 Перейти к содержанию
Перейти к содержанию 

Проспект Процесс производства пресс-форма для литья пластмассы под давлением обычно подразделяется на: изготовление на заказ, проектирование пресс-формы, изготовление пресс-формы, проверка пресс-формы и пробная пресс-форма, модификация и ремонт пресс-формы, а также техническое обслуживание пресс-формы. Ниже мы расскажем о них по порядку.

Персонализация клиента
Процесс изготовления пластиковых пресс-форм начинается с того, что инженерные специалисты заказчика предоставляют изготовителю пресс-форм чертежи изделия. Изготовитель пресс-формы получает данные об изделии, анализирует их и перерабатывает в требования к изготовлению пластиковых деталей. Это называется проектированием под заказчика.

Требования к производству пластиковых деталей
Поймите назначение, технологичность, точность размеров и другие технические требования к деталям. Например, какие требования предъявляются к внешнему виду, форме, прозрачности цвета и эксплуатационным характеристикам пластмассовых деталей.
Является ли геометрическая структура, наклон и вставка литых деталей разумными? Допустимая степень дефектов литья, таких как следы сварки и усадочные отверстия. Имеется ли какая-либо постобработка, такая как покраска, гальваническое покрытие, шелкография и сверление.

Проверьте, меньше ли допуск на формовку, чем допуск на пластиковые детали, и можно ли формовать пластиковые детали, отвечающие требованиям. Кроме того, необходимо знать параметры процесса пластификации и формования пластика.
Данные процесса
Поймите требования к способу подачи клея, модели пивной машины, характеристикам пластикового расплава, типу конструкции пресс-формы и т.д. Материал для литья должен быть достаточно прочным для пластиковых деталей, хорошо растекаться, быть одинаковым по всей поверхности, одинаковым во всех направлениях и не меняться при нагревании.
В зависимости от того, для чего нужны пластиковые детали и будут ли они потом дорабатываться, материал для формовки должен хорошо окрашиваться, покрываться металлом, хорошо выглядеть, быть достаточно растяжимым и гнущимся, прозрачным или блестящим, склеиваться (как в случае со звуком) или свариваться.
Выбор формовочного оборудования
Мощность впрыска, давление смыкания, давление впрыска, размер установки пресс-формы, устройство и размер выталкивания, диаметр отверстия сопла и сферический радиус сопла, размер позиционирующего кольца затворной втулки, максимальная толщина пресс-формы и минимальная толщина, ход шаблона и т.д.

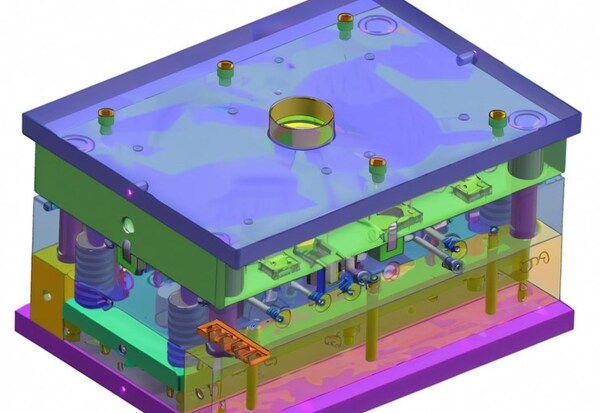
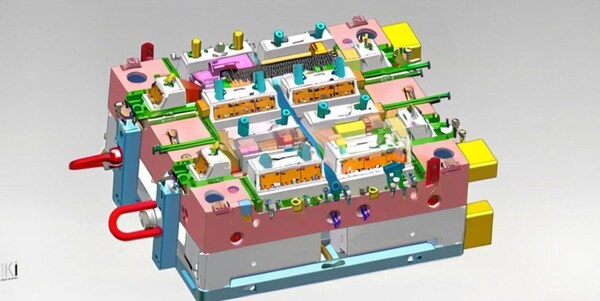
План строения конкретной плесени
Двухплитная пресс-форма, трехплитная пресс-форма. Надежна ли конструкция пресс-формы, соответствует ли она технологическому процессу (например, геометрическая форма, качество обработки поверхности, точность размеров и т.д.) и экономическим требованиям производства пластмассовых деталей (низкая стоимость деталей, высокая эффективность производства, непрерывная работа пресс-формы, длительный срок службы, экономия труда и т.д.).
Дизайн пресс-формы
Рейтинг пластиковых деталей
Ранжирование пластиковых деталей - это упорядочивание одной или нескольких нужных вам пластиковых деталей в зависимости от того, как вы хотите их изготовить и какую пресс-форму хотите использовать.
Ранжирование пластиковых деталей дополняет структуру пресс-формы и технологичность пластика, а также напрямую влияет на последующий процесс литья под давлением. Соответствующая структура пресс-формы должна учитываться при ранжировании, а ранжирование должно быть скорректировано при условии соответствия структуре пресс-формы.
Из процесс литья пластмасс под давлением В перспективе при ранжировании следует учитывать: длину бегунка, отходы бегунка, положение затвора, баланс впуска клея, баланс давления в полости.
Рассматривая конструкцию пресс-формы, вы должны подумать о следующем: Соответствует ли она требованиям к герметизации. Соответствует ли она требованиям к пространству пресс-формы, таким как основание лопаты, расположение рядов, наклонный верх и другие требования к пространству. Достаточно ли прочны детали конструкции пресс-формы? Не мешают ли друг другу многочисленные подвижные части.

Совпадает ли положение гильзы с положением отверстия для выталкивателя? Также необходимо подумать о винтах, охлаждающей воде и выталкивающих устройствах: Обратите внимание на влияние винтов и выталкивателей на отверстия для охлаждающей воды при ранжировании.
Имеет ли смысл соотношение длины и ширины пресс-формы? Пресс-форма должна быть как можно более компактной, с соответствующим соотношением длины и ширины, также следует учитывать требования к установке инжекционной машины.

Чертеж котировочной заявки Чертеж и заказ
Котировочный чертеж является первым планом конструкции пресс-формы, а также служит ориентиром для заказа пресс-формы. Котировочный чертеж - это относительно подробное определение основания пресс-формы, ее структуры и размеров материала пресс-формы на основе исходного расположения пресс-формы.
При заказе необходимо нарисовать простую схему основания пресс-формы и заполнить форму заказа на основе чертежа с расценками. При заказе необходимо обратить внимание на выбор различных материалов пресс-формы в соответствии с различными требованиями к пресс-форме.

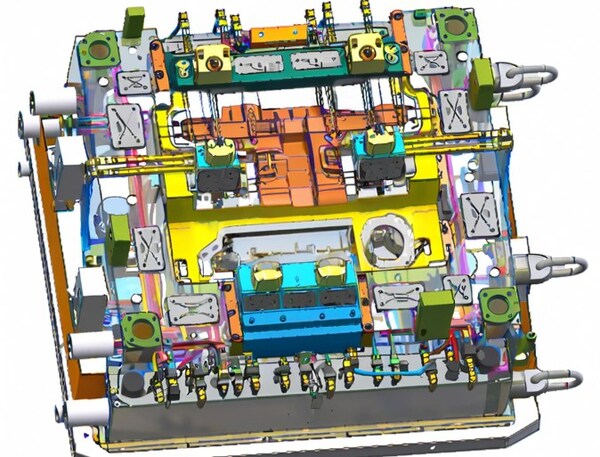
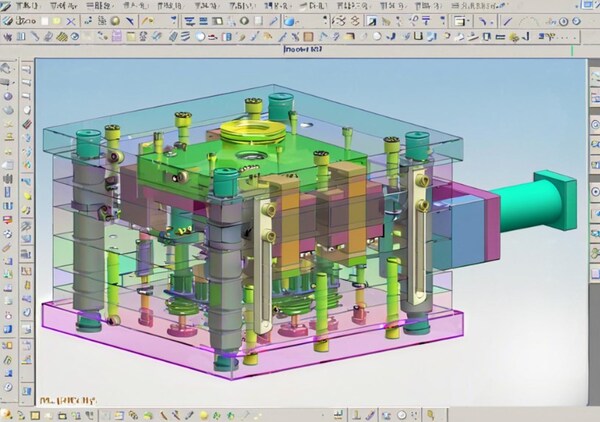
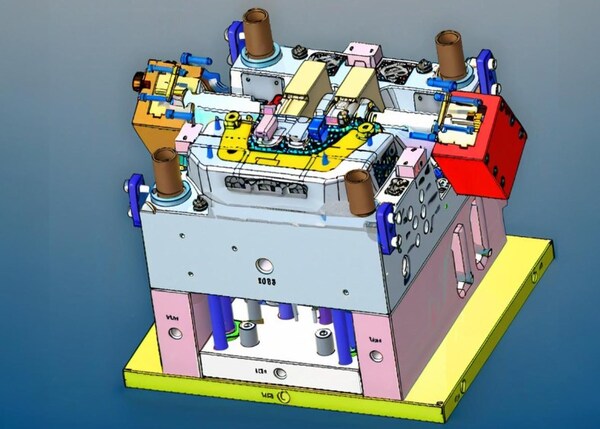
Проектирование конструкции пресс-формы
Конструкция пресс-формы определяется типом термопластавтомата и характеристиками пластиковых деталей.
При проектировании сосредоточьтесь на следующих аспектах: технические характеристики термопластавтомата; технологические характеристики пластмасс; система заливки, включая бегунки, затворы и т.д.; детали пресс-формы; обычно используемые конструктивные элементы; механизм скольжения; механизм выталкивания; контроль температуры пресс-формы; вытяжка; материалы пресс-формы.
При проектировании формы необходимо продумать множество моментов и выбрать хорошую форму, которая позволит сделать форму правильной.
Рейтинг пластиковых деталей
На этапе 3D-проектирования мы ранжируем на основе 2D-ранжирования в начале проектирования для более глубокой проработки.

Расставание
Выберите правильную линию раздела, учитывайте расстояние между уплотнениями, постройте опорную плоскость, сбалансируйте боковое давление, сгладьте контактную поверхность сопла, справьтесь с контактом и проникновением в маленькие отверстия, избегайте острой стали, учитывайте внешний вид изделия и т.д.
Проверка и улучшение прочности пресс-формы
Чтобы убедиться, что пресс-форма может нормально работать, необходимо проверить не только общую прочность пресс-формы, но и прочность местной структуры пресс-формы. Внесите некоторые улучшения в конкретный механизм, чтобы повысить местную прочность.
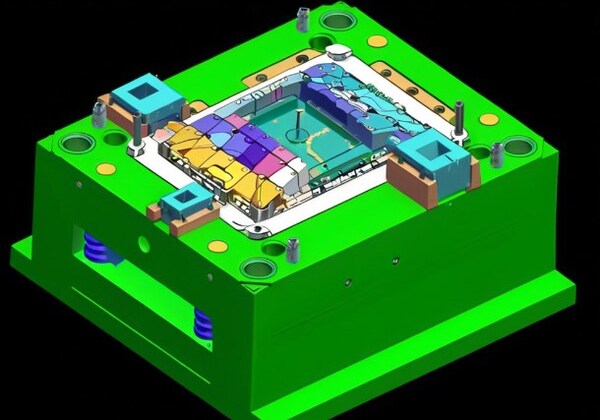
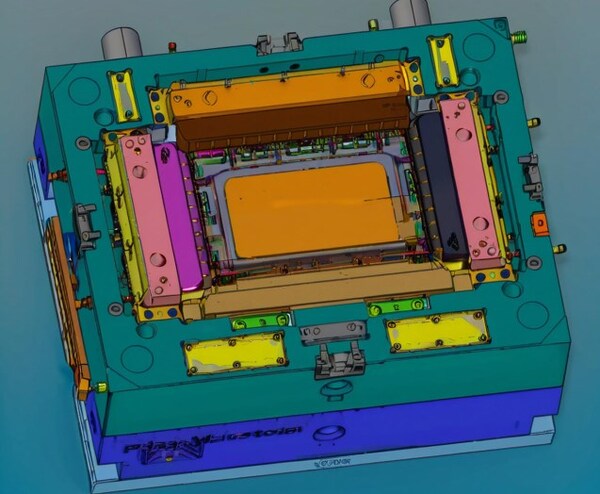
Проектирование деталей пресс-форм
Детали пресс-форм можно разделить на два типа: формообразующие и конструктивные. Формообразующие детали - это детали, которые непосредственно участвуют в формировании полости, такие как вогнутая форма (полость), пуансон (сердечник), вставка, ползун и т.д.
Конструктивные детали - это детали, используемые для установки, позиционирования, направления, выталкивания и различных действий в процессе формования, такие как позиционирующие кольца, сопла, винты, тяги, выталкиватели, уплотнительные кольца, тяги с фиксированным расстоянием, крюки и т.д.
При разделке вставок необходимо учитывать несколько моментов: отсутствие острых или тонких сталей, простота обработки, легкость регулировки размера и ремонта, обеспечение прочности формованных деталей, простота сборки, отсутствие влияния на внешний вид, а также всестороннее рассмотрение вопроса охлаждения (после изготовления вставок местное охлаждение затруднено, поэтому необходимо учитывать ситуацию с охлаждением).

При проектировании конструктивных деталей общий принцип расположения выталкивающих штифтов и каналов охлаждения заключается в том, чтобы сначала расположить выталкивающие штифты, затем каналы охлаждения, а затем отрегулировать выталкивающие штифты. Однако в реальном производстве часто приходится учитывать модификацию пресс-формы.
После изготовления пресс-формы каналы охлаждения запускаются не сразу. Они могут быть открыты только после завершения модификации пресс-формы на определенный период времени в соответствии с измененной ситуацией.

Расположение выталкивающей втулки:
Выталкивающая втулка обычно используется для позиции столба муляжа. Кроме того, при более глубоком расположении костей выталкивающий штифт легко выталкивается, а выталкивающая втулка также может использоваться для добавления костей для облегчения выталкивания.

Как правило, толщина стенки выталкивающей втулки составляет >=1 мм, и при заказе выталкивающая втулка и выталкивающая игла заказываются вместе.
При проектировании конструкции высота колонны не должна быть слишком большой, иначе рукавная игла будет легко гнуться и с трудом выталкиваться.
Для проектирования и выбора других конструктивных элементов, таких как позиционирующие кольца, насадки, винты, тяги, уплотнительные кольца, тяговые пластины с фиксированным расстоянием, крюки, пружины и т.д., заинтересованные лица могут найти некоторую информацию, чтобы разобраться в ней самостоятельно.
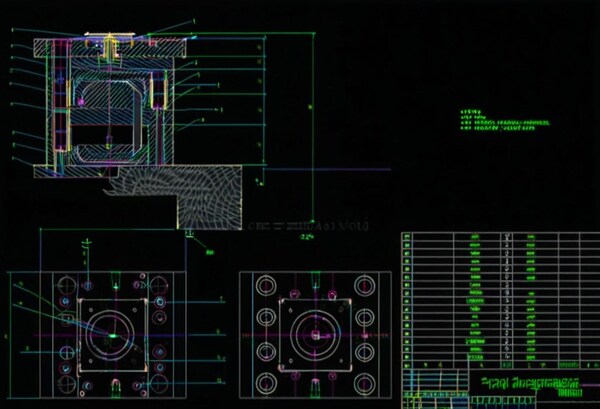
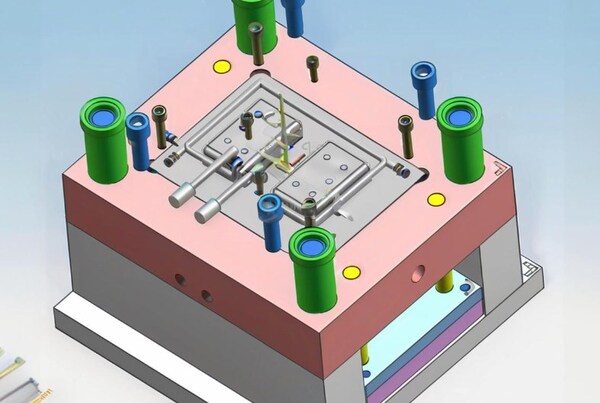
Производство чертежей пресс-форм
Чертежи пресс-форм - это важные документы, которые преобразуют проектные замыслы в производство пресс-форм. Как правило, они должны быть выполнены в соответствии с национальными стандартами, а также должны сочетаться с обычными методами черчения, принятыми на каждом заводе. Чертежи пресс-форм включают в себя чертежи общей структуры сборки и их технические требования, а также чертежи всех деталей, включая различные вставки.

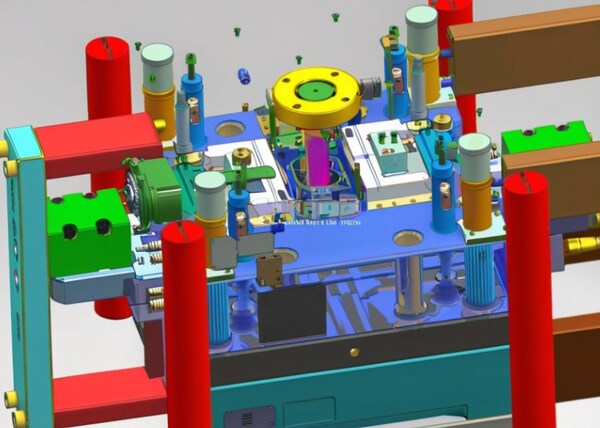
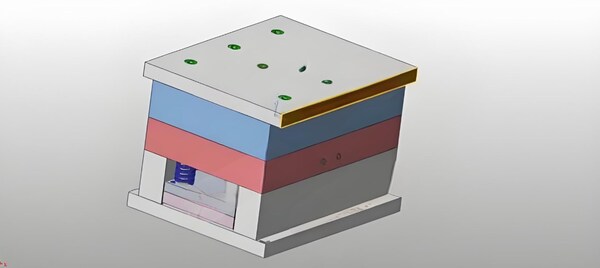
Производство пресс-форм
Программирование и удаление электродов
После того как конструкция пресс-формы готова, необходимо составить программы ЧПУ и извлечь электроды для обработки EDM, исходя из условий обработки каждой детали.
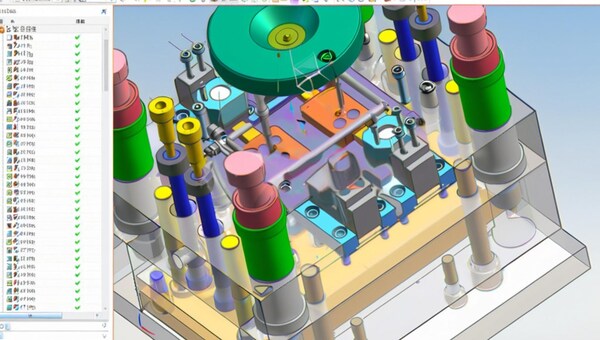
Обработка
Механическая обработка пресс-формы включает в себя обработку с ЧПУ, обработку EDM, обработку проволочной резкой, обработку глубоким сверлением и т.д. После заказа основы пресс-формы и материалов, пресс-форма находится только в состоянии грубой обработки или только стального материала.

В это время необходимо провести ряд механических операций в соответствии с конструкторским замыслом пресс-формы для изготовления различных деталей.
Обработка с ЧПУ включает в себя различные процессы обработки, выбор инструмента, настройки обработки и другие вещи, которые вам необходимо знать. Если вы хотите узнать больше, вы можете найти необходимую информацию.
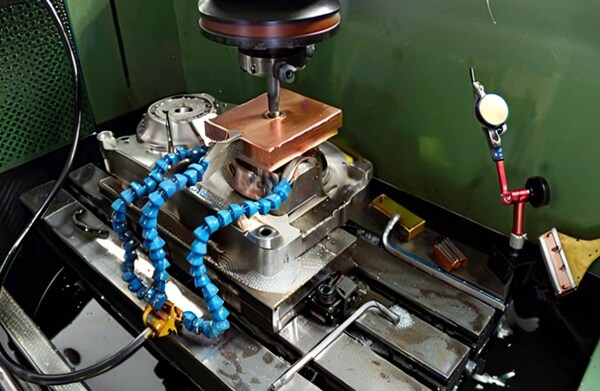
Обработка EDM - это электроискровая обработка. Это процесс обработки, в котором используется разряд для коррозии материалов с целью достижения требуемого размера, поэтому он может обрабатывать только проводящие материалы. В качестве электродов обычно используются медь и графит.
Сборка скамьи
Работа на верстаке - очень важная часть процесса изготовления пресс-формы, и ее необходимо выполнять на протяжении всего процесса производства. Работа на столе подходит для сборки пресс-форм, она хорошо справляется с токарной, фрезерной, шлифовальной и сверлильной обработкой.
Сохранение и полировка плесени
Сохранение и полировка пресс-формы - это процесс использования наждачной бумаги, масляного камня, алмазной пасты и других инструментов для обработки деталей пресс-формы после обработки пресс-формы с помощью ЧПУ, электроэрозионной обработки и настольной обработки, а также перед сборкой пресс-формы.

Инспекция плесени и испытание плесени
Инспекция плесени
Процесс изготовления пресс-формы и сборки фактически является процессом проверки пресс-формы. При сборке пресс-формы можно проверить, на месте ли красный провод, гладкая ли втулка выталкивателя и нет ли в пресс-форме неправильного вмешательства.
Метод обнаружения плесени
Обнаружение внешности
Один из самых простых способов обнаружить плесень - посмотреть на нее. При этом нужно проверить, ровная ли плесень, нет ли на ней царапин, вмятин, трещин или чего-то подобного. Также следует проверить, все ли части плесени одного цвета и нет ли на ней следов масла.

Проверка размеров
Проверка размеров пресс-формы очень важна, так как если размер не соответствует требованиям, это серьезно повлияет на качество продукции. При проверке размеров необходимо использовать профессиональные измерительные инструменты, такие как микрометры, верньерные штангенциркули и т.д., чтобы определить, соответствуют ли различные размеры пресс-формы установленным требованиям.

Контроль твердости
Твердость пресс-формы - важный фактор, влияющий на срок службы пресс-формы и качество изделия. Вы можете использовать твердомер для проверки твердости и измерить значение твердости пресс-формы, чтобы убедиться, что она соответствует требованиям.
Проверка установки
Убедитесь, что пресс-форма установлена правильно и надежно. Во время проверки установки убедитесь в том, что различные части пресс-формы целесообразны и что соединение надежно, чтобы гарантировать, что пресс-форма не сломается и не деформируется во время использования.

Проверьте работу пресс-формы
Разные пресс-формы требуют различных свойств для использования, таких как износостойкость и коррозионная стойкость. При оценке характеристик пресс-формы проводите испытания на основе требований к конструкции различных типов пресс-форм.
Испытание на долговечность
Испытания на прочность - это изготовление формы и ее многократное испытание на усталость, изгиб, поломку и т. д., чтобы понять, как долго она прослужит и насколько хороша.
Тестирование организации материала
С помощью таких инструментов, как микроскопы, проверьте организацию материала пресс-формы на наличие примесей, дефектов, пережога и т. д., чтобы убедиться, что качество материала соответствует требованиям.

Функциональное тестирование
Функциональное тестирование - это проверка фактического использования изделия, изготовленного с помощью пресс-формы, на предмет соответствия изделия проектным требованиям и показателям эффективности в процессе эксплуатации. Общие функциональные испытания включают в себя тестирование сборки изделия, тестирование работы изделия, тестирование надежности изделия и т. д.

Этапы тестирования плесени
Предварительная инспекция
Прежде чем проводить тест на плесень, необходимо провести предварительный осмотр. Сначала осмотрите плесень, чтобы убедиться в наличии явных повреждений, таких как сколы, трещины или разрывы. Затем очистите форму, чтобы убедиться в отсутствии грязи и коррозии. Наконец, смажьте маслом все движущиеся части формы.

Настройте план тестирования
Создайте план тестирования, соответствующий требованиям к дизайну и функциональным требованиям формы. Решите, что тестировать, как тестировать и какие инструменты использовать.

Осмотр внешнего вида
Используйте лупы, микроскопы и другие инструменты, чтобы осмотреть общий вид пресс-формы. Обратите внимание на наличие явных дефектов, таких как неровности, пузыри, разрывы, механические повреждения и т. д.

Проверка размеров
На основании чертежей конструкции пресс-формы используйте соответствующие измерительные инструменты для измерения размеров, сравните результаты измерений с требованиями конструкции и определите, соответствует ли точность размеров пресс-формы требованиям.

Проверка на долговечность
Чтобы протестировать форму, необходимо выполнить определенное количество непрерывных формовок или инъекций, чтобы увидеть, не устанет ли форма, не деформируется ли она, не сломается ли и так далее в процессе использования. Запишите срок службы и изменения формы.

Инспекция материальной организации
Возьмите образец материала для пресс-формы и сделайте пробную деталь. Рассмотрите структуру материала под микроскопом и другими инструментами. Проверьте, нет ли примесей, дефектов, пережога или других проблем. Убедитесь, что качество материала пресс-формы достаточно хорошее.
Функциональный контроль
Практические испытания изделий, изготовленных с помощью пресс-формы. Такие как сборка, эксплуатация, надежность и другие испытания. Определяют, соответствует ли изделие требованиям конструкции и показателям эффективности в процессе эксплуатации.

Запишите результаты теста
Запишите все результаты испытаний, включая методы испытаний, результаты испытаний, время испытаний и т.д. Составьте отчет об испытаниях пресс-формы для последующего анализа и справки.
Испытание плесени
После того как пресс-форма изготовлена, нужно протестировать ее на инжекционной машине, чтобы убедиться, что пресс-форма хороша и что структура пластиковой детали в порядке. Тестируя пресс-форму, мы можем увидеть, как она ведет себя в процессе приготовления пива и хороша ли структура пластиковой детали.
Меры предосторожности перед испытанием плесени
Познакомьтесь с пресс-формой: Лучше всего получить чертежи конструкции пресс-формы, детально их проанализировать и пригласить специалиста по пресс-формам для участия в испытании пресс-формы.

Сначала проверьте действие механической координации на верстаке: обратите внимание, нет ли царапин, недостающих деталей и люфтов, перемещается ли пресс-форма по скользящей плите, не протекают ли соединения водяного канала и воздушной трубы, и если есть какие-либо ограничения на открытие пресс-формы, они также должны быть отмечены на пресс-форме.
Если вышеуказанные действия можно выполнить до подвешивания формы, это позволит избежать потери времени, связанной с обнаружением проблем при подвешивании формы и последующей ее разборкой.

Убедившись, что различные части пресс-формы движутся правильно, необходимо выбрать подходящую машину для литья пробных пресс-форм. При выборе следует обратить внимание на следующее: каков максимальный объем впрыска литьё под давлением машина,
Соответствует ли внутреннее расстояние стяжного стержня пресс-форме, соответствует ли максимальный ход подвижного шаблона требованиям, а также полностью ли подготовлены другие соответствующие инструменты и принадлежности для пробной пресс-формы.

После того как все подтверждено, следующий шаг - подвешивание формы. При подвешивании следует обратить внимание на то, что все зажимные шаблоны должны быть заблокированы, а подвесной крюк не должен сниматься до открытия формы, чтобы избежать ослабления или поломки зажимного шаблона и падения формы.
После установки пресс-формы необходимо тщательно проверить механические действия различных частей пресс-формы, например, правильность действий скользящей плиты, выталкивающего штифта, зубчато-выдвижной конструкции и концевого выключателя.

Обратите внимание на то, выровнены ли сопло впрыска и отверстие подачи. Следующий шаг - обратить внимание на действие по закрытию пресс-формы. В это время давление закрытия пресс-формы должно быть снижено. При ручном и низкоскоростном закрытии пресс-формы обратите внимание на то, нет ли неплавных действий и ненормальных звуков.
Подъем пресс-формы на самом деле довольно прост. Главное, на что следует обратить внимание, - это сложность центрирования затвора формы и сопла. Обычно центр можно отрегулировать с помощью тестовой бумаги.

Повысьте температуру пресс-формы: В соответствии с характеристиками сырья, используемого в готовом изделии, и размером пресс-формы выберите соответствующий регулятор температуры пресс-формы, чтобы повысить температуру пресс-формы до температуры, необходимой для производства.
После повышения температуры формы снова проверьте движение каждой детали, так как сталь может вызвать заклинивание формы после теплового расширения, поэтому обратите внимание на скольжение каждой детали, чтобы избежать деформации и вибрации.

Если на заводе не соблюдается правило экспериментального плана, мы предлагаем корректировать только одно условие за раз при настройке условий пробной пресс-формы, чтобы вы могли увидеть влияние изменения одного условия на готовый продукт.
В зависимости от исходного сырья необходимо правильно запекать исходные материалы. Для пробной формы и будущего массового производства следует использовать по возможности одно и то же сырье.

Не используйте дрянные материалы для пробных форм. Если у вас есть требования к цвету, вы можете одновременно провести цветопробу. Вторичная обработка часто страдает от внутреннего напряжения и других проблем.

После того как пробная пресс-форма станет стабильной, выполните вторичную обработку. После медленного закрытия пресс-формы отрегулируйте давление закрытия пресс-формы и переместите ее несколько раз, чтобы убедиться в неравномерности давления закрытия пресс-формы, чтобы избежать появления заусенцев на готовом изделии и деформации пресс-формы.
Основные этапы судебного разбирательства по делу о плесени
Чтобы не терять время и силы при массовом производстве, необходимо терпеливо регулировать и контролировать различные условия обработки, находить оптимальные температурные режимы и давление, а также разрабатывать стандартные процедуры испытания пресс-форм, которые можно использовать для создания ежедневных методов работы.

Убедитесь, что пластиковый материал в бочке правильный и что он был высушен в соответствии с правилами (если вы используете разное сырье для испытания и производства формы, вы можете получить разные результаты).
Чтобы избежать попадания в пресс-форму плохого пластика или посторонних материалов, необходимо хорошо очистить трубу для подачи материала. Плохой пластик и посторонние материалы могут заклинить форму. Проверьте, соответствует ли температура материальной трубы и температура пресс-формы используемому сырью.
Изменяйте давление и объем впрыска, чтобы готовое изделие выглядело хорошо, но не допускайте вспышек, особенно если некоторые полости формы не полностью затвердели. Подумайте, прежде чем изменять какие-либо настройки управления, потому что небольшое изменение скорости заполнения формы может привести к значительному изменению заполнения формы.

Наберитесь терпения и подождите, пока условия работы машины и формы стабилизируются, то есть машина среднего размера. Возможно, придется подождать и более 30 минут. Это время можно использовать для проверки возможных проблем с готовым изделием.

Время продвижения шнека не должно быть меньше времени застывания литникового пластика, иначе вес готового изделия уменьшится, а характеристики готового изделия будут нарушены. При нагревании формы время продвижения шнека также должно быть увеличено для уплотнения готового изделия.

Разумная корректировка сокращает общий цикл обработки.
Запустите вновь отрегулированные условия в течение не менее 30 минут, пока они не станут стабильными, а затем непрерывно изготовьте не менее дюжины образцов полной формы, отметьте дату и количество на их контейнерах и разместите их отдельно в полости формы, чтобы проверить их фактическую стабильность работы и определить разумные контрольные допуски.
Измерьте и запишите важные размеры непрерывных образцов (перед измерением подождите, пока образец остынет до комнатной температуры).
Проверьте размеры каждого образца пресс-формы и обратите внимание на: постоянство размеров изделия. Любые размеры, которые имеют тенденцию к увеличению или уменьшению, что указывает на то, что условия обработки на станке все еще изменяются, например, плохой контроль температуры или давления масла. Находится ли изменение размеров в пределах допустимого диапазона.

Если размер готового изделия меняется незначительно и условия обработки нормальные, необходимо проверить, приемлемо ли качество готового изделия из каждой полости и находится ли его размер в пределах допустимого отклонения. Запишите номера полостей, которые постоянно больше или меньше среднего значения, чтобы проверить, правильно ли выбран размер пресс-формы.
Запишите параметры, полученные во время испытания пресс-формы
Запишите и проанализируйте полученные данные на предмет необходимости внесения изменений в форму и условия производства, а также в качестве справочного материала для будущего массового производства.

Удлините процесс, чтобы стабилизировать температуру расплава и гидравлического масла.
Отрегулируйте условия работы машины в соответствии с размером всех готовых изделий, которые слишком большие или слишком маленькие. Если скорость усадки слишком велика и готовый продукт выглядит как короткая дробь, вы можете использовать его в качестве ориентира для увеличения размера ворота.

Исправьте размер слишком больших или слишком маленьких полостей. Если размер полости и дверцы по-прежнему правильный, попробуйте изменить условия работы машины, например скорость заполнения, температуру формы и давление каждой детали, и посмотрите, не заполняются ли некоторые полости медленно.

Внесите индивидуальные поправки, основываясь на соответствии готовых изделий в каждой полости или смещении стержня формы, и, возможно, попробуйте еще раз отрегулировать скорость заполнения и температуру формы, чтобы сделать ее более равномерной.
Осмотрите и устраните все неполадки с литьё под давлением машины, например, проблемы с масляным насосом, масляным клапаном, регулятором температуры и т.д., которые могут привести к изменению условий обработки. Даже самая лучшая пресс-форма не будет хорошо работать на плохо обслуживаемой машине.

После анализа всех записанных значений сохраните набор образцов, чтобы проверить и сравнить, улучшились ли исправленные образцы. Правильно сохраняйте все записи о проверке образцов во время испытания пресс-формы, включая различные давления в цикле обработки, температуру расплава и пресс-формы, температуру трубы с материалом, время впрыска, период подачи шнека и т. д.
Одним словом, сохраняйте все данные, которые помогут вам в будущем успешно установить те же условия обработки, чтобы получить продукцию, соответствующую стандартам качества.

Модификация и ремонт пресс-форм
После испытания пресс-формы ее следует изменить в соответствии с ситуацией, возникшей при испытании пресс-формы. Кроме того, после того как инженер утвердит пластиковую деталь, структура пластиковой детали должна быть соответствующим образом изменена.
Причины для модификации плесени
Изменения, вызванные ошибками обработки
Ошибки обработки в основном сосредоточены на ранней стадии испытания новой пресс-формы, такие как ошибки бурения воды, малый размер материала сердечника пресс-формы, ошибки ЧПУ, ошибки EDM и т.д. В процессе обработки, можно сказать, что каждый шаг обработки имеет возможность ошибки.

Некоторые ошибки можно спасти, изменив форму, а некоторые нужно переделать, изменив материал. Если материал изменен и переделан, это не считается модификацией пресс-формы. Необходимость модификации пресс-формы часто связана с небольшими ошибками, например, ребро EDM немного смещено или немного углублено, проволочная резка немного перерезана, резьбовое отверстие сломано и т. д.
Необоснованные изменения конструкции пресс-формы
На ранней стадии проектирования пресс-формы вы будете тратить больше времени на план и результаты. Некоторые очевидные проблемы легче найти, а некоторые неясные проблемы трудно обнаружить непосредственно до испытания или производства пресс-формы. Большинство проблем обнаруживается во время испытания или производства пресс-формы, после чего конструкторам дается обратная связь, а затем составляется план модификации.

Например, если затвор или бегунок слишком малы, продукт не будет легко впрыскиваться; положение или тип затвора не соответствует требованиям, что приводит к проблемам с качеством продукции; наклонная направляющая колонна или другие детали влияют на способность робота принимать продукт; пресс-форма возвращается ненормально и т. д.
Изменения в дизайне продукции заказчика
Наиболее важной причиной модификации пресс-формы является изменение дизайна продукции заказчика. Компании, производящей пресс-формы, сложно оценить этот аспект. Более того, это не входит в сферу контроля компании-производителя пресс-форм.

Изменения формы в этой области могут быть большими или маленькими, например, добавление или удаление клея на месте, необходимость добавить ползуны или наклонные вершины, или изменить поверхность раздела, и даже отбраковка и переделка ползунов или стержней формы.
Методы модификации плесени
Измените дизайн формы
Лучший способ решить проблему - перепроектировать пресс-форму. Исходя из проблем исходной пресс-формы, мы оптимизируем и проектируем структуру пресс-формы, поверхность раздела, расположение литников и т. д. В то же время необходимо продумать выбор материалов для пресс-формы и оптимизировать процесс термообработки, чтобы повысить срок службы и долговечность пресс-формы.

Например, чтобы решить проблему недостаточного заполнения формы расплавом, вызванную неровной поверхностью разъема формы, мы можем изменить дизайн поверхности разъема, чтобы сделать заполнение расплавом более равномерным.
Изменение параметров пресс-формы
Изменение параметров пресс-формы - это простой и быстрый способ модификации пресс-формы. Регулируя такие параметры, как размер пресс-формы, точность пресс-формы и шероховатость ее поверхности, можно повысить качество и эффективность производства изделия.

Например, регулируя размер и положение затвора, можно оптимизировать процесс заполнения расплавом и улучшить качество продукта; уменьшая шероховатость поверхности формы, можно уменьшить остатки продукта и повысить эффективность производства.
Замена принадлежностей для пресс-форм
Замена комплектующих пресс-формы - популярный и довольно дешевый способ модификации пресс-форм. Части пресс-формы, подверженные износу и разрушению, такие как полость, сердцевина, втулка затвора и т. д., можно заменить расплавленным материалом или обработать поверхность, которая более устойчива к износу и коррозии.

Вы также можете выбрать более современные компоненты пресс-формы, исходя из ваших реальных производственных потребностей, чтобы повысить эффективность производства и качество продукции. Например, если заменить полость, которая легко изнашивается, на высокоизносостойкий материал, можно эффективно продлить срок службы пресс-формы.
Причины для ремонта плесени
Высокая частота использования пресс-формы приводит к износу
По мере увеличения количества раз использования пресс-формы различные ее части будут иметь разную степень износа, что приведет к таким проблемам, как неточность размеров при обработке, увеличение шероховатости поверхности и снижение точности пресс-формы. В это время пресс-форму необходимо отремонтировать, чтобы обеспечить точность обработки и эффективность производства.

Проблемы, вызванные неправильной обработкой поверхности пресс-формы
Обработка поверхности пресс-формы является важным фактором, влияющим на срок службы и эффективность использования пресс-формы. Если покрытие отваливается, твердость недостаточна, а поверхность неровная, это повлияет на эффективность использования пресс-формы.
В ответ на эти проблемы необходимо отремонтировать пресс-форму, обработать ее поверхность, повысить точность и срок службы пресс-формы.

Дефекты самого материала пресс-формы
Редко когда материал пресс-формы сам по себе имеет дефекты, но если такая проблема возникает, то даже после многократной регулировки и износа она все равно не сможет соответствовать требованиям обработки. Например, когда в пресс-форме появляются трещины, поры и другие проблемы, ее необходимо отремонтировать, чтобы добиться нормального использования.
Плохая среда использования плесени
Окружающая среда, в которой используется пресс-форма, оказывает большое влияние на срок ее службы. Например, если пресс-форма используется во влажной и агрессивной среде в течение длительного времени, это приведет к коррозии и ржавчине на поверхности пресс-формы, увеличит риск износа и повреждения пресс-формы, и пресс-форму необходимо отремонтировать в это время, чтобы обеспечить точность и срок службы пресс-формы.

Методы восстановления плесени
Ремонт поверхности
Отшлифуйте поверхность формы шлифовальной машинкой, чтобы избавиться от ржавчины или старого покрытия. С помощью пескоструйного аппарата нанесите новое покрытие, чтобы убедиться, что толщина покрытия равномерна. Выполните окончательную шлифовку и полировку, чтобы сделать поверхность формы гладкой.
Ремонт отверстий
Найдите отверстия и поврежденные участки, которые необходимо заделать. С помощью дрели или фрезы заделайте отверстия так, чтобы их размер и форма соответствовали требованиям проекта. Отшлифуйте и отполируйте заделанные отверстия, чтобы они были гладкими и ровными.

Ремонт стержней пресс-формы
Сначала разберите стержень пресс-формы, проверьте поврежденную часть и рассчитайте зону ремонта. С помощью электроэрозионного станка выполните сварку и ремонт стержня пресс-формы, обращая внимание на контроль зоны и положения ремонта. Выполните окончательную шлифовку и полировку, чтобы сделать поверхность сердечника пресс-формы гладкой.
Пресс-формы для литья пластмасс под давлением Техническое обслуживание
Поскольку пресс-форма работает при высокой температуре и высоком давлении и долгое время находится в контакте с воздухом, она легко ржавеет. Поэтому пресс-форма нуждается в хорошем уходе. Когда она не используется, ее необходимо смазывать антикоррозийным маслом.

Кроме того, поскольку сталь пресс-формы имеет длительный срок службы, а конструкция пресс-формы спроектирована плохо, некоторые тонкие стальные конструкции или выталкивающие штифты могут треснуть и сломаться, и их необходимо постоянно обслуживать и ремонтировать при последующем обслуживании. Ниже перечислены основные методы обслуживания пресс-форм.
Если окружающая среда влажная, поверхность пресс-формы подвержена ржавчине, что снижает качество поверхности и влияет на срок службы пресс-формы. Поэтому при хранении формы выбирайте сухое и проветриваемое место, а для защиты используйте влагостойкие материалы.

Регулярно очищайте поверхность от плесени
При использовании пресс-формы на нее попадают краска, масло и другие вещества, которые влияют на эффект от использования. Поэтому поверхность пресс-формы следует регулярно очищать моющим средством, чтобы обеспечить гладкость поверхности и избежать дефектов, влияющих на качество.

Правильно используйте пресс-форму
Форма разработана и изготовлена с учетом определенных условий эксплуатации, поэтому при ее использовании следует уделять особое внимание. Избегайте применения чрезмерных усилий при работе и соблюдайте правила эксплуатации, чтобы не повредить пресс-форму при длительном использовании. Проблемы с качеством, такие как.

Частое смазывание и техническое обслуживание
При использовании пресс-формы ее подвижные части должны хорошо работать. Поэтому следует часто смазывать движущиеся части формы, чтобы они не застревали и не заедали от износа при использовании.

Обратите внимание на способ хранения
Когда вы храните форму в течение длительного времени, вы не хотите, чтобы она испортилась. Поэтому при хранении нужно положить ее на ровную поверхность и чем-нибудь подпереть, чтобы она не испортилась.

Заключение
Расплавленный пластик превращается в расплавленный пластик во время литьё под давлением цикл, завершающий окончательное формование в виде пластиковой смолы. Изготовление пресс-форм для литья под давлением - очень сложный процесс.

Она состоит из множества этапов. От проектирования пресс-формы до обработки на станках с ЧПУ, прецизионной шлифовки, электроэрозионной обработки, сборки и отладки - все аспекты должны обеспечивать точность и эффективность производства. Только благодаря строгому контролю и испытаниям можно гарантировать качество и производительность литьевых форм.







