 Saltar para o conteúdo
Saltar para o conteúdo 
Serviço de impressão 3D por sinterização selectiva a laser (SLS)
Explore as melhores soluções de sinterização selectiva a laser (SLS) para necessidades complexas de impressão 3D.

O guia completo da impressão 3D por sinterização selectiva a laser (SLS)
O que é a Sinterização Selectiva por Laser (SLS)?
A sinterização selectiva por laser (SLS) é uma tecnologia avançada de fabrico de aditivos (AM) que pertence à fusão em leito de pó (PBF) família. Utiliza um laser de alta potência para fundir seletivamente, ou sinterizar, pequenas partículas de pó de polímero num objeto sólido e tridimensional, camada a camada.
1. Uma definição técnica:
Na sua essência, a SLS constrói peças a partir de um modelo digital 3D (por exemplo, um ficheiro CAD). O processo ocorre dentro de uma câmara que contém um leito de pó termoplástico, que é aquecido a uma temperatura imediatamente abaixo do ponto de fusão do material. Em seguida, um laser de CO₂ de precisão digitaliza a secção transversal do modelo 3D na superfície do leito de pó, elevando a temperatura das partículas específicas até ao seu ponto de fusão e provocando a sua fusão. Depois de uma camada estar completa, a plataforma de construção desce, é aplicada uma nova camada de pó e o processo repete-se até todo o objeto estar formado.

2. O Princípio Fundamental (Sinterização, não apenas fusão):
O termo "sinterização" é fundamental. Ao contrário dos processos que fundem totalmente o material (como a fusão selectiva a laser para metais), a sinterização é um processo térmico em que as partículas se unem e fundem a nível molecular sem se liquefazerem completamente. Isto cria peças que não só são fortes como também possuem uma microestrutura ligeiramente porosa. O pó não sinterizado circundante na câmara de construção actua como uma estrutura de suporte natural e incorporada para a peça que está a ser impressa. Esta natureza autossuficiente é uma das vantagens mais significativas da tecnologia SLS.
3. Principais caraterísticas num relance:
Para compreender rapidamente o que torna o SLS único, considere estas caraterísticas definidoras:
- Família tecnológica: Fusão em leito de pó (PBF)
- Materiais primários: Polímeros termoplásticos, mais frequentemente Nylons (PA 11, PA 12).
- Estruturas de apoio: Não é necessário; o pó não utilizado suporta a peça.
- Propriedades da peça: Excelente resistência mecânica, durabilidade e resistência à temperatura. Adequado para aplicações funcionais.
- Acabamento da superfície: Mate, com uma textura ligeiramente granulosa ou arenosa.
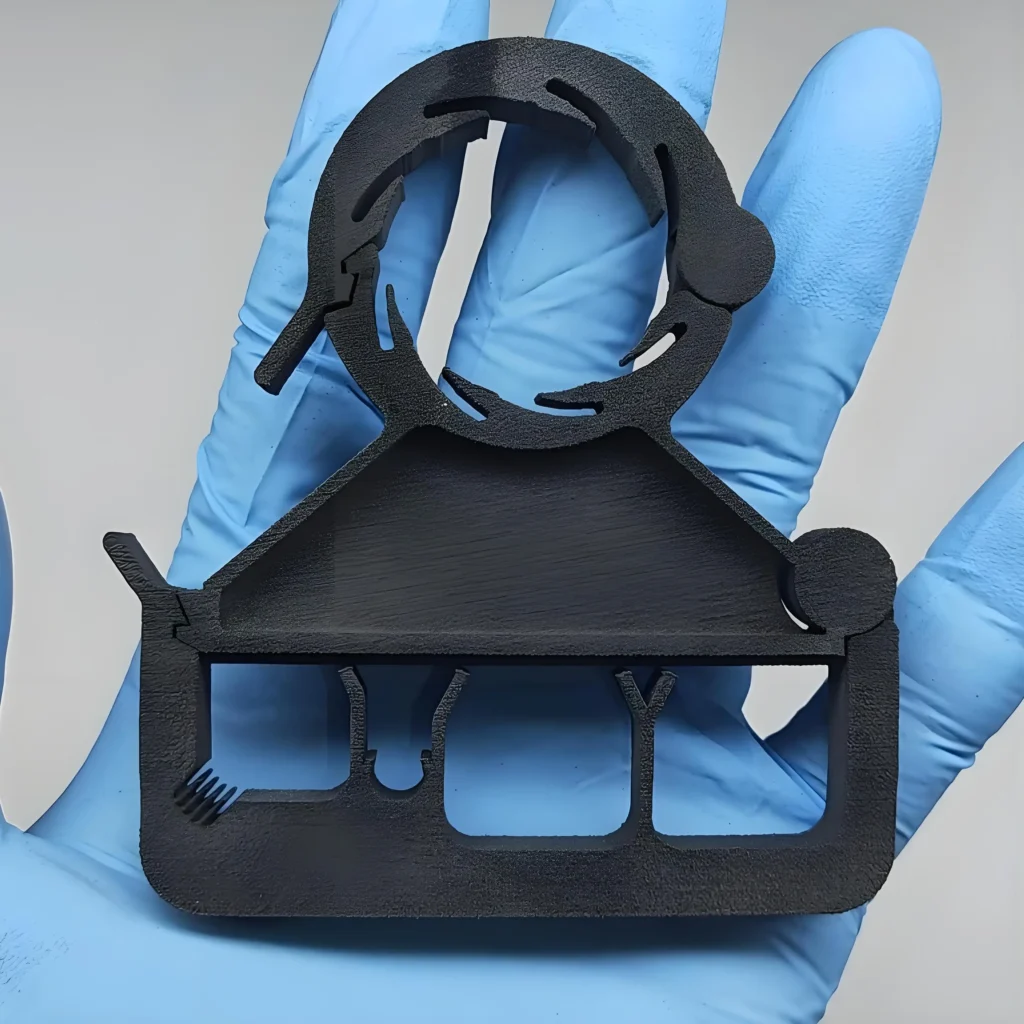
- Casos de utilização principais: Prototipagem funcional, peças de utilização final complexas, fabrico de baixo a médio volume e componentes com geometrias intrincadas, como dobradiças vivas e encaixes.
Como funciona a impressão 3D SLS?
Para compreender o processo SLS, é necessário analisar tanto o fluxo de trabalho digital como as intrincadas operações mecânicas que ocorrem no interior da impressora.
1. O fluxo de trabalho do digital para o físico:
O percurso desde um conceito até uma peça física segue um caminho normal de fabrico digital:
① Criação de modelos 3D: Tudo começa com um ficheiro CAD (desenho assistido por computador) 3D. Este modelo é depois exportado num formato imprimível em 3D, normalmente STL (Standard Tessellation Language) ou 3MF (3D Manufacturing Format).
② Preparação do corte e da construção: O modelo 3D é importado para um software "slicer" especializado. Este software "corta" digitalmente o modelo em centenas ou milhares de camadas finas e horizontais. Também permite ao operador orientar e "encaixar" várias peças dentro do volume de construção para maximizar a eficiência.
③ Funcionamento da máquina: O ficheiro preparado é enviado para a máquina SLS, que executa o processo de impressão automatizado.
④ Pós-processamento: Quando a impressão e o arrefecimento estiverem concluídos, as peças são retiradas da máquina e submetidas às etapas de limpeza e acabamento necessárias.

2. O processo mecânico: Uma decomposição camada a camada:
A magia acontece dentro da câmara de construção da impressora SLS. O processo pode ser dividido em cinco passos mecânicos fundamentais que são repetidos para cada camada.
Etapa 1: Preparação da cama e aquecimento: Antes do início da impressão, toda a câmara de construção, incluindo o leito de pó e a área circundante, é aquecida a uma temperatura exacta, imediatamente abaixo do ponto de sinterização do polímero. Este pré-aquecimento é fundamental; minimiza a distorção térmica (empeno) ao reduzir o gradiente de temperatura entre as áreas sinterizadas e não sinterizadas. Isto assegura a estabilidade dimensional e a precisão da peça.
Etapa 2: Deposição de pó: Um mecanismo de recobrimento, que pode ser uma lâmina ou um rolo, move-se através da plataforma de construção, depositando uma camada fina e uniforme de pó (normalmente 100-150 microns de espessura) a partir de um reservatório de pó. Garantir que esta camada é perfeitamente plana e consistente é essencial para a qualidade da peça final.
Etapa 3: Sinterização a laser: Este é o núcleo do processo SLS. Um potente laser de CO₂, guiado por um conjunto de espelhos dinâmicos (galvanómetros), é dirigido para o leito de pó. O laser traça a geometria da secção transversal da camada atual, tal como definida pelo ficheiro cortado. A energia do laser aquece rapidamente as partículas de pó até ao seu ponto de fusão, fazendo-as fundir-se numa camada sólida. As áreas não tocadas pelo laser permanecem como pó solto.
Passo 4: Descida da plataforma: Quando a camada estiver totalmente sinterizada, a plataforma de construção, sobre a qual a peça assenta, desce uma distância igual à espessura de uma única camada. Isto abre espaço para a próxima camada de pó.
Etapa 5: Repetição e conclusão da construção: A lâmina de recobrimento aplica uma nova camada de pó sobre a camada previamente sinterizada (Passo 2), e o laser sinteriza a secção transversal seguinte (Passo 3). Este ciclo de deposição de pó, sinterização e descida da plataforma é repetido até que todas as camadas da peça tenham sido construídas. As peças acabadas estão agora envolvidas num bloco sólido de pó não sinterizado, frequentemente designado por "bolo".

3. A fase de arrefecimento: Uma etapa crítica e invisível:
Esta é uma das fases mais cruciais, mas frequentemente negligenciada, do processo SLS. Após a sinterização da última camada, todo o bolo de pó - contendo as peças acabadas - deve ser deixado a arrefecer lenta e uniformemente dentro da impressora ou numa estação de arrefecimento separada. Este processo de arrefecimento controlado pode demorar muitas horas (por vezes até 40-50% do tempo total do processo). Apressar este passo causará um encolhimento desigual e uma deformação significativa, arruinando as peças.
Que materiais são utilizados na impressão SLS?
A versatilidade da SLS deve-se em grande parte à gama de materiais termoplásticos robustos que pode processar. Embora os nylons sejam os mais comuns, também estão disponíveis outros polímeros especializados.
1. Poliamidas (Nylons):
Os nylons são os materiais mais utilizados em SLS devido ao seu excelente equilíbrio entre força, flexibilidade e resistência térmica/química.
① PA 12 (Nylon 12):
A PA 12 é o padrão de ouro e o material mais popular para SLS.
- Propriedades: Elevada resistência, rigidez e excelente resistência a produtos químicos, gorduras, óleos e álcalis. Apresenta uma boa estabilidade a longo prazo e resistência à fissuração por tensão.
- Aplicações: Ideal para protótipos funcionais, peças de utilização final com encaixes rápidos, montagens complexas e caixas duradouras.
② PA 11 (Nylon 11):
O PA 11 é um polímero de origem biológica (feito a partir de óleo de rícino) e é conhecido pela sua elasticidade superior e resistência ao impacto em comparação com o PA 12.
- Propriedades: Excelente ductilidade, elevada resistência ao impacto e melhor resistência térmica. É mais flexível do que o PA 12, o que o torna adequado para peças que precisam de se dobrar ou suportar impactos repetidos.
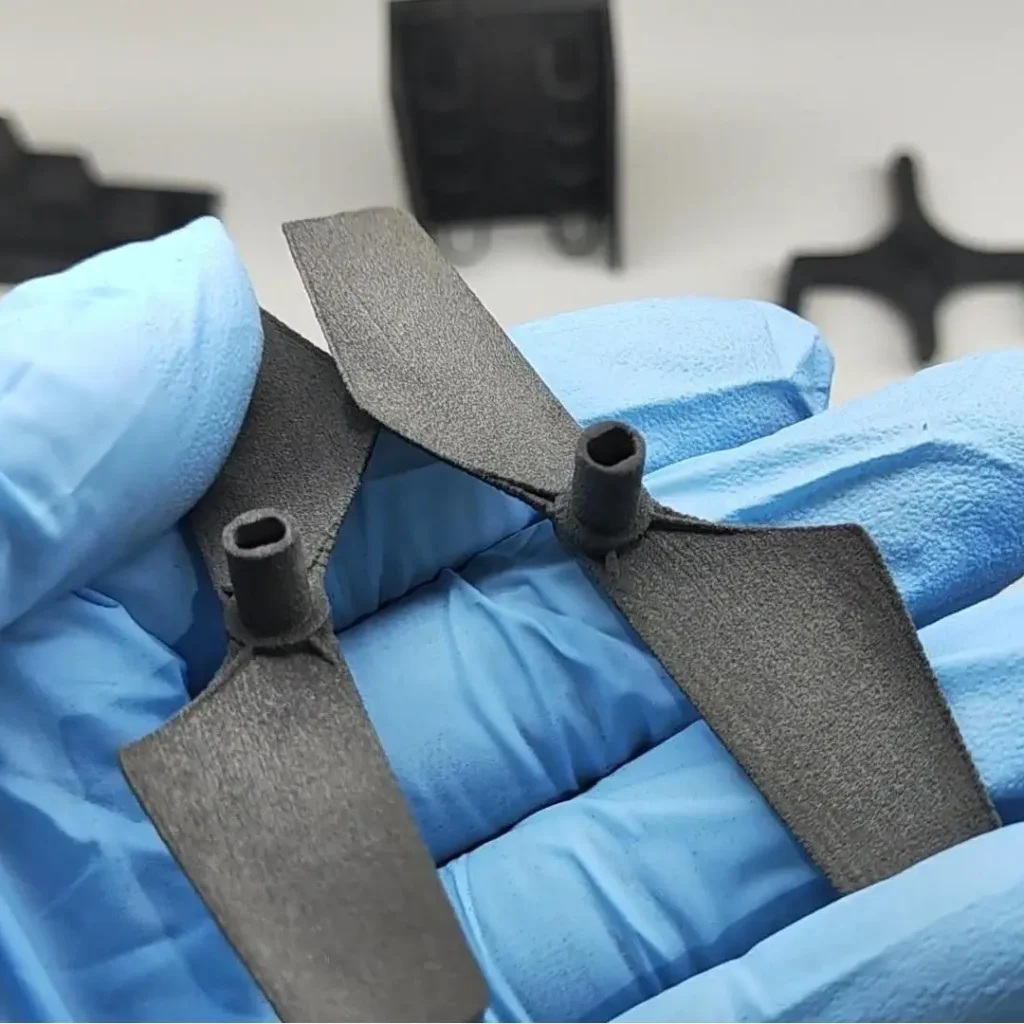
- Aplicações: Dobradiças vivas, próteses, equipamento desportivo, componentes de drones e outras aplicações que exijam elevada dureza.
③ Poliamidas com enchimento (materiais compósitos):
Para melhorar propriedades específicas, os nylons de base podem ser misturados com cargas.
- Nylon com enchimento de vidro (PA-GF): O pó de nylon é misturado com esferas de vidro. Este compósito oferece uma rigidez e resistência térmica significativamente mais elevadas do que o nylon normal, mas à custa de ser mais frágil. É utilizado para peças que funcionam a altas temperaturas ou cargas, como componentes automóveis, ferramentas e caixas.
- Nylon com enchimento de carbono (PA-CF / Carboneto): Infundido com fibras de carbono, este material é extremamente rígido, forte e leve. Também possui propriedades de dissipação eletrostática (ESD). As aplicações incluem gabaritos de alto desempenho, dispositivos de fixação, componentes para desportos motorizados e terminais robóticos.
- Nylon com enchimento de alumínio (Alumide): Uma mistura de PA 12 e partículas finas de alumínio. Resulta em peças com um aspeto metálico e maior rigidez e condutividade térmica. É frequentemente utilizado para protótipos visuais que necessitam de um aspeto metálico, bem como para ferramentas e acessórios personalizados.
2. Poliuretano termoplástico (TPU):
O TPU é um elastómero flexível, semelhante à borracha. Permite à SLS produzir peças resistentes e duradouras que podem dobrar-se e esticar-se.
- Propriedades: Elevada resistência à abrasão, resistência ao rasgamento e elasticidade. A dureza Shore pode variar consoante o tipo específico.
- Aplicações: Juntas, vedantes, mangueiras flexíveis, componentes para calçado, invólucros de proteção e elementos de amortecimento de vibrações.
3. Polipropileno (PP):
O polipropileno é um polímero leve e altamente resistente a químicos.
- Propriedades: Excelente resistência química (especialmente a ácidos e bases), baixa absorção de humidade, boa resistência à fadiga e soldabilidade. É também biocompatível e pode ser esterilizado.
- Aplicações: Sistemas de fluidos, componentes automóveis, dispositivos médicos e contentores que exijam resistência química.
4 Polímeros de alto desempenho (PEEK e PEKK):
Estes materiais estão na vanguarda da tecnologia SLS e requerem máquinas de alta temperatura.
- Poliéter-éter-cetona (PEEK) e Poliéter-cetona-cetona (PEKK): Membros da família PAEK, são polímeros de alto desempenho com excecional resistência mecânica, biocompatibilidade e resistência a temperaturas extremas e a produtos químicos agressivos. São frequentemente utilizados como uma alternativa leve ao metal.
- Aplicações: Componentes aeroespaciais, implantes médicos e peças industriais de alta temperatura.

Quais são os passos do processo de impressão SLS?
Esta secção descreve o fluxo de trabalho operacional de ponta a ponta, fornecendo uma visão prática da perspetiva de um operador ou prestador de serviços.
Etapa 1: Preparação do modelo digital:
O processo começa com um modelo CAD 3D finalizado. Este modelo deve ser "estanque" (um sólido fechado e coletor) e isento de erros geométricos. É então exportado como um ficheiro STL ou 3MF.
Etapa 2: Configuração da construção e aninhamento:
O ficheiro é carregado no software de preparação de construção da impressora. Aqui, são executadas duas acções críticas:
- Orientação: A peça é orientada para otimizar a resistência, o acabamento da superfície e a precisão. Por exemplo, a orientação de uma superfície plana paralela à placa de construção evitará o "salto em escada".
- Aninhamento: Como a SLS não requer estruturas de suporte, várias peças podem ser densamente agrupadas em três dimensões dentro do volume de construção. Este "encaixe" aumenta drasticamente o rendimento e reduz o custo por peça, tornando a SLS altamente eficiente para a produção em lote.
Etapa 3: Configuração da máquina e carregamento do pó:
O operador prepara a máquina SLS. Isto envolve a limpeza da câmara de construção da execução anterior e o seu carregamento com pó de polímero. Um conceito chave aqui é a taxa de atualização - uma mistura de pó fresco (virgem) e pó reciclado do trabalho de impressão anterior. Uma taxa de atualização típica é 50%, o que significa que a construção é feita com 50% de pó virgem e 50% de pó reciclado. Isto é crucial tanto para a relação custo-eficácia como para a manutenção das propriedades do material.
Etapa 4: O ciclo automatizado de impressão e arrefecimento:
Uma vez iniciada a construção, o processo é totalmente automatizado. A máquina aquece, deposita e sinteriza o pó camada a camada e, por fim, inicia o longo e controlado ciclo de arrefecimento. Toda esta fase pode demorar entre 12 horas e mais de dois dias, consoante o tamanho e a densidade da construção.
Etapa 5: Separação e despoluição:
Após a conclusão do ciclo de arrefecimento, a câmara de construção é aberta e o bloco sólido de pó (o "bolo") é deslocado para uma estação de separação. O operador retira cuidadosamente as peças acabadas do pó solto e não sinterizado. Este pode ser um processo manual e confuso. O pó circundante é recolhido para reciclagem.
Etapa 6: Decapagem de meios de comunicação:
As peças recentemente libertadas ainda estão cobertas por uma camada de pó residual. São colocadas numa cabina de jato de grânulos ou de jato de areia, onde é utilizado um fluxo de alta pressão de meios finos (como esferas de vidro ou granulados de plástico) para limpar qualquer pó restante e criar um acabamento de superfície liso, uniforme e mate.
Etapa 7: Pós-processamento avançado (opcional):
Dependendo da aplicação, as peças podem ser submetidas a etapas adicionais de acabamento, como tingimento, alisamento por vapor, pintura ou revestimento para melhorar a estética, a qualidade da superfície ou propriedades funcionais específicas.

Quais são os principais parâmetros que afectam a qualidade do SLS?
A qualidade de uma peça SLS não é acidental; é o resultado do controlo cuidadoso de uma vasta gama de parâmetros do processo.
1. Parâmetros relacionados com o material:
- Tamanho e distribuição das partículas: O tamanho e a forma das partículas de pó afectam a fluidez do pó e a densidade de empacotamento, o que, por sua vez, influencia a densidade da peça final e o acabamento da superfície.
- Pó Taxa de atualização: O rácio entre pó virgem e reciclado. A utilização de demasiado pó reciclado pode levar à degradação das propriedades mecânicas e a uma má qualidade da superfície, uma vez que o pó sofre degradação térmica em cada ciclo de impressão.
2. Parâmetros relacionados com o processo (na impressora):
① Parâmetros térmicos:
- Temperatura da cama: A temperatura do leito de pó, mantida ligeiramente abaixo do ponto de sinterização. Se for demasiado baixa, pode provocar deformações ("curl"). Se for demasiado elevada, pode levar à sinterização indesejada do pó circundante ("crescimento").
- Temperatura da câmara: A temperatura ambiente dentro do envelope de construção. Uma temperatura estável e uniforme é essencial para a consistência da peça.
② Parâmetros do laser:
- Densidade energética: Este é o parâmetro mais crítico, definido como a quantidade de energia laser fornecida por unidade de área. É uma função da potência laser, da velocidade de varrimento e do espaçamento de varrimento.
- Potência laser (Watts): Uma potência mais elevada permite uma sinterização mais rápida, mas deve ser equilibrada para evitar o sobreaquecimento ou a queima do material.
- Velocidade de digitalização (mm/s): A velocidade a que o feixe de laser se desloca através do pó.
- Espaçamento de varrimento (distância de hachura): A distância entre linhas de varrimento laser adjacentes. Um espaçamento mais apertado resulta numa peça mais densa, mas num tempo de construção mais longo.
- Uma densidade de energia óptima assegura a fusão completa entre as partículas e as camadas sem degradar o polímero.
③ Parâmetros da camada:
- Espessura da camada: A altura de cada camada individual, normalmente cerca de 0,1 mm (100 microns). As camadas mais finas produzem um melhor acabamento da superfície e detalhes mais finos, especialmente em superfícies curvas ou angulares, mas aumentam significativamente o tempo de impressão.
3. Construir parâmetros de layout:
- Orientação da peça: A forma como uma peça é posicionada na câmara de construção. Isto afecta a qualidade da superfície (efeito de escada em superfícies angulares), as propriedades mecânicas (as peças são mais fortes ao longo do plano X-Y) e o risco de empeno.
- Parte Densidade de nidificação: Embora o agrupamento aumente a eficiência, o empacotamento demasiado próximo das peças pode criar pontos de calor localizados, afectando potencialmente a precisão dos componentes próximos.
Quais são as vantagens da impressão 3D SLS?
A SLS é uma tecnologia preferida para muitas aplicações devido a uma combinação única de benefícios.
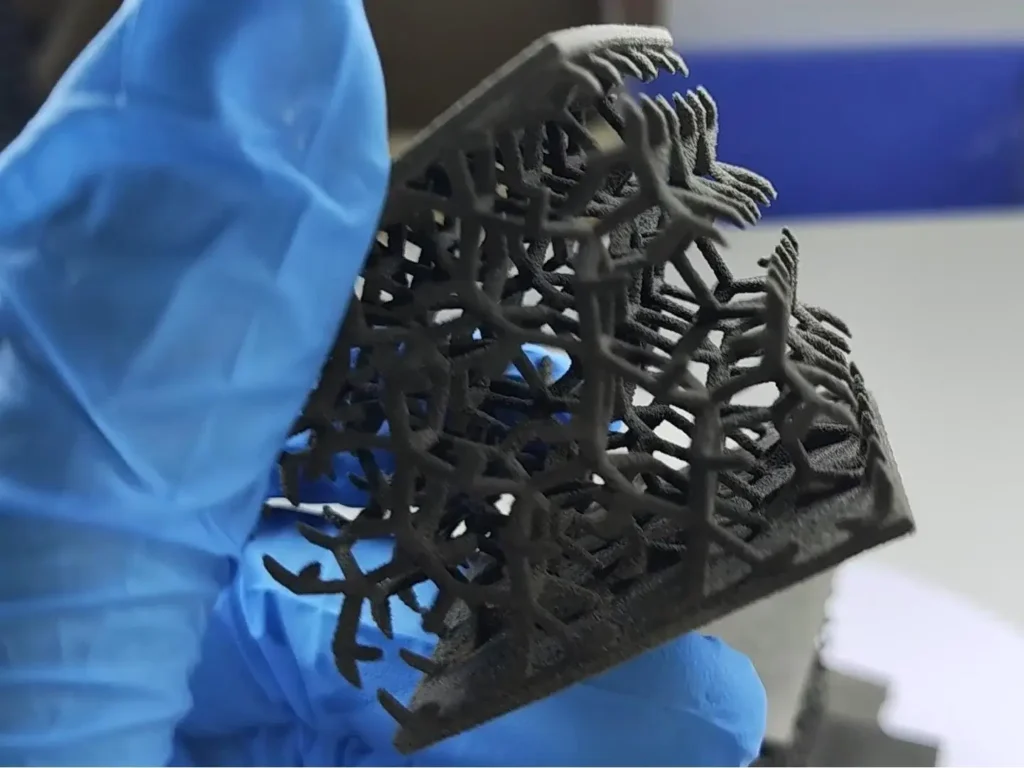
1. Liberdade de conceção: Sem necessidade de estruturas de suporte:
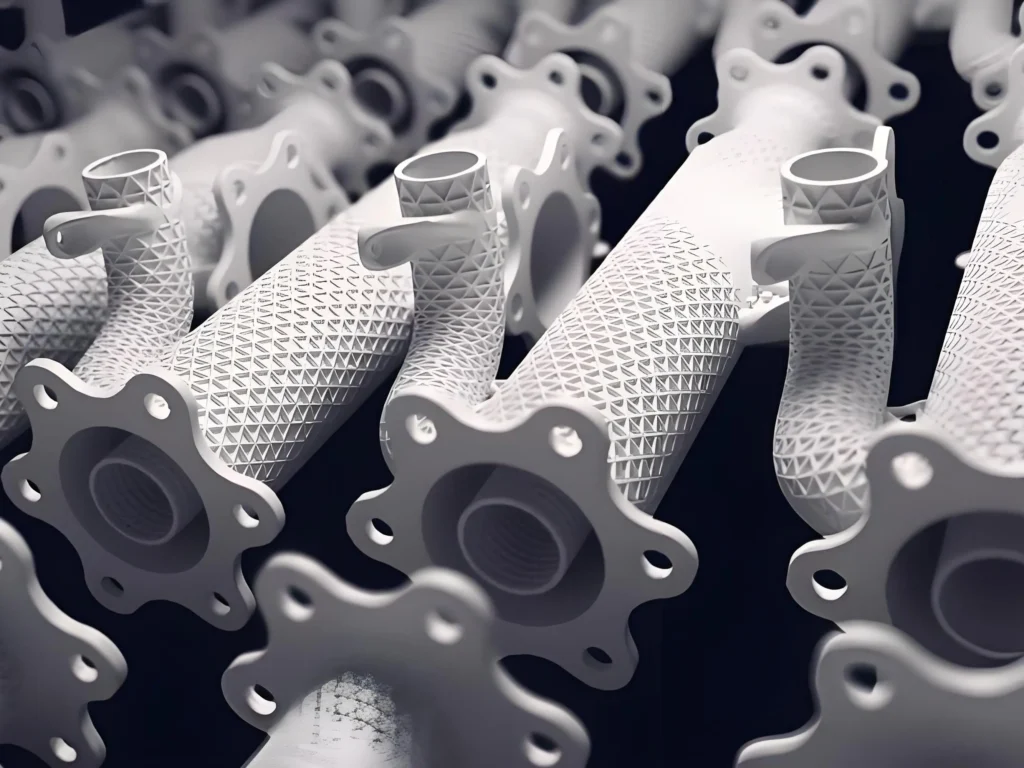
Esta é, sem dúvida, a vantagem mais significativa da SLS. O pó não sinterizado no volume de construção fornece um suporte completo à peça durante a impressão. Isto permite a criação de geometrias extremamente complexas, incluindo canais internos, cortes inferiores e estruturas de rede intrincadas, que são impossíveis ou muito difíceis de produzir com outros métodos. Também elimina a etapa de pós-processamento da remoção do suporte, poupando tempo e trabalho.
2. Excelentes propriedades mecânicas:
As peças SLS, particularmente as fabricadas em nylon, são conhecidas pela sua elevada resistência, rigidez e durabilidade. Comportam-se de forma semelhante às peças moldadas por injeção, o que as torna adequadas para testes funcionais rigorosos e como peças de produção para utilização final. Podem resistir a impactos, calor e exposição a produtos químicos.
3. Alta produtividade e escalabilidade:
A capacidade de agrupar dezenas ou mesmo centenas de peças numa única construção torna a SLS altamente eficiente para produções de baixo a médio volume. Isto maximiza a utilização do volume de construção da máquina e reduz significativamente o custo por peça em comparação com a impressão de peças uma de cada vez.
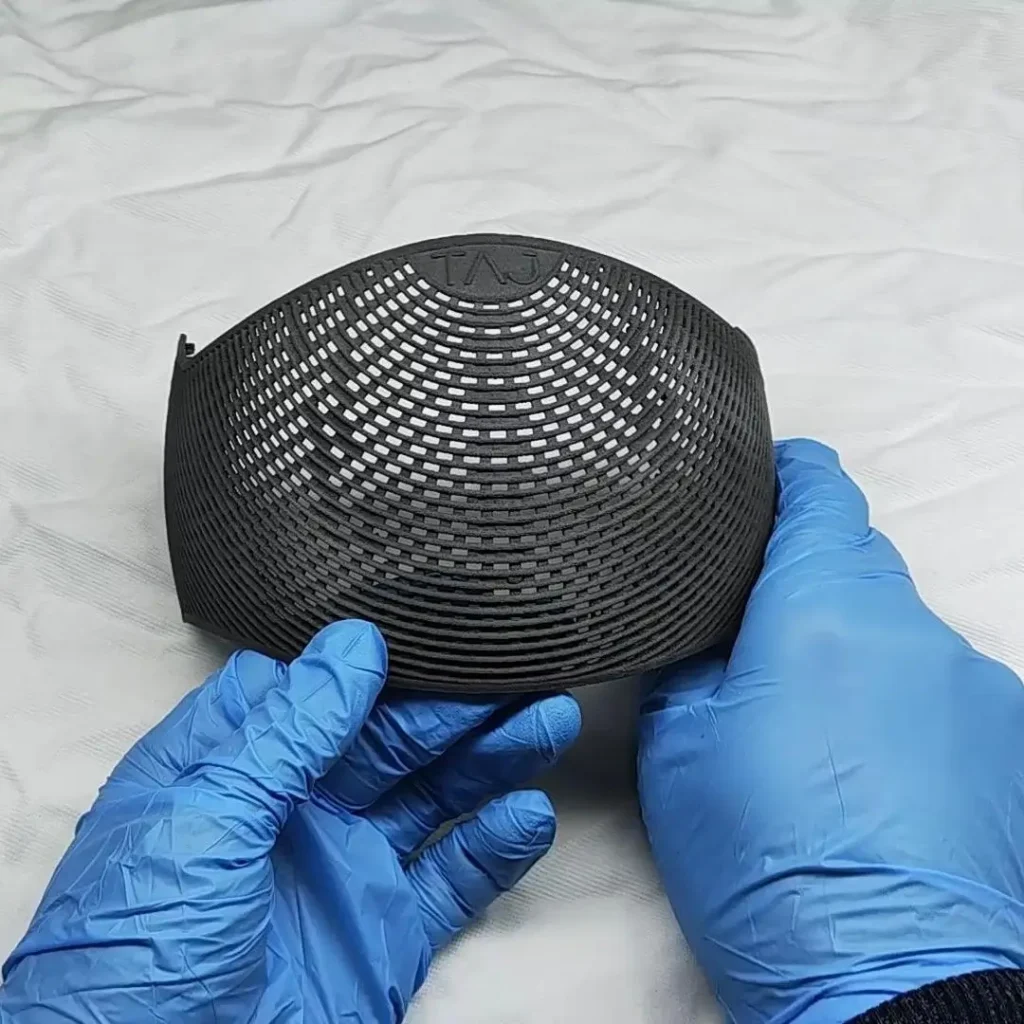
4. Geometrias complexas e pormenores intrincados:
Uma vez que não existem suportes para limitar o design, os engenheiros podem criar peças optimizadas para o desempenho e não para a capacidade de fabrico. Isto inclui caraterísticas como dobradiças vivas, juntas de encaixe e montagens consolidadas em que vários componentes são impressos como uma peça única e complexa.
5. Boa variedade de materiais:
A SLS oferece uma gama de termoplásticos de qualidade de engenharia, desde TPUs flexíveis a nylons rígidos, cheios de carbono e PEEK de alto desempenho. Isto permite que a tecnologia sirva uma vasta gama de aplicações em diferentes sectores.

Impressão SLS 3D personalizada para peças fortes e complexas
Obtenha peças duradouras e detalhadas com os nossos serviços de impressão 3D de sinterização selectiva a laser (SLS).

O guia completo da impressão 3D por sinterização selectiva a laser (SLS)
Quais são as limitações da SLS em comparação com outros métodos de impressão 3D?
Apesar dos seus muitos pontos fortes, a SLS não é a solução perfeita para todas as aplicações. Tem várias limitações a considerar.
1. Acabamento da superfície e porosidade:
As peças SLS têm naturalmente um acabamento de superfície mate e granulado devido à natureza das partículas de pó de fusão. A superfície é também ligeiramente porosa. Embora isto seja aceitável para muitas peças funcionais, as aplicações que requerem uma superfície perfeitamente lisa e cosmética necessitarão de um pós-processamento extensivo (como o alisamento por vapor). Tecnologias como a SLA ou o jato de material oferecem um acabamento imediato muito mais suave.
2. Custo inicial mais elevado:
As máquinas SLS representam um investimento de capital significativo, muitas vezes custando bem mais de $100.000 para sistemas de nível industrial. Os custos dos materiais são também mais elevados do que os dos filamentos FDM ou das resinas SLA. Isto torna a barreira à entrada mais elevada para as empresas mais pequenas.
3. Prazos de entrega mais longos:
O tempo total do processo de SLS pode ser longo. Isto não se deve apenas ao tempo de impressão em si, mas principalmente ao período de arrefecimento obrigatório e alargado, que pode demorar até 12-24 horas. Este facto torna a SLS menos adequada para protótipos rápidos e únicos, em comparação com a FDM ou a SLA.
4. Complexidade do manuseamento de materiais e da reciclagem:
Trabalhar com pós finos de polímeros requer um ambiente controlado e equipamento de proteção pessoal. Além disso, a gestão do ciclo de vida do pó - controlo da utilização, cálculo das taxas de atualização e peneiração do pó reciclado - aumenta a complexidade operacional.
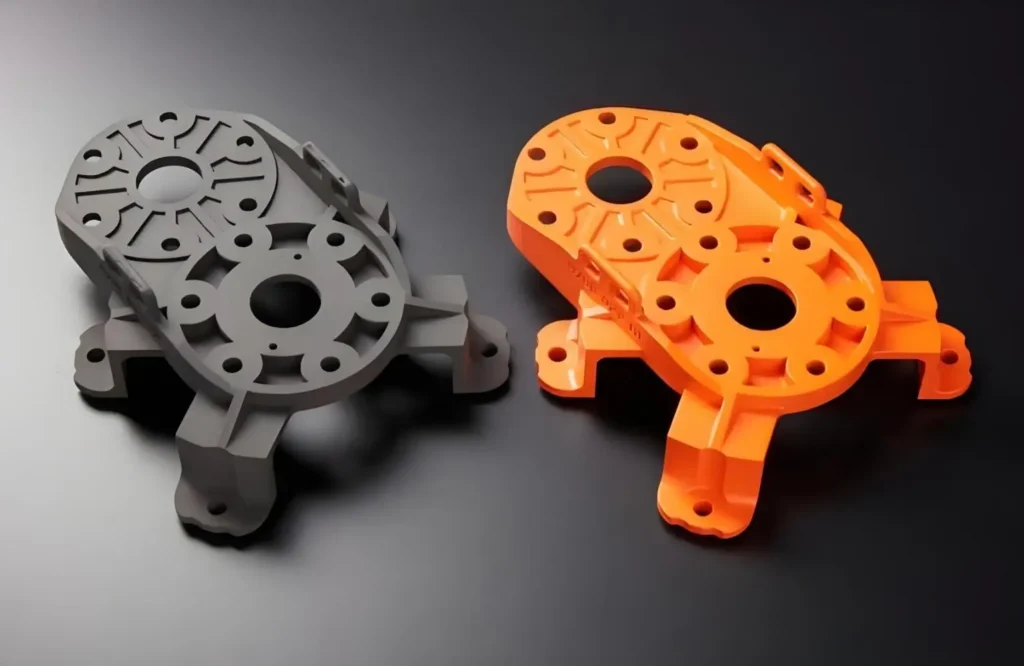
5. Opções de cores limitadas:
As peças SLS são normalmente impressas numa única cor, normalmente branco, cinzento ou preto, dependendo do material. A obtenção de cores requer uma etapa secundária de pós-processamento, como o tingimento, o que aumenta o tempo e o custo. Tecnologias como o Material Jetting ou o Binder Jetting oferecem capacidades de impressão a cores.

Quais são as aplicações comuns do SLS?
As propriedades únicas das peças SLS levaram à sua adoção numa vasta gama de indústrias para aplicações exigentes.
1. Prototipagem:
① Protótipos funcionais:
Esta é a aplicação por excelência da SLS. As empresas utilizam a SLS para criar protótipos de alta fidelidade que podem ser submetidos a testes no mundo real. Uma vez que as propriedades mecânicas são tão próximas das peças de produção final, os engenheiros podem testar de forma fiável a forma, o ajuste e a função.
- Exemplos: Caixas para eletrónica, montagens de encaixe, estudos ergonómicos e testes de fluxo de ar em condutas.
② Dobradiças e encaixes vivos:
A durabilidade e a flexibilidade de materiais como o PA 11 e o PA 12 tornam-nos perfeitos para a criação de protótipos de designs que incluem dobradiças vivas ou fechos de encaixe de utilização repetida.
2. Peças de utilização final e fabrico de baixo volume:
A SLS amadureceu para além da prototipagem e é agora um método de fabrico viável. Exemplos:
- Aeroespacial e automóvel: Condutas de ar, suportes, componentes interiores personalizados e carroçarias de UAV (drones). As propriedades de leveza e resistência são ideais.
- Dispositivos médicos: Próteses personalizadas, ortóteses, guias cirúrgicos e caixas para equipamento médico. Muitos materiais SLS são biocompatíveis.
- Robótica e automação: Pinças personalizadas (ferramentas de fim de braço), gabaritos, acessórios e caixas para sistemas robóticos.
- Ferramentas: Criação de gabaritos e acessórios personalizados para linhas de fabrico para melhorar a eficiência e a precisão.
3. Bens de consumo:
- Exemplos: Armações de óculos personalizadas de alta qualidade, caixas de proteção para eletrónica, componentes para artigos desportivos e produtos personalizados.

Quais são as etapas de pós-processamento das peças impressas por SLS?
O pós-processamento é uma fase obrigatória no fluxo de trabalho SLS para transformar uma impressão em bruto numa peça utilizável.
1. Pós-processamento primário (padrão):
Estes passos são efectuados em quase todas as peças SLS.
- Separação de peças e despojamento: O primeiro passo após o arrefecimento consiste em retirar manualmente as peças do bolo de pó não sinterizado. O ar comprimido é frequentemente utilizado para soprar a maior parte do pó solto.
- Explosão mediática: As peças são então colocadas numa cabina de jato de areia. Um fluxo de meios (por exemplo, esferas de vidro, esferas de plástico ou óxido de alumínio) é disparado contra as peças para remover qualquer pó fundido restante e criar um acabamento de superfície uniforme, limpo e mate.
2. Pós-processamento secundário e estético (opcional):
Estas etapas são utilizadas para melhorar o aspeto ou a função das peças.
- Tingimento: O método mais comum para adicionar cor. A natureza porosa das peças SLS permite-lhes absorver muito bem o corante. As peças são submersas num banho de tinta quente, resultando numa cor rica e profunda que penetra na superfície.
- Alisamento químico do vapor: Um processo em que as peças são expostas a um solvente vaporizado que derrete ligeiramente e reflui a superfície exterior. Isto sela a porosidade da peça, tornando-a estanque à água e ao ar, e cria um acabamento liso e semi-brilhante comparável à moldagem por injeção.
- Acabamento por tombamento / vibratório: Para lotes de peças mais pequenas, estas podem ser colocadas num tambor com meios cerâmicos ou plásticos. A ação vibratória alisa a superfície e arredonda as arestas afiadas.
- Pintura e revestimento: Para cores específicas ou acabamentos de proteção, as peças SLS podem ser preparadas e pintadas. Podem ser aplicados revestimentos como o Cerakote para aumentar a durabilidade e a resistência química.

Como melhorar o acabamento da superfície e a precisão dimensional no SLS?
Alcançar a mais alta qualidade da SLS requer uma combinação de otimização do pré-processo, operação correta da máquina e pós-processamento.
1. Otimização do acabamento da superfície:
① Otimização do pré-processo:
- Orientação da peça: Evite o efeito de "degrau de escada" orientando as superfícies curvas ou angulares para longe de um ângulo direto de 45 graus em relação à placa de construção. Orientar as superfícies críticas para que fiquem viradas para cima ou para baixo produz frequentemente os melhores resultados.
- Espessura de camada mais pequena: A utilização de uma camada mais fina (por exemplo, 0,08 mm em vez de 0,12 mm) reduzirá a visibilidade das linhas da camada, mas aumentará o tempo de impressão.
② Soluções pós-processo:
- Jato de areia: O método padrão para um acabamento mate uniforme.
- Alisamento por vapor: O método mais eficaz para obter uma superfície lisa, semelhante a um molde de injeção. É a melhor escolha para aplicações que requerem superfícies seladas e fáceis de limpar.
2. Melhorar a exatidão dimensional:
① Calibração da máquina: É essencial calibrar regularmente os principais parâmetros da máquina. Isto inclui a afinação dos factores de escala X-Y do laser para compensar quaisquer imprecisões sistémicas e o ajuste do desvio do feixe laser.
② Contabilização de encolhimento e empenamento:
- Gestão térmica: Assegurar que os sistemas de aquecimento da máquina estão a funcionar corretamente para manter um perfil de temperatura estável e uniforme. Esta é a primeira linha de defesa contra o empenamento.
- Orientação da peça: A orientação de peças longas e planas na vertical em vez de na horizontal pode, por vezes, atenuar o risco de empeno.
- Compensação de software: O software avançado pode aplicar factores de escala ao modelo para compensar a taxa de contração natural do material durante o arrefecimento.
③ Conceção para fabrico de aditivos (DfAM):
- Espessura da parede: Cumprir as diretrizes relativas à espessura mínima da parede (normalmente 0,8-1,0 mm) para garantir que a peça é robusta e imprime com êxito.
- Tamanhos dos furos: Os furos pequenos tendem a encolher durante a sinterização. É prática comum desenhá-los ligeiramente sobredimensionados ou planear perfurá-los até à dimensão final após a impressão.
- Detalhes em relevo/em relevo: Assegurar que o texto e os pormenores mais finos são suficientemente grandes para serem resolvidos com clareza pelo laser e não se perderem durante a decapagem do suporte.

Como é que a SLS se compara à SLA, MJF e FDM?
A escolha da tecnologia de impressão 3D correta depende dos requisitos específicos do seu projeto. Eis como a SLS se compara a outros métodos populares.
1. Tabela de comparação:
| Caraterística | Sinterização selectiva por laser (SLS) | Estereolitografia (SLA) | Fusão de múltiplos jactos (MJF) | Modelação por deposição fundida (FDM) |
|---|---|---|---|---|
| Tecnologia | Fusão em leito de pó (laser) | Fotopolimerização em cuba (Laser/Projetor) | Fusão em leito de pó (térmica + agentes) | Extrusão de material (Filamento) |
| Materiais primários | Nylons (PA11, PA12), TPU, PP | Resinas de fotopolímero (padrão, resistente, flexível, fundível) | Nylons (PA12, PA11), TPU, PP | Termoplásticos (PLA, ABS, PETG, PC, Nylon) |
| Precisão dimensional | Alta (±0,25 mm) | Muito elevado (±0,1 mm) | Alta (±0,25 mm) | Médio a baixo (±0,5 mm) |
| Acabamento da superfície | Mate, granulado, poroso | Muito suave, as linhas de camada são pouco visíveis | Suave, ligeiramente menos granulado do que o SLS | Linhas de camada visíveis, rugosas |
| Produtividade/velocidade | Elevada (peças de encaixe), mas ciclos de arrefecimento longos. | Média (depende da altura da peça e da secção transversal). | Muito elevada (impressão rápida, ciclos de arrefecimento mais curtos do que a SLS). | Lento (imprime as peças uma a uma). |
| Custo | Custo elevado da máquina, custo médio da peça devido à colocação. | Custo médio da máquina, custo baixo a médio das peças. | Elevado custo da máquina, baixo custo da peça devido à velocidade e à colocação. | Baixo custo de máquina e material. |
| Principais pontos fortes | Sem suportes, peças funcionais duradouras, geometrias complexas. | Excelente detalhe e acabamento de superfície, ideal para modelos visuais. | Alta velocidade, baixo custo da peça para produção, boas propriedades mecânicas. | Baixo custo, grande variedade de materiais, fácil de utilizar. |
| Principais pontos fracos | Superfície granulada, prazos de entrega longos, manuseamento do pó. | Requer estruturas de suporte, as peças podem ser frágeis, sensíveis aos raios UV. | Materiais limitados, superfície granulada (embora melhor do que a SLS). | Baixa precisão e resolução, linhas de camada visíveis, eixo Z mais fraco. |
2. SLS vs. SLA:
Escolher SLS para protótipos duráveis e funcionais e peças de utilização final que têm de resistir a tensões mecânicas. Escolha SLA quando é necessário um acabamento de superfície excecional, detalhes finos e precisão para modelos visuais, moldes ou padrões.
3. SLS vs. MJF:
A SLS e a MJF são concorrentes diretas. Ambas são tecnologias de fusão em leito de pó ideais para a produção de peças funcionais em nylon.
- O MJF é geralmente mais rápido e pode oferecer um menor custo por peça em cenários de produção, devido ao seu processo de impressão térmica e a uma gestão mais eficiente do calor.
- A SLS proporciona frequentemente uma peça em bruto ligeiramente mais "branca" ou mais brilhante e tem um historial mais longo com uma gama potencialmente mais vasta de materiais especiais disponíveis em determinadas plataformas. O acabamento superficial das peças MJF é geralmente mais fino do que o da SLS.
4. SLS vs. FDM:
Escolher SLS quando necessita de peças resistentes e de qualidade de produção com geometria complexa que o FDM não consegue produzir sem estruturas de suporte extensivas. Escolha FDM para modelos conceptuais de baixo custo e em fase inicial, para modelos simples ou quando é necessária uma grande variedade de cores e materiais (como PLA ou PETG) de forma rápida e económica.

Perguntas frequentes sobre a impressão 3D SLS
Sim. As peças SLS, especialmente as feitas de nylon, possuem excelentes propriedades mecânicas, incluindo elevada resistência à tração e resistência ao impacto. São uma das opções mais fortes de impressão 3D de polímeros e são adequadas para aplicações funcionais exigentes e peças de utilização final.
No seu estado bruto, pós-blastado, as peças SLS são ligeiramente porosas e absorvem a humidade ao longo do tempo. Não são consideradas à prova de água. No entanto, podem ser tornadas impermeáveis e herméticas através de etapas de pós-processamento, como a suavização de vapor químico ou a aplicação de um revestimento epóxi.
O custo é influenciado por vários factores: o volume da peça, o número de peças encaixadas numa construção, o material utilizado e qualquer pós-processamento necessário. Embora o investimento inicial da máquina seja elevado, o custo por peça pode ser competitivo para produções de baixo a médio volume devido ao encaixe eficiente e à mão de obra mínima.
A taxa de atualização é a percentagem de pó fresco e virgem que deve ser misturado com pó reciclado e não sinterizado de uma construção anterior para criar um novo lote. Uma taxa típica é 50/50. Isto é importante porque o pó que fica na câmara aquecida degrada-se ligeiramente, e reutilizá-lo sem adicionar pó fresco resultaria numa má qualidade da peça. A gestão da taxa de atualização é fundamental para controlar os custos e manter propriedades consistentes do material.
O termo "SLS" é quase exclusivamente utilizado para a impressão de polímeros (plásticos). O processo equivalente para metais é designado por Sinterização direta de metais por laser (DMLS) ou Fusão selectiva por laser (SLM). Embora o princípio subjacente à utilização de um laser para fundir o pó seja semelhante, as máquinas DMLS/SLM utilizam lasers muito mais potentes e funcionam a temperaturas muito mais elevadas numa atmosfera completamente inerte para processar pós metálicos como o alumínio, o titânio e o aço inoxidável.


Plastic Injection Molding Explained: Process, Cost & Design Guide
Key Takeaways Plastic injection molding forces molten plastic into a precision mold cavity under high pressure, then ejects a finished part in seconds to minutes. The process consists of four

Advantages and Disadvantages of Injection Molding: Complete Guide
Key Takeaways High tooling costs ($15K-200K+) require minimum 5,000+ parts for economic viability Exceptional repeatability maintains ±0.002″ tolerances across millions of production cycles Complex geometries enable features impossible with machining

PA6 PA66 PA12 PA1010 Nylon Injection Molding Process
PA6, PA66, PA12, and PA1010 are the four most commonly injection-molded nylon grades, each with distinct moisture absorption, temperature resistance, and mechanical properties that make them suited to different applications.
Soluções de otimização fornecidas De graça
- Fornecer feedback de design e soluções de otimização
- Otimizar a estrutura e reduzir os custos do molde
- Fale diretamente com os engenheiros, um a um

