 Перейти к содержанию
Перейти к содержанию 

Литье под давлением - обязательная технология в современном производстве. Литниковая система литьевой формы является ключевой частью литьевая формачто напрямую влияет на качество и эффективность производства конечного продукта. В этой статье мы расскажем вам о роли, типах, принципах проектирования и практических аспектах литниковой системы для литьевых форм, а также приведем несколько конкретных примеров, чтобы помочь вам понять ее важность в производстве.

Основные концепции литниковой системы для литьевых форм
Литниковая система литьевой формы может быть описана как система, через которую расплавленный пластик транспортируется из сопла литьевой машины в полость формы во время процесс литья под давлением. Литниковая система является очень важным компонентом пресс-формы и состоит из таких элементов, как литник, бегунок, затвор и колодец для холодного шлама.
1. Шпагат: Спрут - это металлический канал, соединяющий сопло инжекционной машины с бегунком пресс-формы. Обычно он используется для транспортировки расплавленного пластика от инжекционной машины к бегуну. Конструкция литника должна обеспечивать беспрепятственное движение пластика по прямому пути с минимальными потерями тепла или давления.
2. Бегун: Бегунковые каналы направляют расплавленный пластик от литника к воротам, имеющимся в каждом из деревьев. Они также должны обеспечивать поступление необходимого количества пластика к каждому литнику и его надлежащий поток.

3. Ворота: Эти затворы соединяют бегунок с полостью формы, которая представляет собой область формы, содержащую материал для литья. Это последний канал, через который пластик поступает в полость, и форма и размер этого прохода оказывают непосредственное влияние на поток пластика и общее качество конечного продукта.
4. Колодец для холодных слизней: Колодец холодной пробки - это компонент литьевой формы, предназначенный для захвата и охлаждения первой порции пластика, поступающей в пресс, вместо того чтобы позволить ей вытекать в полость. Это важно, так как снижает вероятность получения бракованных изделий из-за холодного пластика.
Роль воротной системы
Использование системы литников очень важно в контексте технологии литья под давлением. Она выполняет несколько основных функций:
1. Направление расплавленного пластика: Система затворов направляет поток расплавленного пластика в полость формы из литьевой машины. Она гарантирует, что пластик свободно течет, не застревая или, наоборот, не протекая непоследовательно.
2. Управление потоком и давлением: С помощью размера и формы можно регулировать направление потока материала и давление пластика в целом. Это влияет на общую плотность и механические свойства конкретного изготавливаемого изделия. В соответствии со своим пониманием и выводами, управление потоком и давлением расплавленного металла в штампе может минимизировать образование внутренних напряжений и повысить качество конечного продукта.

3. Управление температурой: Конструкция системы затворов влияет на распределение тепла в расплавленном пластике, что оказывает влияние на процесс формовки. Это препятствует образованию дефектов, которые могли бы возникнуть в результате разной скорости охлаждения. Управление температурой становится все более важным в связи с более жаркими и нестабильными условиями, в которых происходит высокоточное и высококачественное литье под давлением.
4. Внешний вид продукта Качество: Положение и форма скана ворот оказывают огромное влияние на внешний вид конечного продукта. Например, с их помощью можно предотвратить такие негативные явления, как следы потеков и линии сварки. Соответствующие ворота вносят значительный вклад в улучшение эстетики изделия, поэтому особое значение имеет тщательное создание соответствующих ворот.
5. Эффективность производства: Согласно приведенным примерам, хорошо спроектированная система затворов помогает сохранить и даже сократить время цикла впрыска. Это повышает эффективность производства. Короткое время цикла и быстрая скорость производства являются важными объектами в современном производстве, и правильная конструкция системы затворов играет жизненно важную роль в достижении этих целей.

Типы воротных систем
В зависимости от формы и функции затвора литниковые системы для литья под давлением в основном делятся на следующие типы:
1. Прямые ворота: Прямые затворы непосредственно вводят расплавленный циклит в полость, поэтому они лучше всего подходят для крупных деталей и деталей с толстыми стенками. Их преимуществом является способность обеспечивать низкое сопротивление потоку, однако существует риск образования следов течения и пузырьков, для контроля которых необходимо регулировать температуру пресс-формы и скорость впрыска.

2. Боковые ворота: Боковые затворы, подающие расплавленный пластик со стороны полости пресс-формы, обычно используются для формирования изделий среднего и малого размера. Их преимуществом является простота конструкции, а также удобство обработки и использования Однако применение этих разновидностей в толстостенных изделиях ограничено из-за наличия боковых затворов, что в свою очередь влияет на распределение потока пластика и линии сварных швов.

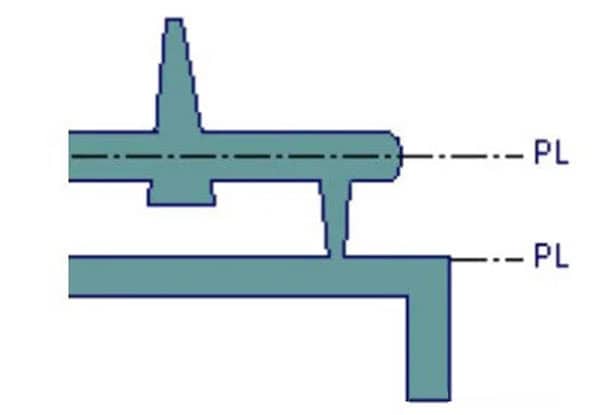
3. Подводные ворота: Такие ворота скрыты, обычно располагаются внутри или на задней стороне изделия, в основном их предпочитают для изделий, обладающих исключительной косметической привлекательностью. Их преимущество заключается в том, что изделия получаются эстетически привлекательными, но они сложны в обработке и нуждаются в сложных производственных формах.

4. Вентиляторные ворота: Веерные затворы распределяют расплавленный пластик в полости, что подходит для тонкостенных изделий или изделий большой площади. Их преимущество заключается в равномерном потоке, что позволяет эффективно сократить количество сварных швов, но они сложны в обработке и требуют точного проектирования направляющих.

5. Кольцевые ворота: Кольцевые затворы подходят для изделий кольцевой или цилиндрической формы, обеспечивая равномерное распределение расплавленного пластика. Они обладают преимуществом стабильного потока, подходят для высокоточных изделий, но стоимость обработки высока и требует высокой точности изготовления пресс-формы.

6. Ворота с перекрытием: Перекрывающие затворы аналогичны боковым затворам, но часть перекрывающего затвора перекрывает толщину формованного изделия, поэтому на боковой поверхности формованного изделия не остается следов свидетелей. Перекрывающие затворы обычно используются для предотвращения образования струи. Типичные размеры перекрывающих литников - 0,4-6,4 мм толщиной и 1,5-12,7 мм шириной. Недостатком является то, что обработка затвора на поверхности разъема затруднена.

Принципы построения системы стробирования
Конструкция литниковой системы напрямую влияет на эффект литья под давлением. Вот некоторые ключевые принципы проектирования:
1. Определите разумное положение ворот: Затвор должен располагаться в месте наибольшей толщины детали или в центральной части блока, чтобы обеспечить равномерное заполнение полости и устранить линии сварного шва и следы раковины. При выборе положения затвора следует также учитывать направление потока продукта, а также последующие процессы, которым будет подвергаться изделие.
2. Выберите подходящий тип ворот: Определите, какой тип затвора подходит для конкретной формы и размера, это также будет зависеть от использования продукта. Разные типы затворов подходят для разных потоков, по-разному влияют на сопротивление, наполняемость и последующую обработку, поэтому выбрать подходящий тип затвора довольно сложно.

3. Оптимизируйте дизайн бегунов: Что касается длины канала, то он должен быть настолько коротким и прямым, насколько это возможно, чтобы минимизировать перепад давления и потери тепла, обеспечивая при этом необходимую гибкость и возможность формования пластика. Геометрия и размеры поперечного сечения канала также должны быть оптимизированы в зависимости от характеристик потока пластика и требований к охлаждению пресс-формы.
4. Размер ворот управления: Размер затвора должен определяться в зависимости от объема продукта и производительности инжекционной машины, чтобы избежать слишком большого или слишком маленького размера, влияющего на эффект наполнения. Слишком большой затвор увеличит напряжение сдвига, а затвор меньшего размера может привести к неполному заполнению или чрезмерному времени охлаждения.

5. Рассмотрите возможность облегчения выброса: Конструкция затвора должна способствовать выталкиванию продукта, не допуская трудностей с выталкиванием, вызванных слишком большим или слишком маленьким затвором. Такие факторы, как сила выталкивания, направление, форма и положение затвора, должны быть полностью учтены при проектировании.
6. Стоимость изготовления сбалансированной пресс-формы: Обеспечивая качество продукции и эффективность производства, конструкция литниковой системы должна быть как можно более простой, чтобы снизить затраты на изготовление пресс-формы. Продуманная конструкция может уменьшить сложность и время обработки пресс-формы, снижая производственные затраты.
Практические соображения по поводу системы стробирования
1. Избегайте пузырьков и ожогов: Предотвращение возникновения в конструкции затвора расплавленного пластика пузырей или локального перегрева, вызывающего ожоги от потока. Проблемы с пузырями и ожогами на бегунах можно уменьшить, если правильно выбрать конструкцию бегуна и положение затвора.
2. Контролируйте напряжение сдвига: Изначально при проектировании затвора и бегунка напряжение сдвига должно быть минимальным, чтобы не разрушать расплавленный пластик и не делать бегунок склонным к поломке. Высокое напряжение сдвига приведет к ухудшению характеристик пластика, снижая механическую прочность и срок службы изделия.
3. Сократить количество отходов и вторичной переработки: Использование разумной системы затворов также позволяет устранить или поддерживать минимальный уровень отходов затворов, минимизировать затраты и время вторичной обработки продукта. Оператор должен убедиться, что положение и размер затвора правильно подобраны таким образом, чтобы обеспечить оптимальное использование материала и минимальные потери.

4. Обеспечьте равномерную температуру формы: Это важнейший фактор, связанный с процессом литья под давлением, который позволяет сбалансировать среднюю температуру пресс-формы таким образом, чтобы перепад температур не вызывал проблем с конечным продуктом. Существуют два зависимых процесса - нагрев и охлаждение, поэтому система контроля температуры пресс-формы должна обеспечивать хороший баланс температур.
5. Регулярное техническое обслуживание и осмотр: Частота использования - еще один вопрос, и поскольку на многих предприятиях и производствах литниковая система используется в течение длительного времени, она может изнашиваться, что требует частых проверок и технического обслуживания, чтобы вернуть систему в нормальное состояние. Обнаруженные и сообщенные на ранней стадии проблемы в системе литников могут стать разницей между успешным производством и рядом проблем с качеством, которые могут возникнуть из-за неисправной системы литников.

Тематические исследования
Разбирая конкретные случаи, мы сможем лучше понять методы проектирования и оптимизации литниковой системы в практических приложениях.
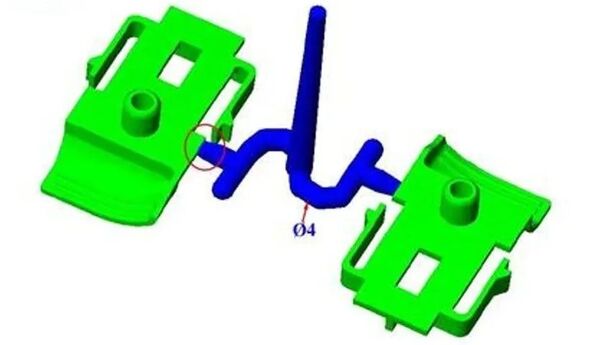
1. Автомобильные запчасти: Подводные ворота обычно используются в литьё под давлением автомобильных деталей для придания эстетической отделки конечным изделиям с учетом способности выдерживать условия эксплуатации при высоких температурах и высоком давлении. Например, производство приборных панелей для автомобилей требует высокой точности и отличных поверхностей, обращенных к клиенту; подводные затворы могут решить эту проблему дефектов поверхности, вызванных движением, и улучшить механические характеристики изделий.

2. Корпуса бытовых приборов: Вентиляторные или боковые затворы часто применяются для корпусов бытовой техники; это позволяет сделать изделия большой площади с точным и сбалансированным заполнением и экологически предпочтительным качеством поверхности. Например, в литьё под давлением корпусов телевизоров, тонкостенные детали должны иметь затвор, расположенный таким образом, чтобы он обеспечивал равномерное заполнение, исключая линии сварки и деформации, которые влияют на качество конечного продукта.

3. Медицинские приборы: Многие детали, связанные с медицинским оборудованием, требуют высокой точности и чистоты; в некоторых из них используются многозаходные или кольцевые затворы для получения оптимальных и точных размеров и структуры внутри. Например, при производстве шприцев необходимо использовать точный и чистый метод, при котором использование кольцевых затворов минимизирует неравномерность пластика в шприцах, что повышает их надежность.

4. Корпуса электронных изделий: Корпуса электронных LCA отличаются высоким качеством внешнего вида и должны выдерживать точные размеры; обычно для этого используются подводные или боковые затворы. Например, дверные рамы автомобилей требуют высокой точности производства, так как они являются корпусами телефонов, изготовленными методом литья под давлением, а структурное проектирование затворов подводных лодок может улучшить эстетику за счет предотвращения дефектов поверхности, которые минимизируются с помощью подводных затворов.

5. Упаковочная продукция: Использование прямых или многоточечных затворов в упаковочной продукции обычно требует высокой скорости цикла и эффективности производства. Например, производство крышек для пластиковых бутылок предполагает короткое время цикла, поэтому использование прямых затворов может напрямую способствовать высокой скорости производства и тем самым минимизировать затраты на производство.

Будущие тенденции развития систем стробирования
В производственных процессах с новыми технологиями, а также при различных изменениях требований рынка, литниковые системы требуют постоянных инноваций. В будущем при разработке литниковых систем больше внимания будет уделяться следующим аспектам:
1. Интеллектуальный дизайн: Технологии CAD/CAE могут быть полезны для усовершенствования литниковой системы, чтобы сделать ее более совершенной и эффективной. Оптимизация положения затворов, конструкции бегунков и размеров затворов возможна с помощью анализа моделирования, что повышает стандартные возможности проектирования.

2. Защита окружающей среды и энергосбережение: Хотя конструкция литниковой системы является важным аспектом во всем процессе работы системы, в будущем при проектировании литниковой системы основное внимание будет уделяться использованию минимального количества материалов и энергии. Таким образом, минимизируются отходы, максимизируется использование материалов, снижается потребление энергии при производстве конкретного продукта, а также достигаются экологические цели по защите окружающей среды в плане экономии энергии.
3. Кастомизация и гибкое производство: Кроме того, с изменением рыночных требований и запросов потребителей конструкция литниковой системы станет более разнообразной и персонализированной, поскольку она будет отвечать конкретным требованиям типа продукта. Гибкие производственные линии и модульная конструкция пресс-форм также станут будущими тенденциями, которые, несомненно, продолжат повышать гибкость и производительность производства.

4. Применение новых материалов: Поскольку новые материалы разрабатываются практически ежедневно, очевидно, что дизайн литниковой системы должен учитывать изменения, касающиеся типа материала. Кроме того, следует отметить, что использование новых материалов будет способствовать развитию дизайна литниковой системы с точки зрения использования, производительности и качества продукции.
5. Автоматизация и умное производство: При дальнейшем развитии литниковой системы будет внедряться компьютерное управление и автоматическая система управления производством, чтобы свести вмешательство человека к минимально возможному уровню, что позволит интеллектуально управлять производственным процессом. Использование IIoT и больших данных позволяет не только контролировать производственный процесс в режиме реального времени, но и улучшать его, ускоряя и создавая более качественную продукцию.

Заключение
Разработка и применение литниковой системы для литья под давлением очень важны для успеха литья под давлением. Разумная конструкция литниковой системы может значительно повысить качество и эффективность производства изделий, а также снизить производственные затраты. В практическом применении мы должны сочетать конкретные требования к изделию и производительность литьевой машины, гибко использовать различные типы литниковых систем и принципы проектирования, а также обеспечивать плавное процесс литья под давлением.

В этой статье всесторонне представлены роль, типы, принципы проектирования и области применения литниковой системы для литьевых форм, а также рассматриваются будущие тенденции развития. Надеемся, что она может послужить ценным справочником и руководством для читателей. Ожидается, что благодаря постоянной практике и оптимизации литниковая система для литьевых форм будет играть все более важную роль в будущем производстве.







