 Перейти к содержанию
Перейти к содержанию 

Введение: Плесень литьё под давлением это способ сделать много деталей одинаковой формы. Вот как это работает: Вы нагреваете пластик, а затем с помощью машины заталкиваете его в форму. Пластик остывает и становится твердым, и тогда у вас получается деталь.
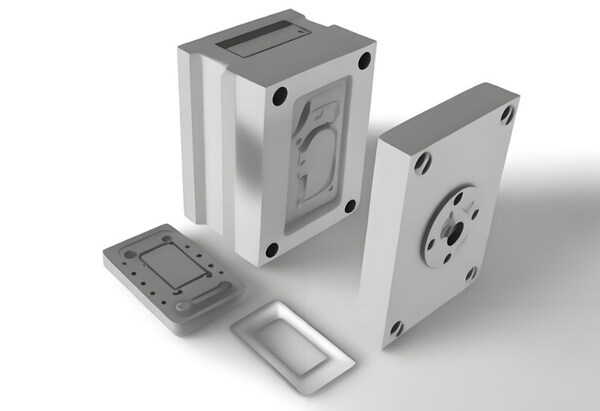
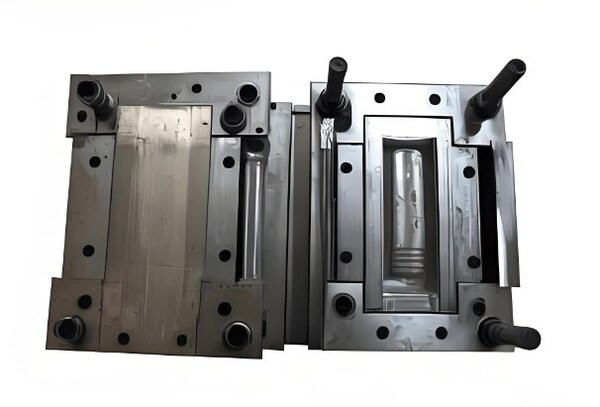
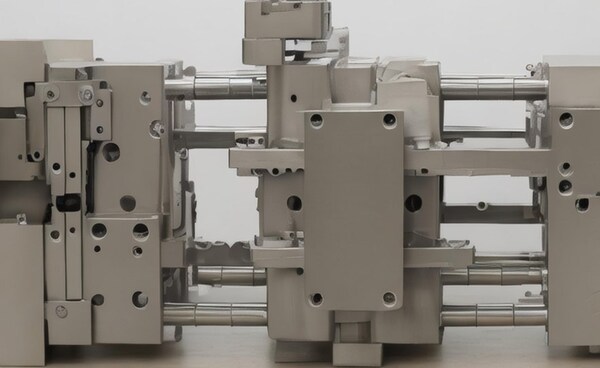
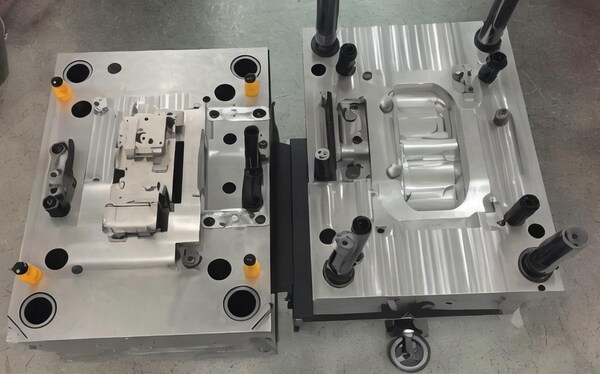
Пресс-форма для литья под давлением состоит из двух частей: подвижной и неподвижной. Подвижная пресс-форма устанавливается на подвижный шаблон термопластавтомата, а неподвижная пресс-форма устанавливается на неподвижный шаблон термопластавтомата.

При литье под давлением подвижная и неподвижная формы закрываются, образуя систему заливки и полость. Когда пресс-форма открывается, подвижная и неподвижная формы разделяются для извлечения пластикового изделия. В этой статье мы подробно рассмотрим, какие переменные влияют на стоимость пресс-форм для литья под давлением и их решения.
Из чего состоит литьевая форма?
Пластиковые формы делятся на несколько частей в зависимости от их функций, включая: систему заливки, систему контроля температуры, систему формовочных деталей, систему вытяжки, систему направляющих, систему выталкивания и т.д.

Среди них система заливки и формовочные детали - это части, которые находятся в непосредственном контакте с пластиком, и они меняются вместе с пластиком и изделием. Они являются наиболее сложными и изменчивыми деталями пресс-формы и требуют высочайшей чистоты и точности обработки.
Система заливки
Относится к части канала потока перед тем, как пластик попадает в полость из сопла, включая основной канал, отверстие для холодного материала, канал ответвления, затвор и т.д.

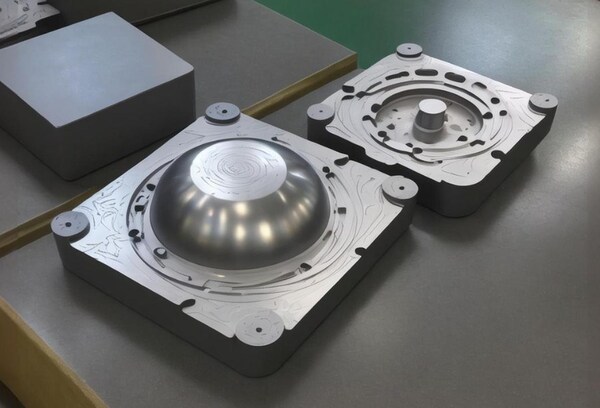
Система формовочных деталей
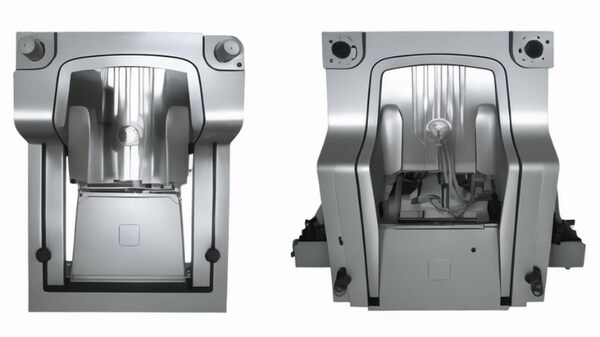
Под формой понимается совокупность различных частей, образующих форму изделия, включая подвижную форму, неподвижную форму, а также полость (вогнутая форма), сердцевину (выпуклая форма), формовочный стержень и т.д.
Сердечник образует внутреннюю поверхность изделия, а полость (вогнутая форма) - внешнюю поверхность изделия. После закрытия формы сердцевина и полость образуют полость формы.

В соответствии с технологическим процессом и производственными требованиями иногда сердцевина и вогнутая форма состоят из нескольких частей, а иногда - из одной, и только вставки используются в деталях, которые легко повредить и трудно обработать.
Термостатическая система
Чтобы соответствовать требованиям процесса впрыска к температуре пресс-формы, необходима термостатическая система для регулировки температуры пресс-формы. Для литьевых форм для термопластов главное - разработать систему охлаждения формы (форма также может быть нагрета).
Обычный метод охлаждения пресс-формы заключается в открытии канала охлаждающей воды в пресс-форме и использовании циркулирующей охлаждающей воды для отвода тепла пресс-формы; в дополнение к использованию охлаждающей воды для пропуска горячей воды или горячего масла, внутри и вокруг пресс-формы также могут быть установлены электрические нагревательные элементы для нагрева пресс-формы.
Выхлопная система
Он предназначен для отвода воздуха, находящегося в полости, и газа, образующегося при плавлении пластмассы в процессе литья под давлением, за пределы пресс-формы.

Если выхлоп не будет плавным, на поверхности изделия будут образовываться следы газа (газовые следы), прожоги и другие дефекты; выхлопная система пластиковой формы обычно представляет собой желобообразный воздухоотвод, открытый в форме для выпуска воздуха из исходной полости и газа, вносимого расплавленным материалом.
Когда расплавленный материал попадает в отверстие, воздух, который был в отверстии, и воздух, который попал туда вместе с материалом, должен выйти из отверстия через отверстие в конце отверстия, куда попадает материал, иначе в изделии будут дыры, плохие соединения, недостаточное количество материала, и, возможно, воздух будет сжиматься, нагреваться и сжигать изделие.
Как правило, отверстие может находиться на конце отверстия, куда помещается материал, или на месте, где две половинки отверстия расходятся.
Второй - открыть неглубокую канавку глубиной 0,03-0,2 мм и шириной 1,5-6 мм на одной стороне штампа. Во время инжекции из вентиляционного отверстия не будет вытекать много расплавленного материала, потому что расплавленный материал будет остывать и затвердевать там, перекрывая канал.
Вентиляционное отверстие не должно быть обращено к оператору, чтобы предотвратить случайное выплескивание расплавленного материала и травмирование людей. Кроме того, зазор между штоком выталкивателя и отверстием выталкивателя, зазор между блоком выталкивателя и зачистной плитой и сердечником также могут быть использованы для вытяжки.
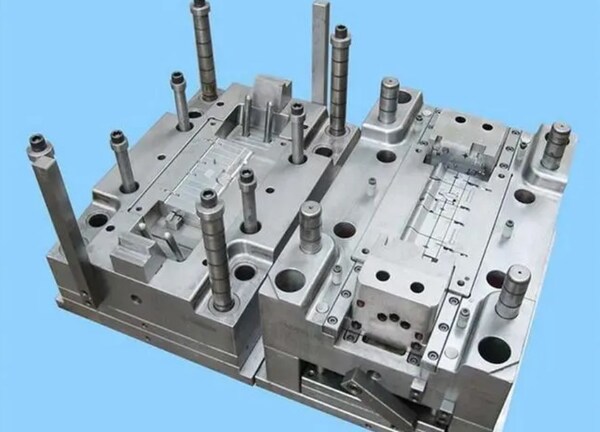
Система гидов
Чтобы обеспечить точное выравнивание подвижной и неподвижной пресс-форм при закрытии пресс-формы, в ней необходимо установить направляющий компонент.
В пресс-форме для литья под давлением обычно используются четыре комплекта направляющих штифтов и направляющих втулок для формирования направляющего компонента. Иногда на подвижной и неподвижной пресс-форме устанавливаются внутренние и внешние конические поверхности, совпадающие друг с другом, для облегчения позиционирования.
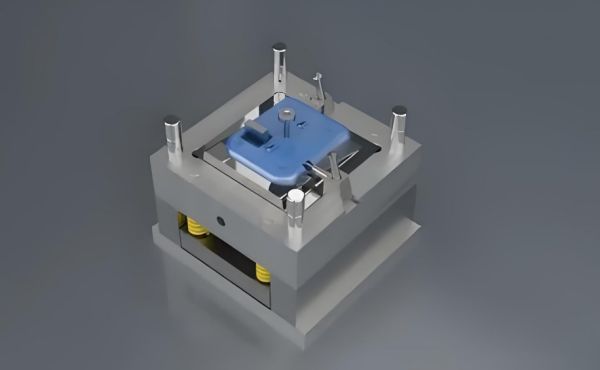
Система эжекторов
Обычно включает в себя: выталкиватель, переднюю и заднюю выталкивающие пластины, направляющую штангу выталкивателя, возвратную пружину выталкивателя, стопорный винт выталкивающей пластины и другие компоненты.

После того как деталь отформована и охлаждена в пресс-форме, передняя и задняя половины пресс-формы разделяются и открываются, а система выталкивания - выталкивающий штифт - выталкивает пластиковую деталь и затвердевший материал в бегунке из полости пресс-формы и места расположения бегунка под действием выталкивающего стержня термопластавтомата, так что следующий литьё под давлением цикл может начаться.

Какие существуют категории пресс-форм для литья под давлением?
Существует несколько различных типов пресс-форм для литья под давлением. Наиболее распространенными являются двухплитные формы, трехплитные формы, формы для горячей обкатки и формы для литья под прямым углом.
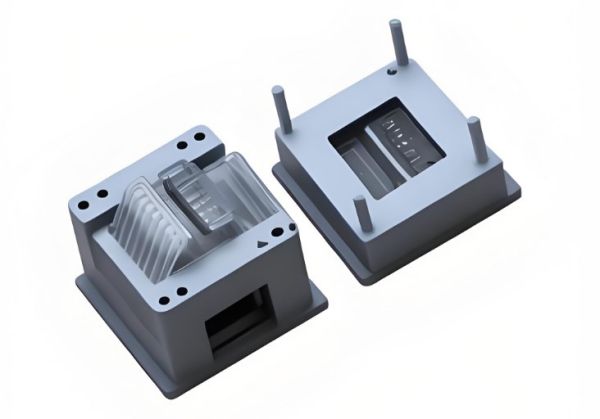
Двухпластинчатая форма
Двухплитную пресс-форму также называют однокомпонентной пресс-формой для поверхностного впрыска. Это самый простой и базовый тип пресс-формы. Она широко используется и может быть сконструирована в виде одногнездной или многогнездной пресс-формы в соответствии с требованиями к изделию.

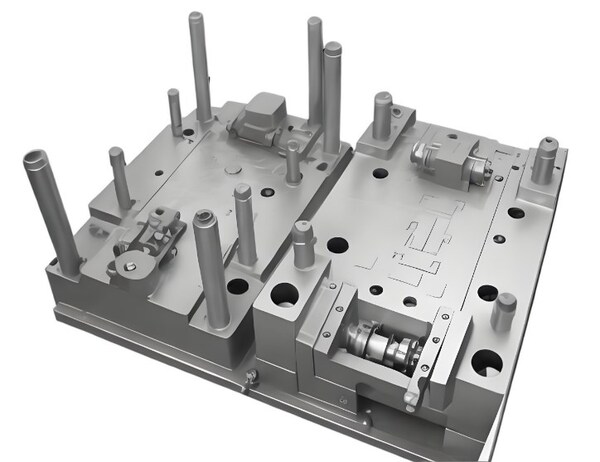
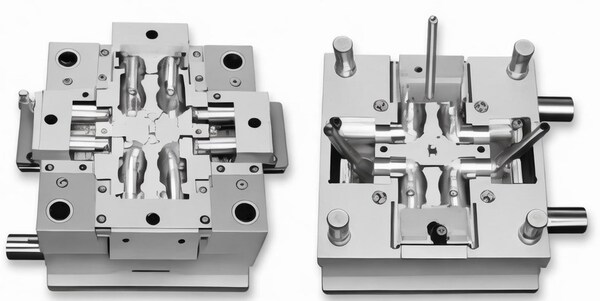
Трехпластинчатая пресс-форма
Трехплитная пресс-форма также является пресс-формой для литья под давлением с двухкомпонентной поверхностью. Она отличается от пресс-формы для литья под давлением с однокомпонентной поверхностью. В неподвижной части пресс-формы трехплитная пресс-форма имеет частично перемещаемую разделительную плиту.

В этой конструкции бегунок выбрасывается между первой и второй пластинами, а зачистная пластина выбрасывается между второй и третьей пластинами, чтобы разделить деталь и бегунок.
Литейные формы с двойной поверхностью раздела не подходят для литья крупных деталей под давлением, поскольку имеют сложную структуру, высокую стоимость изготовления и трудную обработку деталей.
Формы для горячего бега
Горячеканальные пресс-формы похожи на традиционные холодноканальные пресс-формы. Разница заключается в том, что в горячеканальных пресс-формах пластик непосредственно впрыскивается в полость через сопло. В процессе формовки нет бегунка, что значительно повышает коэффициент использования сырья и позволяет избежать отходов.

В целом, стоимость изготовления горячеканальных пресс-форм выше, чем холодноканальных, но если формуемые детали очень малы, особенно если детали меньше, чем бегунок, горячеканальные пресс-формы являются более экономичным выбором.
Правоугловые инъекционные нолды
Пресс-формы для литья под прямым углом не имеют широкого применения и подходят только для угловых термопластавтоматов. В отличие от других литьевых форм, во время литья направление подачи формы должно быть перпендикулярно направлению открытия и закрытия, а площадь поперечного сечения обычно не изменяется.

Кроме того, главный канал прямоугольной литьевой формы открыт с обеих сторон подвижной и неподвижной поверхности разъема формы. На конце основного канала установлена сменная вставка для предотвращения износа и деформации между соплом термопластавтомата и входным концом основного канала.
Какие переменные влияют на стоимость пресс-форм для литья под давлением?
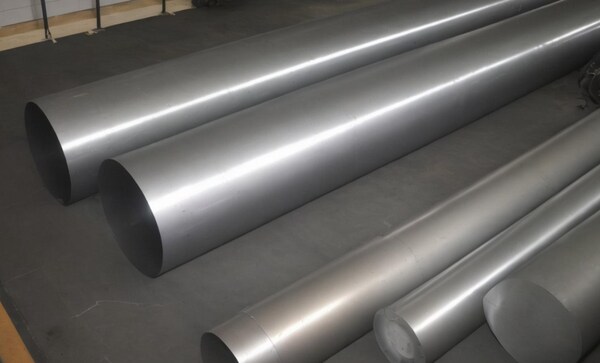
Материалы деталей
Тип материала, который вы используете для изготовления деталей под давлением, значительно влияет на стоимость пресс-форм для литья под давлением. Некоторые материалы могут требовать особых характеристик пресс-формы, каналов охлаждения или обработки поверхности из-за их уникальных свойств и требований.

Некоторые пластиковые материалы, особенно высокотемпературные или абразивные, приводят к износу пресс-форм для литья под давлением и сокращению срока службы инструмента. Для решения этой проблемы требуются более жесткие пресс-формы, изготовленные из особых сортов стали, что увеличивает стоимость пресс-форм для литья пластмасс.
Отделка деталей
Из своего многолетнего опыта производства специализированных литьевых деталей для элитных потребительских товаров я понял, что объем отделки, необходимой для этих деталей, всегда оказывает огромное влияние на стоимость самого процесса литья пластмассы под давлением.
По мере усложнения отделки деталей литье под давлением становится все сложнее. Чтобы все получилось, необходимо думать об отделке при проектировании пресс-формы и планировании производства. Чтобы каждый раз получать желаемую отделку, нужны правильные материалы для пресс-формы и причудливые функции пресс-формы. Все это удорожает изготовление пресс-формы.
Расходы на обработку
Изготовление пресс-форм для литья под давлением включает в себя множество процессов, таких как фрезерование, точение, шлифование, резка проволокой и т. д. Каждый процесс требует времени и трудозатрат, что сказывается на качестве пластика литьё под давлением стоимость пресс-формы. Расчет стоимости обработки обычно основывается на уровне оборудования и технологии производителя, а также на требуемом времени обработки.
Затраты на проектирование и инженерные работы
Разработка и проектирование литьевых форм также требуют определенных затрат. К ним относятся заработная плата конструкторов пресс-форм, стоимость программного обеспечения для проектирования и инженерного оборудования, а также стоимость испытаний и проверки пресс-форм. Затраты на оснастку также являются важной частью расчета стоимости пресс-формы.
Срок службы и долговечность
Срок службы и долговечность пресс-формы - важный фактор, влияющий на ее цену. Как правило, дизайн и качество формы определяют, как долго она прослужит. Высококачественные формы обычно можно использовать дольше, но они и стоят дороже.

Сложность и размер
На цену пресс-формы также влияют ее сложность и размер. Чем сложнее конструкция и изготовление пресс-формы, тем больше времени и ресурсов требуется, и тем выше стоимость. Кроме того, размер пресс-формы влияет на количество требуемого материала и сложность обработки, что также сказывается на стоимости.
Количество и партия
Количество и производственная партия пресс-форм для литья под давлением также являются факторами, влияющими на стоимость. Как правило, стоимость пресс-формы при массовом производстве будет ниже, поскольку себестоимость единицы продукции можно снизить за счет распределения постоянных затрат. Стоимость пресс-формы при мелкосерийном производстве будет относительно высокой, поскольку экономия от масштаба не может быть использована в полной мере.
Дизайн продукта
Дизайн изделия может изменить пресс-форму. Например, после завершения проектирования пресс-формы необходимо заказать раму, если дизайн клиента изменился. Тогда, если изменение относительно небольшое, оно не повлияет на общую структуру.

Если изменений много, это повлияет на продукцию, производимую пресс-формой, и даже раму придется заказывать заново. Стоимость значительно возрастет.
Является ли конструкция пресс-формы подходящей, разумной и осуществимой?
Существует множество методов моделирования, таких как анализ производственного процесса, анализ структурной динамики, трехмерный сравнительный анализ тестовых и проектных изделий и т. д. Если конструкция пресс-формы будет неразумной, стоимость увеличится.
Контроль количества испытаний при изготовлении пресс-формы
Большинство производителей рассчитывают стоимость изготовления пресс-формы по количеству дней, необходимых для ее отправки заказчику. Если пресс-форма не может быть доставлена после многочисленных проверок, то помимо штрафов, оговоренных в контракте, чем дольше пресс-форма остается на заводе, тем выше стоимость обработки. Разумеется, стоимость тестирования пресс-формы также будет относительно высокой.
Как снизить стоимость пресс-форм для литья под давлением?
Выберите подходящий материал
Первое, что нужно сделать, чтобы снизить стоимость изготовления пластиковых форм, - это выбрать правильный материал.
Во-первых, выберите подходящий материал, исходя из требований к пресс-форме и предполагаемого объема производства.
Во-вторых, сравните и оцените несколько материалов, чтобы найти те, которые имеют приемлемую цену и стабильные характеристики.
Наконец, убедитесь, что выбранные вами материалы хорошего качества, чтобы пресс-форма служила долго и была экономически выгодной.

Оптимизация дизайна
Оптимизация конструкции - один из важных способов снижения стоимости производства пластиковых пресс-форм. Благодаря оптимизации конструкции можно сократить отходы материалов, а также повысить срок службы и качество изделия.

В то же время, если пресс-формы уже разработаны, то путем улучшения деталей и оптимизации конструкции можно добиться увеличения срока службы пресс-формы и снижения стоимости производства.
Укрепление управления
Ключом к снижению стоимости производства пластиковых пресс-форм является усиление управления. В процессе производства пресс-форм необходимо создать полную систему управления качеством, усилить управление поставщиками, управление производственными планами и управление контролем затрат, а также полностью контролировать все звенья процесса производства пресс-форм, чтобы обеспечить качество и эффективность производственного процесса.

Повысьте уровень процесса.
Улучшение технологического процесса также является важной мерой по снижению стоимости производства пластиковых форм. Внедряя передовые производственные процессы и техническое оборудование, мы можем повысить эффективность производства и уровень качества.

В то же время мы можем сократить время работы и потери, вызванные упущениями при выполнении ручных операций в процессе производства. С помощью эффективных технических средств мы можем контролировать рост производственных затрат и оптимизировать стратегию развития предприятия.
Управление бережливым производством
Использование бережливого управления производством - хороший способ сократить расходы на изготовление пластиковых форм. Если вы используете бережливое управление производством, вы можете использовать все ресурсы вашей компании для изготовления пресс-форм, сократить количество отходов в производственном процессе и изготавливать больше пресс-форм быстрее и качественнее.
Вы также сможете улучшить работу своей компании, сократить расходы на ее содержание и производить больше форм быстрее и качественнее.
Одним словом, каждой производственной компании необходимо решить проблему снижения себестоимости изготовления пластиковых пресс-форм. Только когда компания постепенно усовершенствует собственную систему управления и технического обеспечения и создаст стабильную систему снижения затрат, она сможет повысить эффективность производства и конкурентоспособность и достичь устойчивого развития.
Эффективное использование пластиковых форм
Тщательный выбор пресс-форм для литья пластмасс с научными и разумными конструктивными схемами - самый основной способ контроля стоимости литья под давлением. Различные типы конструкций пресс-форм для литья под давлением, разумеется, предъявляют разные требования к исходным материалам. Отличные пресс-формы имеют высокую производительность, что приводит к уменьшению количества отходов и, конечно, к низким производственным затратам.
Использование научной и рациональной технологии обработки .

Для одного и того же продукта используются разные типы технологий производства и обработки, а необходимое сырье отличается. В соответствии с характеристиками продукта, при условии соблюдения стандартов качества, применение усовершенствованной технологии обработки может эффективно снизить материальные и производственные затраты.
Создайте эффективную систему управления качеством
Создание хорошей системы управления качеством - еще один путь к низкой стоимости литьё под давлением изготовления литьевых форм. Если у вас есть хорошая система управления качеством, вы можете сократить количество ошибок и дублирования в производстве, что сделает ваше производство более эффективным и качественным.

Например, вы можете использовать программное обеспечение для обеспечения качества, которое поможет вам управлять качеством и избежать ошибок и дублирования в производстве. Кроме того, если у вас есть хорошая система управления качеством, вы можете сделать своих клиентов счастливее, что поможет вам продавать больше и зарабатывать больше денег.
Заключение
Эта статья посвящена факторам, влияющим на стоимость литья под давлением, и их решениям. Во-первых, стоимость материала для литья под давлением является основным фактором, влияющим на стоимость. Разные типы и сложности пресс-форм требуют разных металлических материалов, поэтому и стоимость их различна.

Во-вторых, стоимость обработки и проектирования также оказывает значительное влияние на стоимость. Каждый этап обработки в процессе изготовления пресс-формы требует времени и ресурсов.
Кроме того, сложность, размер и предполагаемая партия производства пресс-формы также напрямую влияют на уровень затрат.

В статье отмечается, что благодаря выбору подходящих материалов, оптимизации конструкции, усилению управления, повышению уровня технологического процесса и внедрению бережливого управления производством, производство стоимость пресс-форм для литья под давлением можно эффективно сократить, повысить эффективность производства и уровень качества, тем самым способствуя устойчивому развитию предприятий.Если у вас есть проект литья под давлением, пожалуйста, свяжитесь с Zetar Mold







