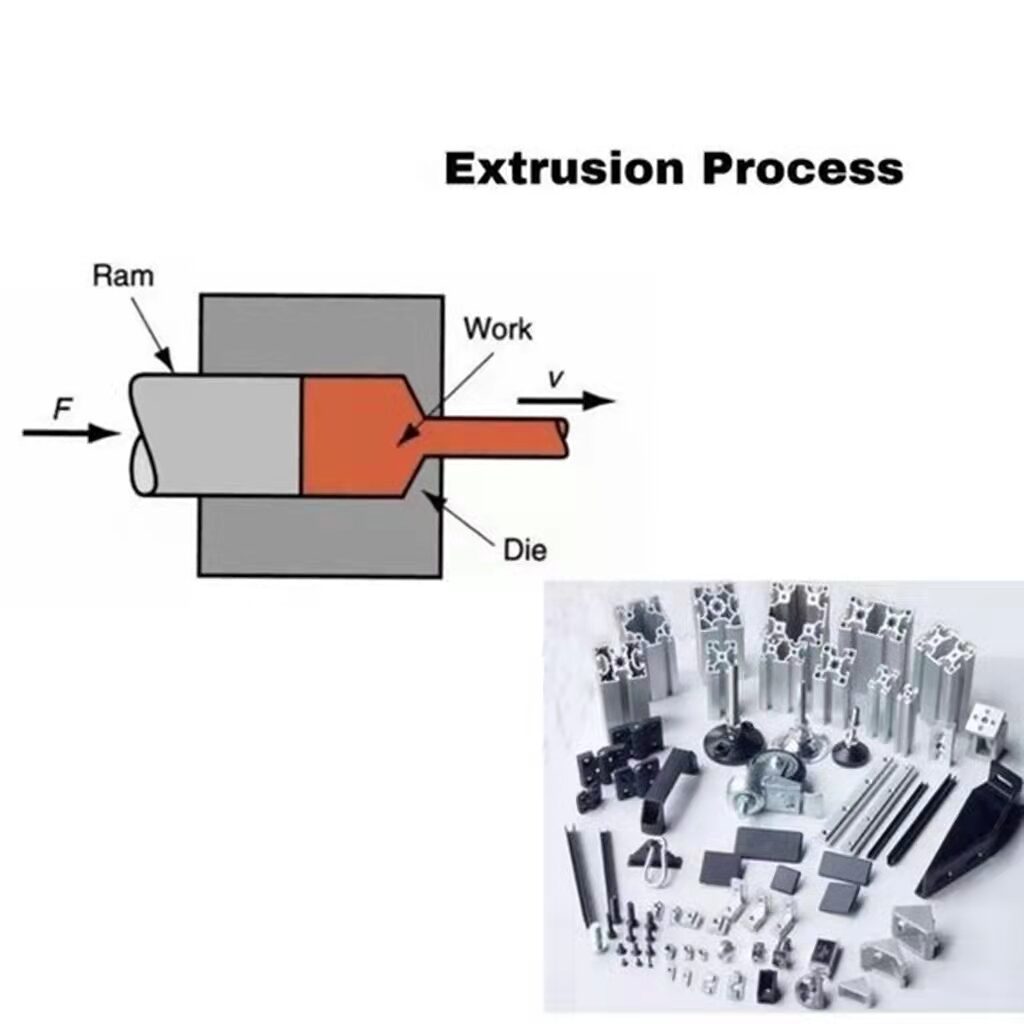
Ekstrüzyon kalıplama, plastik işlemede ekstrüzyon olarak da bilinir, kauçuk olmayan ekstrüder işlemede kalıbın kendisinde hidrolik pres basıncı kullanılarak ekstrüzyona pres çıkışı denir.
Erimiş malzemenin vida tarafından ileri doğru itilirken ekstrüder kovanı ve vida arasındaki hareketle termoplastikleştirildiği ve karmaşık kesitler ve çeşitli kesitli ürünler veya yarı ürünler oluşturmak için kafa boyunca sürekli olarak itildiği bir işleme yöntemidir.
Ekstrüzyon kalıplama, bir polimer malzemenin basınç altında bir vida veya bir pistonun ekstrüzyonu ile sabit bir karmaşık kesite sahip bir kalıptan geçirildiği bir kalıplama yöntemidir.
Süreç Bir ekstrüzyon makinesi olan makine motoru, eritilmiş plastiği bir ısıtıcıdan besleyen bir vidayı döndürür. Ekstrüzyon işlemi temel olarak erimiş plastik malzeme ekleme, eritme ve plastikleştirme, ekstrüzyon, şekillendirme ve soğutmayı içerir.

Ekstrüzyon süreci iki aşamaya ayrılabilir
İlk aşama, katı plastiği plastikleştirmek ve kalıbın istenen şekline benzer bir kesite sahip sürekli bir gövde haline gelmesi için basınç altında özel olarak şekillendirilmiş bir kalıptan geçirmektir;
İkinci aşama ise ekstrüde edilen sürekliliğin uygun bir yöntemle plastisitesini kaybederek katı hale gelmesi, yani istenilen ürünün elde edilmesidir.

Ekstrüzyon kalıplama sınıflandırması
Ekstrüzyon işlemi, plastikleri plastikleştirme şekline göre kuru ve ıslak yöntemlere ayrılabilir.
Kuru işlemin plastikleştirilmesi, plastiğin eriyik haline getirilmesiyle yapılır, plastikleştirme ve basınçlandırma aynı ekipmanda yapılabilir ve şekillendirme işlemi sadece basit bir soğutmadır.
Islak işlemin plastikleştirilmesi, plastiğin çözücü ile yumuşatılmasıyla yapılır, bu nedenle plastikleştirme ve basınçlandırma iki ayrı işleme ayrılmalıdır ve şekillendirme işlemi daha zahmetli çözücü giderme ve çözücü geri kazanımı ile yapılmalıdır.
Islak ekstrüzyon, homojen plastikleştirme ve plastiğin aşırı ısınmasını önleme açısından avantajlara sahip olsa da, yukarıdaki dezavantajlar nedeniyle nitroselüloz ve birkaç selüloz asetat plastiğinin ekstrüzyonu ile sınırlıdır.







