 İçeriğe geç
İçeriğe geç 

Enjeksiyonda kaynak izlerinin nedenleri ve çözümleri | ZetarMold enjeksiyon kalıbıed products.
Avoiding these and other injection molding defects is all about using the right mold manufacturer and having a part manufacturer that has the right quality assurance to catch these defects and troubleshoot them.
Örneğin, otomotiv endüstrisinde, niteliksiz plastik parçalar doğrudan otomobilin kalitesinin düşmesine yol açmakta ve hatta insan hayatının güvenliğini tehlikeye atmaktadır.
Bu nedenle, kaynak çizgilerinin oluşum sürecini ve etkileyen faktörleri incelemek ve kaynak çizgilerini ortadan kaldırmanın yollarını bulmak büyük pratik öneme sahiptir.

Kaynak çizgilerinin oluşum mekanizması
Plastic products in the injection molding process, found in the plastic melt filling the cavity, such as two or more strands of melt in the first part of the meeting have been cooled so that they can not be completely integrated, it will be at the intersection of the groove, the formation of melt marks.
Plastik ürünlerin "kaynak çizgileri", erimiş malzemenin iki telinin morfolojik yapısının ve mekanik özelliklerinin birbiriyle temas ettiği, diğer kısımlardan tamamen farklı olan üç boyutlu alanı ifade eder.

Enjeksiyon kalıplı parçalarda en yaygın kaynak hatları iki temel tiptedir:
One is the melt joint marks formed at the meeting of the melt fronts entering the cavity from different gates, called cold melt joint marks, when two or more gates are used to reduce the melt flow and mold filling time due to the structural characteristics or large size of the injection molded parts.
Bir diğeri ise kavite maça ve kesici uçlarla donatıldığında, düşük sıcaklıktaki eriyik bu engeli aşarken iki şeride ayrılır ve iki eriyik şeridi engeli aştıktan sonra yeniden birleşerek sıcak kaynak izleri olarak adlandırılan kaynak izlerini oluşturur.

Plastik ürünlerdeki kaynak izlerinin nedenleri
1. Kapıdan yüksek hızda geçen plastik eriyik doğrudan boşluğa girer, ardından boşluğun yüzeyine temas eder ve sertleşir, ardından sonraki plastik eriyik tarafından itilir, böylece yılan izleri bırakır.
2. When the injection mold design adopts a multi-gate feeding scheme, the plastic melt flow fronts converge with each other; in the area of holes and obstacles, the melt flow fronts will also be divided into two; uneven uniform wall thickness will also lead to weld marks.
3. Bir yan kapı kullanıldığında ve plastik kapıdan geçtikten sonra durgun malzeme alanı yoksa veya yetersiz durgun malzeme alanı varsa, kolayca sprey izleri üretecektir.

Plastik ürünlerdeki kaynak izleri için çözümler
1. Kapı sayısını azaltın.
2. Kapı konumunu ayarlayın.
3. Füzyon parçasının yanına malzeme taşma kuyuları ekleyin, kaynak hattını taşma kuyularına taşıyın ve ardından çıkarın.
4. Bu parçadaki havayı ve uçucu maddeleri hızla tahliye etmek için kaynak hattı alanındaki egzozu artırın. Plastiğin akışkanlığını artırmak ve ergitme sırasında malzeme sıcaklığını artırmak için malzeme sıcaklığını ve kalıp sıcaklığını yükseltin.
5. Kaynak hattının yerini başka bir yere taşımak için kapıların yerini ve sayısını değiştirin.
6. Enjeksiyon hızını arttırın.
7. Enjeksiyon basıncını artırın ve dökme sisteminin boyutunu artırın.
8. Kalıp ayırıcı maddelerin kullanımını azaltın.
9. Kapı ile kaynak alanı arasındaki mesafeyi kısaltın.
10. Geçit konumunu, erimiş plastik geçitten geçtikten sonra pime veya duvara çarpacak şekilde ayarlayın.
11. Geçit formunu, geçit alanında yeterli durgunluk alanına sahip üst üste binen bir geçit veya pabuçlu geçit olarak değiştirin.
12. Plastik eriyiğin ilk enjeksiyon hızını yavaşlatın.
13. Malzeme akış cephesinin hemen oluşması için kapak kalınlığını/kesit alanını artırın.
14. Malzemenin hızlı kürlenmesini önlemek için kalıp sıcaklığını yükseltin.

Erime izlerini etkileyen faktörler ve bunların ortadan kaldırılmasını iyileştirecek önlemler
Erime izleri plastik parçaların kalitesi üzerinde önemli bir etkiye sahip olduğundan, oluşum mekanizmaları ve performans değerlendirmeleri üzerine birçok araştırma yapılmış ve çeşitli çözümler önerilmiştir.
a. Sıcaklık etkisi
Sıcaklığın artırılması, polimerin gevşeme sürecini hızlandırabilir ve moleküler zincir dolanma süresini azaltabilir, bu da malzemenin ön ucundaki moleküllerin tam füzyonuna, difüzyonuna ve dolanmasına daha elverişlidir, böylece kaynak bağlantı izi alanının mukavemetini artırır.
Eriyik sıcaklığının artırılmasının plastik parçaların yüzeyindeki V-çentik derinliğini azaltmak için faydalı olduğu ve eriyik sıcaklığı 220℃'den 250℃'ye çıkarıldığında V-çentik derinliğinin 7μm'den 3μm'ye düştüğü kanıtlanmıştır.
The effect of temperature on the tensile capacity of melt marks of PA66 injection molded products containing 33% glass fiber reinforcement was studied and found that: the tensile strength of specimens with and without melt marks increased with the increase of melt temperature.
Sıcaklık değişiminin kaynak ek yeri izlerinin gerilme mukavemeti üzerindeki etkisi doğrusal değildir ve kaynak ek yeri izlerinin gerilme mukavemeti, sıcaklık nispeten düşük olduğunda (70 ℃ gibi) sıcaklık artışıyla önemli ölçüde değişir;
Ancak, sıcaklık belirli bir dereceye kadar yükseldiğinde bu değişim nispeten sabittir.
Benzer sonuçlar PA66 (35% cam elyaf takviyeli) ile ABS kullanılarak yapılan deneyler için de elde edilmiştir.
Using simulations it was found that mold temperature and melt temperature of the injection molding machine did not have the same effect on the strength of weld marks formed by different materials.
Deneyler ve simülasyonların bir kombinasyonu kullanılarak, enjeksiyon kalıplama işlemi parametreleri arasında, eriyik sıcaklığının ABS plastik parçaların kaynak ek yeri izlerinin mukavemeti üzerinde en büyük etkiye sahip olduğu bulunmuştur.

b. Enjeksiyon basıncı ve tutma basıncının etkisi
Injection pressure is an important factor in the filling and molding of plastic melt. Its role is to overcome the resistance of plastic melt when it flows in the barrel, nozzle, pouring system, and cavity, to give the plastic melt sufficient filling speed, and to be able to compact the melt to ensure the quality of injection molded products.
Enjeksiyon basıncının artırılması, akış kanalı direncinin üstesinden gelmeye ve basıncı eriyik cephesine aktarmaya yardımcı olur, böylece eriyik kaynak işaretinde yüksek basınçla kaynaştırılabilir ve kaynak işaretindeki yoğunluğu artırabilir, böylece kaynak işaretinin mukavemeti artırılabilir.
Tutma basıncının arttırılması sadece eriyik moleküler zincirinin hareketine daha fazla kinetik enerji sağlamakla kalmaz, aynı zamanda iki eriyik telinin karşılıklı bağlanmasını teşvik eder, böylece kaynak izi alanının yoğunluğunu ve kaynak izinin mukavemetini arttırır.

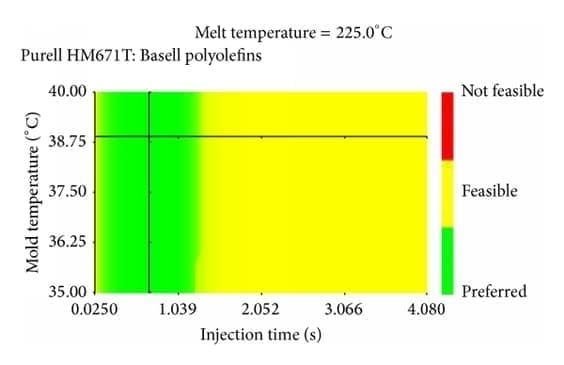
c. Enjeksiyon hızı ve enjeksiyon süresinin etkisi
Enjeksiyon hızının artırılması ve enjeksiyon süresinin kısaltılması, eriyik cepheleri birleşmeden önceki akış süresini azaltacak, ısı kaybını azaltacak ve kesme ısısı oluşumunu artıracak, böylece eriyik viskozitesi azalacak ve akışkanlık artacak, böylece kaynak izlerinin mukavemeti artacaktır.
Kaynak ek yeri izlerinin mukavemeti enjeksiyon süresine çok duyarlıdır ve enjeksiyon süresi azaldıkça artacaktır.
Bununla birlikte, enjeksiyon hızı çok büyüktür ve plastik parçaların performansını ciddi şekilde etkileyen türbülans (eriyik kopması) üretmek kolaydır.
Genel olarak, kaynak hattı enjeksiyon kalıplama düşük basınçta ve yavaş hızda yapılmalı ve daha sonra plastik enjeksiyon kalıplama hızı kalıplanan parçanın şekline göre ayarlanmalıdır.
Uygulamada, üretim döngüsünü kısaltmak ve türbülanstan kaçınmak için, orta ila yüksek enjeksiyon hızı daha sık kullanılır.

Enjeksiyon hızı, kavitedeki eriyiğin akış davranışının yanı sıra kavitedeki basınç ve eriyik sıcaklığını ve ürünün performansını etkiler.
Enjeksiyon hızı büyüktür, kalıp döküm sisteminden geçen eriyik ve boşluk akış hızı da büyüktür, malzeme ne kadar güçlü kesilirse, sürtünme ısısı o kadar büyük olur, sıcaklık yükselir, viskozite azalır, malzeme süreci de uzar, boşluk basıncı da artar, ürün kaynak izlerinin mukavemeti de artar.
Buna ek olarak, parçaların tek tip duvar kalınlığı çok farklı olduğunda, sıvı akışı enjeksiyon kalıbı Direnç farklı olduğunda boşluk, duvar kalınlığındaki direnç küçüktür, akış hızı hızlıdır ve ince duvardaki direnç büyüktür, akış hızı yavaştır.
Akış hızındaki bu farklılık nedeniyle, farklı duvar kalınlıklarından gelen eriyik, farklı yakınsama akış hızları ile ve son olarak kaynak izlerinin oluşumunun yakınsamasında.
Need a Quote for Your Injection Molding Project?
Get competitive pricing, DFM feedback, and production timeline from ZetarMold’s engineering team.
Request a Free Quote → See our Injection Molding Complete Guide for a comprehensive overview.







