 Перейти к содержанию
Перейти к содержанию 

Литье под давлением - широко распространенный метод обработки пластмасс для изготовления всевозможных изделий из них. Но иногда во время литья под давлением происходят сбои процесс литья под давлением. В итоге вы можете получить линии сварки, пузыри, усадочные полости, короткие прострелы или коробление. Эти дефекты не только ухудшают внешний вид и работу изделия, но и делают его недолговечным. Поэтому важно найти и устранить эти проблемы как можно скорее.

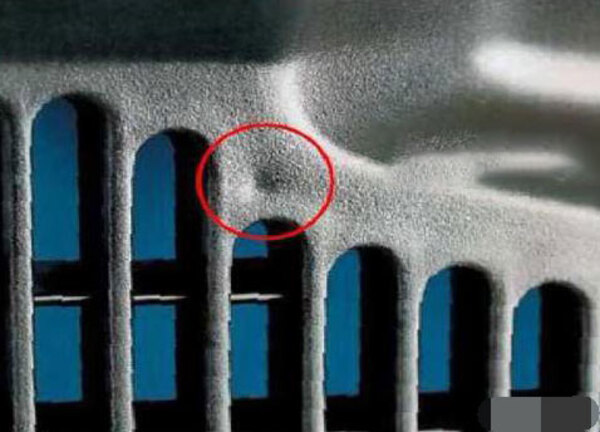
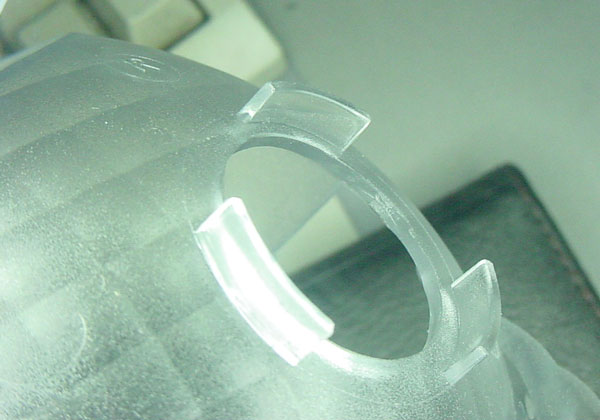
1. Трещины в изделиях, изготовленных методом литья под давлением
Трещины можно разделить на нитевидные трещины, микротрещины, отбеливание верха, трещины на поверхности детали, а также травматические риски, вызванные прилипанием детали к пресс-форме и каналу течения. По времени образования трещин они делятся на трещины при литье и трещины при нанесении. В основном это происходит по следующим причинам:

1.1 Обработка
① Если давление слишком высокое, скорость слишком высокая, наполнение слишком большое, впрыск слишком длинный, а время удержания давления слишком велико, это приведет к чрезмерному внутреннему напряжению и образованию трещин.
② Отрегулируйте скорость открытия пресс-формы и давление, чтобы детали не вытягивались слишком быстро, что может привести к распалубке и растрескиванию.
③ Соответствующим образом повышайте температуру формы, чтобы детали легко поддавались распалубке, и соответствующим образом снижайте температуру материала, чтобы предотвратить его разложение.
④ Предотвращение растрескивания из-за снижения механической прочности вследствие следов сварки и пластической деградации.
⑤ Правильно используйте разделительные средства и обращайте внимание на частое удаление аэрозолей и других веществ, прилипших к поверхности формы.
⑥ Остаточное напряжение в детали может быть устранено путем термической обработки отжигом сразу после формовки, чтобы уменьшить образование трещин.

1.2 Аспекты плесени
① Выталкивание должно быть сбалансированным. Например, количество выталкивающих штифтов и площадь поперечного сечения должны быть достаточными, угол осадки - достаточным, а поверхность полости должна быть достаточно гладкой, чтобы предотвратить образование трещин из-за концентрации остаточного напряжения при выталкивании, вызванного внешними силами.
② Структура деталей не должна быть слишком тонкой, а в переходных деталях следует как можно чаще использовать дуговые переходы, чтобы избежать концентрации напряжений, вызванных острыми углами и фасками.
③ Используйте как можно меньше металлических вставок, чтобы предотвратить увеличение внутренних напряжений из-за различий в скорости усадки вставки и готового изделия.
④ Для деталей с глубоким дном должны быть предусмотрены соответствующие отверстия для подачи воздуха при формовке, чтобы предотвратить образование отрицательного вакуумного давления.
⑤ Литник достаточно большой, чтобы материал литника мог быть освобожден от формы до того, как он успеет застыть, что облегчает освобождение формы.
⑥ Соединение между втулкой основного потока и соплом должно предотвращать затягивание холодного твердого материала и прилипание детали к неподвижной пресс-форме.

1.3 Материалы
① Слишком высокое содержание переработанных материалов делает детали непрочными.
② Если влажность слишком высока, некоторые пластмассы вступают в реакцию с водяным паром, что делает их слабыми и приводит к растрескиванию и поломке.
③ Если сам материал не подходит для среды, в которой он обрабатывается, или является некачественным, загрязнение приведет к его растрескиванию и разрушению.

1.4 Машинные аспекты
Пластифицирующая способность литьё под давлением машина должна быть соответствующей. Если он слишком мал, пластификация будет недостаточной, он не будет полностью перемешан и станет хрупким. Если он слишком большой, он будет разрушаться.
2. Изделия, изготовленные методом литья под давлением, имеют пузырьки
Пузырьки (вакуумные пузырьки) - это вакуумные пузырьки, в которых газ очень разрежен. Как правило, если пузыри обнаруживаются в момент открытия пресс-формы, это проблема газовой интерференции. Вакуумные пузыри образуются из-за недостаточного заполнения пластика или низкого давления. При быстром охлаждении пресс-формы топливо, контактирующее с полостью, вытягивается, что приводит к потере объема.

Решение
① Повысьте энергию впрыска: давление, скорость, время и объем материала, увеличьте противодавление, чтобы заполнить форму.
② Повысьте температуру материала и сделайте его текучим. Понизьте температуру материала, чтобы уменьшить усадку, и поднимите температуру формы, особенно локальную температуру формы, где образуется вакуумный пузырь.
③ Установите затвор в толстой части детали, чтобы улучшить условия обтекания сопла, бегунка и затвора и снизить расход давления.
④ Улучшите условия выхлопа плесени.

3. Деформация изделий, изготовленных методом литья под давлением
Деформация, изгиб и скручивание литых под давлением изделий в основном вызваны тем, что скорость усадки в направлении потока больше, чем в вертикальном направлении при литье пластмассы, что приводит к разной скорости усадки в каждом направлении и вызывает коробление деталей. Кроме того, из-за неизбежного процесса заполнения формы при литье под давлением внутри детали остается большое внутреннее напряжение, которое и вызывает коробление. Все это проявления деформации, вызванной ориентацией высокого напряжения. Поэтому, по сути, конструкция пресс-формы определяет склонность деталей к короблению. Подавить эту тенденцию путем изменения условий формовки очень сложно. Окончательное решение проблемы должно начинаться с проектирования и совершенствования пресс-формы. Это явление в основном обусловлено следующими аспектами:

3.1 Аспекты плесени
① Следите за тем, чтобы толщина и качество всех деталей были одинаковыми.
② Разработайте систему охлаждения, чтобы обеспечить постоянную температуру всех частей полости пресс-формы. Спроектируйте литниковую систему, чтобы обеспечить симметричный поток материала для предотвращения коробления, вызванного различными направлениями потока и скоростью усадки. Максимально увеличьте толщину бегунка и основного канала для труднозаполняемых деталей. Устраните разницу в плотности, давлении и температуре в полости.
③ Убедитесь, что переходные зоны и углы по толщине детали гладкие и обладают хорошими свойствами распалубки, например, увеличьте запас распалубки, улучшите полировку поверхности формы и сбалансируйте систему выталкивания.
④ Обеспечьте хорошую вытяжку.
⑤ Увеличьте толщину стенки детали или увеличьте направление против деформации, а также используйте усиливающие ребра для повышения способности детали к деформации.
⑥ Материал формы недостаточно прочен.

3.2 Пластмассы
Кристаллические пластмассы подвержены деформации в большей степени, чем аморфные. Кроме того, кристаллические пластмассы могут исправить деформацию, пройдя через процесс кристаллизации, который уменьшается по мере увеличения скорости охлаждения и уменьшения скорости усадки.
3.3 Обработка
① Слишком высокое давление впрыска, слишком долгое время выдержки, слишком низкая температура расплава и слишком высокая скорость, что приводит к увеличению внутреннего напряжения и деформации.
② Слишком высокая температура пресс-формы и слишком короткое время охлаждения, что приводит к перегреву деталей во время распалубки и вызывает деформацию при выталкивании.
③ Уменьшите скорость вращения шнека и противодавление для снижения плотности при сохранении минимального количества загрузки, чтобы ограничить образование внутреннего напряжения.
④ При необходимости детали, склонные к короблению и деформации, могут быть отформованы мягким способом или отформованы после де-формования.

4. Дефекты в виде цветных полос, линий и цветов в изделиях, изготовленных методом литья под давлением
Этот дефект в основном возникает в пластиковых деталях, окрашенных маточной смесью. Хотя окрашивание маточной смесью лучше, чем окрашивание сухим порошком и красящей пастой с точки зрения стабильности цвета, чистоты цвета, миграции цвета и т.д., распределение, то есть частицы цвета относительно плохо разводятся в пластике и равномерно перемешиваются, и готовые изделия, естественно, имеют региональные цветовые различия.

Решение
① Увеличьте температуру загрузочной секции, особенно температуру в задней части загрузочной секции, чтобы температура была близка или немного выше температуры плавильной секции, чтобы цветной мастербатч мог расплавиться как можно быстрее при поступлении в плавильную секцию, способствовал равномерному смешиванию с разбавлением и увеличил вероятность смешивания жидкости.
② При постоянной скорости шнека увеличение противодавления повышает температуру расплава и эффект сдвига в стволе.
③ Измените форму, особенно систему заливки. Если затвор слишком широкий, то при прохождении расплава через него эффект турбулентности будет слабым, а подъем температуры будет невысоким, поэтому он будет неравномерным, и полость формы для лент следует сузить.

5. Усадка и вмятины на изделиях, изготовленных методом литья под давлением
Когда вы впрыснете пластик в форму, он остынет и затвердеет. Во время этого процесса пластик будет сжиматься. Это нормально. Но иногда усадка происходит неравномерно. В этом случае появляются вмятины.
5.1 Машинные аспекты
① Если отверстие сопла слишком велико, расплав будет вытекать обратно и вызывать усадку; если оно слишком мало, сопротивление будет большим, а количество материала - малым, что приведет к усадке.
② Если сила зажима недостаточна, вспышка уменьшится, поэтому следует проверить, нет ли проблем с системой зажима.
③ Если количество пластификации недостаточно, используйте машину с большим количеством пластификации, чтобы проверить, не изношены ли шнек и ствол.

5.2 Аспекты плесени
① Убедитесь, что толщина стенок одинакова по всей поверхности и что усадка одинакова.
② Убедитесь, что система охлаждения и нагрева пресс-формы поддерживает одинаковую температуру для всех деталей.
③ Убедитесь, что ворота гладкие и не оказывают слишком большого сопротивления. Например, размер основного канала, бегунка и ворот должен быть правильным, поверхность должна быть гладкой, а переходная зона - изогнутой.
④ Для тонких деталей повысьте температуру, чтобы обеспечить плавное течение материала. Для толстых деталей уменьшите температуру формы.
⑤ Убедитесь, что ворота симметричны, и постарайтесь разместить их в толстой части детали. Убедитесь, что колодец для холодных пуль достаточно велик.

5.3 Пластмассы
Кристаллические пластики сжимаются сильнее, чем аморфные. При их переработке необходимо добавить больше материала или что-то добавить в пластик, чтобы он быстрее кристаллизовался и не так сильно сжимался.
5.4 Обработка
① Температура бочки слишком высока, и объем сильно меняется, особенно температура передней печи. Для пластиков с плохой текучестью температуру следует увеличить соответствующим образом, чтобы обеспечить гладкость.
② Давление, скорость и противодавление слишком низкие, а время впрыска слишком короткое, что приводит к недостаточному объему или плотности материала и усадке. Давление, скорость и противодавление слишком высоки, а время слишком велико, что приводит к вспышке и усадке.
③ Если количество добавляемого материала слишком велико, давление впрыска будет расходоваться; если оно слишком мало, количество материала будет недостаточным.
④ Для деталей, не требующих точности, после завершения впрыска и выдержки под давлением внешний слой в основном конденсируется и затвердевает, но многослойная деталь все еще остается мягкой и может быть извлечена. Ее можно извлечь из формы как можно скорее и дать медленно остыть на воздухе или в горячей воде. Усадочная вмятина мягкая, не очень заметная и не влияет на использование.
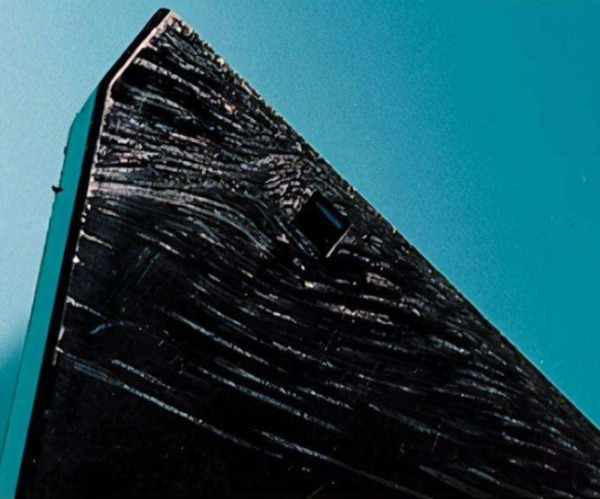
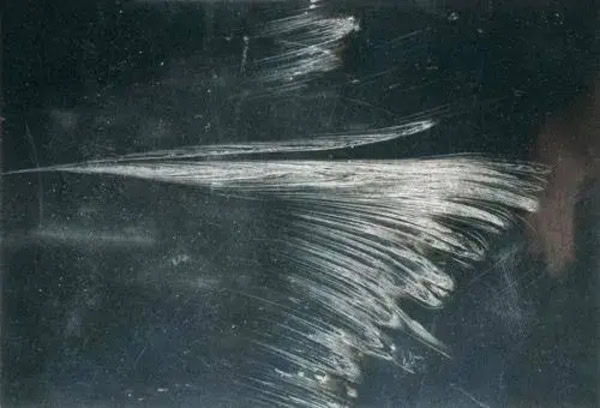
6. Прозрачные дефекты в изделиях, изготовленных методом литья под давлением
Пятна плавления, серебристые полосы, трещины в полистироле, прозрачные части оргстекла, иногда на свету можно увидеть сверкающие нитевидные серебристые полосы. Эти серебристые разводы также называют пятнами вспышки или трещинами. Это происходит из-за напряжения, возникающего в вертикальном направлении растяжения, которое вызывает ориентацию молекул полимера в тяжелом потоке и разницу в скорости сворачивания между неориентированной частью и частью с тяжелой ориентацией потока.
Решение
① Удалите все газы и загрязнения и убедитесь, что пластик полностью сухой.
② Понизьте температуру материала, постепенно регулируйте температуру бочки и по мере необходимости повышайте температуру формы.
③ Увеличьте давление впрыска и уменьшите скорость впрыска.
④ Увеличьте или уменьшите противодавление перед впрыском и уменьшите скорость вращения шнека.
⑤ Улучшите условия отвода отработанных газов из бегунка и полости пресс-формы.
⑥ Прочистите все возможные засоры в сопле, бегунке и затворе.
⑦ Чтобы сократить цикл формовки, вы можете использовать методы отжига, чтобы избавиться от серебряных разводов после распалубки: для полистирола выдержите при температуре 78°C в течение 15 минут или при 50°C в течение 1 часа. Для поликарбоната нагревайте до температуры выше 160°C в течение нескольких минут.

7. Изделия, изготовленные методом литья под давлением, имеют неравномерный цвет
Вот основные причины и решения для неравномерного окрашивания литьевых изделий:
① Плохая диффузия красителя часто приводит к появлению узоров вблизи ворот.
② Пластмассы или красители обладают плохой термической стабильностью. Чтобы стабилизировать цветовой тон деталей, условия производства должны быть строго фиксированными, особенно температура материала, количество материала и производственный цикл.
③ Для кристаллических пластмасс старайтесь поддерживать одинаковую скорость охлаждения всех частей детали. Для деталей с большой разницей в толщине стенок можно использовать красители, чтобы замаскировать разницу в цвете. Для деталей с более равномерной толщиной стенок температура материала и температура пресс-формы должны быть фиксированными.
④ Форма, форма ворота и положение детали влияют на наполнение пластика, вызывая цветовые различия в некоторых частях детали, которые при необходимости необходимо изменить.

8. Дефекты цвета и блеска изделий, изготовленных методом литья под давлением
В большинстве случаев блеск поверхности литых под давлением деталей определяется типом пластика, красителем и гладкостью поверхности пресс-формы. Но иногда дефекты цвета и блеска поверхности, потемнение поверхности и т. д. вызваны другими причинами. Причины и решения анализируются следующим образом:
① Отделка пресс-формы плохая, на поверхности полости имеются пятна ржавчины и т.д., а также плохая вытяжка из пресс-формы.
② Система заливки формы не очень хороша. Холодный колодец должен быть увеличен, бегунок должен быть увеличен, главный канал должен быть отполирован, а бегунок и затвор должны быть отполированы.
③ Температура материала и формы низкая, поэтому при необходимости можно использовать локальный нагрев затвора.

④ Слишком низкое давление обработки, слишком низкая скорость, недостаточное время впрыска и недостаточное противодавление, что приводит к плохой компактности и темной поверхности.
⑤ Пластик должен быть полностью пластифицирован, но при этом необходимо предотвратить разрушение материала, нагрев должен быть стабильным, а охлаждение - достаточным, особенно для толстых стен.
⑥ Чтобы предотвратить попадание холодного материала на заготовку, используйте самоблокирующуюся пружину или при необходимости уменьшите температуру сопла.
⑦ Используется слишком много переработанного материала, пластик или краситель низкого качества, смешанный с водяным паром или другими примесями, а также используется смазка низкого качества.
⑧ Усилие зажима должно быть достаточным.
9. Изделия для литья под давлением Серебряный узор
Серебристые разводы на изделиях, полученных литьем под давлением, вызваны поверхностными пузырями и внутренними порами. Основной причиной возникновения этих дефектов является вмешательство газов, таких как водяной пар, газ разложения, газ растворителя и воздух. Давайте проанализируем конкретные причины:
9.1 Машинные аспекты
① Ствол и шнек изношены или в потоке материала имеется мертвый угол в резиновой головке и резиновом кольце, которые разлагаются из-за длительного нагрева.
② Система отопления вышла из-под контроля, в результате чего температура слишком высока и происходит разложение. Необходимо проверить, нет ли проблем с нагревательными элементами, такими как термопары и нагревательные катушки. Неправильная конструкция винтов может привести к их ослаблению или легкому проникновению воздуха.
9.2 Аспекты плесени
① Недостаточная вентиляция.
② Сопротивление трения бегунков, затворов и полостей в пресс-форме велико, что приводит к локальному перегреву и разложению.
③ Несбалансированное распределение ворот и полостей, а также нерациональные системы охлаждения приводят к несбалансированному нагреву, что приводит к локальному перегреву или блокировке воздушных каналов.
④ Вода вытекает из канала охлаждения и попадает в полость пресс-формы.
9.3 Пластмассы
① Если пластик имеет высокую влажность, в него добавлено слишком много переработанного материала или он содержит вредные отходы (отходы легко разлагаются), пластик следует полностью высушить и удалить отходы.
② Для поглощения влаги из атмосферы или из красителя, краситель также необходимо высушить. Лучше всего установить на машину сушилку.
③ Если в пластик добавлено слишком много или неравномерно смешанных смазочных материалов, стабилизаторов и т.д., или сам пластик содержит летучие растворители, разложение может произойти и при нагревании смешанных пластиков до сложного состояния.
④ Пластик загрязнен и смешивается с другими пластиками.
9.4 Обработка
① Если температура, давление, скорость, противодавление и скорость двигателя расплава установлены слишком высоко, может произойти разложение. Если давление и скорость слишком низкие, время впрыска и давление выдержки будут недостаточными. Если противодавление слишком низкое, плотность может быть недостаточной из-за невозможности получить высокое давление, и плавление может не произойти. Если газ вызывает появление серебристых полос, установите соответствующие температуру, давление, скорость и время. Используйте многоступенчатую скорость впрыска.

② Низкое противодавление и высокая скорость вращения могут легко привести к попаданию воздуха в бочку и проникновению его в форму с расплавленным материалом. Если цикл слишком длинный, расплав будет нагреваться в бочке слишком долго и разлагаться.
③ Недостаточное количество материала, слишком большая загрузочная подушка, слишком низкая температура материала или слишком низкая температура формы влияют на поток материала и давление формования и способствуют образованию пузырьков.
10. Пластиковые изделия имеют сварные швы
Когда расплавленный пластик собирается в несколько потоков в полости из-за того, что попадает в отверстия для вставок, области с разной скоростью потока и области, где поток материала для заполнения формы прерывается, он создает линейные линии сварки, поскольку не может полностью расплавиться. Кроме того, линии сварного шва образуются при заполнении формы затвором, а прочность и другие свойства линий сварного шва очень слабые. Основные причины этого анализируются следующим образом:
10.1 Обработка
① Слишком низкое давление и скорость впрыска, слишком низкая температура бочки и формы, в результате чего расплав, поступающий в форму, преждевременно охлаждается и образуются линии сварного шва.
② При слишком высоком давлении и скорости впрыска происходит разбрызгивание и появляются линии сварного шва.
③ Необходимо увеличить скорость вращения и повысить противодавление, чтобы уменьшить вязкость пластика и увеличить его плотность.
④ Пластмассы должны быть хорошо высушены, а переработанные материалы должны использоваться редко. Сварные линии могут возникнуть при использовании слишком большого количества разделительного средства или при его низком качестве.
⑤ Уменьшите силу зажима и облегчите выхлоп.

10.2 Аспекты плесени
① Если в одной полости находится слишком много затворов, уменьшите их количество или установите их симметрично, или установите их как можно ближе к сварному шву.
② Если выхлоп на сварном соединении плохой, установите выхлопную систему.
③ Литник слишком велик, а литниковая система имеет неправильные размеры. Откройте литник, чтобы расплав не протекал вокруг отверстий для вставок, или используйте как можно меньше вставок.
④ Если толщина стенки изменяется слишком сильно или толщина стенки слишком тонкая, сделайте толщину стенки детали равномерной.
⑤ При необходимости откройте плавильный колодец на сварном шве, чтобы отделить сварной шов от изделия.
10.3 Пластмассы
① Если пластик имеет плохую текучесть или чувствителен к нагреву, добавьте смазки и стабилизаторы по мере необходимости.
② Пластик часто содержит примеси, поэтому при необходимости замените его на более качественный.
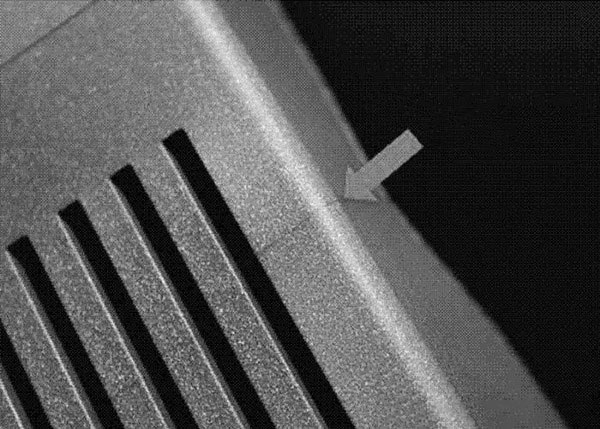
11.Вибрационные следы на изделиях, полученных литьем под давлением
Детали из твердых пластиков, например PS, имеют плотную рябь на поверхности вблизи литника, которую иногда называют линиями вибрации. Это происходит потому, что при слишком высокой вязкости расплава и застойном заполнении формы передний материал быстро конденсируется и сжимается, как только он касается поверхности полости, а последующий расплав выталкивает спрессованный холодный материал и продолжает процесс. Это непрерывное движение вперед-назад приводит к тому, что поток материала создает поверхностные вибрации по мере продвижения.
Решение
① Для повышения температуры ствола, особенно сопла, необходимо также повысить температуру пресс-формы.
② Увеличьте давление и скорость впрыска, чтобы быстро заполнить полость формы.
③ Увеличьте размер проточного канала и затвора, чтобы предотвратить слишком большое сопротивление.
④ Убедитесь, что форма хорошо вентилируется и имеет достаточно большое отверстие для холодного раствора.
⑤ Не делайте детали слишком тонкими.

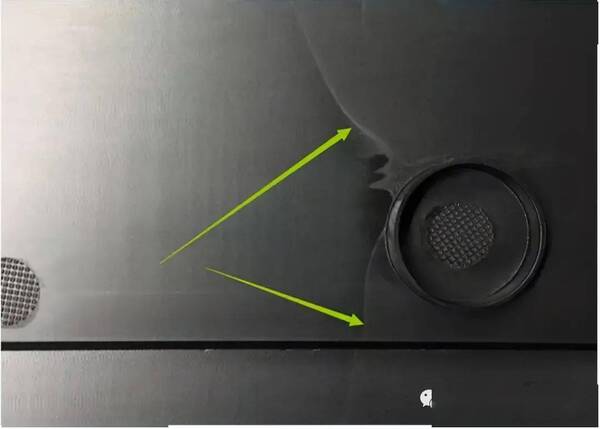
12.Набухание и образование пузырей в изделиях, изготовленных методом литья под давлением
На некоторых пластиковых деталях после формовки и распалубки вскоре образуются вздутия или пузыри на обратной стороне металлической вставки или в особенно толстых местах. Это вызвано расширением газа, выделяемого пластиком, который не полностью охладился и затвердел под действием внутреннего давления.
Решение
① Охладите. Понизьте температуру пресс-формы, дольше держите ее открытой, снижайте температуру сушки и обработки материала.
② Замедлите скорость впрыска, сократите цикл формования и уменьшите сопротивление потоку.
③ Увеличьте давление и время выдержки.
④ Устраните проблему, когда стенка детали слишком толстая или ее толщина сильно меняется.

Заключение
Литье под давлением дефекты могут сильно испортить качество продукции, эффективность производства и общие затраты. Но если вы сможете выяснить причину дефектов и устранить ее, вы сможете сделать свой процесс более надежным, снизить количество брака и производить стабильно качественные детали. Однако над этим нужно продолжать работать. Вы не можете просто исправить свой процесс и забыть о нем. Вы должны постоянно совершенствовать, поддерживать и контролировать процесс, чтобы добиться наилучших результатов от вашего литья под давлением.







