 Перейти к содержанию
Перейти к содержанию 

Пресс-форма для литья под давлениемing is a manufacturing process that produces parts from plastic raw materials. Injection molding is used to make various products, from small, unique items to large quantities of identical parts.
Наиболее распространенный тип литья под давлением известен как литье с вытягиванием стержня, при котором детали отливаются вокруг стержня, который впоследствии удаляется из готовой детали.
В этой статье мы расскажем о том, как вывод ядра литьё под давлением и некоторые его преимущества. Оставайтесь с нами и читайте статьи о литье под давлением, в которых будут более подробно рассмотрены конкретные аспекты этого производственного процесса.
Что такое литье с извлечением сердцевины и в чем его преимущества перед литьем под давлением традиционные технологии литья под давлением?
Литье под давлением с извлечением сердцевины - это технология литья под давлением, при которой сердцевина используется для создания полости в пресс-форме.
Core injection molding has several advantages over traditional injection molding techniques, including the ability to create complex shapes, the ability to produce a large number of parts, and the ability to use a variety of materials.
Литье в сердцевину также более точно, чем традиционное литье под давлением, и может использоваться для изготовления более мелких и точных деталей.
In addition, core injection molding is faster than traditional injection molding and can be used to produce parts in a shorter time frame.
Литье под давлением - это универсальная технология, которая может использоваться для изготовления самых разных деталей, что делает ее лучшим выбором для тех случаев, когда требуется точность и скорость.
Как происходит процесс и какие этапы он включает?
Литье под давлением с извлечением сердцевины - это производственный процесс, используемый для создания полых пластиковых деталей. Обычно он используется для деталей, требующих большого соотношения глубины и ширины, таких как трубы или контейнеры.
Процесс вытягивания стержня начинается с того, что в полость формы впрыскивается нагретый пластиковый материал, обычно термопластичный или термореактивный. Пластик застывает, принимая форму полости. После застывания пластиковой детали пресс-форма открывается, и деталь выталкивается.
Полость пресс-формы устроена таким образом, что пластиковый материал течет вокруг металлического сердечника, образуя внутреннюю стенку готовой детали.
По мере остывания и затвердевания пластика он скрепляется с металлическим сердечником. Затем металлический сердечник извлекается из полости формы, оставляя полую деталь.
Core pulling injection molding offers several advantages over traditional injection molding, including higher productivity and lower labor costs.
Кроме того, с его помощью можно изготавливать детали со сложной геометрией, которые было бы трудно изготовить другими методами.
Литье под давлением - это фундаментальный производственный процесс, имеющий множество применений в медицинской, автомобильной и бытовой электронике.

Процесс формовки сердцевины выглядит следующим образом
→ Отливка стержня из металла с низкой температурой плавления
→ помещение в пресс-форму для литья под давлением
→ удаление части с сердечником
→ горячее плавление ядра
→ очистка детали
→ готовая продукция
At present, the core extraction injection molding technology has accumulated only partial experience in PA66.
Предварительные экспериментальные исследования показали, что PA6, PBT, PET, PPO и т.д. подходят для литья под давлением с извлекаемым сердечником.
Сплавы с низкой температурой плавления, такие как Sn-Bi и Sn-Pb, часто используются в качестве материалов для извлечения стержней. Плавящиеся жилы обычно нагревают с помощью масла и индукционных катушек.

Преимущества литья под давлением с вытягиванием стержня
1. Особенно подходит для производства композитных материалов сложной формы, полых и непригодных для механической обработки.
2. Полые пластиковые детали имеют точные внутренние размеры и гладкие поверхности. Этого невозможно достичь обычными методами.
3. Compared with blow molding and gas-assisted injection molding, although additional equipment for casting fusible cores and melting cores is required, the existing injection molding machines can be fully utilized, and the freedom of molding is greater.
С помощью машины для литья под давлением вы можете изготовить тысячи пластиковых деталей всего за один день, и все они будут одинакового качества.
Указания по процессу литья под давлением стержней
1. Сердечник не должен расплавляться при впрыскивании пластиковой детали.
2. Металлический расплав, используемый в качестве сердечника и среды расплава, не разъедает пластик.
3. Деталь не будет деформироваться при температуре расплавленного ядра.
Как происходит процесс литья стержней под давлением и какое оборудование для этого требуется?
Литье с извлечением сердцевины - это специализированный вид литья пластмасс под давлением, используемый для создания полых пластиковых объектов.
Процесс начинается с изготовления металлической формы, которая предназначена для создания желаемой формы.
Форма заполняется термопластичной смолой, а затем в центр формы вливается небольшое количество воды.
В результате в центре смолы образуется полость, которая станет полым стержнем готового изделия.
Затем форма охлаждается, и предмет извлекается из нее.
Core extraction injection molding requires special equipment that is capable of injecting water into the center of the molten resin without damaging the mold. This type of equipment is usually found only in large-scale production facilities.
Литье под давлением с извлечением сердцевины - эффективный метод создания полых предметов из термопластичных смол, который можно использовать для изготовления самых разных предметов - от игрушек до медицинских приборов.

Какие факторы влияют на стоимость проекта литья стержней под давлением?
Core injection molding is a special form of plastic injection molding used to make hollow parts with internal cavities.
Проекты по литью стержней под давлением могут быть сложными и дорогостоящими, поэтому перед началом работ важно учесть все факторы, влияющие на стоимость.
Размер, форма и сложность детали играют роль в стоимости ее изготовления. Кроме того, количество полостей в пресс-форме и используемые материалы также влияют на цену.
Учитывая все эти факторы, вы сможете гарантировать, что ваш проект по литью под давлением сердцевины останется в рамках бюджета.
Какие типы материалов могут использоваться в процессах литья под давлением?
Литье под давлением с извлечением стержня - это специализированный вид литья под давлением, который позволяет создавать сложные геометрические формы, невозможные при традиционных процессах литья под давлением.
При литье под давлением с вытяжкой сердцевины используется внутренняя оправка, или сердцевина, для формирования формы желаемой детали. Затем сердечник окружается расплавленным пластиком, который застывает, образуя готовую деталь.
Литье под давлением с вытягиванием стержня может использоваться для широкого спектра материалов, включая металлы, стекло и композиты.
This flexibility makes core injection molding ideal for applications where traditional manufacturing methods are not possible or practical.
Литье под давлением способно производить детали с очень жесткими допусками, что делает его лучшим выбором для прецизионных применений.
Преимущества использования процесса литья под давлением для изготовления деталей и изделий
Литье с сердцевиной - это тип литья под давлением, при котором сердцевина используется для создания полости в пресс-форме.
Преимущество литья под давлением в сердцевину заключается в том, что оно позволяет создавать сложные формы, включая элементы, которые невозможны при других видах литья под давлением.
Литье в сердцевину также позволяет создавать более тонкие стенки и более жесткие допуски, чем другие виды литья под давлением.
In addition, core injection molding is less costly than other types of injection molding.
Литье под давлением - это универсальный и экономически эффективный производственный процесс, который следует рассматривать для любых задач, требующих сложных форм или жестких допусков.
Литье под давлением - это вид литья пластмасс, при котором пластмасса впрыскивается в металлический сердечник.
По сравнению с другими видами литья пластмасс, литье под давлением Core имеет множество преимуществ, в том числе:
1. Литье с впрыском стержня быстрее и эффективнее, чем другие виды литья пластмасс.
2. Литье с впрыском в сердцевину позволяет получать более точные детали с высоким качеством обработки поверхности.
3. Литье с впрыском стержня стоит дешевле, чем другие виды литья пластмасс.
4. Литье с впрыском стержня - идеальное решение для многих задач, где важны скорость, точность и стоимость.
Некоторые распространенные области применения деталей и изделий, изготовленных методом литья под давлением
Литье в сердцевину - это тип цикла литья под давлением, который позволяет изготавливать детали со сложной геометрией.
Вытягивание стержня предполагает использование подвижной плиты, которая помогает придать форму расплавленному пластику при его впрыске в форму.
Этот тип формовки обычно используется для изготовления изделий со сложной конструкцией, таких как медицинские приборы или электронные компоненты.
Core pulling injection molding can also be used to make thin-walled parts that would be difficult to produce using other methods.
Таким образом, этот тип формовки является универсальным решением для многих производственных задач.

Конструкции для вытягивания сердечника, изготовленные методом литья под давлением
Механизм натяжения с фиксированным шагом, такой как пластиковый крюк, обычно используется в пресс-формах для извлечения сердцевины полости или вторичной формовки.
Поскольку эти механизмы расположены с обеих сторон формы, их действия должны быть синхронизированы, т.е. форма закрывается, когда застежка прикреплена, и форма открывается в определенное положение, когда крючок потянут.
Once the synchronization is lost, it will cause damage to the template of the injection mold by scratching or skewing, and the parts of these mold design structures require high stiffness and wear resistance, and the adjustment is also very difficult.
В случае использования метода пружинного выталкивателя действие извлечения керна относительно невелико, если же действие извлечения керна велико, необходимо использовать динамическую пресс-форму обратного скольжения керна.
Сначала необходимо выполнить действия по извлечению стержня, а затем определить структуру пресс-формы, в больших пресс-формах можно использовать гидравлический цилиндр для извлечения стержня.
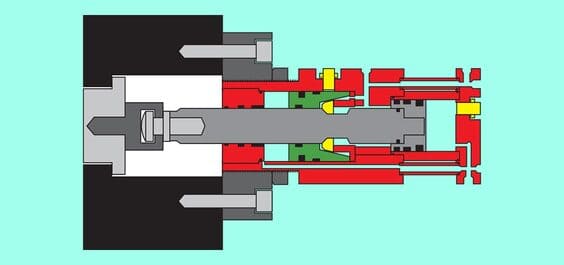
Наклонный штифт ползункового типа механизм извлечения ядра повреждения. Этот механизм чаще всего виноват в том, что не находится на месте при обработке и слишком мал по размеру с материалом, в основном это две следующие проблемы.
The advantage of a large inclination angle A of the slanted pin is that it can produce a large core extraction distance in a short injection mold opening stroke.
Однако, если угол наклона A слишком велик, когда сила извлечения F имеет определенное значение, изгибающая сила P=F/COSA в процессе извлечения керна будет больше, и штифт будет легко деформироваться, а отверстие будет изнашиваться.
В то же время, наклонный штифт на ползуне для создания тяги вверх N = FTGA также больше, эта сила заставляет ползун на направляющей поверхности паза инъекции давление увеличивается, тем самым увеличивая ползун трения скольжения сопротивление.
Это легко может привести к негладкому скольжению, износу направляющих канавок. Согласно опыту, угол наклона A не должен быть больше 2.
Некоторые пресс-формы ограничены площадью шаблона, длина направляющего паза слишком мала, и ползун при работе с сердечником завершается, чтобы открыть внешнюю часть направляющего паза,
Так что сердечник после этапа и начального этапа сброса пресс-формы легко вызвать наклон ползуна, особенно в пресс-форме, сброс ползуна не является гладким, поэтому ползун повреждается, и даже изгибается.
Согласно опыту, длина ползуна в пазу скольжения должна составлять не менее 2/3 от полной длины направляющего паза после завершения операции извлечения керна.

Заключение
Литье под давлением с извлечением стержня - это универсальная технология, которая может использоваться для производства широкого спектра деталей и является лучшим выбором для приложений, требующих высокой точности и скорости.
Если вам нужен надежный, точный и быстрый способ производства деталей, сердцевина литьё под давлением это решение, которое вы давно искали.
Если вам предстоит выполнить проект, связанный с материалами для литья под давлением, обратитесь за помощью к нашим специалистам ZetarMold Команда, которая уже имеет большой опыт в основных процессах литья под давлением для пресс-форм и производства литьевых изделий.
Need a Quote for Your Injection Molding Project?
Get competitive pricing, DFM feedback, and production timeline from ZetarMold’s engineering team.
Request a Free Quote → See our Injection Molding Complete Guide for a comprehensive overview.







