 Saltar para o conteúdo
Saltar para o conteúdo 

Introdução: Molde moldagem por injeção é uma forma de fazer muitas peças com a mesma forma. Funciona da seguinte forma: Aquece-se o plástico e depois empurra-se para um molde com uma máquina. O plástico arrefece e endurece, e depois temos uma peça.
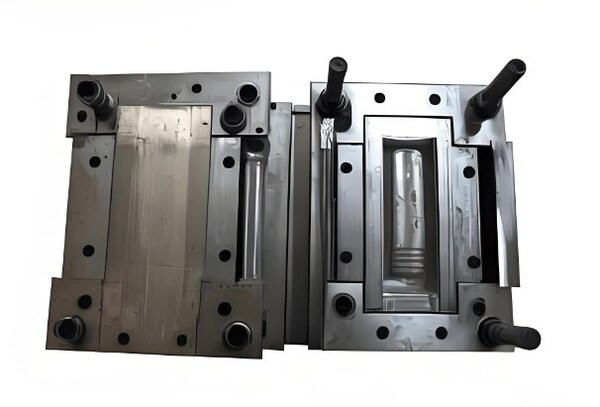
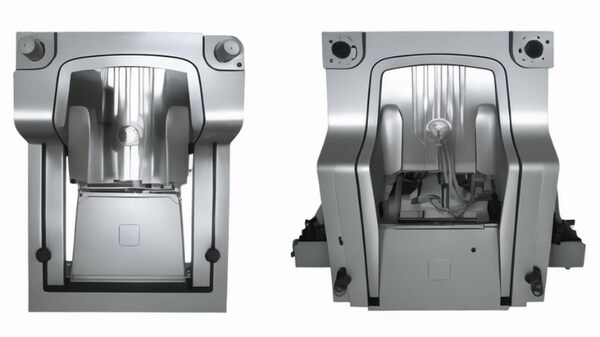
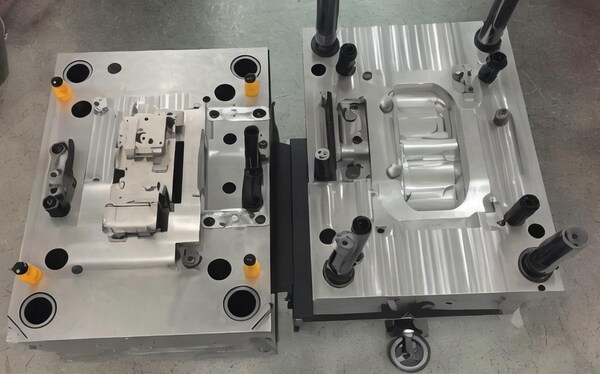
O molde de injeção tem duas partes: o molde móvel e o molde fixo. O molde móvel é instalado no molde móvel da máquina de moldagem por injeção, e o molde fixo é instalado no molde fixo da máquina de moldagem por injeção.

Na moldagem por injeção, o molde móvel e o molde fixo são fechados para formar um sistema de vazamento e uma cavidade. Quando o molde é aberto, o molde móvel e o molde fixo são separados para remover o produto plástico. Este artigo abordará em pormenor as variáveis que afectam o custo dos moldes de injeção e as respectivas soluções.
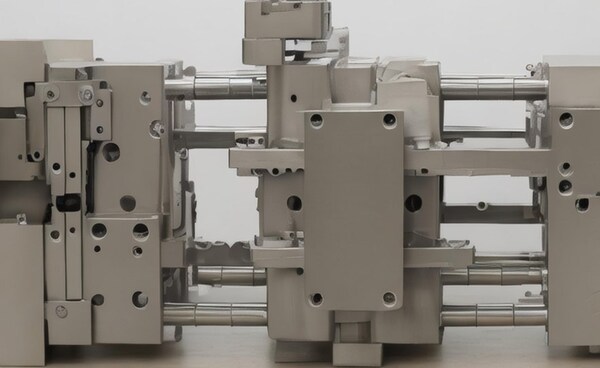
Em que consiste um molde de injeção?
Os moldes para plásticos estão divididos em várias partes com base na sua função, incluindo: sistema de vazamento, sistema de controlo de temperatura, sistema de peças moldadas, sistema de escape, sistema de guia, sistema de ejeção, etc.

Entre elas, o sistema de vazamento e as peças de moldagem são as peças que estão em contacto direto com o plástico e que mudam com o plástico e o produto. São as peças mais complexas e mais variáveis do molde, e requerem o mais elevado acabamento e precisão de processamento.
O sistema de derrame
Refere-se à parte do canal de fluxo antes de o plástico entrar na cavidade a partir do bocal, incluindo o canal principal, o orifício de material frio, o canal de derivação e o portão, etc.

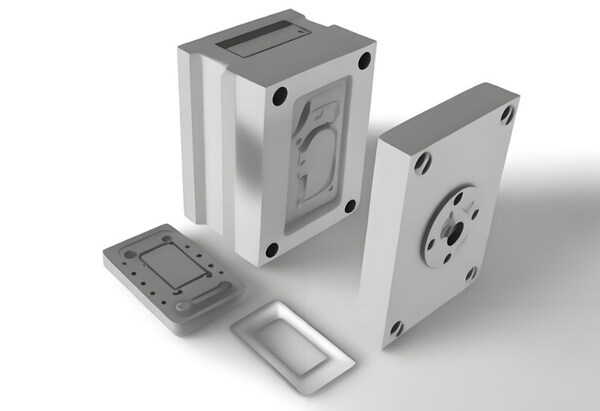
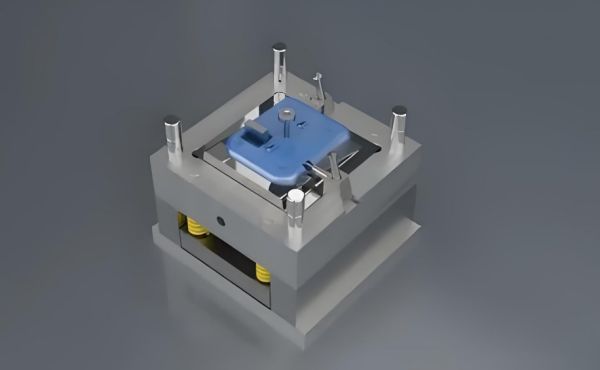
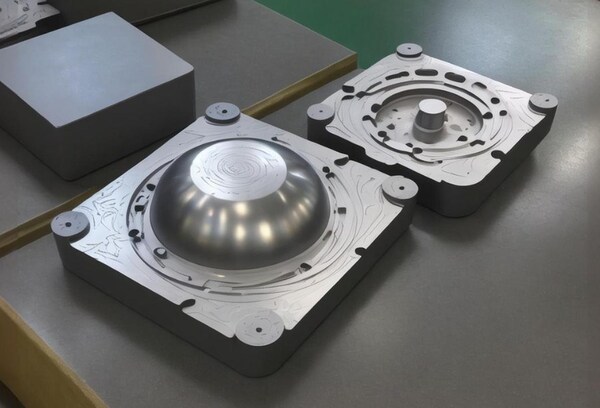
O sistema de peças de moldagem
Refere-se à combinação de várias partes que compõem a forma do produto, incluindo o molde móvel, o molde fixo, a cavidade (molde côncavo), o núcleo (molde convexo), a haste de moldagem, etc.
O núcleo forma a superfície interna do produto, e a cavidade (molde côncavo) forma a superfície externa do produto. Depois de o molde ser fechado, o núcleo e a cavidade formam a cavidade do molde.

De acordo com os requisitos do processo e do fabrico, por vezes o núcleo e o molde côncavo são constituídos por várias peças, outras vezes são constituídos por uma única peça e apenas são utilizados insertos em peças que são fáceis de danificar e difíceis de processar.
Sistema termostático
Para cumprir os requisitos do processo de injeção relativamente à temperatura do molde, é necessário um sistema termostático para ajustar a temperatura do molde. Para moldes de injeção para termoplásticos, o principal é conceber um sistema de arrefecimento para arrefecer o molde (o molde também pode ser aquecido).
O método comum de arrefecimento do molde consiste em abrir um canal de água de arrefecimento no molde e utilizar água de arrefecimento em circulação para retirar o calor do molde; para além de utilizar água de arrefecimento para passar água quente ou óleo quente, podem também ser instalados elementos de aquecimento elétrico dentro e à volta do molde para aquecer o molde.
Sistema de escape
Está configurado para extrair o ar da cavidade e o gás gerado pela fusão do plástico durante o processo de moldagem por injeção para o exterior do molde.

Se a exaustão não for suave, a superfície do produto formará marcas de gás (marcas de gás), queimaduras e outros defeitos; o sistema de exaustão do molde de plástico é geralmente uma saída de ar em forma de ranhura aberta no molde para exaurir o ar original da cavidade e o gás trazido pelo material fundido.
Quando o material fundido é injetado no orifício, o ar que estava no orifício e o ar que entrou com o material têm de sair do orifício através do orifício na extremidade do orifício para onde vai o material, caso contrário a coisa terá buracos, más ligações, material insuficiente e talvez o ar seja esmagado e fique quente e queime a coisa.
Normalmente, o orifício pode estar na extremidade do orifício onde o material é colocado ou no local onde as duas metades do orifício se separam.
A segunda é abrir uma ranhura pouco profunda com uma profundidade de 0,03-0,2 mm e uma largura de 1,5-6 mm num dos lados da matriz. Durante a injeção, não haverá muita fuga de material fundido para fora do orifício de ventilação, porque o material fundido arrefecerá e solidificará aí e bloqueará o canal.
A abertura de ventilação não deve estar virada para o operador, para evitar que o material fundido seja acidentalmente projetado para fora e cause ferimentos a pessoas. Além disso, a folga entre a haste de ejeção e o orifício de ejeção, a folga entre o bloco de ejeção e a placa de decapagem e o núcleo também podem ser utilizados para a exaustão.
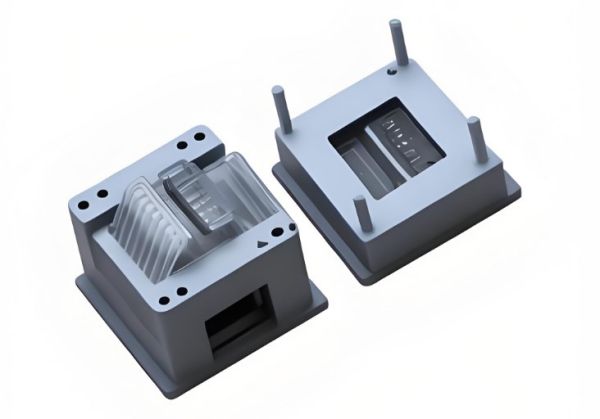
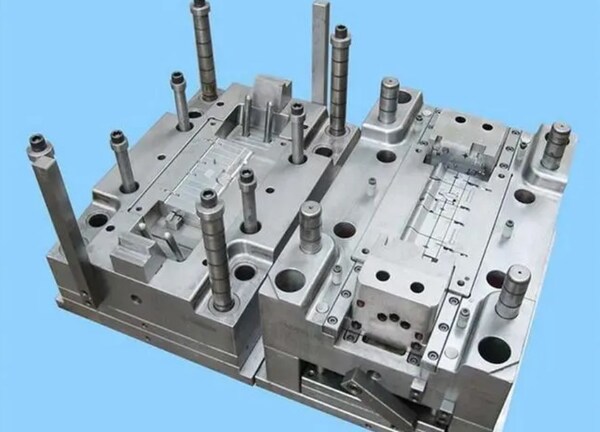
Sistema de guias
Para garantir que o molde móvel e o molde fixo podem ser alinhados com precisão quando o molde é fechado, deve ser colocado um componente de guia no molde.
No molde de injeção, são normalmente utilizados quatro conjuntos de pinos-guia e mangas-guia para formar o componente guia. Por vezes, as superfícies cónicas interiores e exteriores que coincidem entre si são colocadas no molde móvel e no molde fixo para ajudar no posicionamento.
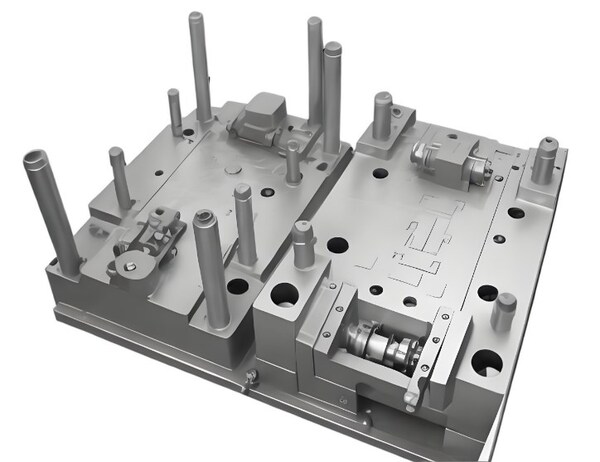
Sistema de ejetor
Inclui normalmente: ejetor, placas ejectoras dianteira e traseira, haste guia do ejetor, mola de retorno do ejetor, parafuso de bloqueio da placa ejectora e outros componentes.

Depois de a peça ser moldada e arrefecida no molde, as metades dianteira e traseira do molde separam-se e abrem-se, e o sistema de ejeção - a cavilha ejectora - empurra a peça de plástico e o material solidificado no canal para fora da cavidade do molde e da localização do canal sob o impulso da haste ejectora da máquina de moldagem por injeção, de modo que a próxima moldagem por injeção ciclo pode começar.

Quais são as categorias de moldes de injeção?
Existem alguns tipos diferentes de moldes de injeção. Os mais comuns são os moldes de duas placas, os moldes de três placas, os moldes de canal quente e os moldes de injeção de ângulo reto.
Molde de duas placas
O molde de duas placas é também designado por molde de injeção de superfície de uma só peça. É o tipo de molde mais simples e mais básico. É amplamente utilizado e pode ser concebido como um molde de cavidade única ou um molde de múltiplas cavidades de acordo com os requisitos do produto.

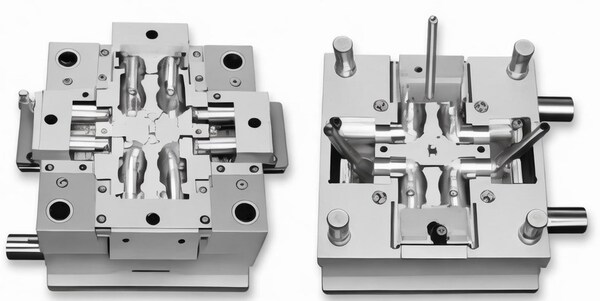
Molde de três placas
O molde de três placas é também um molde de injeção de superfície de duas partes. É diferente do molde de injeção de superfície de parte única. Na parte fixa do molde, o molde de três placas deste molde é concebido com uma placa de remoção que pode ser parcialmente movida.

Nesta conceção, o corredor será ejectado entre a primeira e a segunda placas, e a placa decapante será ejectada entre a segunda e a terceira placas para atingir o objetivo de separar a peça e o corredor.
Os moldes de injeção de superfície de corte duplo não são adequados para moldar peças moldadas por injeção de grandes dimensões porque têm estruturas complexas, custos de fabrico elevados e processamento de peças difícil.
Moldes para canais quentes
Os moldes de canal quente são semelhantes aos moldes tradicionais de canal frio. A diferença é que os moldes de canal quente injectam diretamente o plástico na cavidade através de um bocal. Não existe um canal durante o processo de moldagem, o que melhora consideravelmente a taxa de utilização das matérias-primas e evita o desperdício.

Em geral, o custo de fabrico dos moldes de canal quente é mais elevado do que o dos moldes de canal frio, mas se as peças moldadas forem muito pequenas, especialmente se as peças forem mais pequenas do que o canal, os moldes de canal quente são uma escolha mais económica.
Moldes de injeção de ângulo direito
Os moldes de injeção de ângulo reto não são amplamente aplicáveis e são apenas adequados para máquinas de moldagem por injeção de ângulo. Ao contrário de outros moldes de injeção, durante a moldagem, a direção de alimentação do molde tem de ser perpendicular à direção de abertura e fecho, e a área da secção transversal é normalmente inalterada.

Além disso, o canal principal do molde de injeção em ângulo reto é aberto em ambos os lados da superfície móvel e fixa do molde. No final do canal principal, uma inserção de corredor substituível é definida para evitar o desgaste e a deformação entre o bocal da máquina de moldagem por injeção e a extremidade de entrada do canal principal.
Que variáveis afectam o custo dos moldes de injeção?
Materiais da peça
O tipo de material que utilizar para as suas peças moldadas por injeção afectará grandemente o custo dos seus moldes de injeção. Certos materiais podem exigir caraterísticas específicas do molde, canais de arrefecimento ou tratamentos de superfície devido às suas qualidades e requisitos únicos.

Alguns materiais plásticos, especialmente os de alta temperatura ou abrasivos, desgastam os moldes de injeção e reduzem a vida útil das ferramentas. Para ultrapassar este desafio, são necessários moldes mais duros feitos de tipos específicos de aço, o que aumenta o custo dos moldes de injeção de plástico.
Acabamento de peças
Com base nos meus anos de experiência no fabrico de peças moldadas por injeção especializadas para produtos de consumo de luxo, descobri que a quantidade de acabamento necessária para estas peças tem sempre um enorme impacto no custo do próprio processo de moldagem por injeção de plástico.
À medida que o acabamento das peças se torna mais complexo, a moldagem por injeção torna-se mais difícil. Para que funcione, é necessário pensar no acabamento quando se concebe o molde e se planeia a produção. Para obter sempre o acabamento pretendido, são necessários os materiais de molde corretos e é necessário introduzir caraterísticas de molde sofisticadas. Tudo isso custa mais dinheiro para fazer o molde.
Custos de processamento
O fabrico de moldes de injeção envolve muitos processos, como a fresagem, o torneamento, a trituração, o corte de arame, etc. Cada processo requer tempo e mão de obra, o que afectará o processo de produção do plástico. moldagem por injeção custos do molde. O cálculo dos custos de processamento baseia-se normalmente no equipamento e no nível tecnológico do fabricante, bem como no tempo de processamento necessário.
Custos de conceção e engenharia
A conceção e a engenharia dos moldes de injeção também implicam determinados custos. Estes incluem o salário dos projectistas de moldes, o custo do software de conceção e do equipamento de engenharia, bem como o custo dos testes e da verificação dos moldes. Estes custos de ferramentas são também uma parte importante do cálculo dos custos dos moldes.
Vida útil e durabilidade
A vida e a durabilidade do molde são um fator importante no preço do molde. Geralmente, o design e a qualidade do molde determinam a sua duração. Os moldes de alta qualidade podem normalmente ser utilizados durante mais tempo, mas são mais caros.

Complexidade e dimensão
O preço do molde é também afetado pela sua complexidade e dimensão. Quanto mais complexa for a conceção e o fabrico do molde, mais tempo e recursos serão necessários e mais elevado será o custo. Além disso, o tamanho do molde também afecta a quantidade de material necessário e a dificuldade de processamento, o que afecta o custo.
Quantidade e lote
O número e o lote de produção dos moldes de injeção são também factores que afectam o custo. Geralmente, o custo do molde da produção em massa será mais baixo porque o custo unitário pode ser reduzido através da afetação de custos fixos. O custo do molde da produção de pequenos lotes será relativamente elevado porque as economias de escala não podem ser totalmente utilizadas.
Conceção do produto
O design do produto pode alterar o molde. Por exemplo, após a conclusão do projeto do molde, a estrutura deve ser encomendada após a colocação da encomenda e o projeto do cliente é alterado. Então, se a mudança for relativamente pequena, não afectará a estrutura geral.

Se houver muitas alterações, isso afectará os produtos produzidos pelo molde e até a estrutura terá de ser encomendada de novo. O custo aumentará muito.
A conceção do molde é adequada, razoável e viável?
Existem muitos métodos de simulação, como a análise do processo de fabrico, a análise da dinâmica estrutural, a análise comparativa tridimensional de produtos de teste e produtos de conceção, etc. Se a conceção do molde não for razoável, o custo aumentará.
Controlar o número de ensaios para o fabrico de moldes
A maioria dos fabricantes calcula o custo de fabrico de um molde pelo número de dias que demora a enviar o molde para o cliente. Se o molde não puder ser entregue após várias inspecções, para além das multas estipuladas no contrato, quanto mais tempo o molde permanecer na fábrica, maior será o custo de processamento. Naturalmente, o custo do teste do molde também será relativamente elevado.
Como reduzir o custo dos moldes de injeção?
Escolha o material correto
A primeira coisa a fazer para reduzir o custo do fabrico de moldes de plástico é escolher o material correto.
Em primeiro lugar, escolha o material correto com base nos requisitos do molde e no volume de produção previsto.
Em segundo lugar, compare e avalie vários materiais para encontrar aqueles que têm um preço razoável e um desempenho estável.
Por fim, certifique-se de que os materiais escolhidos são de boa qualidade para que o molde dure e seja económico.

Otimizar o design
A otimização do design é uma das formas importantes de reduzir o custo do fabrico de moldes de plástico. Através da otimização do design, o desperdício de material pode ser reduzido e a vida útil e a qualidade do produto podem ser melhoradas.

Ao mesmo tempo, para os moldes que foram concebidos, melhorando os detalhes e optimizando o design estrutural, o objetivo de aumentar a vida útil do molde e reduzir o custo de fabrico pode ser alcançado.
Reforçar a gestão
A chave para reduzir o custo do fabrico de moldes de plástico é reforçar a gestão. No processo de fabrico de moldes, é necessário estabelecer um sistema completo de gestão da qualidade, reforçar a gestão de fornecedores, a gestão do plano de produção e a gestão do controlo de custos, e controlar totalmente todas as ligações no processo de produção de moldes para garantir a qualidade e a eficiência do processo de fabrico.

Melhorar o nível do processo.
Melhorar o nível do processo é também uma medida importante para reduzir o custo do fabrico de moldes de plástico. Ao introduzir processos de produção e equipamento técnico avançados, podemos melhorar a eficiência do fabrico e os níveis de qualidade.

Ao mesmo tempo, podemos reduzir o tempo de funcionamento e as perdas causadas por omissões de operações manuais no processo de fabrico. Através de meios técnicos eficazes, podemos controlar o aumento dos custos de fabrico e otimizar a estratégia de desenvolvimento da empresa.
Gestão da produção enxuta
A utilização da gestão da produção optimizada é uma boa forma de reduzir os custos de fabrico de moldes de plástico. Quando utiliza a gestão da produção optimizada, pode utilizar todos os recursos da sua empresa para fabricar moldes, reduzir o desperdício no processo de produção e fabricar mais moldes de forma mais rápida e melhor.
Também pode fazer com que a sua empresa trabalhe melhor, reduzir os custos de funcionamento da sua empresa e fazer mais moldes mais rapidamente e melhor.
Em suma, todas as empresas de fabrico têm de resolver o problema da redução dos custos de fabrico de moldes de plástico. Só quando a empresa melhora gradualmente o seu próprio sistema técnico e de gestão e estabelece um sistema estável de redução de custos é que a empresa pode melhorar a sua eficiência de produção e competitividade e alcançar um desenvolvimento sustentável.
Utilização eficaz de moldes de plástico
Antes de produzir bens, selecionar cuidadosamente os moldes de plástico com esquemas de design científicos e razoáveis é a forma mais básica de controlar o custo da moldagem por injeção. Diferentes tipos de estruturas de moldes de estampagem têm, naturalmente, diferentes requisitos para as matérias-primas dos produtos. Moldes excelentes têm taxas de produção elevadas, resultando em menos desperdício e, claro, baixos custos de produção.
Utilização de tecnologia de processamento científica e razoável .

Para o mesmo produto, são utilizados diferentes tipos de tecnologias de produção e transformação, e as matérias-primas necessárias são diferentes. De acordo com as caraterísticas do produto, sob a premissa de cumprir as normas de qualidade, a aplicação de uma tecnologia de transformação melhorada pode efetivamente reduzir os custos de material e de produção.
Estabelecer um sistema de gestão da qualidade eficaz
A criação de um bom sistema de gestão da qualidade é outra forma de reduzir os custos moldagem por injeção de fabrico de moldes de injeção. Quando se dispõe de um bom sistema de gestão da qualidade, é possível reduzir os erros e a duplicação no fabrico, o que tornará a produção mais eficiente e melhor.

Por exemplo, pode utilizar software de garantia de qualidade para o ajudar a gerir a qualidade e evitar erros e duplicações no fabrico. Além disso, quando tem um bom sistema de gestão da qualidade, pode deixar os seus clientes mais satisfeitos, o que o ajudará a vender mais e a ganhar mais dinheiro.
Conclusão
Este artigo é sobre os factores que afectam o custo da moldagem por injeção e as suas soluções. Em primeiro lugar, o custo do material de moldagem por injeção do molde é o principal fator que afecta o custo. Diferentes tipos e complexidades de moldes requerem diferentes materiais metálicos, pelo que o custo é diferente.

Em segundo lugar, o custo do processamento e da engenharia de projeto também tem um impacto significativo no custo. Cada etapa de processamento no processo de fabrico do molde requer tempo e recursos.
Além disso, a complexidade, a dimensão e o lote de produção previsto do molde também afectam diretamente o nível de custos.

O artigo salienta que, através da seleção de materiais adequados, da otimização da conceção, do reforço da gestão, da melhoria do nível dos processos e da adoção de uma gestão da produção optimizada, o fabrico custos do molde de injeção pode ser efetivamente reduzida, a eficiência da produção e o nível de qualidade podem ser melhorados, promovendo assim o desenvolvimento sustentável das empresas.Se tiver algum projeto de moldagem por injeção, contacte a Zetar Mold







