 Перейти к содержанию
Перейти к содержанию 

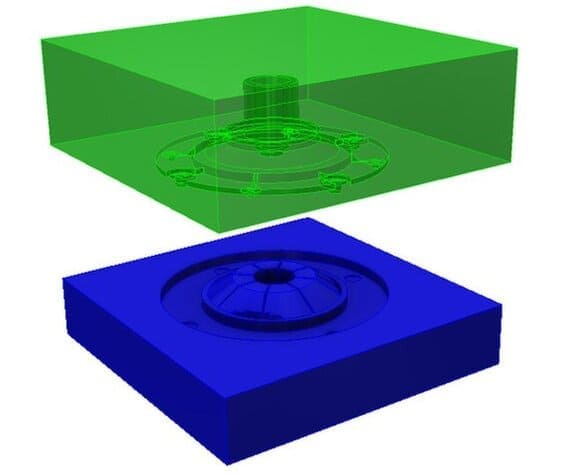
Сердечник и полость - это две половины формы, в которые впрыскивается горячий расплавленный пластиковый материал. полость, а зазор между сердечником и полостью заполняется горячим расплавленным материалом во время литьё под давлением После этого они затвердевают и приобретают окончательную форму.
Конструкция стержня и полости пресс-формы имеет решающее значение для правильного формования изделия. Сердечник - это приподнятая часть формы, а полость - углубленная часть формы.
Полость и сердцевина в типичном литье пластмасс под давлением Машина литья под давлением является формообразующей частью пресс-формы и играет ключевую роль в формировании формы отливаемой детали.
В некоторых сложных формах полости или сердцевины часто вставляются, т.е. часть их удаляется из полости или сердцевины для формирования вставной структуры, что аналогично распаду полостей и сердцевин.

Другие слова для сердечника и полости в литье под давлением
Мужская форма, т.е. задняя форма, также называется верхней выпуклой формой (обычно это основная плита формы с выталкивающим штифтом), а женская форма, т.е. передняя форма, также называется вогнутой формой.
Набор литьевые формы подразделяется на верхнюю и нижнюю формы, в зависимости от того, как установлены формы, некоторые верхние формы называются выпуклыми, если они выпуклые, а нижние формы называются вогнутыми, если они вогнутые.
Некоторые штампы называются выпуклыми, когда верхний штамп вогнут, а нижний - выпуклый; другие - выпуклыми, когда верхний штамп вогнут, а нижний - выпуклый.
Так или иначе, выпуклый молд называется выпуклым, а вогнутый - вогнутым.

Как отличить сердцевину и полость пресс-формы
Различать по форме и виду
Формы проектируются как двух- или трехплитные, в зависимости от типа изготавливаемого компонента. Двухплитная форма требует одного дня работы на свету, а трехплитная - двух дней.
Обратите внимание непосредственно на вогнутую и выпуклую форму пресс-формы. Как правило, вогнутая форма - это полость (нет выталкивающих штифтов), а выпуклая - это сердцевина (есть выталкивающий штифт).
Полости и ядра в литьевые формы обычно называют вогнутыми и выпуклыми пресс-формами, где стержни и полости могут находиться в неподвижной полуформе или динамической пресс-форме.
Другими словами, полость и сердцевина могут находиться в неподвижной пресс-форме, плита полости и сердцевина могут находиться в динамической пресс-форме, причем сердцевина динамической пресс-формы является сердцевиной динамической модели, а сердцевина неподвижной пресс-формы является сердцевиной неподвижной модели.
По составу структуры различают
Полость - это рабочая часть внешней поверхности формованной пластиковой детали, по своей структуре она может быть разделена на две категории: интегральную и комбинированную.
Полость и сердцевина являются продуктообразующей частью пресс-формы, полость и сердцевина закреплены на плитах A и B соответственно, а часть в середине сердцевины и полости впрыскивается в продукт после закрытия пресс-формы.

Типы полостей и стержней пресс-формы
По своей структуре полости и стержни пресс-форм можно разделить на два типа: интегральные и комбинированные.
Интегральный тип
Этот тип полости изготавливается из цельного куска металлического материала, например, прямая тянущая пресс-форма. Он характеризуется простой структурой, высокой прочностью, хорошей жесткостью, не подвержен деформации, не оставляет следов швов на пластиковых деталях.
Комбинированный тип
Когда форма пластиковых деталей более сложная, часто используются полости комбинированного типа для улучшения технологичности, уменьшения деформации при термообработке и экономии качественной стали. Существует несколько конструктивных форм комбинированных полостей.
Для больших и сложных пресс-форм четыре боковины и дно обрабатываются, термообрабатываются, шлифуются, полируются и запрессовываются в гильзу пресс-формы, четыре стенки соединяются в виде защелок, чтобы сделать внутренние соединения герметичными.

Снаружи стыка следует оставить зазор 0,3 ~ 0,4 мм, в четырех углах закладных деталей радиус угла R должен быть больше радиуса угла гильзы пресс-формы.
Вся вставка обычно используется в многогнездной пресс-форме или форме более сложных пластиковых деталей, таких как пластиковые шестерни, вся вставка обычно используется в холодной экструзии, гальванопластике или механической обработке, и других методах обработки, а затем встраивается, это не только легко обрабатывать, но и может сэкономить высококачественную сталь.

Расчет размеров полости и стержня литьевой формы
Расчет размера полости
Расчет размера полости литьевая формаПри этом с учетом использования износа размер большего допуска принимает отрицательные значения.
При расчете размера полости, выборе скорости усадки пластика часто нелегко выбрать очень точно, размер должен быть выбран меньше, оставляя так много места, или большая форма будет отбракована.
A = (A1 + A1Q - 0,75Z) + K
A - размер полости (большой конец)
A1 - соответствующий верхний размер детали
Q - скорость усадки
Z - допуск на деталь
K - формованная деталь

Расчет размера сердечника
Расчет размера сердечника с учетом того, что после использования и износа размер становится меньше, допуск принимается за положительное значение.
При расчете размера сердечника следует выбирать больший размер, оставляя запас на уменьшение, для корректировки.
B=(B1+B1Q+0.75Z)-K
B - размер сердечника (маленький конец)
B1 - соответствующий нижний предельный размер детали
Q - скорость усадки
Z - допуск на деталь
K - формованная деталь
Расчет размеров полости и глубины стержня литьевых форм
Расчет размеров глубины полости
При расчете размера глубины полости следует выбирать меньший размер, оставляя место для углубления, чтобы регулировать глубину формы.
C = (C1 + C1Q - 0,75Z) + K
C - фактический размер глубины полости
C1 - соответствующий верхний размер детали
Q - скорость усадки
Z - допуск на деталь
K - формованная деталь
Расчет высоты сердечника
При расчете высоты сердцевины размер следует выбирать побольше, чтобы оставалось место для укорачивания для регулировки длины сердцевины.
D=(D1+D1Q+0.75Z)-K
D - фактический размер высоты ядра
D1 - соответствующий нижний предельный размер детали
Q - скорость усадки
Z - допуск на деталь
K - формованная деталь

Выбор полостей формы и стержневой стали
В зависимости от типа литье пластмасс под давлениемФорма изделия, точность размеров, качество внешнего вида изделия и требования к использованию, количество, с учетом резки, полировки, сварки, травления, деформации, износостойкости и других свойств пластиковых материалов, с учетом экономики и условий изготовления формы и методов обработки, для того, чтобы выбрать различные типы стали.
Для формования прозрачных пластиковых изделий
Для полости и сердцевины необходимо выбрать высококачественную импортную формовочную сталь с высокой степенью зеркальной полировки, такую как 718 (класс P20 + Ni), NAK80 (класс P21), S136 (класс 420), сталь класса H13 и т.д., из которых 718, NAK80 для предварительно закаленного состояния, без термической обработки; сталь класса S136 и H13 - отожженная.
Твердость обычно составляет HB160-200. Твердость S136 обычно составляет HRC40-50, а твердость H13 обычно составляет HRC45-55 (может быть определена в зависимости от конкретного сорта).
Пилинг для обеспечения требований к качеству внешнего вида изделия
Долговечность, массовое производство пресс-форм, полость пресс-формы и детали из формовочной стали выбираются следующим образом.
a) В полостях необходимо использовать высококачественную импортную сталь с высокой производительностью зеркальной полировки, такую как 718 (класс P20 + Ni), NAK80 (класс P21) и т.д., предварительно закаленную, не требующую термообработки.
b) Сердечники могут быть изготовлены из низкосортной импортной стали P20 или P20+Ni, такой как 618, 738, 2738, 638, 718 и т.д., все в предварительно закаленном состоянии; для пресс-форм с небольшими объемами производства также может использоваться отечественная сталь для пластиковых форм или S50C, S55C и другие импортные высококачественные углеродистые стали.

К внешнему виду изделия предъявляются требования по качеству общей формы
Полости формы и детали из формовочной стали выбираются следующим образом.
a) Небольшие прецизионные формовочные полости и сердечники используются из импортной стали среднего класса P20 или P20 + Ni.
b) Средние и большие пресс-формы. литьевой пластик Нет специальных требований к стали, полость может выбрать низкосортную импортную сталь класса P20 или P20 + Ni; сердцевина может выбрать низкосортную импортную сталь класса P20 или импортную высококачественную углеродистую сталь S50C, S55C и т.д., также можно выбрать отечественную сталь для пластиковых форм.
c) Для травленых полостей, при травлении груши следует стремиться избегать использования P20 + Ni класса 2738 (738).







