

Скорость охлаждения при литье под давлением? | ZetarMold литьевая формаing, the cooling rate of a material is key in determining its quality and properties.
Слишком быстрое или слишком медленное снижение скорости может привести к нарушению кристалличности, ослаблению прочности и искажению точности размеров - все это негативно сказывается на конечном продукте. При попытке установить идеальную скорость охлаждения необходимо учитывать несколько факторов, в том числе:
1. Дизайн пластмассовых изделий
Толщина стенок пластиковых изделий является существенным фактором, определяющим время охлаждения. Как правило, толстые изделия требуют более чем вдвое большего времени охлаждения по сравнению с более тонкими аналогами; эта зависимость соответствует закону мощности 1,6, касающемуся диаметра самого большого канала внутри каждого пластикового изделия.

2. Материал пресс-формы
Die material plays a pivotal role in cooling injection molding parts adequately and efficiently. The thermal conductivity of the components, including core, cavity material, and base must be optimized to ensure maximum heat transfer speeds are achieved during production runs so that cycle times may remain low.
3. Метод охлаждения
Литье под давлением - это процесс, в котором используемая система охлаждения играет важную роль в определении скорости отвода тепла от материала и полости.
It’s common to include channels for water, air or oil coolant when designing injection molds; however, more advanced systems such as cryogenic ones have been known to offer even greater efficiency with higher rates of cooling success.
Несмотря на то, что все три варианта являются жизнеспособными и зависят от необходимости применения, производители должны тщательно продумать, какой тип лучше всего соответствует их требованиям, прежде чем продолжить работу.

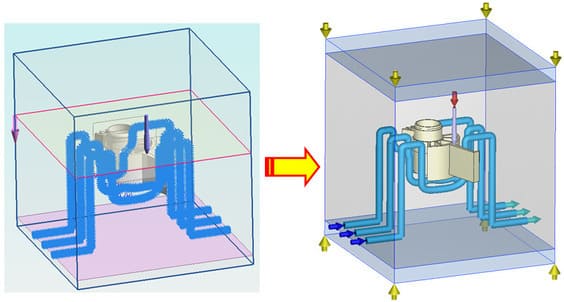
4. Конфигурация труб охлаждающей воды
An effective cooling system is essential for achieving successful injection molding results, and this can be achieved by ensuring an optimized pipe configuration – the closer pipes to the cavity, with a larger diameter amounting to greater numbers, will result in faster cool-down times.
5. Поток охлаждающей жидкости
Для максимально эффективного охлаждения важно обеспечить турбулентный поток воды. Чем выше скорость потока, тем эффективнее тепловая конвекция для отвода ненужной тепловой энергии.
6. Природа охлаждающей жидкости
The heat transfer effect of the injection mold is closely related to the viscosity and thermal conductivity of its coolant. Lowered viscosities promote increased thermal properties, resulting in improved cooling ability for molds that operate at lower temperatures.
7. Выбор пластика
Пластмассы играют важную роль в регулировании температуры окружающей среды. Забирая тепло из более жарких помещений, пластики помогают быстро отводить его в более прохладные пространства, что повышает терморегуляцию и энергоэффективность.
При выборе пластиковых материалов следует учитывать их удельную теплоемкость и коэффициент теплопроводности, так как они в значительной степени влияют на способность быстро остывать, что делает их гораздо более мощными!

8. Настройка параметров обработки
Повышение температуры материала способствует повышению температуры пресс-формы для повышения эффективности, а снижение температуры выталкивания требует большего времени на охлаждение; оптимизируйте время машинного цикла с помощью этой информации.
9. Правила проектирования системы охлаждения
Для достижения максимальной эффективности система охлаждения была разработана таким образом, чтобы обеспечить равномерное и быстрое регулирование температуры. Технологические отверстия также имеют стандартные размеры для удобства изготовления и сборки.

10. Параметры конструкции системы охлаждения
When it comes to injection mold design, the plastic part’s wall thickness and volume dictate a variety of parameters such as cooling hole location, size and type – all with an aim to arrive at an ideal balance between strength/accuracy versus surface finish/shrinkage.
Если требуется более высокая производительность в плане прочности или точности, можно внести изменения, которые могут привести к более компромиссным дефектам поверхности или уровню усадки.
Controlling the cooling rate in injection molding is essential for achieving a smooth surface finish and minimal shrinkage on components.
Для достижения этой цели можно использовать различные методы, такие как снижение тепловыделения или изменение геометрии деталей. Соответствующее внедрение этих модификаций позволяет производителям и дизайнерам получить преимущество перед стандартными процессами производства деталей.
1) Использование тепловых барьеров
Например, изоляционные материалы или охлаждаемые сердечники, чтобы замедлить передачу тепла от материала к литьевая форма полость.
2) Использование различной температуры пресс-формы
При этом в разных частях формы поддерживается разная температура, чтобы обеспечить равномерную скорость охлаждения детали.
Заключение
Литье под давлением - сложный процесс, и скорость охлаждения влияет на различные аспекты готовой детали.
Понимание состава материала, литьевая форма Размер и сложность, а также тип системы охлаждения влияют на этот параметр, можно разработать оптимальную скорость, обеспечивающую требуемые механические свойства, учитывая при этом точность размеров и качество обработки поверхности.
Need a Quote for Your Injection Molding Project?
Get competitive pricing, DFM feedback, and production timeline from ZetarMold’s engineering team.
Request a Free Quote → See our Injection Molding Complete Guide for a comprehensive overview.







