 Перейти к содержанию
Перейти к содержанию 
Услуги стереолитографии (SLA) 3D-печати
Откройте для себя точность с помощью стереолитографии (SLA) 3D-печати. Откройте для себя качество и инновации уже сегодня.

Полное руководство по стереолитографии (SLA) 3D-печати
Что такое SLA 3D-печать и почему она важна?
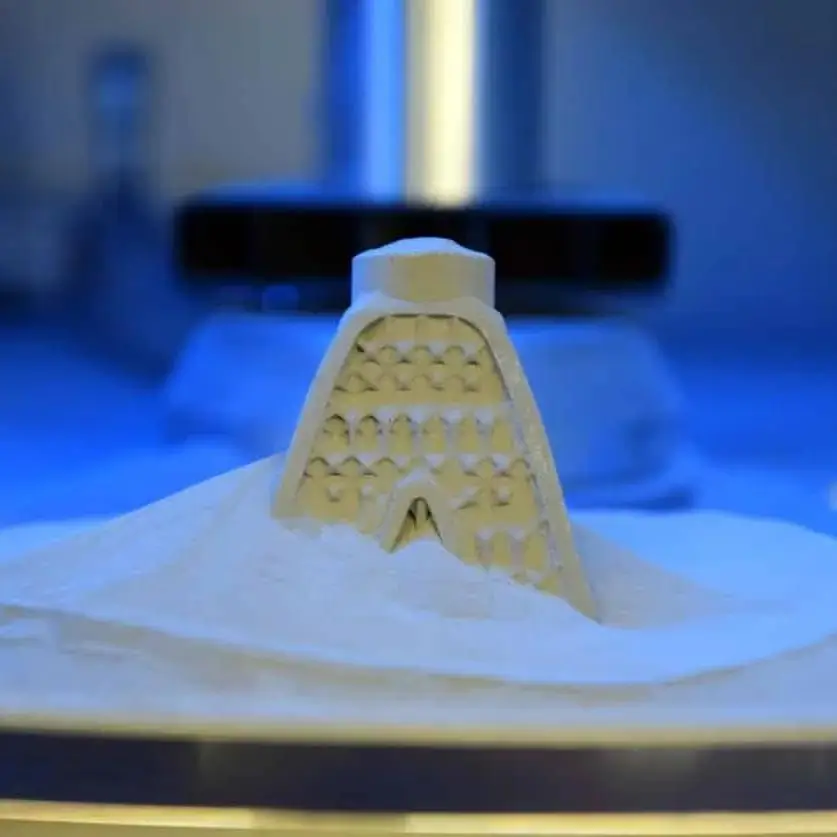
Стереолитография, широко известная как SLA, - это мощный процесс аддитивного производства, относящийся к семейству чановой фотополимеризации. Изобретенный Чаком Халлом в 1980-х годах, он стал первой коммерциализированной технологией 3D-печати, заложившей основу для всей индустрии. Основной принцип SLA заключается в использовании концентрированного луча ультрафиолетового (УФ) света, обычно лазерного, для выборочного отверждения и послойного застывания жидкой фотополимерной смолы, в результате чего создается трехмерный объект на основе цифрового дизайна.
По своей сути SLA - это фотохимический процесс. Он начинается с чана с жидкой фотополимерной смолой, чувствительной к ультрафиолетовому излучению. Ультрафиолетовый лазер, точно направляемый системой зеркал, называемых гальванометрами, прорисовывает геометрию поперечного сечения одного слоя 3D-модели на поверхности этой смолы. Сфокусированная ультрафиолетовая энергия запускает химическую реакцию - полимеризацию, в результате которой жидкая смола мгновенно превращается в твердый пластик. После того как один слой завершен, платформа для сборки перемещается на незначительное расстояние, и процесс повторяется до тех пор, пока не будет сформирован весь объект. Именно этот метод позволяет SLA производить детали с таким уровнем детализации и качества поверхности, с которым не могут сравниться многие другие технологии.
Почему SLA является краеугольным камнем современного производства?
SLA имеет большое значение, потому что она устанавливает промышленный стандарт для высокоточных прототипов и деталей. Его способность создавать детали размером в несколько десятков микрон с невероятно гладкой, почти литой поверхностью делает его незаменимым в тех случаях, когда эстетика и мелкие детали имеют первостепенное значение.
От медицинских приборов до бытовой электроники - SLA стал важнейшим инструментом для инноваций. Он ускоряет цикл разработки продукта, позволяя быстро проводить итерации. Дизайнер может получить в руки физическую деталь уже через несколько часов или дней, а не недель или месяцев. Такой быстрый цикл обратной связи позволяет быстрее выводить на рынок более качественные и совершенные продукты. Универсальность материалов, включая биосовместимые, литьевые и высокотемпературные варианты, открывает новые возможности в таких областях, как стоматология, ювелирное дело и специальное машиностроение, укрепляя позиции технологии как жизненно важной, а не просто исторической.
- Визуальные прототипы: Она позволяет дизайнерам и инженерам создавать реалистичные модели, которые точно отображают внешний вид конечного продукта.
- Тестирование формы и посадки: Высокая точность SLA позволяет использовать детали для проверки зазоров при сборке и механических сопряжений, прежде чем приступать к изготовлению дорогостоящей оснастки.
- Сложные геометрии: SLA позволяет создавать замысловатые внутренние каналы, сложные органические формы и тонкие элементы, которые невозможно изготовить традиционными субтрактивными методами, такими как обработка на станках с ЧПУ.
Как работает SLA 3D-печать, шаг за шагом?
Понимание процесса SLA - ключ к оценке его возможностей. Путь от цифрового файла до физического объекта - это тщательная, строго контролируемая последовательность событий.
Шаг 1: Подготовка и нарезка 3D-модели:
Процесс начинается с цифровой 3D-модели, обычно созданной в программе автоматизированного проектирования (CAD). Формат файла и нарезка:
- Экспорт модели: Модель CAD экспортируется в формат файла, пригодный для 3D-печати, чаще всего STL (Standard Tessellation Language) или OBJ. Этот формат представляет поверхность 3D-модели в виде сетки треугольников.
- Программное обеспечение для нарезки: Затем STL-файл импортируется в специализированное программное обеспечение для "нарезки". Это программное обеспечение в цифровом виде "нарезает" модель на сотни или тысячи тонких горизонтальных слоев.
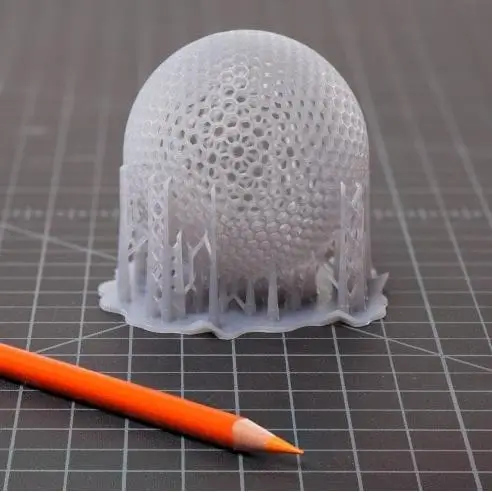
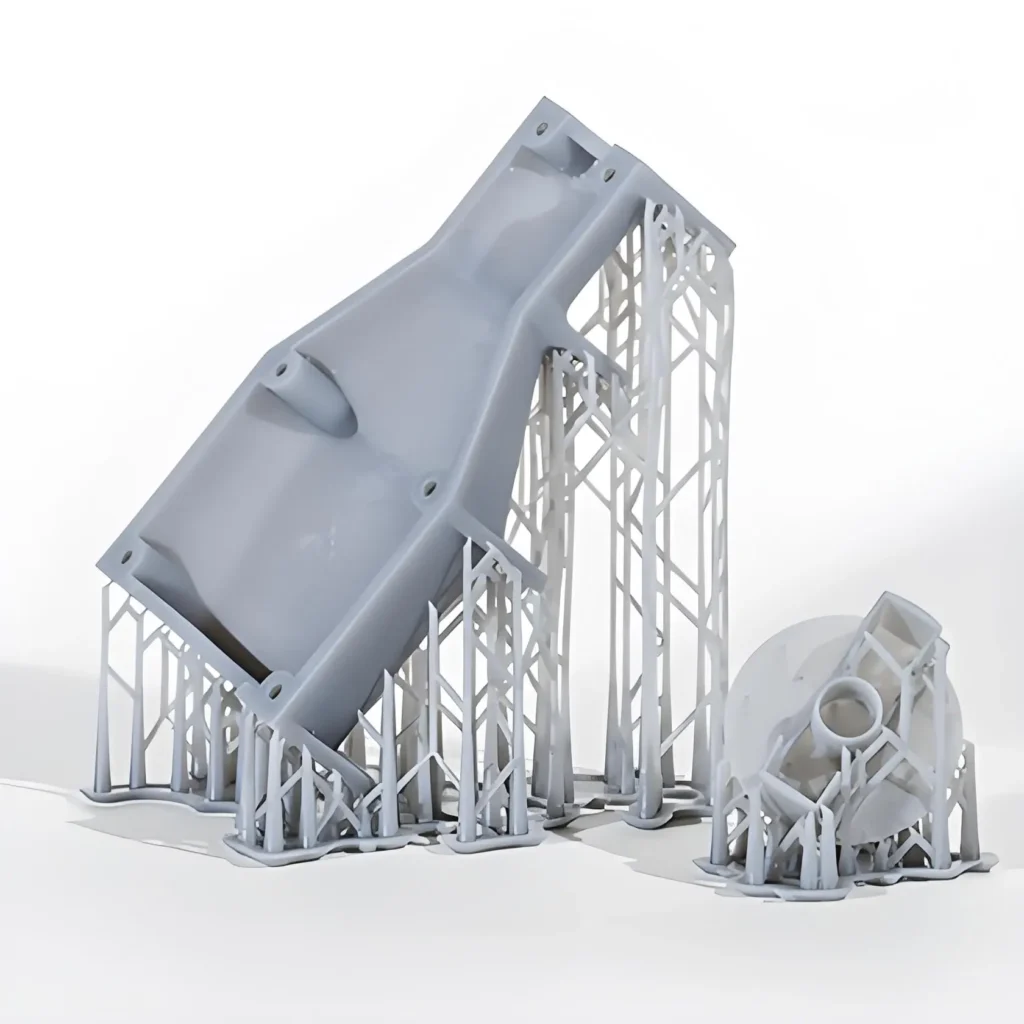
- Ориентация и поддержка: На этом этапе оператор или дизайнер ориентирует деталь в виртуальном объеме сборки, чтобы оптимизировать время печати, качество поверхности и прочность. Затем программное обеспечение автоматически генерирует необходимые опорные конструкции - тонкие решетчатые опоры, которые крепят деталь к платформе сборки и поддерживают выступы и острова, чтобы предотвратить их падение или отсоединение во время печати.

Шаг 2: Настройка станка и подготовка материалов:
Перед началом печати необходимо подготовить SLA-машину. Контрольный список для предварительной печати:
- Чан со смолой: Резервуар для смолы, или чан, заполняется выбранной жидкой фотополимерной смолой. Очень важно убедиться в отсутствии пузырьков или затвердевших частиц от предыдущих отпечатков.
- Постройте платформу: Платформа для сборки надежно установлена и точно откалибрована, чтобы обеспечить идеальный уровень и правильную начальную высоту относительно поверхности смолы.
- Загрузка файлов: Нарезанный файл, теперь содержащий послойные инструкции (G-код), отправляется на 3D-принтер.
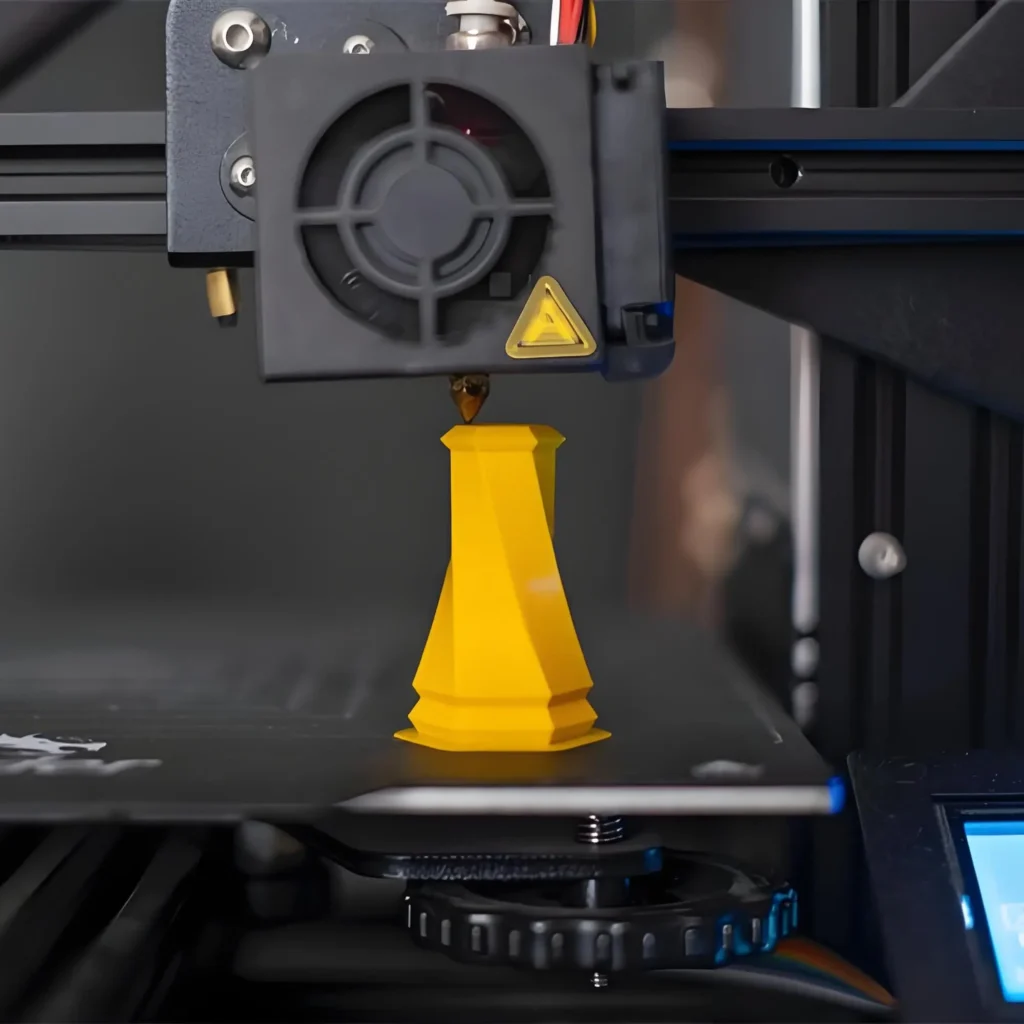
Шаг 3: Цикл послойного отверждения:
Это основа процесса SLA-печати, повторяющаяся для каждого слоя объекта. Печатная петля:
- Адгезия начального слоя: Платформа опускается в чан со смолой, оставляя между платформой и дном чана пространство, равное высоте слоя (обычно 25-100 микрон).
- Лазерное отверждение: Включается высокоточный ультрафиолетовый лазер. Направляемый гальванометрами, управляемыми компьютером, он быстро сканирует поперечное сечение первого слоя, затвердевая смолу, с которой он соприкасается.
- Движение платформы: Когда слой полностью отверждается, платформа для построения перемещается вверх (в большинстве современных "инвертированных" SLA-систем), отделяя только что сформированный твердый слой от дна ванны.
- Восстановление смолы: Лезвие или механизм для повторного нанесения покрытия проходит по чану, чтобы обеспечить свежий, гладкий и равномерный слой жидкой смолы, готовый к следующему проходу.
- Повторение: Платформа снова опускается, и лазер отверждает следующий слой, сплавляя его с нижележащим. Этот цикл продолжается до тех пор, пока деталь не будет готова.
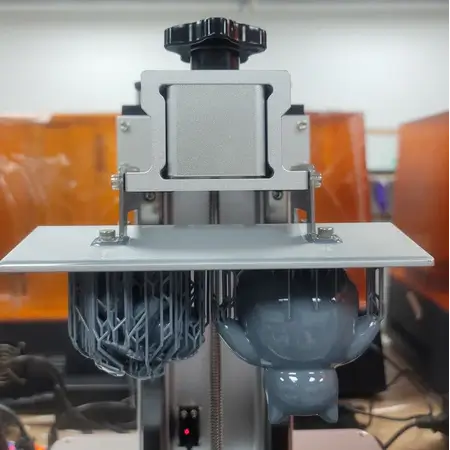
Шаг 4: Снятие деталей и первичная очистка:
Когда последний слой напечатан, платформа для сборки поднимается из чана со смолой, обнажая готовую деталь, которую теперь называют "зеленой". Она все еще покрыта неотвержденной жидкой смолой и еще не достигла своих окончательных механических свойств. Оператор аккуратно отсоединяет деталь и ее опорные конструкции от платформы для сборки, готовясь к необходимому процессу постобработки.
Какие материалы используются в SLA-печати?
Универсальность SLA во многом определяется широким выбором фотополимерных смол. Это термореактивные полимеры, то есть после отверждения они не могут быть переплавлены обратно в жидкую форму. Каждый тип смолы содержит специальные добавки для достижения различных механических, термических и визуальных свойств.
1. Понимание фотополимерных смол:
Смолы для SLA представляют собой сложные химические смеси. Основными компонентами являются:
- Мономеры и олигомеры: Фундаментальные строительные блоки пластика.
- Фотоинициаторы: Молекулы, поглощающие ультрафиолетовый свет и запускающие реакцию полимеризации.
- Добавки: Наполнители, пигменты и другие химические вещества, которые изменяют свойства конечного материала (например, прочность, гибкость, цвет, термостойкость).
2. Распространенные типы смол для SLA и их применение:
① Стандартные смолы:
- Свойства: Это рабочие лошадки общего назначения в SLA. Они обеспечивают чрезвычайно высокое разрешение, очень гладкую поверхность и отлично подходят для получения мелких деталей. Однако они, как правило, относительно хрупкие, обладают низкой ударопрочностью и термостойкостью.
- Приложения: Идеально подходит для визуальных прототипов, концептуальных моделей, предметов искусства, статуэток и деталей, для которых эстетика важнее механических характеристик.
② Инженерные смолы (прочные и долговечные):
- Свойства: Созданы для имитации распространенных инженерных термопластов, таких как ABS и PP. Эти смолы обеспечивают превосходный баланс прочности, жесткости и ударопрочности. "Жесткие" смолы разработаны для того, чтобы выдерживать нагрузки и деформации, в то время как "прочные" смолы обеспечивают высокую износостойкость и гибкость.
- Приложения: Функциональные прототипы, оснастка и приспособления, корпуса с защелками и детали конечного использования, требующие надежных механических характеристик.
③ Гибкие и эластичные смолы:
- Свойства: Эти материалы имитируют свойства резины или силикона с различной степенью гибкости и эластичности, измеряемой твердостью по Шору (например, 50A, 80A). Их можно многократно сгибать, растягивать и сжимать.
- Приложения: Прокладки, уплотнения, мягкие на ощупь захваты, носимые вещи, анатомические модели для хирургического моделирования и прототипирование эластомерных изделий.
④ Застывающие смолы:
- Свойства: Эта специализированная смола отличается высоким содержанием воска. Ключевым свойством является ее чистое "выгорание" в процессе литья по выплавляемым моделям - при нагревании в печи она превращается в золу и газ с минимальным остатком. В результате в литейной форме остается идеальная полость.
- Приложения: Материал для ювелирной промышленности (создание мастер-шаблонов для колец, кулонов) и стоматологии (шаблоны для коронок и мостов).
⑤ Высокотемпературные смолы:
- Свойства: Эти смолы обладают высокой температурой теплового прогиба (HDT), то есть температурой, при которой материал начинает деформироваться под определенной нагрузкой. После отверждения они выдерживают температуру свыше 200°C (392°F).
- Приложения: Литейные формы для прототипирования (для коротких партий), приспособления для испытания горячим воздухом и потоком жидкости, термостойкие компоненты и крепления для освещения и электроники.
⑥ Биосовместимые и медицинские смолы:
- Свойства: Разработанные для применения в медицине и стоматологии, эти смолы имеют сертификат биосовместимости (например, ISO 10993) для контакта с кожей или слизистой оболочкой. Они устойчивы к таким методам стерилизации, как автоклавирование.
- Приложения: Изготовление на заказ хирургических направляющих, слуховых аппаратов, стоматологических моделей, шин и других медицинских изделий, ориентированных на конкретного пациента. Требуется строгое соблюдение протоколов производства и последующей обработки.
⑦ Смолы с керамическим наполнителем:
- Свойства: Это композитные материалы, в которых полимерная смола наполнена керамическими частицами. В результате получаются детали с исключительной жесткостью, термостойкостью и гладкой матовой поверхностью. Однако они более хрупкие, чем другие инженерные смолы.
- Приложения: Детали, требующие экстремальной жесткости и термостойкости, когда хрупкость не вызывает опасений, например, модели для аэродинамических труб и специализированные приспособления.

Каковы основные преимущества SLA 3D-печати?
Неизменная популярность SLA обусловлена уникальным набором преимуществ, которые делают ее оптимальным выбором для широкого спектра приложений.
1. Непревзойденная точность и мелкие детали:
Основное преимущество SLA заключается в его разрешении. Размер лазерного пятна, используемого в SLA-принтерах, чрезвычайно мал (часто 80-140 микрон в диаметре), что позволяет прорисовывать невероятно тонкие детали и острые края. Такая точность несравнима с большинством других технологий печати, в частности с FDM, что делает SLA золотым стандартом для деталей с замысловатыми деталями.
2. Исключительная отделка поверхности:
Поскольку при SLA детали создаются путем отверждения жидкости, получаемые поверхности исключительно гладкие и непористые. Переходы между слоями часто незаметны невооруженным глазом, что придает конечной детали вид, аналогичный изготовленной методом литья под давлением. Это устраняет необходимость в обширной постобработке для получения высококачественной отделки, что экономит время и труд.
3. Универсальность материалов для специализированных применений:
Как подробно описано в разделе "Материалы", широта ассортимента доступных для SLA смол является значительным преимуществом. Возможность выбора прочных, гибких, литьевых, термостойких и биосовместимых материалов означает, что SLA можно использовать не только для создания прототипов, но и для широкого спектра функциональных, конечных применений в различных отраслях промышленности.
4. Водонепроницаемые и изотропные детали:
Процесс химического скрепления слоев в SLA позволяет создавать полностью плотные, водонепроницаемые детали прямо с принтера. Кроме того, в результате такого прочного химического соединения детали получаются в значительной степени изотропными, то есть их механические свойства (например, прочность на разрыв) одинаковы по всем трем осям (X, Y и Z). Это резко отличается от FDM, где детали анизотропны и значительно слабее вдоль оси Z (между слоями). Такая изотропия делает детали SLA более надежными для механических применений.
5. Ускоренные циклы разработки продуктов:
Для создания одного прототипа с высокой точностью SLA - удивительно быстрая технология. Он может превратить сложный цифровой проект в осязаемый объект за одну ночь. Такая скорость позволяет командам разработчиков проводить быстрые итерации - печатать деталь, тестировать ее, вносить изменения в конструкцию и печатать следующую версию в непрерывном цикле. Это значительно сокращает сроки разработки, снижает риск дорогостоящих ошибок в оснастке и в конечном итоге приводит к созданию более качественных продуктов.

Каковы ограничения или проблемы SLA-печати?
Несмотря на свою мощь, SLA не лишен проблем. Реалистичное понимание его ограничений имеет решающее значение для успешного внедрения.
1. Более высокие материальные и эксплуатационные расходы:
Фотополимерные смолы значительно дороже термопластичных нитей, используемых в FDM-печати. Стоимость одного килограмма может быть в 3-10 раз выше. Кроме того, само оборудование сложнее, а расходные материалы, такие как резервуар для смолы и платформа для сборки, имеют ограниченный срок службы и требуют периодической замены, что увеличивает общие эксплуатационные расходы.
2. Обязательная и грязная постобработка:
Детали SLA не готовы к использованию сразу после печати. Они требуют многоэтапной постобработки, которая отнимает много времени и сил. К ним относятся:
- Мытье: Зеленая" деталь должна быть тщательно промыта в растворителе, обычно изопропиловом спирте (IPA), чтобы удалить с ее поверхности все остатки неотвержденной смолы.
- Затвердевание: Затем промытая деталь должна быть подвергнута воздействию ультрафиолетового света и часто тепла на специализированной станции отверждения для достижения окончательных, оптимальных механических свойств. Этот процесс требует специального оборудования, хорошо проветриваемого помещения и правильного обращения с опасными химическими веществами.
3. Чувствительность к ультрафиолетовому излучению и возможность хрупкости:
Стандартные смолы для SLA, в частности, подвержены деградации от длительного воздействия солнечного света (УФ-излучения). Со временем это может привести к тому, что детали станут более хрупкими, изменят цвет и потеряют свою механическую целостность. Хотя покрытие, устойчивое к ультрафиолетовому излучению, может смягчить это явление, оно является ключевым фактором для деталей, предназначенных для длительного использования на открытом воздухе. Многие стандартные смолы также по своей природе более хрупкие, чем инженерные термопласты.
4. Как правило, меньшие объемы строительства:
5. Необходимость и влияние вспомогательных структур:
Почти все SLA-отпечатки требуют опорных конструкций для крепления детали к платформе сборки и поддержки любых нависающих элементов. Эти опоры изготавливаются из того же материала, что и сама деталь, и должны быть удалены вручную во время постобработки. Этот процесс удаления может оставить на поверхности небольшие зазубрины или следы, которые могут потребовать тщательной шлифовки для создания идеально гладкой поверхности, что увеличивает трудозатраты.
Чем SLA отличается от других технологий 3D-печати?
Выбор подходящей технологии 3D-печати полностью зависит от требований к стоимости, скорости, свойствам материала и точности.
1. SLA против моделирования методом плавленного напыления (FDM):
FDM - самая распространенная и доступная технология 3D-печати, позволяющая создавать детали путем послойного выдавливания расплавленной термопластичной нити.
① Разрешение, детализация и чистота поверхности:
- SLA: Превосходно. Создает гладкие поверхности и фиксирует чрезвычайно мелкие детали.
- FDM: Некачественный. Заметные линии слоя являются отличительной особенностью, а мелкие детали могут быть потеряны из-за большего диаметра сопла. Для получения гладкой поверхности часто требуется тщательная постобработка.
② Стоимость и простота:
- SLA: Более высокая стоимость станка и материалов. Более сложный рабочий процесс из-за постобработки.
- FDM: Низкая стоимость. Станки и материалы доступны по цене, а процесс проще, с минимальной постобработкой.
③ Свойства и прочность материалов:
- SLA: Изотропные детали обладают хорошей прочностью, но стандартные смолы могут быть хрупкими. Специализированные инженерные смолы обеспечивают надежную работу.
- FDM: Предлагает широкий ассортимент прочных инженерных термопластов (например, ABS, PETG, нейлон, поликарбонат). Детали анизотропны (слабее между слоями), но могут быть очень прочными и долговечными.
Моделирование методом наплавленного осаждения (FDM)
2. SLA по сравнению с селективным лазерным спеканием (SLS):
SLS использует мощный лазер для послойного сплавления частиц порошкообразного полимера (обычно нейлона).
① Деталь против функциональной силы:
- SLA: Лучше всего подходит для мелких деталей и эстетичных прототипов, где очень важна чистота поверхности.
- SLS: Лучше всего подходит для производства прочных, долговечных и функциональных деталей с превосходными механическими свойствами, не уступающими деталям, изготовленным методом литья под давлением. Поверхность имеет свойство зернистости.
② Опорные конструкции:
- SLA: Требуются опорные конструкции, которые необходимо демонтировать.
- SLS: Без поддержки. Нерасплавленный порошок, окружающий деталь, выступает в качестве естественной опоры, позволяя создавать сложные, взаимосвязанные геометрические формы без ограничений, связанных с опорами.
③ Стоимость и доступность:
- SLA: Выпускаются как в доступном настольном, так и в промышленном формате.
- SLS: Преимущественно промышленная технология с высокой стоимостью входа и значительными требованиями к оборудованию.
Селективное лазерное спекание (SLS)
3. SLA в сравнении с цифровой обработкой света (DLP) и LCD/MSLA:
DLP и LCD (также называемые Masked SLA или MSLA) также являются технологиями чановой фотополимеризации и ближайшими родственниками SLA. Ключевое различие заключается в источнике света.
① Источник света и скорость:
- SLA: Используется лазер для прорисовки каждого слоя. Время печати зависит от сложности и площади каждого слоя.
- DLP/LCD: Используйте цифровой проектор (DLP) или ЖК-экран с матрицей УФ-светодиодов (LCD/MSLA) для одновременной вспышки и полимеризации всего слоя. Это делает их значительно быстрее SLA, особенно при печати нескольких деталей или больших массивных деталей, поскольку время печати зависит только от высоты детали (ось Z).
② Разрешение и форма вокселей:
- SLA: Лазер создает непрерывную, гладкую траекторию. Разрешение определяется размером лазерного пятна.
- DLP/LCD: Изображение состоит из пикселей (в 3D они называются вокселями). Это может иногда приводить к эффекту "пикселизации" или "сглаживания" на изогнутых поверхностях, хотя современные методы сглаживания значительно уменьшают этот эффект. Разрешение определяется размером пикселя проектора или ЖК-экрана.

DLP/LCD
Полное руководство по SLA 3D-печати
Окунитесь в наше полное руководство по стереолитографии (SLA) 3D-печати. Узнайте о пошаговом процессе, свойствах материалов, стоимости, советах по проектированию и основных областях применения.
Полное руководство по стереолитографии (SLA) 3D-печати
Какие рекомендации по дизайну следует соблюдать при SLA-печати?
Проектирование для SLA (DfAM - Design for Additive Manufacturing) имеет решающее значение для обеспечения успеха печати, оптимизации качества деталей и минимизации затрат.
1. Минимальная толщина стенки:
Чтобы деталь была самонесущей и успешно печаталась, стенки должны иметь минимальную толщину.
- Опорные стены: Обычно рекомендуется минимальная толщина 0,4 мм.
- Незакрепленные стены: Для вертикальных стенок, которые должны быть жесткими сами по себе, лучше использовать толщину не менее 0,6 мм. Более тонкие стенки рискуют деформироваться или выйти из строя во время печати.
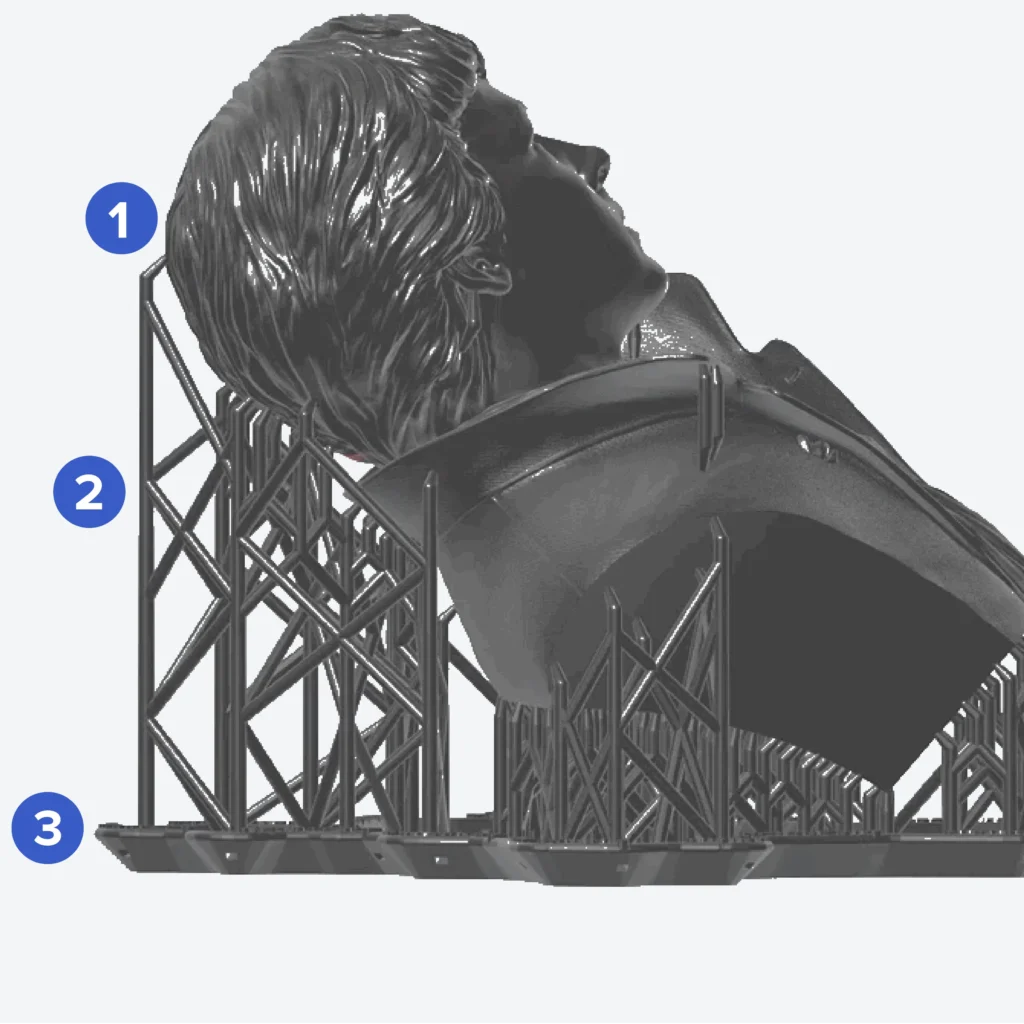
2. Свесы и опоры:
Любая часть модели, которая нависает под углом более 45 градусов от вертикали, скорее всего, потребует опорных конструкций.
- Дизайн для самообеспечения: По возможности делайте плавные изгибы и фаски (с углами менее 45 градусов), чтобы свести к минимуму необходимость в опорах.
- Стратегия ориентации: Ориентируйте деталь в программе для нарезки, чтобы минимизировать количество опор на критических косметических поверхностях, так как их удаление может оставить небольшие следы.
3. Выемки и дренажные отверстия:
Печатать большие цельные модели дорого и долго. Кроме того, это повышает риск сбоя печати из-за сил всасывания в процессе отслаивания.
- Выемка: Используйте программное обеспечение CAD для выемки твердых моделей, создавая внутреннюю полость и экономя значительное количество смолы. Толщина стенок 2-3 мм обычно достаточна для полого корпуса.
- Дренажные отверстия: Обязательно добавьте в выдолбленную модель как минимум два дренажных отверстия. Эти отверстия позволяют неотвержденной смоле вытекать из внутренней полости во время печати и промывки. Без них застывшая смола может создать давление и привести к тому, что деталь треснет или лопнет. Располагайте отверстия в некритичных местах.
4. Тисненые и гравированные детали:
SLA превосходно справляется с мелкими деталями, но существуют физические ограничения.
- Тисненые детали (рельефные): Должны выступать над поверхностью не менее чем на 0,2 мм, чтобы их было хорошо видно.
- Выгравированные детали (утопленные): Они должны быть не менее 0,4 мм в ширину и 0,4 мм в глубину, чтобы лазер мог правильно их отвердить и чтобы жидкая смола могла вымываться.
5. Допуски и сборка:
SLA отличается высокой точностью, но для деталей, которые должны быть подогнаны друг к другу, зазоры очень важны.
- Разминирование: Для скользящей посадки или сборки обеспечьте минимальный зазор между сопрягаемыми деталями 0,1-0,2 мм. Для более плотного прилегания может подойти меньший зазор в 0,05 мм. Всегда лучше напечатать небольшую пробную деталь, чтобы проверить допуски с помощью конкретного материала и принтера.
6. Избегайте "кукования":
"Закупорка" происходит, когда полая секция создает замкнутый объем, обращенный к сборочной платформе, действуя как присоска во время процесса отслаивания. Это может привести к сбою печати. Ориентация детали по-другому или добавление дополнительных вентиляционных отверстий может решить эту проблему.
Каковы общие области применения SLA 3D-печати?
Уникальные преимущества SLA сделали его незаменимым инструментом во множестве отраслей.
1. Прототипирование и разработка продукта:
Это остается основной областью применения SLA. Инженеры и дизайнеры используют его для создания:
- Визуальные модели высокой точности: Идеально подходит для маркетинга, фокус-групп и выступлений перед инвесторами.
- Формирование и подгонка прототипов: Проверка правильности сборки деталей и их соответствия эргономическим требованиям перед инвестированием в оснастку для массового производства.
2. Машиностроение и производство:
Помимо создания прототипов, SLA используется непосредственно на производстве:
- Нестандартная оснастка и приспособления: Создание высокоточных нестандартных инструментов для фиксации деталей во время обработки или сборки, что повышает согласованность и скорость работы.
- Краткосрочные литьевые формы: Используя высокотемпературные смолы, SLA позволяет изготавливать формы для небольших партий (50-100 деталей) компонентов, отливаемых под давлением, что значительно сокращает расходы на оснастку и время выполнения опытных партий.
3. Стоматология:
Благодаря точности и доступности биосовместимых материалов SLA произвела революцию в стоматологической промышленности.
- Руководство по хирургии: Руководства по точной установке зубных имплантатов с учетом особенностей пациента.
- Модели для термоформования: Создание точных моделей зубов пациента для термоформования прозрачных выравнивателей.
- Коронки, мосты и зубные протезы: Создание литых шаблонов или даже прямая печать временных реставраций.
4. Украшения:
SLA с использованием литьевых смол занимает центральное место в современном ювелирном деле.
- Узоры для литья по выплавляемым моделям: Ювелиры печатают сложные эскизы, которые затем используются для создания форм для литья драгоценных металлов, таких как золото и серебро. Это обеспечивает беспрецедентную свободу дизайна и индивидуальность.
5. Здравоохранение и медицинские приборы:
- Анатомические модели: Хирурги используют высокодетализированные модели пациентов, напечатанные на основе снимков КТ или МРТ, для планирования сложных операций, что позволяет сократить время пребывания в операционной и улучшить результаты лечения пациентов.
- Нестандартные корпуса устройств: Прототипирование и производство корпусов для медицинских приборов, где точность и гладкие поверхности имеют решающее значение.
6. Искусство, дизайн и развлечения:
- Детализированные фигурки и миниатюры: Хоббисты и дизайнеры персонажей используют SLA для создания высокодетализированных моделей, которые невозможно было бы создать иным способом.
- Реквизит и спецэффекты в кино: Создание детальных, индивидуальных реквизитов и моделей для киноиндустрии.

Каков рабочий процесс постобработки SLA?
Успешная SLA-печать - это только половина успеха. Для достижения желаемой эстетики и механических свойств не обойтись без правильной постобработки.
1. Мытье:
Зеленая" деталь, только что вышедшая из принтера, покрыта липким слоем неотвержденной жидкой смолы. Его необходимо удалить.
- Процесс: Деталь погружают и перемешивают в растворителе, чаще всего изопропиловом спирте (IPA) с концентрацией 90% или выше. Это можно сделать вручную в контейнере или, что более эффективно, с помощью автоматизированной промывочной станции с циркуляцией растворителя.
- Цель: Удалите всю остаточную смолу с поверхности и из всех внутренних полостей. Недостаточная промывка приведет к прилипанию детали и неправильному отверждению.
2. Сушка:
После промывки деталь должна полностью высохнуть перед полимеризацией.
- Процесс: Деталь следует оставить сушиться на воздухе, а для ускорения процесса можно использовать сжатый воздух. Очень важно убедиться в том, что весь IPA испарился, так как задержанный растворитель может вызвать дефекты поверхности и растрескивание во время полимеризации.
3. УФ-отверждение:
Зеленая" часть еще не достигла своей полной силы. Постотверждение - необходимый этап для завершения процесса полимеризации.
- Процесс: Чистая и сухая деталь помещается в полимеризационную станцию, где на нее воздействует сочетание ультрафиолетового света (с определенной длиной волны, обычно 405 нм) и часто тепла. Продолжительность и температура зависят от материала.
- Цель: Для полного сшивания полимерных цепей, максимизации прочности, жесткости и термостойкости детали. Без этого этапа деталь будет слабой, липкой и нестабильной по размерам.
4. Снятие опоры:
Это можно сделать как до, так и после полимеризации, что имеет свои преимущества.
- Перед отверждением: Деталь становится мягче, поэтому опоры легче удаляются фрезами заподлицо. Однако при этом на поверхности могут оставаться более значительные следы.
- После отверждения: Деталь более твердая и хрупкая, поэтому для ее удаления требуется больше усилий и осторожности, чтобы не сломать тонкие элементы. Места излома обычно более чистые. Большинство профессионалов удаляют основную часть опор до полимеризации и выполняют тонкое удаление после.
5. Дополнительная отделка:
Для получения действительно идеальной отделки можно предпринять дополнительные шаги.
- Шлифовка: Небольшие следы, оставленные несущими конструкциями, можно зачистить влажной шлифовальной бумагой с постепенным увеличением зернистости.
- Полировка: Для получения прозрачного, как стекло, покрытия на прозрачных смолах требуется полировка.
- Грунтовка и покраска: SLA-детали очень хорошо переносят грунтовку и краску, что позволяет создавать многоцветные модели производственного качества.

Сколько стоит SLA-печать и сколько времени она занимает?
Это два наиболее важных практических вопроса для любого предприятия, рассматривающего SLA. Ответы на них зависят от нескольких взаимосвязанных факторов.
1. Факторы, влияющие на стоимость SLA-печати:
① Расход материала: Это самая прямая стоимость. Она рассчитывается на основе общего объема использованной смолы, который включает в себя не только саму деталь, но и смолу, необходимую для опорных конструкций и, возможно, плота (базовой конструкции). Полые детали - самый эффективный способ снизить эту стоимость.
② Машинное время: Эти затраты связаны с амортизацией SLA-принтера и временем его работы. В отличие от некоторых других технологий, машинное время в SLA диктуется в первую очередь не объемом или сложностью детали, а ее высотой.
③ Труд: SLA - это трудоемкий процесс. Стоимость должна учитывать время квалифицированного труда, необходимое для:
- Подготовка к печати (настройка файла, ориентация).
- Настройка и очистка оборудования.
- Весь процесс постобработки (промывка, полимеризация, удаление опор и финишная обработка).
④ Частичная сложность: Несмотря на то, что высота не так сильно влияет на время печати, очень сложные детали могут потребовать более сложных стратегий поддержки, более бережного обращения и более интенсивной постобработки, что увеличивает трудозатраты.
2. Оценка времени печати SLA:
① Основной водитель (высота Z): Самым важным фактором, определяющим время печати в SLA, является высота детали по оси Z. Поскольку принтер должен выполнять одну и ту же последовательность действий (лазерное отверждение, перемещение платформы, повторное нанесение покрытия) для каждого слоя, высокая деталь всегда будет занимать больше времени, чем короткая, независимо от ее ширины или объема.
② Другие факторы: Хотя высота Z является доминирующей, на скорость могут влиять и другие незначительные факторы:
- Высота слоя: Меньшая высота слоя (например, 25 микрон) приведет к улучшению качества поверхности, но увеличит общее количество слоев и, соответственно, время печати по сравнению с большей высотой слоя (например, 100 микрон).
- Материал: Некоторые смолы могут требовать немного большего времени экспонирования для каждого слоя, что незначительно влияет на общую скорость.

Почему вы должны выбрать нас для услуг SLA 3D-печати?
Чтобы справиться со сложностями SLA, требуется не просто принтер, а опыт, точность и стремление к качеству. Вот почему мы являемся идеальным партнером для ваших потребностей в SLA 3D-печати.
Мы используем самые современные промышленные SLA-машины, которые тщательно калибруются и обслуживаются. Для обеспечения стабильности смолы и повторяемости процесса в нашей печатной среде поддерживается климат-контроль. Это гарантирует, что каждая деталь, которую мы производим, соответствует самым высоким стандартам точности размеров и качества обработки поверхности.
Имея обширную библиотеку стандартных и передовых инженерных смол, наши специалисты вместе с вами подберут идеальный материал для вашей конкретной задачи. Мы понимаем все нюансы свойств каждой смолы и можем предоставить консультативный подход, чтобы ваша деталь работала именно так, как задумано, будь то визуальный прототип или функциональный компонент конечного использования.
Наш процесс разработан с учетом эффективности. От нашей платформы мгновенного онлайн-котирования до оптимизированного рабочего процесса пост-обработки, мы минимизируем сроки выполнения заказа без ущерба для качества. Мы понимаем важность скорости в современной разработке продукции и стремимся поставлять ваши детали вовремя, каждый раз.
Мы больше, чем просто типография. Мы являемся партнером по производству полного цикла. Наша команда может предоставить обратную связь по дизайну для аддитивного производства (DfAM), чтобы оптимизировать ваши детали для процесса SLA, а наши комплексные услуги по отделке - включая шлифовку, покраску и сборку - означают, что вы можете получить детали, готовые к немедленному использованию.
Мы рассматриваем наших клиентов как партнеров. Наша цель - стать органичным продолжением вашей проектной и инженерной команды. Мы гордимся четкой коммуникацией, прозрачными ценами и стремлением помочь вам решить самые сложные задачи и воплотить в жизнь самые инновационные идеи.
Наиболее часто задаваемые вопросы о SLA 3D-печати
Прочность SLA-детали полностью зависит от используемой смолы. Стандартные смолы, как правило, хрупкие и лучше всего подходят для нефункциональных моделей. Однако инженерные смолы (например, Tough, Durable или ABS-like) отличаются превосходными механическими характеристиками, обеспечивая высокую прочность на разрыв и ударопрочность, подходящую для многих функциональных приложений, оснастки и приспособлений.
В целом, нет. Стандартные SLA-смолы токсичны в жидком и неотвержденном состоянии и не сертифицированы для контакта с пищевыми продуктами. Для приложений, требующих контакта с кожей, таких как носимые устройства или медицинские справочники, необходимо использовать специальную биосовместимую смолу или смолу медицинского класса и следовать строгому, проверенному рабочему процессу печати и последующей обработки для обеспечения безопасности.
SLA по своей сути является одноцветным процессом. Цвет детали определяется цветом жидкой смолы в ванне. Хотя существуют некоторые предварительно пигментированные смолы (например, белая, серая, черная, прозрачная), их выбор ограничен. Для многоцветных деталей стандартной профессиональной практикой является печать детали нейтральным цветом (например, серым), а затем грунтовка и покраска в процессе последующей обработки для достижения желаемого вида.
SLA - одна из самых точных технологий 3D-печати. Типичная точность размеров для промышленных SLA-машин находится в пределах ±0,1% от номинального размера, с минимальным допуском около ±0,1 ±0,2 мм. Такая высокая точность делает ее идеальной для тестирования формы и посадки, а также для деталей с жесткими требованиями к сборке.
"Печать на смоле" - это общий термин для семейства технологий, называемых фотополимеризацией в чанах. SLA, DLP (цифровая обработка света) и LCD/MSLA - все это разновидности печати на смоле. Ключевое различие заключается в источнике света:
- SLA Для рисования слоя используется одна лазерная точка.
- DLP С помощью цифрового проектора происходит вспышка и полимеризация всего слоя сразу.
- LCD/MSLA использует массив УФ-светодиодов, светящих через ЖК-экран, который выступает в качестве маски для отверждения всего слоя сразу. Хотя все они используют жидкую смолу, метод отверждения влияет на скорость и разрешение. SLA - это оригинальная технология, известная своей точностью и гладкостью.


Что такое научное литье под давлением: полное руководство
Что такое научное литье под давлением: Полное руководство Научное литье под давлением превращает метод проб и ошибок в точность, основанную на данных. Узнайте, как системный контроль процесса снижает дефекты, повышает качество и обеспечивает постоянное производство деталей.

Почему возникают утяжины при литье под давлением — и как их устранить?
Усадочные раковины — эти раздражающие впадины на поверхности в остальном идеальной отлитой детали — являются одним из самых распространенных и заметных дефектов литья под давлением. Они появляются

Кто является ведущими компаниями по литью под давлением в Индии?
Производство литьевых пресс-форм в Индии: полное руководство по закупкам. Вы оцениваете поставщиков пластиковых деталей, и кто-то из вашей команды спросил об Индии. Справедливый вопрос — индийская литьевая пластмасса
Предоставляемые решения по оптимизации Бесплатно
- Предоставление обратной связи по дизайну и оптимизационных решений
- Оптимизация структуры и снижение затрат на пресс-формы
- Общайтесь напрямую с инженерами один на один

