 Перейти к содержанию
Перейти к содержанию 

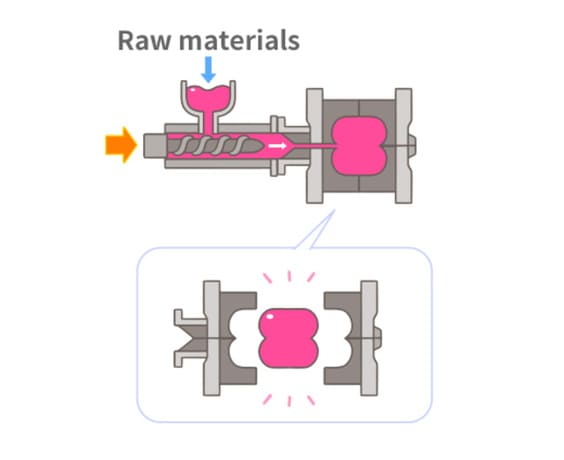
Литье под давлением - это производственный процесс, в ходе которого изготавливаются детали из термопластичных или термореактивных пластиков. Он осуществляется путем подачи расплавленного пластикового материала в полость пресс-формы.
Литье под давлением используется для изготовления самых разных деталей, от небольших электронных компонентов до целых кузовных панелей для автомобилей. Изделия, изготовленные методом литья под давлением Они используются в различных отраслях промышленности и сферах применения, что делает насыщенность цвета важной характеристикой, которую необходимо учитывать.
В этой статье мы дадим определение термину "согласованность цветов" и обсудим, как проверить и измерить согласованность цветов. Чтобы убедиться, что ваша продукция соответствует ожиданиям и требованиям клиентов.
Важно знать о насыщенности цвета литьевые изделияЭто поможет вам создать точные спецификации продукции и избежать путаницы или проблем в процессе производства.

Определение цветового различия изделий, изготовленных методом литья под давлением
Разница в цвете литьевые изделия это цветовая вариация, которая может возникнуть при массовом производстве продукта. Обычно это вызвано использованием различных партий сырья или вариациями в производственном процессе.
Хотя можно контролировать некоторые источники цветовых колебаний, например, использовать одинаковые партии сырья, часто невозможно устранить все источники цветовых колебаний.
В результате изделия, изготовленные методом литья под давлением, обычно имеют некоторую степень отклонения по цвету. Эту вариативность можно контролировать с помощью таких мер контроля качества, как измерение цвета каждого изделия и отбраковка продукции, не соответствующей спецификации.
Однако важно отметить, что даже продукты, соответствующие спецификациям, могут иметь некоторую степень отклонения в цвете.

Причины цветовых различий в изделиях, изготовленных методом литья под давлением
Причина цветовой вариации в изделия для литья под давлением можно отследить по пигментам, используемым в процессе производства. Пигменты обычно изготавливаются из металлов или других материалов, которые поглощают или отражают различные длины волн света, создавая цветовую гамму.
Пигменты для литья под давлением обычно изготавливаются из диоксида титана, который имеет белый цвет, когда находится в прозрачном пластике. Однако при воздействии ультрафиолетового излучения он поглощает часть света и отражает остальную часть, в результате чего образуется цветовая гамма.
Другими причинами различий в цвете могут быть тип используемого пластика, температура пресс-формы и давление в процессе литья под давлением.
Одной из основных причин изменения цвета литьевых изделий является тип используемого полимера. Различные полимеры имеют разные собственные цвета, что может привести к получению конечного продукта, отличающегося от желаемого оттенка.
Кроме того, условия обработки в процессе литья под давлением также могут повлиять на конечный цвет изделий.
Например, если температура слишком высока или слишком низка, это может привести к изменению цвета полимера. Наконец, примеси в сырье, используемом для производства полимера, также могут стать причиной изменения цвета.
Эти примеси могут поступать из различных источников, включая загрязнение воздуха и загрязнение от производство литья под давлением процесс.
Поэтому важно тщательно контролировать все аспекты процесса литья под давлением, чтобы получить продукт с неизменным цветом.
Еще одна из наиболее распространенных причин изменения цвета изделий, изготовленных методом литья под давлением, - неправильная температура расплава. Если литьевая машина не откалибрована должным образом, пластиковая смола будет плавиться неравномерно, что приведет к появлению полос или участков разного цвета в конечном продукте.
Еще одной причиной изменения цвета являются примеси в пластиковой смоле. Даже небольшое количество пыли или других загрязнений может вызвать заметные цветовые различия в готовом изделии. Наконец, изменения в освещении также могут сыграть свою роль в появлении того или иного цвета.
Например, при флуоресцентном освещении цвета могут казаться ярче, чем при естественном солнечном свете. Понимание различных факторов, которые могут влиять на цвет, производители литья под давлением могут предпринять шаги для того, чтобы их продукция соответствовала ожиданиям покупателей.
Например, при флуоресцентном освещении цвета могут казаться ярче, чем при естественном солнечном свете. Понимая различные факторы, которые могут влиять на цвет, производители могут принять меры, чтобы их продукция соответствовала ожиданиям покупателей.

Как проверить и измерить разницу в цвете литьевых изделий?
Немногие отрасли промышленности так ориентированы на процессы и детали, как литье под давлением. Во многом это связано с тем, что изделия, изготовленные методом литья под давлением, должны соответствовать очень специфическим спецификациям, чтобы быть эффективными. В результате производители должны иметь возможность проверять и измерять разницу в цвете своих изделий.
Существует несколько различных способов сделать это. Во-первых, производитель может использовать спектрофотометр для измерения поглощения света продуктом. Этот метод точен, но может потребовать много времени.
Во-вторых, производитель может использовать колориметр для измерения отражающей способности продукта. Этот метод не так точен, как использование спектрофотометра, но он гораздо быстрее.
Наконец, производитель может сравнить цвет продукта с контрольным образцом. Этот метод быстр и прост, но не всегда надежен. В конечном счете, лучший способ проверки и измерения цветовых различий в литьевые изделия использовать комбинацию всех трех методов.
Используя несколько методов, производители могут гарантировать, что их продукция соответствует всем спецификациям и что они могут предоставить своим клиентам продукцию неизменно высокого качества.
Советы по контролю цветовых различий изделий, изготовленных методом литья под давлением
1. Избегайте использования переработанных материалов: Переработанные материалы чаще всего содержат примеси, что может привести к изменению цвета.
2. Используйте высококачественное сырье: Использование некачественного сырья также может привести к изменению цвета. Обязательно используйте только высококачественные смолы и пигменты.
3. Отрегулируйте температуру формы: Температура формы оказывает большое влияние на конечный цвет продукта. Слишком сильный нагрев приведет к выцветанию пигментов, а слишком слабый нагрев сделает цвет более тусклым. Поэкспериментируйте с различными температурами, чтобы найти идеальный вариант для вашего проекта.
4. Используйте цветовые концентраты: Цветовые концентраты - это предварительно смешанные пигментные растворы, которые помогают добиться однородного цвета.
5. Используйте опытного формовщика: Опытный формовщик обладает необходимыми знаниями и опытом, чтобы избежать распространенных причин изменения цвета. Он также сможет скорректировать процесс формовки с учетом любых потенциальных проблем.
Контроль цветовых различий изделий, изготовленных методом литья под давлением
Существует множество факторов, влияющих на разницу в цвете литьевые изделияВключает в себя сырьевую смолу, цветной мастербатч (или цветной порошок), смешивание цветного мастербатча с сырьем, процесс литья под давлением, машину для литья под давлением, пресс-форму и т.д.
Из-за широкого спектра факторов технология контроля цветовых различий также является одной из наиболее сложных в освоении технологий литья под давлением. В реальном производственном процессе мы обычно контролируем разницу цветов по следующим шести аспектам.
Устранение влияния машин для литья под давлением и факторов, влияющих на форму
Чтобы выбрать литьё под давлением машина с той же производительностью, что и основной продукт, если у термопластавтомата возникают проблемы, такие как мертвый угол материала, лучше заменить оборудование.
Система заливки пресс-формы, выпускная щель и т.д., вызывающие разницу в цвете, могут быть решены соответствующей частью пресс-формы для обслуживания пресс-формы. Проблемы с термопластавтоматом и пресс-формой должны быть решены в первую очередь перед организацией производства, чтобы уменьшить сложность проблемы.
Исключить влияние сырьевой смолы и цветной мастербатч
Контроль сырья - это ключ к полному решению проблемы разницы в цвете. Поэтому, особенно при производстве светлоокрашенных продуктов, нельзя игнорировать очевидное влияние различной термической стабильности сырьевой смолы на колебания цвета продукции.
Потому что большинство производители литья под давлением не производят пластиковые мастербатчи или сами мастербатчи, то основное внимание можно уделить управлению производством и проверке сырья. То есть усилить проверку поступающего сырья.
Тот же продукт в производстве, насколько это возможно, используя тот же производитель, тот же бренд мастербатч, мастербатч производства; для цвета мастербатч, мы должны провести образец тест цвета перед массовым производством.
Как при последней калибровке, так и при этом сравнении, если разница в цвете невелика, можно считать ее квалифицированной, например, партия маточной смеси имеет небольшую разницу в цвете, маточную смесь можно смешать еще раз перед использованием, чтобы уменьшить разницу в цвете, вызванную неравномерным смешиванием самой маточной смеси.
В то же время, мы также должны сосредоточиться на проверке термической стабильности смолы и мастербатча, и для тех, кто имеет плохую термическую стабильность, мы предлагаем производителю заменить их.
Устранение влияния неравномерного смешивания мастербатча
Плохое смешивание пластикового мастербатча и цветного мастербатча также приведет к изменению цвета продукта.
После механического смешивания маточной смеси и маточного раствора, при подаче в бункер через нижний всасывающий материал, маточная смесь будет отделяться от маточного раствора благодаря электростатическому эффекту и легко адсорбироваться на стенках бункера, что неизбежно вызовет изменение количества маточной смеси в цикле впрыска и, таким образом, приведет к разнице в цвете.
Это неизбежно приведет к изменению количества маточной смеси во время цикла впрыска, что приведет к разнице в цвете. Эта ситуация может быть решена путем забора сырья в бункер и последующего ручного смешивания.
В настоящее время многие компании используют питатели для добавления маточной смеси, что экономит много рабочей силы и помогает контролировать цветовое различие, но многие компании часто получают неудовлетворительные результаты из-за неправильного использования.
Количество маточного раствора, добавляемого в питатель с фиксированной скоростью, зависит от времени пластификации, которое само по себе колеблется и иногда даже сильно, поэтому для обеспечения постоянного объема подачи необходимо фиксировать время подачи питателя и устанавливать время, меньшее, чем минимальное время пластификации.
При использовании питателя необходимо обратить внимание на то, что выходное отверстие питателя небольшое, после использования в течение определенного периода, может быть из-за шнека питателя в накоплении частиц порошка сырья, вызванного неточной подачей, или даже вызвать остановку питателя, поэтому вам необходимо регулярно очищать.
Уменьшить влияние температуры ствола на разницу в цвете
Производство часто встречается из-за повреждения нагревательного кольца, или нагрев частей управления из-под контроля долго гореть вызвано бочка температура резко меняется, что приводит к разнице в цвете.
Такую причину возникновения разницы в цвете легко определить, как правило, повреждение нагревательного кольца приводит к разнице в цвете в то же время будет сопровождаться неравномерным явлением пластификации, а нагрев контрольной части неконтролируемого длительного горения часто сопровождается побочным газовым пятном, серьезным обесцвечиванием и даже явлением коксования.
Поэтому необходимо часто проверять нагревательную часть на производстве и заменять ее, если обнаружится, что она повреждена или вышла из-под контроля, чтобы снизить вероятность возникновения таких цветовых различий.
Уменьшить влияние регулировки процесса литья под давлением
При регулировке параметров процесса впрыска по причинам, не связанным с различием цветов, не изменяйте температуру впрыска, противодавление, цикл впрыска и количество добавляемого маточного раствора, насколько это возможно.
В то же время наблюдайте за влиянием изменения параметров процесса на цвет и вовремя корректируйте разницу в цвете.
По возможности избегайте использования высокой скорости впрыска, высокого противодавления и других литьё под давлением процессы, которые вызывают сильный эффект сдвига, чтобы предотвратить разницу в цвете, вызванную локальным перегревом или термическим разложением и другими факторами.
Строго контролируйте температуру каждой нагревательной секции ствола, особенно сопла и нагревательной секции рядом с соплом.

Влияние температуры бочки и количества маточного раствора на изменение цвета продукта
Прежде чем регулировать разницу в цвете, мы также должны знать тенденцию изменения цвета продукта в зависимости от температуры и количества маточной смеси.
Различные цвета маточной смеси при изменении температуры производства или количества маточной смеси меняют цвет продукта.
Характер изменения цвета может быть определен в процессе цветопробы. Невозможно быстро отрегулировать разницу в цвете, если вы не знаете правила изменения цвета данного мастербатча.
Заключение
Для проектов с высокими требованиями к цвету или проектов с большим количеством деталей изделия, вы можете выбрать закачку гранул сырьем и мастербатчами перед производством инжекции.
Процесс экстракции позволяет равномерно смешать маточную смесь и сырье перед инъекционным производством, что позволяет эффективно избежать проблемы разницы в цвете различных деталей.
Если у вас возникла проблема, требующая консультации и решения, вы можете связаться с ZetarMold чтобы помочь вам с предложениями и решениями.







