 Перейти к содержанию
Перейти к содержанию 

Пластиковые изделия - очень распространенные предметы в нашей жизни и оказывают нам большую помощь. От маленьких пластиковых стаканчиков и пластиковых бутылок до крупных приборов - нас окружает бесчисленное множество пластиковых изделий.
Но давайте действительно поговорим о том, как производятся эти пластиковые изделия, я думаю, что большинство людей не смогут ничего сказать, поэтому давайте вкратце разберемся, как производятся пластиковые изделия.
Существует семь распространенных методов производства изделий из пластмассы.

Компрессионное формование
Это метод получения желаемой формы путем помещения смолы в форму, ее нагрева и сжатия. Он используется для изготовления пластиковых изделий из термореактивной смолы, таких как наши обычные миски, тарелки, крышки и т. д.
1.Принцип сжатия литейное производство процесс
Компрессионное формование также называют литьем или прессованием. Метод формования заключается в том, что пластиковый порошок, гранулы, крошка или волокнистый пластик помещают в полость формы при температуре формования, а затем закрывают форму и прессуют ее для формования и затвердевания, чтобы получить желаемые пластиковые изделия.
2. Характеристики компрессионного формования
a. Твердый пластик добавляется непосредственно в полость.
b. Давление пресса передается непосредственно на пластик через выпуклую форму.
c. Форма полностью закрыта во время окончательного формования.
3. Преимущества компрессионного формования
a. Отсутствие системы заливки, меньший расход материалов.
b. Используемое оборудование - общий пресс.
c. Простые пресс-формы, в которых можно прессовать пластиковые изделия с большими плоскими поверхностями или использовать многогнездные пресс-формы для прессования нескольких изделий одновременно.
d. Выгодно использовать для формования пластмасс с плохой текучестью и волокно в качестве наполнителя.
4. Недостатки компрессионного формования
a. Длительное время производственного цикла и низкая эффективность.
b. Непросто прессовать пластиковые изделия сложной формы и с большой разницей в толщине стенок.
c. Непросто получить пластиковые изделия с высокими требованиями к точности размеров.
d. Невозможно прессовать пластиковые изделия с тонкими и легко ломающимися вставками.
5. Область применения компрессионного формования
Фенольные пластики, аминопласты, ненасыщенные полиэфирные пластики, полиимид и т.д., из которых наиболее широко используются фенольные и аминопласты.

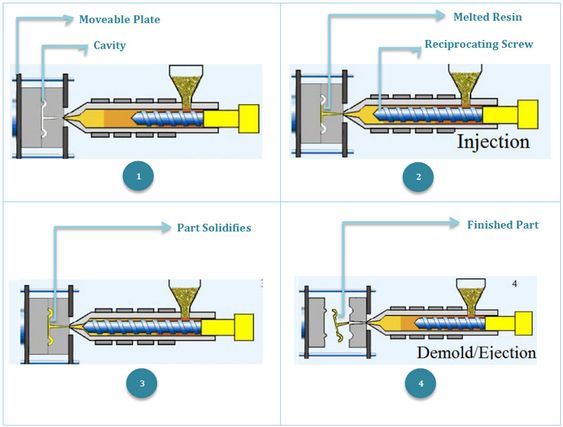
Литье под давлением
Это метод формования, при котором расплавленный пластик впрыскивается в форму и прессуется в ней из инжекционной машины.
Он подходит для изготовления относительно крупных пластиковых изделий (известен аналогичный метод реакции литьё под давлением (RIM) используется для производства крупных пластиковых изделий и небольшого количества), таких как герметичные контейнеры, бочки и другие емкости, а CD и DVD также могут быть изготовлены с использованием специальных литьё под давлением машины.
1. Принцип литья пластмасс под давлением
Литье пластмасс под давлением также известно как литье под давлением, которое представляет собой метод литья под давлением с совмещением формования.
При определенной температуре пластиковый материал полностью расплавляется при помощи шнекового перемешивания, впрыскивается в полость формы под высоким давлением и отверждается при охлаждении для получения формованных изделий.
Этот метод подходит для массового производства деталей сложной формы и является одним из важных технологических приемов.

2. Преимущества литьё под давлением
a. Поскольку пластификация расплава и моделирование течения формованного материала осуществляются в бочке и полости формы соответственно, форма всегда может находиться в состоянии, когда расплав быстро конденсируется или сшивается и отверждается, что способствует сокращению цикла формования.
b. Расплав впрыскивается в форму только после ее запирания, и расплав с хорошей текучестью мало изнашивает полость формы, поэтому набор форм может производить большое количество литьевые изделия.
c. Один оператор часто может управлять двумя или более литьё под давлением машины, особенно если формованные детали могут выгружаться автоматически, и можно управлять большим количеством машин, поэтому трудозатраты относительно невелики.
d. Весь литьё под давлением Процесс, такой как закрытие пресс-формы, добавление материала, пластификация, впрыск, открытие пресс-формы и распалубка, завершается действием литья под давлением, что позволяет полностью автоматизировать процесс впрыска и реализовать программное управление.
e. Благодаря высокому давлению во время формования можно отливать пластиковые детали сложной формы, с четким рисунком поверхности и маркировкой, а также с высокой точностью размеров.
f. С помощью совместного впрыска можно формовать более одного материала, эффективно формовать материалы с твердой кожей и вспенивающейся сердцевиной, а также термореактивные и армированные волокнами пластмассы.
g. Поскольку для формовки используются прецизионные пресс-формы и прецизионная гидравлическая система, а также микрокомпьютерное управление, можно получать изделия с высокой точностью, а допуск на объем может достигать 1 мкм.
h. Высокая эффективность производства, набор пресс-форм может содержать десятки или даже сотни полостей, поэтому десятки или даже сотни пластиковых деталей могут быть отлиты в одной пресс-форме.
i. Для использования формованных деталей требуется лишь небольшая обрезка, а обрезки, образующиеся в процессе формовки, могут быть использованы повторно, поэтому отходы сырья незначительны. литьё под давлением.
3. Недостатки литья под давлением
a. Ключевой аппарат литьё под давлением это пресс-форма, но цикл разработки, изготовления и испытания пресс-формы длительный. Обычно необходимо, чтобы пользовательские пластиковые прототипы функции проверки перед изготовление пресс-формы для литья под давлением чтобы избежать потерь времени и денег, связанных с большими изменениями в дальнейшем.
b. Из-за ограничения условий охлаждения трудно формовать толстостенные пластиковые детали с большими отклонениями.
c. Из-за высокой стоимости производства обоих литьё под давлением машина и литьевая формаНо начальные инвестиции велики, поэтому он не подходит для производства небольших партий пластиковых деталей.
d. Качество формованных изделий ограничивается многими факторами, поэтому сложнее освоить высокие технические требования.
Каландрирование
Этот метод производства похож на то, как мы обычно раскатываем тесто скалкой: смола помещается между нагретыми валиками и растягивается несколькими валиками до заданной толщины, чтобы сформировать желаемую форму.
Он подходит для производства широких плоских изделий, таких как пленки, листы и т.д.
1. Принцип каландрирования
В процессе каландрирования материал несколько раз сжимается и сдвигается под действием усилия сдвига, возникающего между валками, чтобы повысить пластичность и растянуть его в тонкие изделия на основе дальнейшей пластификации.
Выдавливание и сдвиг валков на пластике изменяют макроструктуру и молекулярную форму материала, а также пластифицируют и растягивают пластик под воздействием температуры.
В результате работы валиков слой материала становится тоньше, а удлинитель увеличивает ширину и длину слоя.
2. Преимущества каландрирования
a. Большая мощность обработки, высокая скорость производства, хорошее качество продукции и непрерывное производство. Годовая производительность четырехвалкового каландра φ700×1800 мм может достигать от 5000 тонн до l0000 тонн.
b. Толщина каландрированного продукта равномерна, допуск по толщине можно контролировать в пределах 10%, а поверхность гладкая. Если каландрирование совмещено с обжигом или печатью, то можно непосредственно получать различные образцы продукции.
c. Степень автоматизации производства каландров высока, а для управления передовой каландровой установкой требуется всего 1-2 человека.
3.Недостатки каландрирования
a. Большое оборудование, высокие инвестиции и сложное обслуживание.
b. Ширина изделия ограничивается длиной каландровых валов и т. д.
c. Длинная производственная линия и множество процессов. Поэтому она не так быстро, как технология экструзионного формования, производит непрерывный лист.
d. Сильная специализация оборудования и сложная настройка продукции.
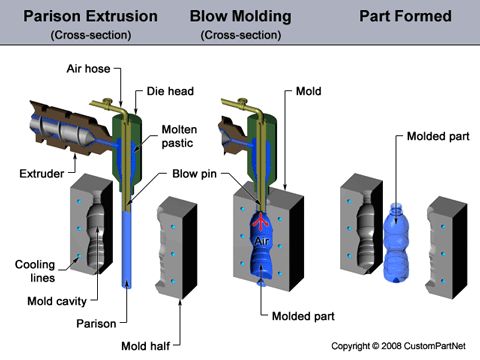
Выдувное формование
Это разновидность экструдированной мягкой трубки, в середине которой находится пресс-форма, сверху нагнетается воздух, а затем она формуется в соответствии с пресс-формой. Она подходит для производства различных бутылок, баллончиков и т.д.
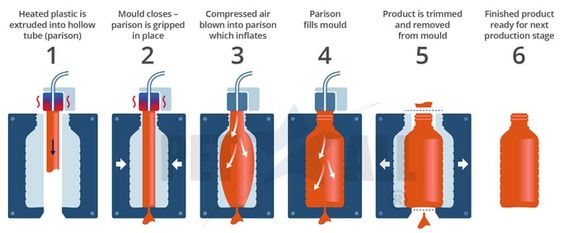
1.Принцип полого выдувного формования
Сырье в расплавленном состоянии экструдируется или впрыскивается для формирования пластиковых трубчатых заготовок, которые поступают в пресс-форму определенной формы, а заготовки в пресс-форме раздуваются путем вдувания определенного объема сжатого воздуха.
После вдувания воздуха в форму, форма расширяется, что приводит к затягиванию формы, и первоначальное формование изделия завершается.
Этот процесс, говоря техническим языком, приводит к быстрой деформации полимера вблизи температуры стеклования и продолжается в этом состоянии.
Следующий этап - охлаждение, в результате которого отформованные изделия извлекаются из формы. Процесс охлаждения заключается в охлаждении изделий до температуры ниже температуры стеклования или кристаллизации в течение короткого времени после формования изделий или в замораживании отформованных изделий.
2. Преимущества полого выдувного формования
a. Преимущество вакуумного формования заключается в том, что для него не нужен целый набор форм, достаточно одной выпуклой или вогнутой формы, простая конструкция формы, низкие производственные затраты
b. Структура пластиковых деталей ясна, отчетлива и детальна, из них можно формировать крупные, тонкостенные и мелкие пластиковые детали, а также наблюдать за процессом формирования пластиковых деталей.
3. Недостатки полого выдувного формования
a. Легко сделать толщину стенки пластиковой детали неравномерной, особенно выпуклые и вогнутые части на пресс-форме, толщина стенки соответствующей части пластиковой детали является самой тонкой.
b. Угол структуры пластиковой детали под острым углом, при формовке пластиковых деталей легко появляются морщины.
c. Полосы растяжения и охлаждения часто появляются на боковой стороне детали;
d. Перепад давления, создаваемый при вакуумной формовке, очень мал (обычно 0,07-0,09 МПа), поэтому она не позволяет формовать толстостенные и глубокопустотные детали.
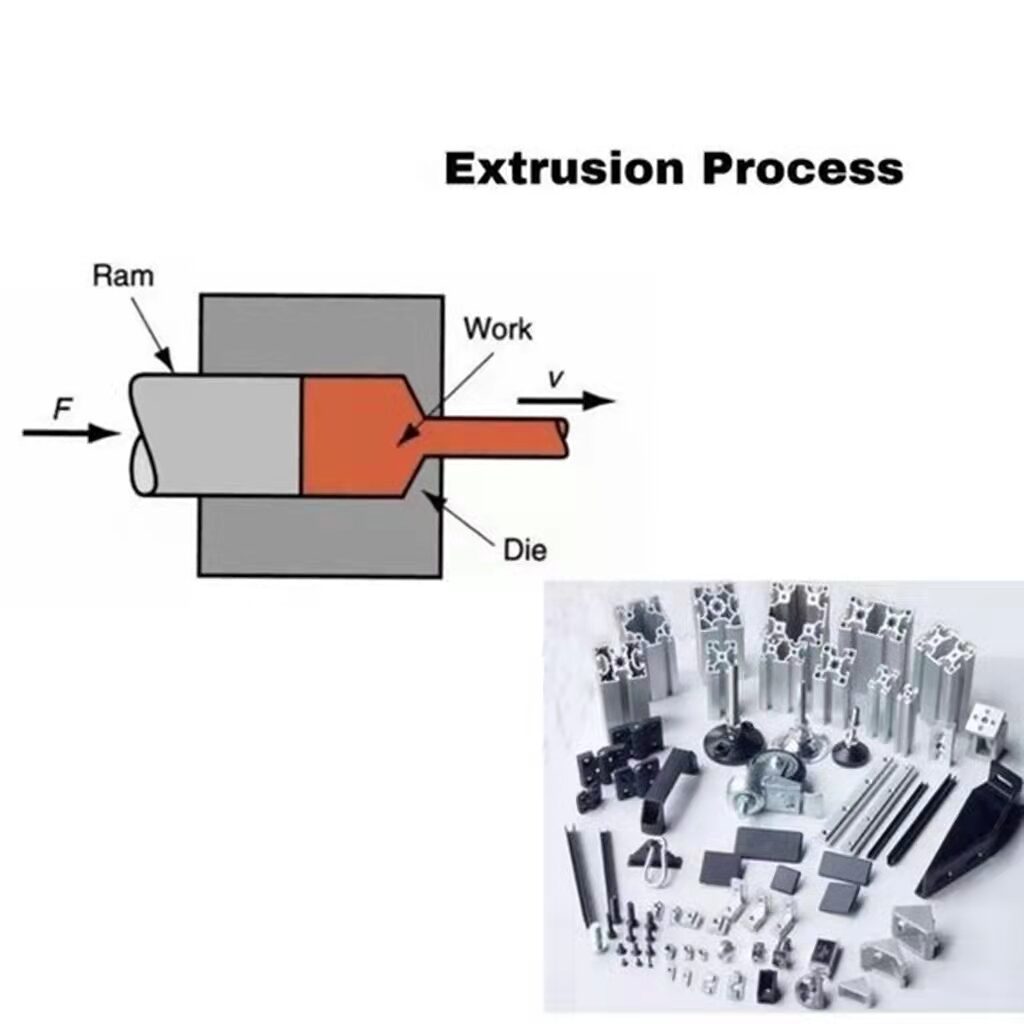
Экструзионное формование
В этом методе смола подается в производственное оборудование, подобное мясорубке, и нагревается, пока смола подается вперед с помощью вращающегося шнека.
Смола подается из сопла, расплавляется и экструдируется одновременно с приданием формы. Он подходит для производства таких изделий, как трубы.
1.Принцип экструзионного формования
Экструзионное формование также известно как экструзия при переработке пластмасс. В экструдерах, не использующих резину, экструзия выдавливается с помощью гидравлического давления в самой пресс-форме.
Это метод обработки, при котором материал термопластифицируется под действием давления между стволом экструдера и шнеком, при этом шнек продвигается вперед и непрерывно проходит через головку для получения различных изделий или полуфабрикатов различного сечения.

2. Преимущества экструзионного формования
По сравнению с другими методами формования полимеров экструзионное формование имеет ряд выдающихся преимуществ.
a. Непрерывное производство Трубки, листы, стержни, профили, пленки, кабели и мононити любой длины могут производиться по мере необходимости.
b. Высокая эффективность производства Производительность одной машины экструдера высока, например, экструзионная установка диаметром 65 мм, производящая пленку ПВХ, может выпускать более 450 т в год.
c. Широкий спектр применения Этот метод обработки широко используется в обработке резины, пластика и волокна, особенно пластиковых изделий, почти большинство термопластичных пластиков и некоторые термореактивные пластики могут быть обработаны этим методом.
d. Многоцелевое использование Один экструдер может обрабатывать множество видов материалов и изделий. Меняя различные шнеки и головки в зависимости от характеристик материалов, а также формы и размера изделий, можно производить различные продукты.
e. Простое оборудование, меньшие инвестиции По сравнению с литьё под давлением и каландрирования, экструзионное оборудование отличается простотой, легкостью изготовления, меньшей стоимостью оборудования, а также удобством монтажа и ввода в эксплуатацию. Оборудование занимает небольшую площадь, а требования к установке и вспомогательному оборудованию относительно просты.
3. Недостатки экструзионного формования
a. Плотность, получаемая в процессе экструзии, низкая.
b. Плохое сочетание оболочки и сердечника оборудования.
Вакуумная формовка
Вакуумная формовка - это метод нагрева листа или пластины, предварительно изготовленной каландрированием или экструзионной формовкой, для размягчения, поглощения воздуха в форме и прижатия к форме под атмосферным давлением.
Из него изготавливают относительно тонкие контейнеры, такие как ланч-боксы и подносы.
1. Принцип вакуумной блистерной формовки
Принцип вакуумного формования заключается в том, что лист термопластичной смолы, нагретый и размягченный соответствующим нагревательным устройством, накладывается на модель с множеством маленьких отверстий, просверленных для вакуумного притяжения, после чего его внешняя поверхность герметично отделяется от окружающего воздуха, а затем воздух внутри полости формы быстро удаляется из вакуумного вытяжного отверстия.

2. Преимущества вакуумной всасывающей формовки
a. Низкие инвестиции в оборудование
b. Простые в изготовлении формы (гипсовая форма, медная форма, алюминиевая форма)
c. Высокая эффективность производства.
d. Сильная адаптивность спецификации продукта. Благодаря методу вакуумной формовки мы можем производить различные продукты - сверхбольшие, сверхмалые, сверхтолстые и сверхтонкие.
e. Широкий ассортимент товаров повседневного спроса, игрушек, канцелярских товаров, медицинских препаратов, оборудования, электроники, продуктов питания и т.д.
3. Недостатки вакуумной блистерной формовки
a. Вакуумная блистерная формовка может производить только изделия типа "полуоболочка" с простой структурой
b. Толщина стенок изделий должна быть более равномерной, и пластиковые изделия с разной толщиной стенок не могут быть изготовлены.
c. Глубина вакуумного всасывания формовочных изделий ограничена до определенного предела, в целом, отношение глубины к диаметру контейнера не превышает.
d. Точность формовки деталей низкая, относительная погрешность обычно превышает 1%.
e. С помощью вакуумно-отсасывающего формования не только трудно добиться постоянства формы или размера различных деталей, но и трудно обеспечить однородность толщины стенок каждой части одной и той же детали.
f. Некоторые детали пресс-формы не полностью отражаются в изделии в процессе вакуумно-отсасывающего формования.

Ротационное формование
Вращательное формование, также известное как ротационное формование, ротационное формование, ротационное формование и т.д., представляет собой метод полого формования термопластичных материалов.
Этот метод заключается в том, что сначала в форму добавляется пластиковый материал, затем форма непрерывно вращается по двум вертикальным осям и нагревается. Пластиковый материал внутри формы постепенно и равномерно покрывается, плавится и прилипает к всей поверхности полости формы под действием силы тяжести и тепла, образуя желаемую форму, а затем охлаждается и формирует изделие.
1. Принцип ротационного формования
Смола добавляется в форму, форма закрывается, форма нагревается, и в то же время форма вращается/прокатывается в трех измерениях с помощью двух пересекающихся под прямым углом валов, которые вращаются непрерывно.
Смола равномерно распределяется во внутренней полости формы под действием собственной силы тяжести и постепенно расплавляется, пока смола полностью не расплавится и равномерно не приклеится к внутренней стенке полости формы, затем нагрев прекращается и переходит в процесс охлаждения, продукт охлаждается, застывает и расплавляется для получения желаемого бесшовного полого изделия.

2. Преимущества ротационного формования
a. Стоимость ротоформовочной формы низкая. Для изделий одинакового размера стоимость ротоформовочной формы составляет примерно 1/3 - 1/4 от стоимости выдувного формования и литьё под давлением, который подходит для формовки крупных пластиковых изделий.
b. Подходит для производства многовидовых и мелкосерийных пластиковых изделий.
Ротационное формовочное оборудование обладает хорошей мобильностью, ротационная формовочная машина может установить большую пресс-форму, но также может организовать ряд небольших шахматных комплектов.
Он может не только формовать детали разных размеров, но и одновременно формовать изделия разных размеров и форм. Если сырье, используемое для ротоформования, одинаково, а толщина изделий одинакова, они могут быть отформованы одновременно, а формы не подвержены воздействию внешних сил, поэтому формы просты, недороги и легки в производстве.
c. Эта форма также относительно дешевле, поскольку в ней нет внутренних стержней, которые необходимо изготавливать.
d. Вращательное формование очень легко изменить цвет изделий, каждый раз материал добавляется непосредственно в форму, что делает материал весь в продукты, и после того, как продукты вынимаются из формы, то при следующем формовании добавляется необходимый материал.
Поэтому, когда нам нужно изменить цвет изделия, мы не потратим ни капли сырья, и нам не нужно тратить время на очистку машины и пресс-формы.
e. Подходит для формовки всех видов сложных полых деталей, процесс ротоформовки требует только прочности рамы для поддержки материала, веса формы и самой рамы, а также для предотвращения утечки материала, чтобы закрыть форму с усилием.
Поэтому даже при ротационном формовании крупных и очень крупных пластиковых деталей нет необходимости использовать очень громоздкое оборудование и пресс-формы, а обработка и изготовление пресс-форм очень удобен, имеет короткий производственный цикл и относительно низкую стоимость.
f. Процесс ротоформования экономит сырье Толщина стенок ротоформованных изделий относительно равномерна и немного толще на фаске, поэтому они могут в полной мере использовать эффективность материала, что способствует экономии сырья.
g. Форма изделий ротоформовки может быть очень сложной, а толщина - превышать 5 мм.

3. Недостатки ротоформования
a. Стоимость сырья относительно высока. Поскольку большинство пластикового сырья является гранулированным, его необходимо измельчить в порошок, прежде чем использовать для ротоформования.
Процесс измельчения значительно увеличивает стоимость сырья, а качество измельчения является одним из наиболее важных факторов в процессе ротоформования.
b. Сырье, пригодное для ротоформования, ограничено. Несмотря на многолетнее развитие, виды пластикового сырья, пригодного для ротоформования, все еще ограничены, и на долю полиэтилена приходится более 90% материалов, используемых в ротоформовании.
c. Низкая эффективность производства и высокое энергопотребление. Потому что для формовки каждого изделия необходимо нагреть порошок смолы до температуры плавления смолы, а затем охладить до комнатной температуры, поэтому весь производственный цикл длительный, обычно занимает несколько минут.
d. Высокая трудоемкость производства. При ротоформовании процесс загрузки и распалубки обычно требует ручного управления, поэтому трудоемкость высока. Это особенно актуально для сложных изделий.
e. Твердые изделия, твердые детали трудно поддаются формованию. Ротационное формование обычно может производить только полые или оболочковые изделия, только через пенопласт весь продукт может быть сделан цельным. Ротационное формование также затрудняет формование твердых вкладок и армирующих конструкций, используемых для повышения прочности изделия.
f. Низкая точность размеров. Размеры ротоформованных изделий зависят не только от разновидностей сырья, но и от скорости охлаждения, разделительных средств и других факторов, поэтому точность размеров сложнее контролировать.







