 İçeriğe geç
İçeriğe geç 
Multi Jet Fusion (MJF) 3D Baskı Hizmetleri
Hızlı teslim sürelerine sahip güçlü, ayrıntılı parçalar için profesyonel Multi Jet Fusion (MJF) 3D baskı hizmetlerimizi keşfedin.

Multi Jet Fusion (MJF) 3D Baskı için Eksiksiz Kılavuz için Kaynaklar
Multi Jet Fusion (MJF) 3D Baskı Nedir?
Multi Jet Fusion (MJF), HP (Hewlett-Packard) tarafından geliştirilen ve tanıtılan yüksek hızlı, endüstriyel sınıf bir eklemeli üretim teknolojisidir. Bu teknoloji toz yatağı füzyonu 3D baskı süreçleri ailesi. Özünde MJF, hem hızlı prototipleme hem de seri üretim için lider bir teknoloji olarak konumlandıran bir hız, ayrıntı ve parça kalitesi seviyesiyle, katman katman granül termoplastik tozdan fonksiyonel prototipler ve son kullanım üretim parçaları oluşturur.
Bir parçanın geometrisini izlemek ve sinterlemek için tek bir lazer kullanan diğer toz yatağı füzyon yöntemlerinin aksine (SLS gibi), MJF benzersiz, alan çapında bir işlem kullanır. Kimyasal maddeleri toz yatağının tüm yüzeyine tek bir geçişte seçici olarak uygulamak için bir inkjet dizisi kullanır. Bu temel fark, olağanüstü hız ve üretkenliğin anahtarıdır ve birçok alternatife kıyasla parça başına daha düşük maliyetle sağlam, yüksek kaliteli parçaların üretilmesini sağlar.
1. Temel Prensip: Detaylandırma Maddesi ile Toz Yatak Füzyonu:
MJF'nin yeniliği, iki temel sıvı madde kullanmasında yatmaktadır: Bir Kaynaştırma Maddesi ve bir Detaylandırma Maddesi.
- Eritici Ajan: Bu siyah, termal olarak iletken bir mürekkeptir. Toz yatağının katı parça haline gelmesi amaçlanan alanlarına hassas bir şekilde püskürtülür. Kızılötesi enerji uygulandığında, bu madde ısıyı emerek alttaki toz parçacıklarının erimesine ve birbirine kaynaşmasına neden olur.
- Detaylandırma Ajanı: Bu madde parçanın dış konturunun etrafına püskürtülür. Birincil işlevi füzyonu engellemektir. Termal yalıtkan görevi görerek parçanın sınırındaki tozun erimesini önler. Bu, erimiş ve erimemiş bölgeler arasında keskin bir termal geçiş yaratarak net kenarlar, ince özellik tanımı ve aksi takdirde mümkün olandan daha pürüzsüz bir yüzey kalitesi sağlar.
Bu çift aracılı sistem, MJF'ye parçanın özellikleri üzerinde voksel düzeyinde kontrol sağlıyor ve bu da teknolojinin gelecekteki malzeme ve özellik geliştirme potansiyelinin temel taşı.
2. MJF Katmanlı Üretim Ortamında Nasıl Ayrılıyor?
MJF sadece mevcut teknolojiler üzerinde artımlı bir iyileştirme değil; toz bazlı 3D baskıda bir paradigma değişimini temsil ediyor. 3D baskının tasarım özgürlüğü ile üretim için gereken üretim verimliliği arasındaki boşluğu dolduruyor.
- Prototipleme için: Nihai enjeksiyon kalıplı parçaların mekanik özelliklerini yakından taklit eden son derece işlevsel, dayanıklı prototipler oluşturma yeteneği sunar.
- Üretim için: Hızı, tutarlılığı ve maliyet etkinliği, düşük ila orta hacimli üretim çalışmaları, özel parçalar ve kalıplanması imkansız olan karmaşık geometriler için enjeksiyon kalıplama gibi geleneksel üretim yöntemlerine uygun bir alternatif haline getirir.
Multi Jet Füzyon Teknolojisi Nasıl Çalışır?
1. Adım Adım MJF Baskı Süreci:
Adım 1: Malzeme Biriktirme
İşlem, yapı odasının içinde başlar. Bir yeniden kaplayıcı mekanizması, yapı platformu boyunca ince, hassas bir termoplastik toz tabakasını (örneğin PA 12) süpürerek taze, homojen bir toz yatağı oluşturur. Hazne, malzemenin erime noktasının hemen altındaki bir sıcaklığa kadar önceden ısıtılır, bu da füzyon için gereken enerjiyi en aza indirir ve bükülmeyi önlemeye yardımcı olur.
Adım 2: Temsilci Başvurusu
Bu, MJF sürecinin belirleyici adımıdır. 2D kağıt yazıcılarda bulunanlara benzer ancak çok daha gelişmiş bir mürekkep püskürtmeli yazıcı kafası toz yatağının üzerinden geçer. Bu taşıyıcı, kimyasal maddelerin küçük damlacıklarını (pikolitre) son derece hassas bir şekilde püskürtebilen binlerce nozül içerir. Hareket ederken aynı anda iki eylem gerçekleştirir:
- Kaynaştırıcı Ajanın Rolü: Baskı kafası, tozun belirli bir katman için parçanın enine kesitine karşılık gelen alanlarına seçici olarak eritme maddesini bırakır. Bu madde, son derece etkili bir kızılötesi radyasyon emici olacak şekilde tasarlanmıştır. Esasen 3D modelin dilimini toz üzerine "boyar".
- Detaylandırma Görevlisinin Rolü: Eş zamanlı olarak, baskı kafası detaylandırma maddesini parçanın geometrisinin çevresine uygular. Bu madde füzyonu engelleyen özelliklere sahiptir. Sınırları soğutarak ısının yayılmasını ve çevredeki gevşek tozu kısmen eritmesini önler. Bu hassas termal kontrol, MJF'nin keskin kenarlar ve ince detaylar elde etmesini sağlayan şeydir.
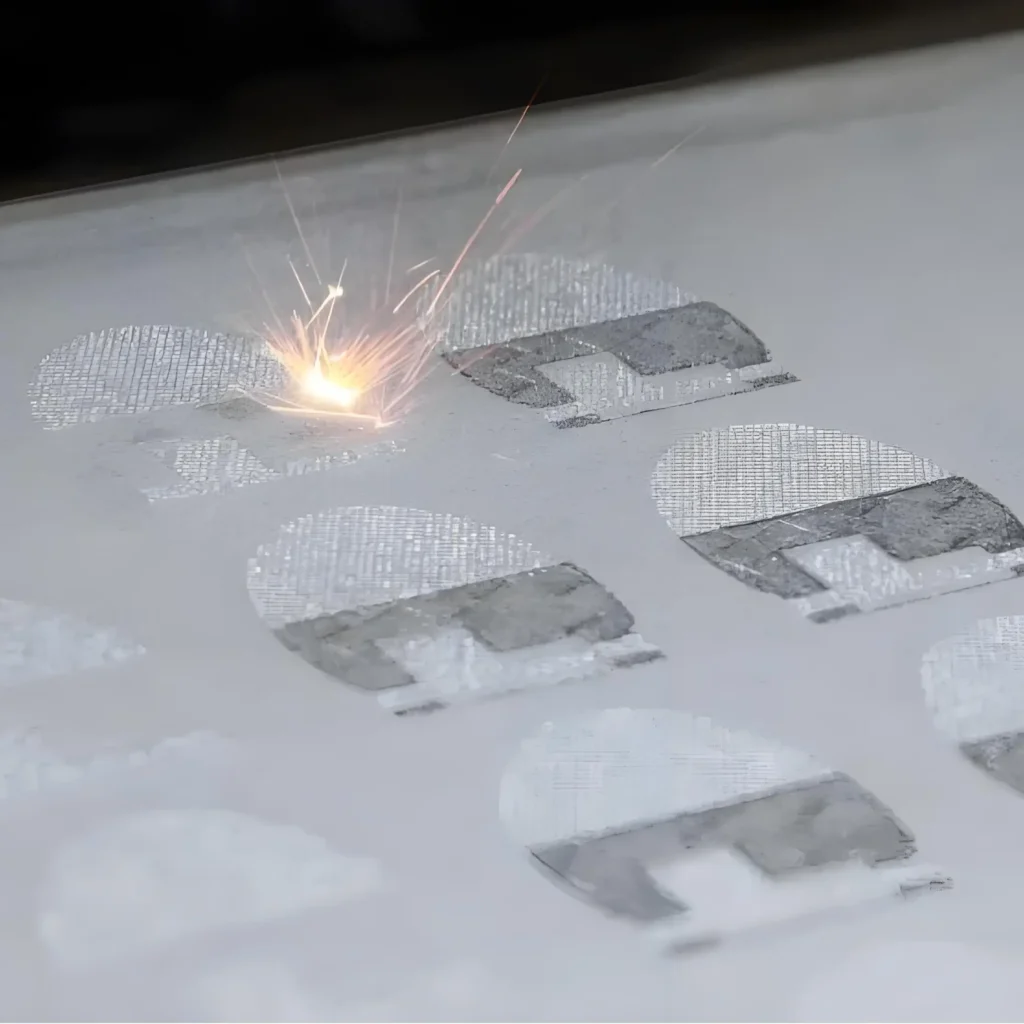
Adım 3: Enerji Uygulaması ve Kaynaştırma
Maddeler uygulandıktan hemen sonra, bir kızılötesi enerji kaynağı (bir dizi yüksek güçlü lamba) tüm toz yatağının üzerinden geçer. Siyah eritme maddesi uygulanan alanlar bu enerjiyi hızla emerek sıcaklıklarının malzemenin erime noktasının üzerine çıkmasına neden olur. Bu bölgelerdeki toz erir ve katı bir tabaka halinde birleşir. İşlenmemiş toz ve detaylandırma maddesi ile işlenmiş alanlar o kadar fazla enerji emmez ve gevşek toz olarak kalır.
Adım 4: Katman Tamamlama ve Tekrarlama
Katman kaynaştıktan sonra, yapı platformu tek bir katmanın kalınlığı kadar alçalır (tipik olarak yaklaşık 80 mikron). Yeniden kaplayıcı daha sonra üstüne yeni bir toz katmanı bırakır ve tüm döngü (Adım 1-4) tekrarlanır. Bu işlem, tüm parça veya parça grubu tamamlanana kadar katman katman devam eder. Parçalar çevreleyen erimemiş toz tarafından desteklendiğinden, özel destek yapılarına gerek yoktur, bu da karmaşık geometrilere ve verimliliği en üst düzeye çıkarmak için yapı hacmi içinde birden fazla parçayı yerleştirme yeteneğine izin verir.

2. Baskı Sonrası: Soğutma ve Ambalajdan Çıkarma Süreci:
Baskı aşaması tamamlandığında, kaynaşmış parçaları ve çevresindeki gevşek tozu içeren tüm yapı birimi yazıcıdan ayrı bir işleme istasyonuna taşınır.
- ① Kontrollü Soğutma: Yapı ünitesi yavaşça ve kontrollü koşullar altında soğutulmalıdır. Bu, parça doğruluğunu ve optimum mekanik özellikleri sağlamak için kritik bir adımdır. Soğutma işleminin aceleye getirilmesi çarpıklığa ve iç gerilimlere yol açabilir. Bu soğutma süresi, genel MJF iş akışının önemli bir parçasıdır ve birkaç saat sürebilir.
- ② Parça Çıkarma: Soğutulduktan sonra yapı ünitesi ambalajından çıkarılır. Kaynaşmış parçalardan ve kaynaşmamış tozdan oluşan blok parçalanır. Gevşek tozun büyük çoğunluğu çıkarılır ve geri dönüşüm için toplanır.
- ③ Toz Giderme: Parçalar daha sonra bir temizleme istasyonuna taşınır ve burada kalan erimemiş toz, tipik olarak boncuk püskürtme veya basınçlı hava kullanılarak titizlikle temizlenir. Böylece hafif pürüzlü, mat gri bir yüzey kaplamasına sahip bitmiş parçalar ortaya çıkar.

Geri kazanılan toz, belirli bir oranda taze tozla karıştırılır ("yenileme" adı verilen bir işlem) ve sonraki yapılarda kullanılabilir. Bu yüksek yeniden kullanılabilirlik oranı (tipik olarak 80-90%), MJF'yi daha düşük yenileme oranlarına sahip diğer toz yatağı teknolojilerine kıyasla daha sürdürülebilir ve uygun maliyetli bir süreç haline getirir.
MJF'nin Tipik Uygulamaları Nelerdir?
Hız, maliyet etkinliği ve sağlam malzeme özelliklerinin benzersiz kombinasyonu, Multi Jet Fusion'ı tüm ürün yaşam döngüsünü kapsayan çok çeşitli uygulamalar için uygun çok yönlü bir teknoloji haline getirmektedir.
1. Fonksiyonel Prototipleme:
MJF, zorlu testlere dayanabilecek yüksek sadakatli, işlevsel prototipler oluşturmada mükemmeldir.
- Form, Uyum ve İşlev Testi: Mühendisler, mekanik özellikleri son kullanım parçalarıyla neredeyse aynı olan prototipler üreterek montajların, geçmelerin ve hareketli bileşenlerin gerçekçi bir şekilde test edilmesini sağlayabilir.
- Hızlı Yineleme: MJF sürecinin hızı, tasarım ekiplerinin CAD modelinden fiziksel parçaya hızlı bir şekilde geçmesine, test etmesine, kusurları belirlemesine ve haftalar yerine günler içinde tasarım üzerinde yineleme yapmasına olanak tanır. Bu da tüm ürün geliştirme döngüsünü hızlandırır.
- Sağlam ve Dayanıklı Prototipler: Daha kırılgan prototipleme teknolojilerinin aksine, PA 11 ve PA 12 gibi malzemelerden yapılan MJF parçaları sağlamdır, kimyasal olarak dayanıklıdır ve fiziksel strese dayanabilir, bu da onları saha testleri için ideal hale getirir.
2. Son Kullanım Üretim Parçaları:
MJF'nin gerçekten parladığı ve kendisini diğer birçok 3D baskı teknolojisinden ayırdığı yer burasıdır. Sadece bir prototipleme aracı değil; meşru bir üretim çözümüdür.
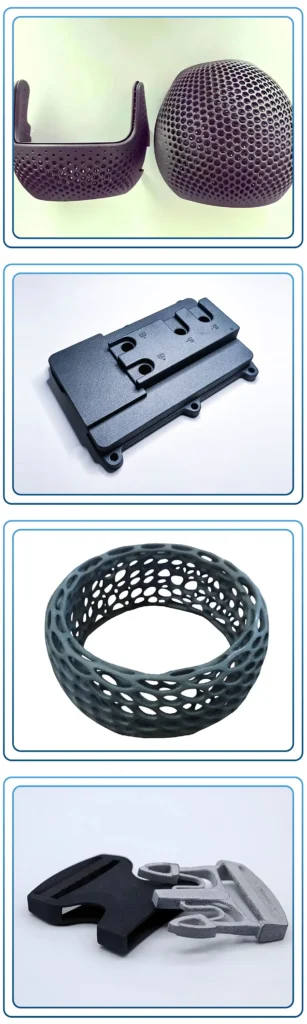
① Otomotiv Bileşenleri:
Otomotiv endüstrisi, hem prototip oluşturma hem de kritik olmayan iç, dış ve kaput altı bileşenlerin üretimi için MJF'den yararlanmaktadır.
- Örnekler: Braketler, klipsler, sıvı yuvaları, gösterge paneli bileşenleri, özel trim parçaları ve kanallar.
- Avantajlar: PA 12'nin yağlara ve sıvılara karşı kimyasal direnci, dayanıklılığı ve karmaşık, hafif yapılar üretme kabiliyeti önemli avantajlardır.
② Tıbbi ve Sağlık Hizmetleri Cihazları:
PA 12 gibi MJF malzemeleri biyouyumludur (USP Sınıf I-VI ve Sağlam Cilt Yüzeyi Cihazları için ABD FDA kılavuzu sertifikalı) ve sterilize edilebilir, bu da onları çok çeşitli tıbbi uygulamalar için uygun hale getirir.
- Örnekler: Cerrahi kılavuzlar, ortopedik modeller, özel ortez ve protezler, tıbbi cihaz muhafazaları ve laboratuvar ekipmanları.
- Avantajlar: Hastaya özel parçalar, karmaşık iç kanallar ve hafif tasarımları mükemmel detaylarla oluşturma becerisi.
③ Tüketim Malları ve Elektronik:
MJF, çeşitli tüketici ürünleri için dayanıklı muhafazalar, muhafazalar ve iç bileşenler üretmek için kullanılır.
- Örnekler: Drone gövdeleri, özel elektronik muhafazalar, kulaklık bileşenleri ve koruyucu kılıflar.
- Avantajlar: Mükemmel yüzey kalitesi (özellikle son işlemden sonra), yüksek detay ve düşmelere ve günlük kullanıma dayanma gücü.
④ Endüstriyel Mastarlar, Fikstürler ve Takımlar:
Üretim katları, MJF'nin özel takımları hızlı bir şekilde üretme becerisinden büyük ölçüde faydalanmaktadır.
- Örnekler: Montaj aparatları, kontrol mastarları, delme kılavuzları ve robotik için kol sonu takımları.
- Avantajlar: Ağır, pahalı ve üretimi yavaş metal takımların hafif, ergonomik ve uygun maliyetli 3D baskılı alternatiflerle değiştirilmesi üretim hattı verimliliğini ve operatör güvenliğini artırır.
3. Karmaşık Geometriler ve Kafes Yapılar:
MJF destek yapıları gerektirmediğinden, benzeri görülmemiş bir tasarım özgürlüğünün kilidini açar. Bu özellikle geometrik karmaşıklıktan yararlanan uygulamalar için değerlidir.
- Kafes Yapılar: Mühendisler, yapısal bütünlüğü korurken ağırlığı ve malzeme kullanımını azaltmak için karmaşık iç kafes yapılara sahip parçalar tasarlayabilirler. Bu, havacılık ve yüksek performanslı otomotiv uygulamalarında kritik öneme sahiptir.
- Parça Konsolidasyonu: Bir montajın birden fazla ayrı bileşeni yeniden tasarlanabilir ve tek, karmaşık bir parça olarak basılabilir. Bu da montaj süresini kısaltır, potansiyel arıza noktalarını ortadan kaldırır ve tedarik zincirini basitleştirir.

MJF Hem Prototipleme Hem de Üretim için Uygun mu?
Kesinlikle. Multi Jet Fusion'ın en cazip değer tekliflerinden biri, hem ürün geliştirmenin ilk aşamaları hem de üretimin son aşamaları için güçlü bir araç olarak hizmet veren ikili yeteneğidir.
1. Hızlı Prototipleme için MJF:
MJF, yüksek kaliteli işlevsel prototipler oluşturmak için üstün bir seçim olarak ortaya çıkmıştır.
- Hız: Alan çapında baskı süreci, MJF'nin prototipleri FDM veya SLS gibi teknolojilerden önemli ölçüde daha hızlı üretmesine olanak tanıyor, özellikle de yapı hacmi birden fazla parçayla dolu olduğunda. Tam bir prototip üretimi genellikle bir gecede tamamlanabiliyor.
- Fonksiyonel Eşitlik: MJF parçaları mükemmel, neredeyse izotropik mekanik özellikler sergiler. Bu, bir prototipin mukavemetinin ve davranışının, yapı haznesindeki yöneliminden bağımsız olarak son derece tutarlı olduğu anlamına gelir. Prototip enjeksiyon kalıplı bir parça gibi davrandığından, bu öngörülebilirlik fonksiyonel testler için çok önemlidir.
- Malzeme Özellikleri: PA 12 veya PA 11'den yapılan prototipler sadece görsel değerlendirme için değildir. Sağlam, dayanıklı ve kimyasal olarak dirençlidirler, diğer teknolojilerin prototiplerini yok edecek gerçek dünya test senaryolarına izin verirler.

2. Seri Üretim için MJF:
MJF, üretim düşünülerek sıfırdan tasarlanmıştır. Çeşitli faktörler onu belirli uygulamalar için geleneksel üretime uygun ve genellikle daha üstün bir alternatif haline getirmektedir.
- Ekonomik Ölçeklenebilirlik: MJF ile parça başına maliyet, özellikle düşük ila orta hacimli çalışmalar için (yüzlerce ila binlerce birim) oldukça rekabetçidir. Yüksek hız, parçaları yapı hacminde yoğun bir şekilde yerleştirme yeteneği ve yüksek toz yeniden kullanılabilirlik oranı, bu miktarlar için enjeksiyon kalıplamaya meydan okuyan uygun ekonomiye katkıda bulunur.
- Tutarlılık ve Tekrarlanabilirlik: MJF yazıcılar olağanüstü proses kontrolü sunarak yüksek boyutsal doğruluk ve parçadan parçaya tekrarlanabilirlik sağlar. Bu, üretim ortamları için tartışılmaz bir gereklilik olan 1.000'inci parçanın ilkiyle neredeyse aynı olmasını sağlar.
- Tedarik Zinciri Çevikliği: MJF, talep üzerine üretim ve dijital envanter sağlar. Şirketler fiziksel parçaları depolamak yerine dijital dosyaları depolayabilir ve parçaları gerektiği gibi basabilir. Bu, depolama maliyetlerini düşürür, eski stoktan kaynaklanan israfı en aza indirir ve yerelleştirilmiş üretime izin vererek teslim sürelerini kısaltır.
- Toplu Özelleştirme: MJF, özelleştirilmiş veya kişiselleştirilmiş ürünlerin büyük ölçekte üretilmesini ekonomik olarak mümkün kılmaktadır. Takımlama olmadığından, bir yapıdaki her parça ek maliyetlere neden olmadan benzersiz olabilir.

3. Aradaki Köprü: Tek Bir Teknoloji ile Prototipten Üretime:
MJF'nin hem prototipleme hem de üretim için kullanılması sorunsuz bir geçiş sağlar. Test edilen ve doğrulanan prototip, nihai üretim parçasıyla tamamen aynı malzemeden ve süreçten yapılır. Bu, bir prototipleme teknolojisinden (örneğin FDM) bir üretim teknolojisine (örneğin enjeksiyon kalıplama) geçerken sıklıkla ortaya çıkan riskleri ve yeniden doğrulama adımlarını ortadan kaldırır. Bu süreklilik, ürün geliştirme sürecinin riskini azaltır ve pazara sunma süresini önemli ölçüde hızlandırır.
MJF 3D Baskıda Yaygın Olarak Hangi Malzemeler Kullanılır?
MJF için malzeme seçimi FDM gibi diğer teknolojilere göre daha seçkin olsa da, mevcut malzemeler performans için yüksek düzeyde tasarlanmıştır ve çok çeşitli endüstriyel uygulamaları kapsamaktadır. Portföy sürekli olarak genişlemektedir, ancak birincil malzemeler sağlam termoplastiklerdir.
1. Poliamidler (Naylonlar):
Naylonlar, mükemmel mukavemet, esneklik ve termal/kimyasal direnç dengesiyle bilinen MJF baskının temel taşıdır.
① PA 12 (İşgücü Malzemesi):
HP 3D Yüksek Yeniden Kullanılabilirlik PA 12, MJF için en yaygın ve çok yönlü malzemedir. Mükemmel çok yönlü özelliklere sahip sağlam bir termoplastiktir.
Özellikleri ve Faydaları:
- Yüksek Mukavemet ve Sertlik: Sağlam, dayanıklı parçalar sağlar.
- İyi Kimyasal Direnç: Yağlara, greslere, alifatik hidrokarbonlara ve alkalilere karşı dayanıklıdır.
- Mükemmel Detay Çözünürlüğü: İnce özellikler ve keskin kenarlar üretebilir.
- Biyouyumluluk: Cilt teması içeren tıbbi uygulamalar için sertifikalıdır.
- Yüksek Yeniden Kullanılabilirlik: Sektör lideri toz yenileme oranları (yaklaşık 80% geri dönüştürülmüş ila 20% işlenmemiş toz) onu uygun maliyetli ve daha sürdürülebilir hale getirir.
Yaygın Kullanım Alanları: Fonksiyonel prototipler, üretim aparatları ve fikstürleri, tıbbi cihazlar, otomotiv bileşenleri ve karmaşık montajlar. MJF uygulamalarının çoğu için tercih edilen malzemedir.
② PA 11 (Biyo-Bazlı Alternatif):
HP 3D Yüksek Yeniden Kullanılabilirlik PA 11 yenilenebilir bir kaynaktan (hint yağı) üretilir, bu da onu daha çevre dostu bir seçim haline getirir. PA 12'ye kıyasla farklı mekanik özellikler sunar.
Özellikleri ve Faydaları:
- Üstün Süneklik ve Darbe Dayanımı: PA 11, PA 12'ye göre daha az kırılgandır ve kopma anında daha yüksek uzama sağlar. Bu da onu geçmeli bağlantılar, canlı menteşeler ve darbeye maruz kalan bileşenler gibi kırılmadan bükülmesi gereken parçalar için ideal hale getirir.
- Geliştirilmiş İzotropik Özellikler: Tüm eksenlerde daha da tutarlı mekanik özellikler sergiler.
- Biyo-Bazlı: Daha sürdürülebilir bir malzeme seçeneği sunar.
Yaygın Kullanım Alanları: Protezler, spor ekipmanları, drone bileşenleri ve yüksek tokluk ve yorulma direnci gerektiren her türlü uygulama.
③ Cam Dolgulu PA 12 (PA 12 GB):
HP 3D High Reusability PA 12 with Glass Beads (GB), 40% cam boncuk dolgu maddesi içeren kompozit bir malzemedir.
Özellikleri ve Faydaları:
- Artırılmış Sertlik ve Boyutsal Kararlılık: Cam boncuklar malzemenin sertliğini önemli ölçüde artırır ve eğilme eğilimini azaltır, bu da onu yüksek sertlik gerektiren ve yük veya sıcaklık değişimleri altında sıkı toleransları koruması gereken parçalar için ideal hale getirir.
- Geliştirilmiş Aşınma Direnci: Aşındırıcı aşınmaya karşı daha iyi direnç sunar.
Yaygın Kullanım Alanları: Uzun süreli stabilite ve sertlik gerektiren muhafazalar, muhafazalar, fikstürler ve takımlar. Yüksek darbe dayanımı veya esneklik gerektiren parçalar için uygun değildir.


2. Termoplastik Poliüretan (TPU):
BASF Ultrasint® TPU01 gibi malzemeler MJF için mevcuttur ve esnek, kauçuk benzeri parçaların üretilmesini sağlar.
Özellikleri ve Faydaları:
- Esneklik ve Elastikiyet: Mükemmel geri tepme ve yırtılma direnci sunar. Kalıcı deformasyon olmadan tekrar tekrar gerilebilir ve sıkıştırılabilir.
- Yüksek Aşınma ve Yıpranma Direnci: Sürtünme içeren uygulamalar için son derece dayanıklıdır.
- İyi Şok Emilimi: Yastıklama ve titreşimleri sönümleme için idealdir.
Yaygın Kullanım Alanları: Atletik giysiler veya ayakkabılar için contalar, contalar, hortumlar, körükler, tutucular, tekerlekler ve koruyucu kafes yapılar.


MJF Diğer 3D Baskı Teknolojileriyle Nasıl Karşılaştırılır?
Doğru 3D baskı teknolojisini seçmek, hız, malzeme özellikleri, maliyet ve istenen ayrıntı düzeyi gibi uygulamanın özel gereksinimlerine bağlıdır. İşte MJF'nin diğer yaygın endüstriyel teknolojilere karşı nasıl yığıldığı.
1. MJF ve Seçici Lazer Sinterleme (SLS):
Her ikisi de toz yatağı füzyon prosesi olduğundan SLS, MJF'ye en yakın teknolojidir. Ancak, temel farklılıklar belirli bir iş için hangisinin daha iyi olduğunu belirler.
① Benzerlikler:
- Her ikisi de termoplastik tozlar kullanır (en yaygın olarak Naylon 12).
- Her ikisi de kendi kendini destekleyerek özel destek yapılarına olan ihtiyacı ortadan kaldırır.
- Her ikisi de son kullanım uygulamalarına uygun güçlü, işlevsel parçalar üretir.
② Temel Farklılıklar:
- Füzyon Yöntemi ve Hız: SLS, parçanın geometrisini nokta nokta izlemek için tek bir yüksek güçlü lazer kullanır. MJF, tüm katmanı bir kerede kaynaştırmak için bir mürekkep püskürtme dizisi ve bir kızılötesi lamba kullanır. Bu sayede MJF önemli ölçüde daha hızlı (bazı durumlarda 10 kata kadar), özellikle çok sayıda küçük parça veya büyük kesit alanları olan yapılar için.
- Detay ve Yüzey İşlemleri: MJF'deki detaylandırma maddesi, parçanın sınırında daha iyi termal kontrol sağlar ve tipik olarak aşağıdakilerle sonuçlanır daha keskin detaylar ve biraz daha pürüzsüz bir yüzey kalitesi SLS ile karşılaştırıldığında.
- Malzeme Yeniden Kullanılabilirliği: MJF daha yüksek bir toz yenileme oranına (tipik olarak 80% geri dönüştürülmüş) sahipken, SLS genellikle 50/50 oranında geri dönüştürülmüş ve işlenmemiş toz karışımı gerektirir. Bu da MJF daha uygun maliyetli ve sürdürülebilir malzeme tüketimi açısından.
- Parça Özellikleri: MJF parçaları genellikle daha izotropiktir ve SLS muadillerine göre daha yüksek gerilme mukavemetine ve yoğunluğa sahiptir, bu da onları mekanik olarak üstün kılar.
③ SLS yerine MJF Ne Zaman Seçilmelidir?
Yüksek hacimli üretim çalışmaları, hızın kritik olduğu uygulamalar, mümkün olan en iyi mekanik performansı ve ince ayrıntıları gerektiren parçalar ve parça başına maliyetin birincil etken olduğu durumlarda MJF'yi seçin.
SLS 3D Baskı
2. MJF ve Erimiş Biriktirme Modellemesi (FDM):
FDM, erimiş bir filamenti katman katman biriktirerek parçalar oluşturan ekstrüzyon tabanlı bir teknolojidir.
① Temel Farklılıklar:
- Mekanik Özellikler (İzotropi): FDM parçaları anizotropikBu da Z ekseninde (katmanlar arasında) XY düzlemine göre önemli ölçüde daha zayıf oldukları anlamına gelir. MJF parçaları neredeyse izotropikve mukavemet her yönde oldukça tutarlıdır. Bu da MJF'yi yük altında kalacak işlevsel parçalar için çok daha üstün kılmaktadır.
- Yüzey İşlemi ve Detay: MJF ince, tanecikli bir dokuya ve çok daha yüksek özellik çözünürlüğüne sahip parçalar üretir. FDM parçaları görünür katman çizgilerine sahiptir ve önemli destek yapıları olmadan ince ayrıntılar ve karmaşık geometrilerle mücadele eder.
- Tasarım Özgürlüğü: MJF toz yatağının kendi kendini destekleyen yapısı, destek yapılarına olan bağımlılığı nedeniyle FDM ile basılması imkansız veya pratik olmayan son derece karmaşık geometrilerin, iç kanalların ve iç içe geçmiş montajların oluşturulmasına olanak tanır.
- Hız ve Ölçeklenebilirlik: Tek bir küçük parça için FDM daha hızlı olabilir. Aynı anda birden fazla parça üretmek için, MJF çok daha üstün parçaları iç içe yerleştirme yeteneği ve alan çapında baskı süreci nedeniyle.
② FDM yerine MJF Ne Zaman Seçilmelidir?
Mekanik performans, boyutsal doğruluk, karmaşık geometri ve profesyonel bir yüzey kalitesi gerektiğinde MJF'yi seçin. FDM düşük maliyetli ilk konsept modeller, basit geometriler ve anizotropik özelliklerin kabul edilebilir olduğu uygulamalar için daha uygundur.
FDM 3D Baskı
3. MJF ve Stereolitografi (SLA):
SLA, sıvı fotopolimer reçine tabakasını tabaka halinde kürlemek için bir UV lazer kullanan bir tekne fotopolimerizasyon teknolojisidir.
① Temel Farklılıklar:
- Malzeme Özellikleri ve Dayanıklılık: SLA reçineleri, inanılmaz detaylar sunarken, genellikle MJF'de kullanılan mühendislik sınıfı termoplastiklerden daha kırılgan ve daha az dayanıklıdır. MJF parçaları (PA 12 gibi) sert, esnek ve zorlu fonksiyonel uygulamalar için uygundur. SLA parçaları, yüksek sertliğin gerekli olduğu ancak darbe dayanımının olmadığı görsel modeller ve uygulamalar için daha iyidir.
- Yüzey İşlemi: SLA şunları üretir en pürüzsüz yüzey kalitesi estetik prototipler, sunum modelleri ve döküm kalıpları için idealdir. Ham MJF parçaları granüler bir dokuya sahiptir, ancak bu işlem sonrası ile geliştirilebilir.
- Uygulama Odağı: MJF aşağıdakilere yöneliktir fonksiyonel prototipler ve üretim parçaları. SLA, aşağıdakiler için altın standarttır yüksek detaylı görsel modeller, forma uygun prototipler ve döküm kalıpları.
- Maliyet: İşlevsel parçalar için MJF, özellikle ölçeklendirildiğinde genellikle daha uygun maliyetlidir.
② SLA yerine MJF Ne Zaman Seçilmelidir?
Gerçek dünyada kullanım için dayanıklılık, darbe dayanımı, kimyasal direnç ve iyi mekanik özellikler gerektiren her türlü uygulama için MJF'yi seçin. En yüksek öncelik, görsel amaçlar için veya ana desenler oluşturmak için ultra pürüzsüz, enjeksiyon kalıbı benzeri bir yüzey kaplaması olduğunda SLA'yı seçin.

SLA 3D Baskı
Multi Jet Fusion (MJF) 3D Baskı
Multi Jet Fusion (MJF) 3D baskının nasıl çalıştığını, temel avantajlarını, uyumlu malzemeleri ve neden işlevsel prototipler ve son kullanım parçaları için ideal olduğunu öğrenin.

Multi Jet Fusion (MJF) 3D Baskı için Eksiksiz Kılavuz için Kaynaklar
MJF Kullanmanın Temel Avantajları Nelerdir?
Multi Jet Fusion, onu modern üretim için önde gelen bir seçenek haline getiren bir dizi cazip avantaj sunar.
1. Olağanüstü Hız ve Üretkenlik:
Tek geçişli, alan çapında kaynaştırma işlemi MJF'nin hızının temelini oluşturmaktadır. Bir katmanın tamamını aynı anda işleyerek, SLS ve FDM gibi rakip teknolojilerden 10 kata kadar daha hızlı parçalar üretebilir ve hem prototipler hem de üretim çalışmaları için teslim sürelerini önemli ölçüde azaltır.
2. Üstün Mekanik Özellikler ve İzotropi:
MJF parçaları sınıfının en iyisi izotropik özellikler sergiler; yani X, Y ve Z yönlerinde neredeyse tek tip mukavemet ve dayanıklılığa sahiptirler. Bu, FDM'ye göre kritik bir avantajdır ve hatta SLS'ye göre bir gelişmedir ve enjeksiyon kalıplı muadilleri gibi performans gösteren öngörülebilir, güvenilir parçalarla sonuçlanır.
3. Yüksek Doğruluk ve İnce Detay Çözünürlüğü:
Yüksek çözünürlüklü mürekkep püskürtmeli yazıcı kafası (1200 DPI) ve benzersiz detaylandırma maddesinin kombinasyonu, MJF'nin ince özellik tanımına (0,5 mm'ye kadar), keskin kenarlara ve mükemmel boyutsal doğruluğa sahip parçalar üretmesini sağlar.
4. Küçük ve Orta Ölçekli Partiler için Maliyet Etkinliği:
MJF'nin yüksek hızı, verimli parça yerleştirme (yapı hacmini 3D olarak doldurma) ve sektör lideri toz yeniden kullanılabilirlik oranı bir araya gelerek parça başına düşük bir maliyet sunar. Bu, onu uygun maliyetli enjeksiyon kalıplama için çok küçük olan üretim çalışmaları için ekonomik olarak uygulanabilir bir üretim çözümü haline getirir.
5. Tasarım Özgürlüğü (Destek Yapılarına Gerek Yok):
SLS gibi, MJF parçaları da basıldıkları erimemiş toz yatağı tarafından desteklenir. Bu, destek yapılarının oluşturulması ve sonradan işlenmesi ihtiyacını ortadan kaldırarak karmaşık iç özelliklerin, karmaşık geometrilerin ve tek bir parça halinde basılmış kullanıma hazır hareketli tertibatların oluşturulmasını sağlar.
6. Yüksek Malzeme Yeniden Kullanılabilirliği:
Yapı başına 20%'ye kadar düşük toz yenileme oranlarıyla MJF, atıkları en aza indirir ve malzeme maliyetlerini azaltır. Bu da onu daha düşük geri dönüştürülebilirlik oranlarına sahip diğer toz yatağı proseslerine kıyasla daha sürdürülebilir ve ekonomik bir seçim haline getiriyor.

Multi Jet Fusion'ın Sınırlamaları Nelerdir?
MJF güçlü bir teknoloji olsa da, projeniz için uygun olup olmadığını belirlemek için sınırlamalarını anlamak önemlidir.
1. Sınırlı Malzeme Seçimi:
FDM gibi teknolojilerle karşılaştırıldığında, MJF için malzeme portföyü şu anda daha küçüktür ve öncelikle naylon ve TPU'ya odaklanmıştır. Mevcut malzemeler son derece yetenekli olsa da, ABS, PC veya yüksek sıcaklık ULTEM gibi özel malzemeler gerektiren projelerin diğer süreçlere bakması gerekebilir.
2. Doğal Yüzey İşlemi ve Renk:
Ham MJF parçaları tutarlı bir gri veya siyah renkte (malzemeye bağlı olarak) gelir ve bir küp şekere benzer hafif grenli, mat bir yüzey kaplamasına sahiptir. Bu, işlem sonrası (boyama veya buhar yumuşatma gibi) ile önemli ölçüde iyileştirilebilirken, SLA veya enjeksiyon kalıplamanın kullanıma hazır pürüzsüzlüğüyle eşleşmez.
3. Soğutma Süresi Gereksinimi:
MJF iş akışının önemli bir kısmı kontrollü soğutma döngüsüdür. Bükülmeyi önlemek ve optimum parça özelliklerini sağlamak için yapı ünitesinin kabaca baskı süresine eşit bir süre boyunca soğuması gerekir. Bu, bir baskı işi 12 saatte bitse bile, parçaların 12 saat daha çıkarılmaya ve temizlenmeye hazır olmayacağı ve gerçek "parçaya ulaşma süresini" etkileyeceği anlamına gelir.
4. Çok Büyük Parçalar İçin İdeal Değildir:
MJF makinelerinin yapı hacmi cömert ancak sınırlıdır (örneğin, HP'nin 5200 serisi için yaklaşık 380 x 284 x 380 mm). Bu boyutları aşan parçalar için, daha küçük parçalara ayrılmalı ve baskıdan sonra monte edilmeli veya daha büyük bir yapı platformuna sahip farklı bir teknoloji (geniş formatlı FDM veya SLA gibi) kullanılmalıdır.
5. Daha Yüksek İlk Ekipman Maliyeti:
Teknolojiyi şirket içine taşımak isteyen şirketler için endüstriyel bir MJF sistemine (yazıcı, işleme istasyonu ve malzemeler dahil) yapılacak ilk yatırım oldukça yüksektir. Bu nedenle birçok işletme teknolojiyi bizim gibi bir hizmet sağlayıcı aracılığıyla kullanmayı tercih ediyor.

MJF 3D Baskı için Tasarım Yönergeleri Nelerdir?
Parçaları özellikle MJF için tasarlamak kalite, doğruluk ve mukavemet açısından mümkün olan en iyi sonuçları elde etmenizi sağlayacaktır. Bu yönergelere uymak baskı hatalarını en aza indirecek ve parçalarınızı süreç için optimize edecektir.
1. Temel Tasarım Hususları:
① Duvar Kalınlığı:
- Minimum Tavsiye Edilen: Çok küçük özellikler için 0,5 mm. Sağlam parçalar için minimum duvar kalınlığı 1 mm şiddetle tavsiye edilir.
- Maksimum: Aşırı kalın, katı kesitlerden kaçının, çünkü bunlar aşırı ısı biriktirerek potansiyel yanlışlıklara veya eğrilmelere yol açabilir. Mümkünse büyük bölümleri oyarak çıkarın.
② Delik Boyutları ve Çapları:
- Minimum: Dikey delikler için (katmanlara dik), minimum çap 0,5 mm mümkün.
- En İyi Uygulama: Küçük büzülmeleri hesaba katmak için delikleri amaçlanandan biraz daha büyük tasarlayın. Dişli delikler için, en iyisi bunları küçük boyutta yazdırmak ve ardından optimum diş kalitesi için işlem sonrasında bunlara hafifçe vurmaktır.
③ Özellik Boyutu ve Çözünürlüğü:
- Kabartmalı/Debossed Detaylar: Metin veya yüzey detayları için, minimum yükseklik/derinliklerinin 0,5 mm ve en az bir çizgi kalınlığı 0,5 mm açıkça okunabilir olmalıdır.
- En Küçük Özellikler: MJF, 0,5 mm'ye kadar olan özellikleri çözebilir. Daha küçük herhangi bir şey başarılı bir şekilde yazdırılamayabilir.
④ Montajlar için Açıklıklar:
- Birbirine uyması veya hareket etmesi gereken parçalar için (örn. geçmeli parçalar, menteşeler, birbirine kenetlenen parçalar), minimum 0,4 mm tavsiye edilir. Daha gevşek bir uyum gerektiren parçalar için bunu 0,6 mm veya daha fazlasına çıkarın.
⑤ Çarpıtma ve Geniş Düz Yüzeyler:
- Çok büyük, düz ve ince yüzeyler (büyük bir taban plakası gibi) soğutma işlemi sırasında bükülmeye eğilimli olabilir.
- Hafifletme: Sertliği artırmak için nervürler veya köşebentler ekleyin veya mümkünse parçayı yapıda bir açıyla yönlendirin. Büyük düz alanları ince dokulandırma ile kırmak da yardımcı olabilir.
⑥ Oyuk ve Kaçış Delikleri:
- Malzemeden tasarruf etmek, ağırlığı azaltmak ve maliyeti düşürmek için büyük, katı modellerin içinin oyulması şiddetle tavsiye edilir.
- Kaçış delikleri: Eğer bir parça oyulmuşsa gerekir baskıdan sonra erimemiş tozun çıkarılmasını sağlamak için en az iki kaçış deliği içermelidir. Bir kaçış deliği için önerilen minimum çap şudur 2 mmancak daha büyük (4-5 mm) olması daha kolay temizlik için daha iyidir.

2. Tasarım Önerileri Özet Tablosu:
| Özellik | Önerilen Minimum | En İyi Uygulama |
|---|---|---|
| Duvar Kalınlığı | 0,5 mm | 1,0 mm veya daha büyük |
| Delik Çapı | 0,5 mm | 1,0 mm (dişler için musluk) |
| Açıklık (Montajlar) | 0,4 mm | Daha gevşek uyum için 0,6 mm |
| Kazınmış/Kabartmalı Detay | 0,5 mm derinlik/yükseklik | Yüksek netlik için 1,0 mm |
| Kaçış Delikleri (oyuk açmak için) | 2,0 mm çap (2 delik) | 4,0 mm+ çap |
MJF Parçaları için Hangi Sonradan İşleme Seçenekleri Mevcuttur?
Ham MJF parçaları tamamen işlevseldir, ancak estetiğini, yüzey kalitesini ve belirli işlevsel özelliklerini geliştirmek için bir dizi işlem sonrası seçenek uygulanabilir.
1. Standart İşlem Sonrası:
Toz Giderme (Boncuk Kumlama): Bu, tüm MJF parçaları için standart ve gerekli bir adımdır. Gevşek tozdan arındırıldıktan sonra parçalar cam boncuklar gibi maddeler kullanılarak bir kumlama kabininde titizlikle temizlenir. Bu işlem tüm toz kalıntılarını ortadan kaldırarak temiz, mat ve hafif dokulu bir yüzey elde edilmesini sağlar. Bu, MJF parçaları için standart yüzeydir.
2. Estetik ve Fonksiyonel İyileştirmeler:
① Boyama:
Bu, MJF parçalarını renklendirmenin en yaygın ve uygun maliyetli yoludur. Ana malzeme gözenekli olduğu için boyayı kolayca kabul eder.
- Süreç: Parçalar, yüzeye nüfuz ederek derin, zengin ve dayanıklı bir renk sağlayan sıcak boya banyosuna daldırılır.
- Ortak renkler: Siyah, küçük kusurları gizleyen çok düzgün, profesyonel bir yüzey oluşturduğu için en popüler seçimdir. Mavi, kırmızı, yeşil ve sarı gibi diğer renkler de mevcuttur.
- Sonuç: Çizilmeye karşı dayanıklı, kırılmayan veya dökülmeyen bir renk.
② Buhar Yumuşatma:
Bu, yüzey kalitesini önemli ölçüde iyileştiren dönüştürücü bir işlem sonrası tekniğidir.
- Süreç: Parça, kontrollü bir odada buharlaştırılmış bir çözücüye maruz bırakılır. Buhar, parçanın dış yüzeyini mikroskobik düzeyde eriterek grenli dokuyu yumuşatır ve yüzeyi sızdırmaz hale getirir.
- Sonuç: Enjeksiyonla kalıplanmış plastiğe çok benzeyen yarı parlak, pürüzsüz bir yüzey kaplaması. Ayrıca kopma uzamasını iyileştirir ve parçayı su geçirmez ve temizlenmesi daha kolay hale getirir.
③ Boyama ve Kaplama:
Özel renk gereksinimleri (örn. Pantone eşleşmesi) veya özel koruyucu özellikler için MJF parçaları boyanabilir veya kaplanabilir.
- Süreç: Parçalar tipik olarak önce düzgün bir taban oluşturmak için astarlanır, ardından otomotiv sınıfı veya diğer özel boyalarla boyanır. Gelişmiş sertlik, aşınma direnci ve kimyasal direnç için Cerakote gibi kaplamalar uygulanabilir.
- Sonuç: Sınırsız renk seçeneği ve özel yüzey özellikleri.
④ İşleme ve Kılavuz Çekme:
3D baskının ulaşamayacağı son derece yüksek hassasiyet gerektiren özellikler için MJF parçaları ikincil olarak işlenebilir.
- Süreç: Kritik yüzeyler frezelenebilir veya tornalanabilir ve metal vidalar için güçlü, güvenilir dişler oluşturmak üzere delikler açılabilir ve kılavuz çekilebilir.
- Sonuç: MJF'nin tasarım özgürlüğü ile geleneksel eksiltmeli imalatın hassasiyetini birleştiren hibrit bir parça.
MJF 3D Baskı Hakkında Sıkça Sorulan Sorular
Teslim süreleri parça boyutuna, miktarına ve gerekli son işlemlere göre değişebilir. Bununla birlikte, teknolojinin hızı nedeniyle, standart boncuk püskürtme kaplamalı parçalar için standart teslim süreleri genellikle 3-5 iş günü kadar kısadır.
MJF parçaları, özellikle PA 12 ve PA 11'den yapılanlar son derece güçlü ve dayanıklıdır. Neredeyse izotropik özellikleri, her yönden gelen stres altında güvenilir oldukları anlamına gelir, bu da onları zorlu fonksiyonel uygulamalar ve son kullanım parçaları için uygun hale getirir.
Ham, boncuk püskürtmeli bir MJF parçası, genellikle bir küp şekere veya çok ince zımpara kağıdına benzetilen hafif grenli bir dokuya sahip mat, gri bir yüzeye sahiptir. Bu yüzey, buharla pürüzsüzleştirme gibi işlem sonrası süreçlerle önemli ölçüde iyileştirilebilir.
Ham bir MJF parçası bir miktar mikro gözenekliliğe sahiptir ve su geçirmez olması garanti edilmez. Bununla birlikte, buhar yumuşatma gibi bir işlem sonrası adımın uygulanması yüzeyi kapatarak parçayı su geçirmez ve sıvı içeren uygulamalar için uygun hale getirir.
Birçok üretim yöntemiyle karşılaştırıldığında, MJF güçlü sürdürülebilirlik özelliklerine sahiptir. Yüksek toz yeniden kullanılabilirlik oranı (genellikle 80% veya daha fazla) malzeme israfını önemli ölçüde azaltır. Ayrıca, parçaların talep üzerine üretilmesi, geleneksel imalatta yaygın olan aşırı üretim ve eski envanterle ilişkili israfı ortadan kaldırır.

MJF 3D Baskı İhtiyaçlarınız İçin Neden Bizi Seçmelisiniz?
Ekibimiz Multi Jet Fusion (MJF) teknolojisinde derin deneyime sahiptir. Erken aşama prototiplemeden nihai üretime kadar, parçalarınızın hem işlevsel hem de uygun maliyetli olmasını sağlamak için üretim için tasarım (DFM) rehberliği sağlıyoruz.
Yüksek çözünürlüklü, boyutsal olarak doğru ve tekrarlanabilir parçalar sunmak için gelişmiş HP Jet Fusion yazıcıları kullanıyoruz. İster tek bir prototipe ister büyük bir üretim çalışmasına ihtiyacınız olsun, ihtiyaçlarınızı karşılayacak kapasiteye ve hassasiyete sahibiz.
PA 11, PA 12, PA 12 GB ve esnek TPU dahil olmak üzere çeşitli yüksek performanslı MJF malzemeleri sunuyoruz. Tüm malzemeler mekanik mukavemet, dayanıklılık ve mükemmel yüzey kalitesi sağlamak için özenle tedarik edilmektedir.
Şirket içi üretim ve kolaylaştırılmış iş akışları sayesinde, karmaşıklığa ve hacme bağlı olarak genellikle 3-7 gün içinde parçaları hızlı bir şekilde teslim edebiliriz, böylece projeniz asla gecikmez.
Buharla düzleştirme ve boyamadan işleme sonrası ve montaja kadar, MJF parçalarınızın hem işlevsel hem de estetik gereksinimleri karşılamasına yardımcı olmak için bir dizi son işlem hizmeti sunuyoruz.
Güvenilir lojistik ve İngilizce konuşan mühendislik desteği ile dünya çapındaki müşterilerimize hizmet veriyoruz. Sorularınız 12 saat içinde yanıtlanacaktır-garanti.

Mor, mavi, yeşil ve sarı gibi çeşitli renklerdeki renkli plastik yapı bloklarının bir araya istiflenmiş yakın çekimi.
Anahtar Çıkarımlar – Parça maliyetlerini düşürmenin temel unsurları malzeme seçimi ve duvar kalınlığı optimizasyonudur. – Daha yüksek kaliteli kalıplara (Sınıf 101/102) yatırım yapmak, uzun vadede birim maliyetleri düşürebilir.

Family Molds vs. MUD Systems: Which Strategy Best Manages Multi-Part Injection Molding Projects?
Anahtar Çıkarımlar – Kalıp hassasiyeti her aşamada belirlenir: parça tasarımı, kalıp tasarımı, çelik seçimi, işleme, montaj ve süreç kontrolü—herhangi bir aşamadaki zayıflık genel hassasiyeti sınırlar. – Doğru şekilde—

Yüksek Hızlı Enjeksiyon Makinesi Nedir?
Key Takeaways – A high-speed injection molding machine is defined by injection speed4s of 300–600 mm/s and clamp speeds exceeding 500 mm/s, compared to 100–200 mm/s for standard machines—enabling cycle
Sağlanan Optimizasyon Çözümleri Ücretsiz
- Tasarım Geri Bildirimi ve Optimizasyon Çözümleri Sağlayın
- Yapıyı Optimize Edin ve Kalıp Maliyetlerini Azaltın
- Mühendislerle Doğrudan Bire Bir Görüşün

