 İçeriğe geç
İçeriğe geç 

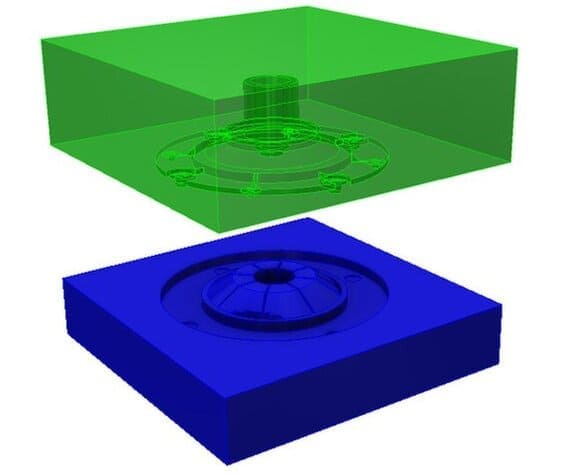
Çekirdek ve boşluk, sıcak erimiş plastik malzemenin çekirdeğe enjekte edildiği kalıbın iki yarısıdır ve boşluğu ve çekirdek ile boşluk arasındaki boşluk, sıcak erimiş malzeme ile doldurulur. enjeksiyon kalıplama işleminden geçirilir ve daha sonra sertleştirilerek son şekli verilir.
Maça ve boşluğun kalıp tasarımı, ürünün düzgün bir şekilde kalıplanması için kritik öneme sahiptir. Çekirdek, kalıbın yükseltilmiş kısmıdır ve boşluk, kalıbın girintili kısmıdır.
Tipik bir iç boşluk ve çekirdek plasti̇k enjeksi̇yon kaliplama Enjeksiyon kalıbının makinesi kalıbın kalıplama parçalarıdır ve kalıplanan parçanın şeklinde önemli bir rol oynar.
Bazı karmaşık kalıplar için, boşluklar veya çekirdekler genellikle yerleştirilir, yani, boşlukların ve çekirdeklerin ayrıştırılmasına benzer bir ek yapı oluşturmak için bunların bir kısmı boşluktan veya çekirdekten çıkarılır.

Enjeksiyon kalıplamada çekirdek ve boşluk için kullanılan diğer kelimeler
Erkek kalıp, yani arka kalıp, aynı zamanda üst dışbükey kalıp (genellikle bir ejektör pimine sahip kalıp göbek plakası) olarak da adlandırılır ve dişi kalıp, yani ön kalıp, aynı zamanda içbükey kalıp olarak da adlandırılır.
Bir dizi enjeksi̇yon kaliplari kalıpların nasıl kurulduğuna bağlı olarak üst ve alt kalıplara ayrılır, bazı üst kalıplar dışbükey olduklarında dışbükey kalıplar olarak adlandırılır ve alt kalıplar içbükey olduklarında içbükey kalıplar olarak adlandırılır.
Bazıları üst kalıp içbükey ve alt kalıp içbükey olduğunda dışbükey kalıplar olarak adlandırılır; bazıları üst kalıp içbükey ve alt kalıp dışbükey olduğunda dışbükey kalıplar olarak adlandırılır.
Her neyse, dışbükey kalıba dışbükey kalıp kapatma ve içbükey kalıba içbükey kalıp denir.

Kalıbın çekirdeği ve boşluğu nasıl ayırt edilir?
Şekil ve biçime göre ayırt etme
Kalıplar, üretilecek bileşenin türüne bağlı olarak iki plakalı veya üç plakalı kalıplar olarak tasarlanır. İki plakalı kalıp ışıkta tek bir gün gerektirirken, üç plakalı kalıp iki gün gerektirir.
Kalıbın içbükey ve dışbükey şeklini doğrudan gözlemleyin. Genel olarak, içbükey şekil boşluktur (ejektör pimleri yoktur), genellikle dışbükey çekirdektir (bir ejektör plakası pimi vardır).
İçindeki boşluklar ve çekirdekler enjeksi̇yon kaliplari genellikle içbükey ve dışbükey kalıplar olarak adlandırılır, burada maçalar ve boşluklar sabit yarım kalıpta veya dinamik kalıpta olabilir.
Başka bir deyişle, boşluk ve çekirdek sabit kalıpta olabilir, boşluk plakası ve çekirdek dinamik kalıpta olabilir ve dinamik kalıbın çekirdeği dinamik modelin çekirdeği ve sabit kalıbın çekirdeği sabit modelin çekirdeğidir.
Yapının bileşimine göre ayırt etmek için
Boşluk, kalıplanmış plastik parçanın dış yüzeyinin çalışma kısmıdır, yapısına göre iki kategoriye ayrılabilir: integral ve kombine.
Boşluk ve maça kalıbın ürün oluşturan kısmıdır, boşluk ve maça sırasıyla A ve B plakalarına sabitlenir ve maça ve boşluğun ortasındaki parça kalıp kapatıldıktan sonra ürüne enjekte edilir.

Kalıp boşlukları ve maça tipleri
Yapılarına göre, kalıp boşlukları ve maçalar iki tipe ayrılabilir: entegre tip ve kombine tip.
İntegral tip
Bu tip boşluk, düz çekme kalıbı gibi bütün bir metal malzeme parçasından yapılır. Basit yapısı, yüksek mukavemeti, iyi sertliği, deformasyonu kolay olmaması ve plastik bileşen parçalarında dikiş izi olmaması ile karakterizedir.
Kombinasyon tipi
Plastik parçaların şekli daha karmaşık olduğunda, kombinasyon tipi boşluk genellikle işlenebilirliği artırmak, ısıl işlem deformasyonunu azaltmak ve kaliteli çelikten tasarruf etmek için kullanılır. Kombine boşlukların daha yapısal biçimleri vardır.
Büyük ve karmaşık kalıplar için, dört yan duvar ve taban işlenir, ısıl işlem, taşlama, parlatma ve kalıp kovanına preslenir, dört duvar iç bağlantıları sıkı hale getirmek için mandal şeklinde bağlanır.

Eklemin dışında 0,3 ~ 0,4 mm boşluk bırakılmalı, köşe yarıçapı R'nin gömülü parçalarının dört köşesinde kalıp kovanı köşesinin yarıçapından daha büyük olmalıdır.
Tüm gömülü, çok boşluklu kalıpta yaygın olarak kullanılır veya plastik dişliler gibi daha karmaşık plastik parçaları şekillendirir, tüm kesici uç genellikle soğuk ekstrüzyon, elektro şekillendirme veya mekanik işleme ve diğer işleme yöntemlerinde kullanılır ve daha sonra gömülür, sadece işlenmesi kolay değildir ve yüksek kaliteli çelikten tasarruf sağlayabilir.

Enjeksiyon kalıp boşluğu ve maça boyutu hesaplama
Boşluk boyutunun hesaplanması
Boşluk boyutunun hesaplanması enjeksiyon kalıbıaşınma ve yıpranmayı dikkate alarak negatif değerler almak için daha büyük tolerans boyutunun kullanılması.
Boşluk boyutunun hesaplanmasında, plastik büzülme oranının seçiminin çok doğru bir şekilde seçilmesi genellikle kolay değildir, boyut daha küçük seçilmeli, çok fazla yer bırakılmalıdır, aksi takdirde büyük bir kalıp hurdaya çıkarılacaktır.
A = (A1 + A1Q - 0,75Z) + K
A - boşluk boyutu (büyük uç)
A1 - parçanın karşılık gelen üst boyutu
Q - büzülme oranı
Z - parça toleransı
K - kalıplanmış parça

Çekirdek boyutunun hesaplanması
Maça boyutunun hesaplanması, kullanım ve aşınmadan sonra boyutun küçüldüğü dikkate alınarak, tolerans pozitif bir değer olarak alınır.
Çekirdek boyutunun hesaplanmasında, boyut daha büyük seçilmeli ve düzeltmek için bir azaltma payı bırakılmalıdır.
B=(B1+B1Q+0.75Z)-K
B - çekirdek boyutu (küçük uç)
B1 - parçanın karşılık gelen alt sınır boyutu
Q - büzülme oranı
Z - parça toleransı
K - kalıplanmış parça
Enjeksiyon kalıplarının boşluk ve maça derinliği boyutlarının hesaplanması
Boşluk derinliği boyutlarının hesaplanması
Boşluk derinliği boyutunun hesaplanmasında, kalıbın derinliğini ayarlamak için derinleşmeye yer bırakacak şekilde boyut daha küçük seçilmelidir.
C = (C1 + C1Q - 0,75Z) + K
C - boşluğun derinliğinin gerçek boyutu
C1 - parçanın karşılık gelen üst boyutu
Q - büzülme oranı
Z - parçanın toleransı
K - kalıplanmış parça
Çekirdek yüksekliğinin hesaplanması
Çekirdeğin yüksekliğini hesaplarken, çekirdeğin uzunluğunu ayarlamak için kısaltmaya yer bırakmak amacıyla boyut daha büyük seçilmelidir.
D=(D1+D1Q+0.75Z)-K
D - çekirdeğin yüksekliğinin gerçek boyutu
D1 - parçanın karşılık gelen alt sınır boyutu
Q - büzülme oranı
Z - parçanın toleransı
K - kalıplanmış parça

Kalıp boşluklarının ve maça çeliğinin seçimi
Türüne göre plasti̇k enjeksi̇yon kaliplamaÜrünün şekli, boyutsal doğruluğu, ürün görünüm kalitesi ve kullanım gereksinimleri, miktarı, plastik malzemelerin kesme, parlatma, kaynak, aşındırma, deformasyon, aşınma direnci ve diğer özelliklerini dikkate alarak, ekonomi ve kalıp ve işleme yöntemlerinin üretim koşullarını dikkate alarak, farklı çelik türlerini seçmek için.
Şeffaf plastik ürünlerin kalıplanması için kalıp
Boşluk ve maçanın, 718 (P20 + Ni sınıfı), NAK80 (P21 sınıfı), S136 (420 sınıfı), H13 sınıfı çelik vb. gibi yüksek kaliteli ithal kalıp çeliğinin yüksek ayna parlatma performansını seçmesi gerekir; bunlardan 718, NAK80 ısıl işlem olmaksızın önceden sertleştirilmiş durum için; S136 ve H13 sınıfı çelik tavlanmış durumdadır.
Sertlik genellikle HB160-200'dür. S136'nın sertliği genellikle HRC40-50 ve H13'ün sertliği genellikle HRC45-55'tir (belirli dereceye göre belirlenebilir).
Ürün görünüm kalite gereksinimleri için peal
Uzun ömürlü, seri üretim kalıplar, kalıp boşluğu ve parçaları ile kalıp çeliği seçimi aşağıdaki gibidir.
a) Boşluklar, 718 (P20 + Ni sınıfı), NAK80 (P21 sınıfı), vb. gibi yüksek ayna parlatma performansına sahip yüksek kaliteli ithal çelik kullanmalıdır, önceden sertleştirilmiş durumdadır, ısıl işleme gerek yoktur.
b) Çekirdekler 618, 738, 2738, 638, 718 vb. gibi düşük dereceli ithal P20 veya P20+Ni çeliğinden yapılabilir, hepsi önceden sertleştirilmiş durumda; küçük üretim miktarlarına sahip kalıplar için yerli plastik kalıp çeliği veya S50C, S55C ve diğer ithal yüksek kaliteli karbon çeliği de kullanılabilir.

Genel kalıbın ürün kalite gerekliliklerinin ortaya çıkması için
Kalıp boşlukları ve kalıp çeliğinin parçaları aşağıdaki gibi seçilir.
a) Orta sınıf ithal P20 veya P20 + Ni tipi çelikte küçük, hassas kalıp boşlukları ve maçalar kullanılır.
b) Orta ve büyük boy kalıplar enjeksiyon kalıplı plastik çelik için özel bir gereklilik yoktur, boşluk düşük dereceli ithal P20 veya P20 + Ni sınıfı çelik seçebilir; çekirdek düşük dereceli ithal P20 sınıfı çelik veya ithal yüksek kaliteli karbon çeliği S50C, S55C, vb. seçebilir, ayrıca yerli plastik kalıp çeliği de seçebilir.
c) Kazınmış boşluklar için, armut deseni kazındığında P20 + Ni sınıfı 2738 (738) derecesinin kullanılmasından kaçınılmalıdır.







