 İçeriğe geç
İçeriğe geç 

Enjeksiyon kalıpları, plastik ürünlerin üretim sürecinde yaygın olarak kullanılan bir endüstriyel üretim aracıdır. Plastiğin eriyene kadar ısıtılmasını, bir kalıba enjekte edilmesini ve ardından soğutularak istenen şekle getirilmesini içerir. Enjeksiyon kalıpları verimlilikleri, hassasiyetleri ve iyi tekrarlanabilirlikleri ile bilinir, bu da onları otomotiv, elektronik, ev aletleri ve tıbbi cihazlar gibi endüstrilerde yaygın olarak uygulanabilir hale getirir. Bu makalede enjeksiyon kalıplarının türleri, yapıları, tasarım ilkeleri, malzeme seçimi ve daha fazlası dahil olmak üzere temelleri tanıtılacaktır.

Ⅰ. Enjeksiyon Kalıbı Nedir?
Enjeksiyon kalıbı, plastik ürünler yapmak için kullanılan bir araçtır. Onlara şekil ve boyutlarını verir. Enjeksiyon kalıplama, aynı şekle sahip çok sayıda parça yapmanın bir yoludur. Plastiği eriterek ve bir kalıba koyarak çalışır. Plastik soğur ve katı hale gelir. Bilgisayarlar, telefonlar ve araba parçaları gibi her gün kullandığımız birçok şey enjeksiyon kalıpları ile yapılır. Enjeksiyon kalıplama ile parça yapmak için ihtiyacınız olan ana şeyler şunlardır enjeksiyon kalıplama makine ve bir kalıp.

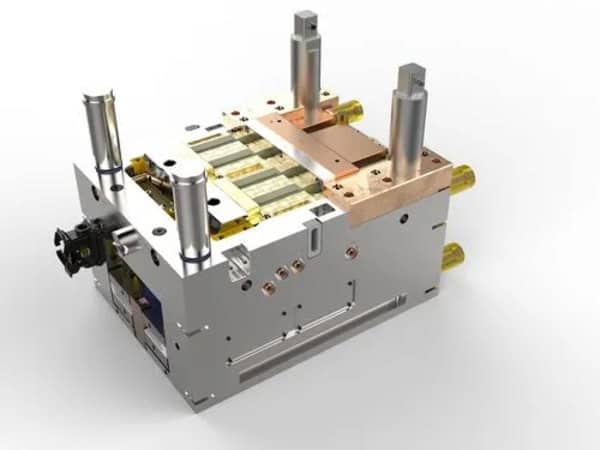
Ⅱ. Enjeksiyon Kalıbının Bileşenleri
1. Enjeksiyon Kalıp Yolluk Sistemi
Bir enjeksiyon kalıbının yolluk sistemi, plastik malzemenin enjeksiyon kalıplama makinesinin nozülünden ürüne aktığı geçittir. Ana yolluk, alt yolluklar, soğuk kuyular ve kapıları içerir ve ayrıca doğrudan ürünün yüzeyine enjekte eden sıcak yolluk sistemlerini de içerebilir.
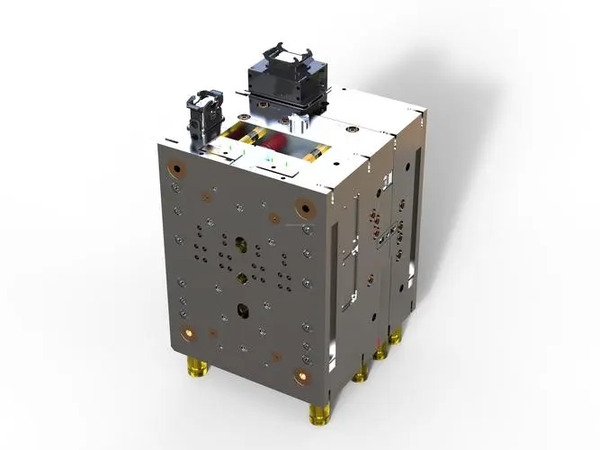
2. Enjeksiyon Kalıp Çerçevesi
Kalıp tabanı olarak da adlandırılan kalıp çerçevesi, tüm bileşenlerin monte edildiği kalıbın ana düzeneğidir. Kalıbı enjeksiyon kalıplama makinesine hassas bir şekilde sabitleyerek enjeksiyon işlemini tamamlar.

3. Kalıp Boşluğu Şekillendirme Bölümü
Kalıp boşluğu, plastik ürünün yapısına göre kalıbın çekirdeği ve boşluğu, sürgüler, açılı pimler, ekler ve diğer bileşenlerin birleşiminden oluşan kapalı bir alandır. Plastik, enjeksiyon makinesinden gelen basınç altında bu kapalı boşluğa girer ve tasarlandığı gibi aynı yapısal şekle sahip gerçek ürünü oluşturmak için katılaşır. Bu kapalı alan kalıp boşluğudur.
4. Kalıp Soğutma Sistemi
Sıcak plastik kalıbı yüksek sıcaklıklarda doldurur ve plastik parçanın sertleşmesi için hızla soğuması gerekir. Enjeksiyon işleminin sıcaklık gereksinimlerini karşılamak için bir sıcaklık kontrol sistemi kalıbın sıcaklığını ayarlar. Termoplastik enjeksiyon kalıpları için kalıbı soğutmak üzere soğutma sistemleri tasarlanmıştır. Yaygın soğutma yöntemleri arasında, dolaşımdaki su yoluyla ısıyı uzaklaştırmak için kalıbın içinde soğutma suyu kanallarının açılması yer alır; kalıbın ısıtılması, soğutma suyu kanallarına ek olarak sıcak su veya buhar kullanılarak da sağlanabilir, kalıbın içine ve çevresine elektrikli ısıtma elemanları monte edilebilir. Soğutmanın yanı sıra, soğutma sistemi ürün deformasyonunu kontrol etmek için de kullanılabilir.
5. Kalıp Konumlandırma Sistemi
Bir enjeksiyon kalıbının konumlandırma sistemi genellikle üç konumlandırma seviyesine sahiptir. İlk seviye, esas olarak ön ve arka kalıpların uzun mesafelerde kaba konumlandırılması için kullanılan kılavuz sütun konumlandırmasıdır; ikinci seviye, ön ve arka kalıp tabanlarını konumlandırmak için kullanılan yan kilitleme konumlandırması olarak da bilinen dik açılı blok konumlandırmasıdır; üçüncü seviye, ön ve arka kalıp çekirdeklerinin hassas konumlandırmasıdır ve her seviye bir öncekinden daha hassastır.
6. Enjeksiyon Kalıp Ejeksiyon Sistemi
Kalıp açıldığında, parçanın arka kalıbın arka tarafında kaldığından ve orada sıkıca tutulduğundan emin olmak önemlidir. Fırlatma sistemi, enjeksiyon makinesinin fırlatma çubuğu tarafından iletilen fırlatma kuvvetini ve parçayı arka kalıp çekirdeğinin arka tarafından itmek için kalıp fırlatma plakasına takılan mekanizmaları kullanır, böylece parça kalıp yüzeyinden alınabilir. Fırlatma mekanizması ejektör pimleri, manşonlar, ejektör plakaları, açılı pimler vb. içerir.

7. Enjeksiyon Kalıbı Havalandırma Sistemi
Kalıbın havalandırma sistemi kalıp tasarımında çok önemlidir. Erimiş plastik kalıp boşluğunu çok hızlı bir şekilde doldurduğunda, erimiş plastiğin düzgün bir şekilde akması için yer açmak üzere boşluk içindeki havanın hızla dışarı atılması gerekir. Enjeksiyon hızları mermi kadar hızlı olabilir, bu nedenle hızlı ve etkili bir havalandırma sistemi çok önemlidir. Gaz havalandırması temel olarak şunlara dayanır: ejektör pimlerinin boşluğu, kesici uçların boşluğu, havalandırma kesici uçlarının boşluğu ve ayırma yüzeyi havalandırması.

Ⅲ. Enjeksiyon Kalıplarının Sınıflandırılması
1. Kalıplama sürecine göre: sıcak yolluk kalıpları ve soğuk yolluk kalıpları.
2. Kalıplama malzemesine göre: metal kalıplar ve metal olmayan kalıplar.
3. Üretim hacmine göre: prototip kalıpları (basit kalıplar) ve üretim kalıpları.
4. Kalıp malzemelerine göre: yumuşak kalıplar ve sert kalıplar.
5. Ürün şekline göre:
- Düz kalıplar: kapaklar, paneller vb. gibi düz şekilli ürünler yapmak için kullanılır.
- Uzun şerit kalıpları: borular, kablo kanalları vb. gibi uzun şerit şekilli ürünler yapmak için kullanılır.
- Kutu kalıpları: kutu, kap vb. gibi belirli bir hacme sahip ürünler yapmak için kullanılır.

6. Kalıp yapısına göre:
- Tek boşluklu kalıplar: sadece bir boşluk, tek bir ürün üretmek için uygundur.
- Çok gözlü kalıplar: birden fazla aynı göz, aynı anda birden fazla ürün üretebilir.
- Çok bileşenli kalıplar: aynı anda birden fazla malzemeyi enjekte ederek kompozit ürünler üretebilir.
Ⅳ. Enjeksiyon Kalıp Tasarımı
1. Tasarım Temeli, Boyutsal Doğruluk ve İlgili Boyutların Doğruluğu
Plastik ürünlerinizin özel gereksinimlerine ve işlevlerine göre hangi kategoriye ait olduğunu belirleyin. Örneğin, oyuncaklar yüksek estetik kalite gerektiren ancak boyutsal olarak doğru olması gerekmeyen plastik ürünlerdir. Öte yandan, işlevsel plastik ürünlerin boyutsal olarak doğru olması gerekir. Kameralar hem estetik açıdan hoş hem de boyutsal açıdan doğru olması gereken plastik ürünlerdir. Kalıptan çıkarma için çekim açısı makul mü? Kalıptan çıkarma için çekim açısı, plastik ürünlerinizin kalıptan çıkarılmasını ve kalitesini doğrudan etkiler. Başka bir deyişle, enjeksiyon sürecinin sorunsuz ilerleyip ilerleyemeyeceğini belirler.

Çekim açınızın makul olup olmadığını belirlerken göz önünde bulundurmanız gereken bazı hususlar şunlardır: Çekim açısı yeterli mi? Çekim açısı, kalıplama sırasında plastik ürününüzün yarılma veya ayrılma yüzeyi ile uyumlu olmalıdır. Ürününüzün görünümünü ve boyutsal doğruluğunu etkileyecek mi? Plastik ürününüzün belirli parçalarının mukavemetini etkileyecek mi?
2. Plastik Ürün Çizimlerinin ve Numunelerinin Ön Tasarımı, Analizi ve Sindirimi
① Ürün geometrik özellikleri.
② Ürün boyutları ve toleransları.
③ Ürün teknik gereksinimleri.
④ Plastik parçacıkların türleri ve dereceleri.
⑤ Ürün görünüm gereksinimleri.
⑥ Ürün denetim standartları.

3. Kavite Sayısı ve Kavite Düzeninin Belirlenmesi
① Enjeksiyon makinesinin maksimum enjeksiyon hacmi karşılanıyor mu?
② Enjeksiyon makinesinin sıkıştırma kuvveti karşılanıyor mu?
③ Kalıbın dış boyutları makinenin gereksinimleri dahilinde mi?
Ürün doğruluğu, renk.
④ Ürün üzerinde herhangi bir yan çekirdek var mı ve bunlar nasıl işleniyor?
⑤ Ürünlerin üretim partisi.
⑥ Ekonomik faydalar (kalıp başına üretim değeri).
⑦ Kalıp döngüsü değerlendirmesi.

4. Ayrılma Yüzeyinin Belirlenmesi
① Görünüm etkisini en aza indirin.
② Ürün doğruluğunu sağlamak ve sonraki kalıp işlemeyi kolaylaştırmak.
③ Geçit sistemi, havalandırma sistemi ve soğutma sistemi tasarımını kolaylaştırın.
④ Açma sırasında ürünün hareketli kalıp tarafında kalmasını sağlamak için kalıp açmayı (bölme, kalıptan çıkarma) kolaylaştırır.
5. Yolluk Sisteminin Tasarımı
Yolluk sisteminin tasarlanması, ana yollukların seçilmesini, alt yollukların şekline ve boyutuna karar verilmesini, geçit konumlarının seçilmesini, geçit tipinin belirlenmesini ve geçit kesit alanının seçilmesini içerir. Bir nokta geçidi kullanırken, alt yollukların kopması için geçidin nasıl çıkarılacağını da düşünmeniz gerekir. Geçit sistemini tasarlarken ilk adım geçit konumunu seçmektir. Yolluk konumu, ürünün kalitesini ve enjeksiyon işleminin sorunsuz ilerlemesini doğrudan etkiler. Yolluk konumu aşağıdaki ilkelere uygun olmalıdır:

① İşleme ve kullanım sırasında kalıbın kolay temizlenmesi için kapılar ayırma yüzeyine yerleştirilmelidir.
② Geçit konumu ile boşluğun çeşitli kısımları arasındaki mesafe mümkün olduğunca tutarlı olmalı ve akış yolu en kısa olmalıdır.
③ Kapı konumu, plastik boşluğa girdiğinde, düzgün akışı kolaylaştırmak için boşluğun geniş ve kalın duvarlı kısımlarına düzgün bir şekilde akmasını sağlamalıdır.
④ Geçit konumu plastik parçanın en kalın bölümüne ayarlanmalıdır.
⑤ Akarken plastiğin duvarlara, maçalara veya kesici uçlara doğrudan çarpmasına izin vermeyin. Boşluğun tüm kısımlarına mümkün olduğunca hızlı akmasına izin verin ve maçaların veya kesici uçların bükülmesine izin vermeyin.
⑥ Kaynak çizgilerini mümkün olduğunca küçük yapın veya önemli olmayan yerlere koyun.
⑦ Geçidi ve plastiğin boşluğa akma şeklini, plastiğin boşluğun her yerinde aynı şekilde akmasını ve havanın boşluktan çıkabilmesini sağlayacak şekilde yapın.

6. Havalandırma Sisteminin Tasarımı
Kalıplanmış ürünlerin kalitesini sağlamak için havalandırma sistemi çok önemlidir:
① Genellikle doldurulacak boşluğun sonunda havalandırma kanalları kullanın. Havalandırma oluğunun derinliği plastiğe bağlı olarak değişir, genellikle 0,02'nin altındaki POM gibi parlamayan plastik için izin verilen maksimum boşluk ile belirlenir.
② Havalandırma için çekirdek ekleme itme çubuğu veya havalandırma ekleme iğnesi arasındaki boşluğu kullanın.
③ Fırlatma sırasında ürünün vakum deformasyonunu önlemek için hava deliklerinin ayarlanması gerekir.
④ Ürünün boşluğa vakumla emilmesini önlemek için hava yastıklarının tasarlanması gerekir.
7. Soğutma Sisteminin Tasarımı
Soğutma sistemini tasarlamak karmaşık bir iştir. Soğutma sisteminin ne kadar iyi soğutacağını ve ne kadar eşit soğutacağını düşünmeyi içerir. Ayrıca soğutma sisteminin kalıbın genel yapısını nasıl etkilediğini de göz önünde bulundurmayı içerir:
① Soğutma sisteminin nasıl düzenlendiği ve hangi şekillere sahip olduğu.
② Soğutma sisteminin nerede bulunduğu ve ne kadar büyük olduğu.
③ Hareketli kalıplar veya kesici uçlar gibi önemli parçaların nasıl soğutulacağı; sürgülerin ve açılı üst kısımların nasıl soğutulacağı.
④ Soğutma parçalarının nasıl tasarlanacağı ve standart soğutma parçalarının nasıl seçileceği.
⑤ Soğutma sisteminin genel olarak ne kadar iyi yalıtıldığı.

Ⅴ. Kalıp Üretim Süreci
1. Kalıp İmalat Hazırlığı
Başlamadan önce enjeksiyon kalıp işlemebazı hazırlık çalışmaları yapmanız gerekir. Öncelikle, yapıyı, boyutu, malzemeyi vb. belirlemek için ürün gereksinimlerine ve tasarım çizimlerine dayalı olarak kalıbı analiz etmeniz gerekir. Ardından, analiz sonuçlarına göre uygun işleme ekipmanı ve araçlarını seçin ve gerekli malzemeleri ve yardımcı ekipmanı hazırlayın.
2. Kalıp İmalatı
① Kalıp boşlukları yapmak: Kalıp tasarım çizimlerine dayanarak kalıp boşlukları yapmak için doğru malzemeleri ve yöntemleri kullanın.
② Kalıp boşlukları oluşturma: Boşlukları kaba işledikten sonra, kalıp boşlukları yapmak için bunları işleyin. Boşlukların doğruluğu ve bitişi, enjeksiyon kalıplı ürünlerin kalitesini doğrudan etkiler.
③ Diğer kalıp parçalarının yapılması: Tasarım çizimlerine dayanarak yolluk sistemleri, soğutma sistemleri ve fırlatma sistemleri gibi diğer kalıp parçalarını yapın.

3. Kalıp Montajı
Kalıp yapmak için kalıp parçalarını bir araya getirin. Parçaları bir araya getirdiğinizde, birbirlerine iyi oturduklarından ve doğru yerde olduklarından emin olun. Bu, kalıbın güçlü olmasını ve iyi çalışmasını sağlayacaktır.
4. Kalıp Deneme ve Ayarlama
Kalıp montajı tamamlandıktan sonra, bir deneme üretimi yapmanız gerekir. Deneme üretiminin amacı, kalıp tasarımının üretim gereksinimlerini karşılayıp karşılamadığını kontrol etmek ve herhangi bir sorun bulunursa kalıbı ayarlamak ve optimize etmektir. Deneme üretim süreci, kalıbın kalitesini ve performansını sağlamak için önemli bir adımdır.
5. Deneme Üretimi ve Denetimi
Deneme üretim süreci sırasında, üretilen enjeksiyon kalıplı ürünleri boyutlar, görünüm ve performans dahil olmak üzere incelemeniz gerekir. Denetim sonuçlarına göre, üretim gereksinimleri karşılanana kadar kalıbı ayarlamanız ve optimize etmeniz gerekir.

6. Teslimat ve Kullanım
Kalıp, deneme üretimi ve denetim yoluyla kalifiye hale getirildikten sonra, kullanım için müşteriye teslim edilebilir. Kullanım sırasında enjeksiyon kalıbı Tasarımcı, kalıbın normal çalışmasını ve üretim verimliliğini sağlamak için gerekli teknik destek ve bakım hizmetlerini sağlamalıdır.
Ⅵ. Sonuç
Enjeksiyon kalıpları yapmak, insan yaratıcılığının ve hassas mühendisliğin bir kanıtıdır. İlk tasarım aşamasından mükemmel kalıpların üretimine kadar, süreçteki her adım profesyonel bilgi ve detaylara dikkat gerektirir. Bu kılavuzda tartıştığımız gibi, enjeksiyon kalıp imalatı sadece bir üretim süreci değildir; modern endüstrinin temel taşıdır.
Enjeksiyon kalıp üretiminde gerçekten iyi olduğunuzda, yepyeni bir olasılıklar dünyasının kapılarını açarsınız. Yenilikçi ürünlerinizi pazara daha hızlı sunabilir, üretim süreçlerinizi daha verimli hale getirebilir ve en yüksek kalite ve güvenilirlik standartlarını koruyabilirsiniz. Enjeksiyon kalıp imalatı, otomotiv endüstrisinden tıp endüstrisine kadar her yerdedir. Kullandığımız ürünleri ve içinde yaşadığımız dünyayı şekillendirir.

Enjeksiyon kalıp imalatının geleceği hızla değişiyor. 3D baskı ve otomasyon gibi yeni teknolojiler kalıpların tasarlanma, üretilme ve kullanılma şeklini değiştiriyor. Daha iyi özelliklere sahip ve daha fazlasını yapabilen yeni malzemeler de geliştiriliyor.
Bu gelişmeleri benimserken, enjeksiyon kalıp imalatını mükemmel kılan temel ilkeleri hatırlamak önemlidir: hassasiyet, kalite ve yenilik. İşletmeler ve bireyler bu ilkelere bağlı kalarak sürekli değişen üretim ortamında güvenle yol alabilirler.
Bu nedenle, ister sektörde deneyimli olun ister üretimde yeni olun, sektörün büyüleyici dünyasını keşfetmek için zaman ayırın enjeksiyon kalıp imalatı. Geçmişten ders alın, bugünü kucaklayın ve enjeksiyon kalıp üretiminin yenilik, verimlilik ve ilerleme sağlamaya devam edeceği geleceğe bakın.







