 İçeriğe geç
İçeriğe geç 

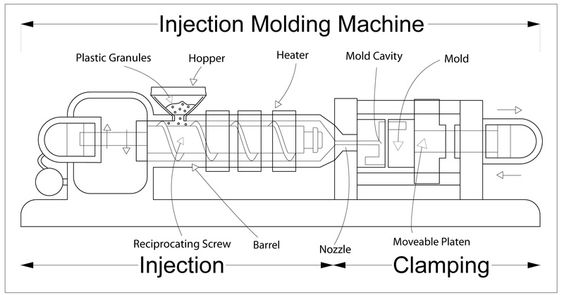
Plastik enjeksiyon kalıbıing is a process in which parts are manufactured by injecting molten plastic into a mold.
Plastic injection molding process is the process of injecting molten plastic material into a metal tool which then cools and ejects a plastic part from the enjeksiyon kalıplama Basın.
Plastik reçine, pelet formunda yükleyiciye beslenir. Malzeme vida tarafından ileri doğru döndürülür ve ısıtılmış kovanla temas eder. Sürtünme ve ısıtılmış kovan, vidanın önünde biriken plastiği eritir.
The molten plastic is injected into the mold under high pressure and is then allowed to cool and cure. The result is a injection molded part. To create molds that produce quality products, it is important to understand the different types of structures used in enjeksi̇yon kaliplari.
Before we start to process and manufacture a plastic mold, we need to design the mold according to the drawing, which is the structural design of the mold. When it comes to mold structure, although the specific structure of each mold varies according to the product, on the whole, we can still make a general classification.

Tam bir kalıp genellikle iki ana bölümden oluşur
Eski çekirdek olarak da bilinen kalıplama kısmı, plastik ürünün şekli ve boyutuyla ilgili olan kısımdır.
Kalıp embriyosu olarak da bilinen kalıp çerçeve parçası, kalıplama parçasını monte etmek ve sabitlemek için kullanılır.
Plastik enjeksiyon kalıpları iki ana türe ayrılır
(a) İki plakalı kalıp
İki plakalı kalıp, ön kalıp sürgülü kalıp ve nokta kapılı kalıp için geçerli değildir, bu iki yapı dışında diğer tüm yapılar ve yapıştırma yöntemleri kullanılabilir.
(b) Üç plaka tip kalıptır
Türüne göre ince ağızlı kalıp olarak da adlandırılır ve ince ağızlı, basitleştirilmiş ince ağızlı ve sahte üç tabak üç forma ayrılır.
Basitleştirilmiş tip ince su ağzı kalıp çerçevesinin arka kalıbın yan plakasında kılavuz ayağı yoktur, bağlantı çubuğunda sınır rondelası yoktur, itme plakası yapısı tasarlayamaz, genellikle küçük ve orta boy kalıbın altında 500 mm'de kullanılır, ürün partisi kullanıma uygun değildir.
(c) Yanlış üç plakalı kalıp
Yanlış üç plakalı kalıp çerçevesi, ön kalıp sürgü mekanizmasının kalıbı için özel olarak tasarlanmıştır, boşaltma plakası yoktur, nokta yolluk kalıbı için uygun değildir.

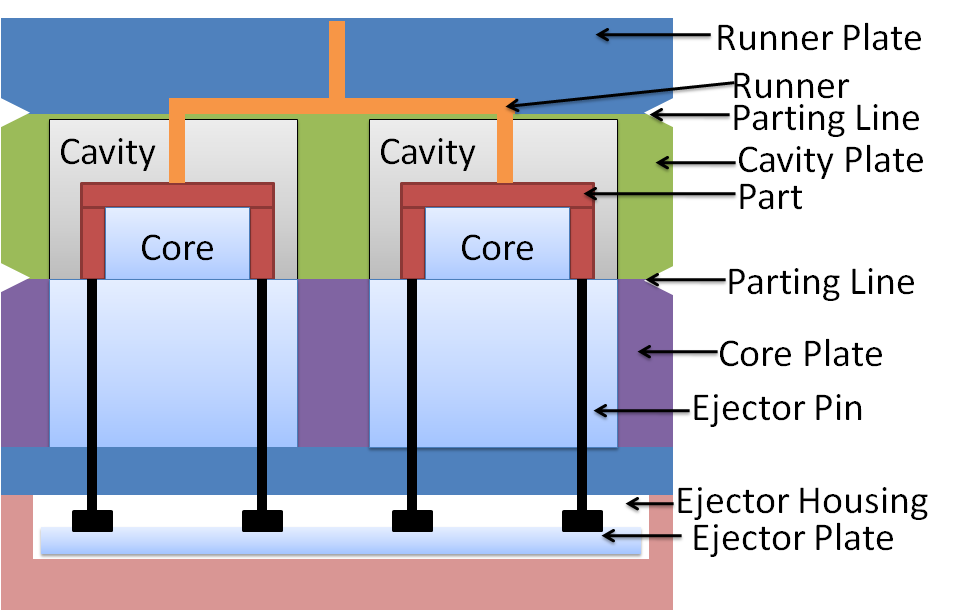
Komple bir plastik enjeksiyon kalıbını oluşturan yedi ana sistem
(1): Dökme sistemi
4 parçadan oluşur: ana akış kanalı, manifold, kapı ve soğuk boşluk.
(2) Kalıplama mekanizması
Kalıplama yapısı, ön ve arka kalıp çekirdeği, ek parça, kaydırıcı, eğimli üst kısım ve diğer kurumlar dahil olmak üzere plastik ürünlerle doğrudan temas halinde olan kısımdır.
(3) Fırlatma Sistemi
Çıkarma sistemi, enjeksiyonla kalıplanmış parçaları soğuduktan sonra boşluğun çekirdeğinden uzağa itmek için çıkarıcı pimleri, çıkarıcı blokları, çıkarıcı manşonu ve kaldırıcıları vb. içerir.
(4) Kılavuz yapısı
Kılavuz mekanizması bir kılavuz sütun, kılavuz manşon, ejektör plakası sıfırlama çubuğu, ejektör plakası kılavuz burcu ve diğer kurumları içerir.
Daha zorlu kalıplar için, bazen konik, düz yüzey, koni hassas konumlandırma vb. gibi yardımcı kılavuz mekanizmasını ek olarak artırmalıdır.
(5) Soğutma sistemi
Soğutma sistemi esas olarak yağ soğutmalı, su soğutmalı, hava soğutmalı vb. bir sirkülasyonlu su devresidir.
Bazı kalıpların ısıtılması gerekir, soğutma suyu devresi ısıtma için kullanılabilir.
Kalıbın kendisi büyük bir soğutma sistemidir. Daha iyi bir soğutma etkisi elde etmek için, kalıp için bir veya daha fazla soğutma kanalı grubu tasarlanacaktır.
Genellikle soğutma kanalı ile ürün arasındaki mesafe kanal çapının iki katıdır.
(6) Egzoz sistemi
Temel olarak egzoz yuvası, egzoz enjeksiyon iğnesi, egzoz kakması, egzoz valfi ve kurumun diğer parçaları vardır.
(7) Yem Sistemi
Besleme sistemi, erimiş plastiğin enjeksiyon makinesinin nozülünden kalıp boşluğuna geçtiği geçiş yolunu ifade eder.
Dört parçadan oluşur: yolluk, yolluk, kapı ve soğuk mermi kuyusu.
Proses ve imalat gereksinimlerine göre, kalıp çekirdeği ve dişi kalıbın bir kısmı birkaç parçadan oluşur ve diğerleri bir bütün haline getirilir.
Ve kalıp ekleri sadece hassas veya inatçı parçalarda kullanılır.
To meet the requirements of in the injection molding process for the temperature of the mold, it is necessary to install a temperature-regulating system to adjust the temperature of the mold.

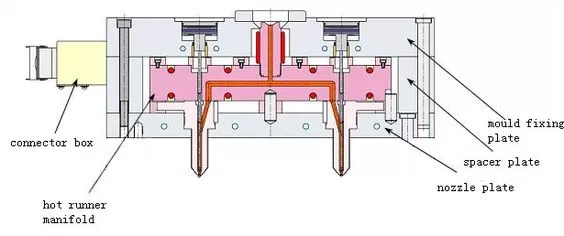
Plastik kalıp sıcak yolluk sistemi tanıtımı
(1) Sıcak yolluk sistemi is a very widely used plastic molding casting system, mainly with the help of heating devices and an electronic temperature control system so that the molten plastic in the casting system does not solidify.
Bu, plastiğin kalıp boşluğuna düzgün ve düzenli bir şekilde doldurulmasını sağlar.
Enjeksiyon basıncının yokluğunda, erimiş plastik otomatik olarak akmayacak ve plastik ürünlerin serbest bırakılmasıyla çekilmeyecek, taşmayacak ve diğer fenomenler olmayacaktır, bu nedenle sıcak yolluk kalıbına yolluksuz veya daha az yolluk kalıbı da denir.
(2) Sıcak yolluk kalıpları geniş bir plastik erime sıcaklığı aralığına sahiptir. Düşük sıcaklıkta iyi akışkanlık: yüksek sıcaklıkta iyi termal stabilite.
Basınca duyarlı, basınç olmadan akış yok, basınçtan hemen sonra akış; iyi termal iletkenlik, hızlı ısıtma, hızlı soğutma.
Dezavantajları ise mekanizmanın çok yer kaplaması, yüksek maliyetli olması, ciddi ısı kaybına sahip olması, kontrolünün zor olması ve ısıtma sonrasında ciddi termal genleşmeye sahip olmasıdır.
Termoplastik malzeme ise eritilebilen, yakılabilen, katılaştırılabilen ve daha sonra yanmadan tekrar eritilebilen plastik bir malzemedir.
Termoplastik malzemelerle, tekrar kullanılmak üzere geri dönüştürülebilirler. Bazen bu tam fabrika zemininde gerçekleşir.
(3) Sıcak yolluk kalıbı tasarımı needs to pay attention to the hot runner system and the mold between, must leave enough space for a tapping expansion, try to avoid large-area contact, mold and injection molding machine should be increased between the thermal insulation pad to reduce heat loss.
Yalıtım pedi bir yalıtım malzemesi olmalıdır, yaygın olarak bakalit, çeşitli plastik plakalar veya cam elyaf vb. kullanılır.
(4) Sıcak yolluk sistemi esas olarak dört parçadan oluşur: ana termostat, çapraz manşon, manifold ve sıcak nozul. Tutkal girişinin şekli tek noktalı tip ve çok noktalı tip olarak ikiye ayrılabilir.
Sürgü mekanizması ve eğimli üst mekanizma
a. Kaydırıcı mekanizması
(1) Yanal ayırma ve maça çıkarma mekanizması olarak da adlandırılan sürgü mekanizması, kalıpta düzgün bir şekilde serbest bırakılamayan plastik ürünlerin dikenleriyle başa çıkmanın bir yoludur.
Plastik ürünün yan tarafı yuvarlak delik, serbest bırakma deliği, tırnak, oluk, çubuk vb. gibi yan içbükey olduğunda ve kalıp açma yönüne göre düzgün bir şekilde serbest bırakılamadığında, yanal ayırma ve maça çıkarma mekanizması kullanılmalıdır ve sürgü mekanizması en yaygın biçimdir.
(2) Sürgüyü tasarlarken, eğimli kolonun sürgü hareketini güvenli ve sorunsuz bir şekilde sürmesini sağlamak ve kalıp açma ve kapama sürecinde eğimli kolon ve sürgünün kendi kendine kilitlenmesini veya ısırmasını önlemek için, eğimli kolonun açısı sürgü kilitleme bloğunun açısından 1-3 derece daha büyük olmalıdır.
(3) Kaydırıcının açısı 25 dereceden büyük olmamalıdır. Ürünün şekline bağlı olarak 25 dereceden büyük olması gerektiğinde, dikkatli kullanılmalıdır.
b. Eğimli üst mekanizma
(1) Eğimli tepenin rolü sürgü ile aynıdır. Hareket prensibi de yanal maça çıkarma işlemini tamamlamak için kalıp açma ve kapamanın yatay harekete dikey hareketidir.
Eğimli üst kısım esas olarak ejektör plakasının hareketine ve harekete dayanır. Ejektör sisteminin bir uzantısıdır ve yanal çekirdek çıkarma mekanizmasına aittir.
Eğimli tepenin hareketi sırasında, sadece dikenleri çıkarmakla kalmaz, aynı zamanda ejektör mekanizmasının plastik ürünleri kalıptan çıkarmasına da yardımcı olabilir, bu nedenle ejektörü eğimli tepenin etrafında 10-20 mm içinde düzenlemeye gerek yoktur.
(2) Ejecting stroke: In the design of the slanting top, the ejector stroke must ensure the safe ejection of plastic products from the injection mold.
Kalıbın aynı zamanda güvenli bir şekilde serbest bırakılmasını sağlamak için, ejektör strokunu kısaltmaya çalışmalıdır, ejektör stroku ne kadar büyükse, eğimli üst kısmı yormak o kadar kolay, ömür o kadar kısa olur.
(3) Eğimli üst kısmın açısı 12 dereceden büyük olmamalıdır. Daha büyük açılar dikkatle kullanılmalıdır. Eğimli tepenin açısı ne kadar büyük olursa, mukavemet o kadar kötü olur, kırılması o kadar kolay olur.
The rear mold slider, slant top mechanism is the most common and one of the most basic structures in plastic mold.

c. Ön kalıp sürgü yapısı
Arka kalıp sürgüsü gibi plastik kalıpta önemli bir sistemdir. Ürün aşağıdaki koşullara sahip olduğunda ön kalıp sürgü mekanizmasına ihtiyaç duyulur.
(1) Görünüm konusunda yüksek gereksinimleri olan kabuk ürünleri, yan duvarlarda delikler veya oluklar olduğunda, arka kalıp sürgüsünün kullanılması görünümü etkileyecektir.
(2) Ürünün yüksekliği çok yüksektir, tokanın konumu arka kalıp çekirdeğinden uzak olduğunda, arka kalıp kaydırıcısının yapılması daha zordur, kullanmayı düşünmeniz gerekir
(3) Bazı kabuk ürünleri, iç kalıbın ön tarafındaki tokanın konumu, sadece arka kalıp kaydırıcısını yapamaz
(4) Bazı ürünlerde, kısıtlamaların görünümü nedeniyle, serbest bırakma eğiminin ürün görünümü küçüktür, ön kalıba yapışması kolaydır
(5) Bazı yuvarlak, neredeyse yuvarlak veya dikdörtgen derin boşluklu ürünler için, tüm dış yüzeyde bir pah varsa, Haff tipi kaydırıcıyı kullanmayı düşünün.
Birçok çeşit ön kalıp sürgüsü vardır ve enjeksiyon kalıplama işleme maliyeti çok daha yüksektir ve işleme çok daha zordur, bu nedenle kalıp tasarımında ön kalıp sürgülerini kullanmamaya çalışın.
Enjeksiyonda ürün alttan kesik veya yanak deliğine sahiptir. özel plasti̇k kalip yan maça çekme mekanizmasını (kızak olarak da adlandırılır), eğimli maça çekme mekanizmasını (kaldırıcılar olarak da adlandırılır), yağ silindirini (yan maça çekme mesafesi uzun olduğunda) tasarlaması gerekir.

Arka kalıp kaydırıcı ile karşılaştırıldığında ön kalıp kaydırıcı
(1) Kalıbın ön kalıp sürgüsü ile ön kısmının bir kez daha ayrılması gerekir (ön sürgü hariç) ve tüm kalıbın en az iki veya üç kez ayrılması gerekir. Nokta geçit beslemeli bir kalıp ise, üç kez; nokta geçit beslemesiz bir kalıp ise, iki kez gerekir.
(2) İki veya üç kez olsun, ana ayırma yüzeyi son seferde açılmalıdır
(3) Ana ayırma yüzeyi daha fazla sıkıştırma mekanizmasına sahiptir
(4) Kalıp çerçevesinin kılavuz sütunu genellikle ön kalıptadır
(5) Ön kalıp sürgü mekanizmasının bireysel kalıbı, arka kalıp itme plakasının yapısını gerçekleştiremez
Ön kalıp sürgü mekanizmasının kalıbı tasarlanırken aşağıdaki hususlara dikkat edilmelidir
(1) Ön kalıp sürgü mekanizmasının kalıbını tasarlarken, tutkal besleme yöntemi nokta kapısı beslemesi ise, ince ağızlı kalıp tutucu veya basitleştirilmiş ince ağızlı kalıp tutucu kullanılmalıdır.
Yapıştırma yöntemi noktasız yolluk ise, sahte üç plakalı kalıp tutucuyu kullanmanız gerekir, çünkü sahte üç plakalı kalıp tutucu ön kalıp sürgü mekanizmasının kalıbı için tasarlanmıştır.
(2) Ana ayırma yüzeyi çok güvenli ve güvenilir bir sıkıştırma mekanizmasına sahip olmalıdır, yaygın olarak kullanılanlar naylon açıcı, yaylı toka makinesi, mekanik toka makinesi vb.
(3) Üst kod şablonu ile bazı plakalar arasında, genellikle omuz vidaları (sınırlayıcı vidalar) ile kullanılan çok güvenli bir sınırlama mekanizması olmalıdır.
(4) Ön kalıp sürgü mekanizması kalıbının geçit kovanı ve ön kalıp çekirdeği uzun süre şiddetli bir sürtünme durumundadır, bu nedenle geçit kovanının ön ucu uyacak şekilde eğimli olmalıdır.
Need a Quote for Your Injection Molding Project?
Get competitive pricing, DFM feedback, and production timeline from ZetarMold’s engineering team.
Request a Free Quote → See our Injection Molding Complete Guide for a comprehensive overview.







