 Saltar para o conteúdo
Saltar para o conteúdo 

Introdução
A moldagem por injeção é uma excelente forma de fazer coisas, mas também pode gerar muitos desperdícios, como ineficiência, erros, danos na máquina e tempo de inatividade, taxas de refugo elevadas, etc. Este artigo trata de como reduzir os custos de moldagem por injeção, o que pode ajudá-lo a ganhar mais dinheiro com moldagem por injeção.
Quais são os principais factores de custo que afectam o custo da moldagem por injeção?
Desenho da peça
Quanto mais complexa for a sua peça, mais complexo terá de ser o seu molde. As peças complexas e personalizadas moldadas por injeção são geralmente mais caras porque requerem mais moldes do que as peças simples.
A maquinação de peças complexas pode exigir a maquinação por descarga eléctrica para obter caraterísticas de rebaixamento, o que leva mais tempo de produção. Além disso, peças maiores requerem mais material, o que aumenta os custos.
Materiais de peças usadas
O tipo de resina que utiliza também afecta grandemente o custo do molde de injeção. Ao escolher uma resina, deve também pensar no número de peças que vai produzir, nos aditivos e ingredientes de que necessita, na temperatura a que vai moldar, na facilidade de obtenção da resina, no grau e na cor que pretende.

A resina escolhida também pode afetar a manutenção do molde, o que pode torná-lo mais caro (por exemplo, se utilizar uma resina abrasiva).
Diferentes termoplásticos requerem diferentes temperaturas. As resinas de alta temperatura aumentam os custos das ferramentas, conforme descrito abaixo. Os termoplásticos que oferecem custos mais baixos incluem o polipropileno, o polietileno e o poliestireno, enquanto os polímeros de cristais líquidos, as polissulfonas e o sulfureto de polifenileno são frequentemente acompanhados por temperaturas mais elevadas e custos mais elevados.

Materiais de molde utilizados
Existem muitos tipos diferentes de aço que podem ser utilizados para fazer moldes, mas o tipo de aço de que necessita depende do tipo de material que está a utilizar para a moldagem por injeção. Se estiver a utilizar um termoplástico de alta temperatura, necessitará de um aço mais duro ou de um molde revestido a aço.
Ao escolher um material para o seu molde, deve também pensar na manutenção que o molde irá necessitar e na frequência com que terá de o substituir.
Os moldes têm diferentes tempos de vida. Os moldes com vida útil mais longa são mais valiosos, mas são feitos de aços mais duráveis, o que aumenta o custo do molde. Ao selecionar um material de molde, considere o tempo de ciclo, o acabamento da superfície e o volume de produção, uma vez que todos estes factores afectam a vida útil do molde.
Os aços para ferramentas são frequentemente selecionados pela sua dureza e durabilidade, embora materiais menos dispendiosos, como o alumínio, possam ser adequados para o molde, especialmente se forem necessários volumes de produção mais baixos.
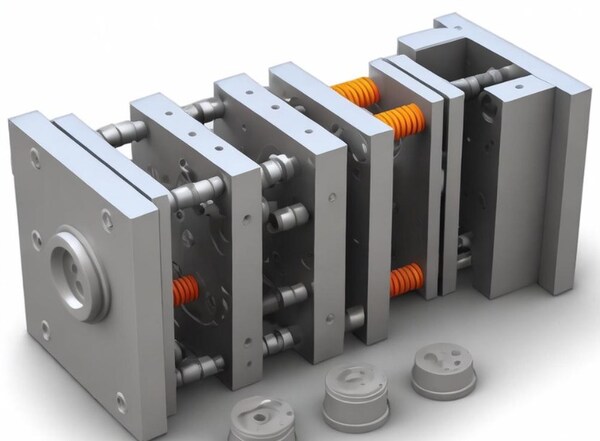
Volume e número de cavidades
Quanto mais cavidades forem necessárias para fazer uma peça, mais tempo demora a prensar. Tempos de prensagem mais longos significam que não é possível fazer peças tão rapidamente, o que custa dinheiro. Se estiver a fabricar peças grandes que necessitem de muitas cavidades, os custos de material e de produção serão mais elevados.

Localização do fabricante de moldes
A localização do fabricante do molde afectará o custo global da moldagem por injeção, dependendo dos custos de transporte e manuseamento necessários para levar o molde até ao local de processamento. Por exemplo, se utilizar um fabricante de moldes na China, terá de ter em conta o salário mínimo em cada província. Além disso, se estiver perto de um porto marítimo, isso afectará os seus custos de transporte.

Se escolher um fabricante offshore para a moldagem por injeção, terá de pagar mais pelo transporte e manuseamento. Se as suas peças forem totalmente fabricadas no estrangeiro, o custo de fazer chegar o produto até si pode anular quaisquer poupanças resultantes do baixo preço de produção.
Como reduzir os custos de moldagem por injeção?
Reduzir o risco e os custos de qualidade
A redução do risco e dos custos de qualidade é frequentemente reactiva e não proactiva. Isto acontece porque o processo de moldagem por injeção é acompanhado por alterações anormais imprevistas, tornando-o difícil de prever. Este facto expõe-nos a riscos e despesas inesperados devido a produtos de qualidade inferior.
Na verdade, há uma maneira melhor. Comece por utilizar princípios científicos de moldagem para desenvolver um processo repetível e estável. Depois de o processo ser desenvolvido utilizando sensores e tecnologia de moldagem, pode monitorizar vários defeitos comuns de moldagem por injeção em moldagem por injeção para assegurar a garantia de qualidade 100% para os seus clientes.
Vemos frequentemente esta situação: a máquina de moldagem por injeção está a funcionar há semanas e os técnicos do processo ainda precisam de fazer ajustes. Nesta altura, a qualidade do produto falha sempre, pelo que temos de ajustar o processo para melhorar, isolar os suspeitos, separar os maus, esmagá-los e voltar a moldá-los.

Na pior das hipóteses, já enviámos alguns destes produtos aos clientes e temos de lhes comunicar o problema.
Quando isto acontece, é muito dispendioso. Sem desenvolver e documentar um processo fiável baseado em princípios científicos de moldagem, os nossos técnicos só podem perder tempo valioso a ajustar o processo na esperança de produzir uma boa peça.

Quando ocorre um defeito no produto, o técnico é solicitado a ajustar novamente a máquina de moldagem por injeção para resolver o problema, e não há garantia de que o problema se repita. Nesta altura, temos de decidir o que fazer com o produto, e a triagem ou retrabalho pode demorar dias ou mesmo semanas e raramente é 100% eficaz. Para além disso, trata-se de uma tarefa sem valor acrescentado.
Se estes produtos já tiverem sido enviados para os clientes, isso é negócio perdido. Podemos evitar esta situação se dedicarmos algum tempo a criar e documentar um processo que possa produzir repetidamente produtos de alta qualidade desde o início.

A utilização de sensores de pressão de cavidade para monitorizar o processo de produção pode atingir um nível mais elevado de controlo de qualidade. Imagine saber se o produto está bom antes de o molde ser aberto e ser capaz de selecionar automaticamente o produto.
Aumentar a eficiência através da automatização
Com tecnologia de moldagem e formação, é possível automatizar várias áreas de produção para ajudar a melhorar a eficiência do trabalho. A recolha de produtos, o empilhamento de produtos e a paletização são três métodos de automatização úteis.
A tecnologia de controlo de processos pode classificar automaticamente os produtos e emitir um alarme para o informar quando o processo está fora da tolerância. Ao fornecer dados, pode determinar a causa principal mais rapidamente sem apontar o dedo, o que melhora ainda mais a eficiência e a precisão. Pode parar de resolver problemas e começar a resolvê-los.
Pense no processo numa fábrica sem automação. No processo de fabrico de moldes passo a passo, temos de retirar o produto e as corrediças do molde, colocar o produto de forma ordenada, embalá-lo e depois paletizar o produto final.

A dada altura deste processo, poderá também ser necessário acrescentar uma fase de montagem, o que implicará mais mão de obra, espaço e tempo.
Se todos estes processos forem efectuados manualmente, a eficiência do processo será sempre diferente. Se olharmos apenas para o passo de retirar o produto do molde, mesmo o melhor operador terá flutuações de tempo, que causarão variações no tempo de ciclo, o que fará com que a qualidade do produto seja instável. Esta flutuação vai-se acumulando em cada passo do processo.

Quando começamos a automatizar processos, começamos a eliminar estes altos e baixos, aumentando a eficiência, melhorando a qualidade e aumentando o espaço disponível. A automatização da qualidade - através da monitorização de processos, sistemas de visão ou verificação dimensional em linha - pode garantir que os nossos clientes nunca mais recebem um mau produto.
Aumentar a consciencialização das flutuações do processo (reduzir o refugo)
Ao saber rapidamente quando um processo foi alterado, pode resolver o problema mais rapidamente. Isto significa menos desperdício, o que aumenta a utilização da máquina de moldagem por injeção e reduz os custos de desperdício. Isto pode ser conseguido através de software de controlo do processo, monitorização da pressão da cavidade e formação.

Há sempre um custo de qualidade no fabrico. Pode pagá-lo no final, utilizando recursos e tempo valiosos para verificar o produto antes de o enviar para o cliente. O problema é que nunca se obtém um custo fixo para a qualidade. À medida que a produção muda, o tempo para selecionar o produto e o número de empregados necessários também mudam.

Se houver rotatividade, é necessário formar novas pessoas para separar as peças defeituosas. Ao formar todos os técnicos de acordo com o mesmo padrão, pode reduzir ou eliminar proactivamente as rejeições, em vez de o fazer reactivamente, ou evitar taxas de refugo elevadas devido a baixos níveis de competências, estabelecendo um processo de moldagem com uma janela de processo demasiado pequena ou sem janela de processo.

Outra forma de pensar sobre o custo da qualidade é na fase inicial. Ao integrar a qualidade no processo e ao monitorizar a qualidade ao longo do ciclo, podemos detetar quando ocorrem flutuações no processo.
Por exemplo, se soubermos que uma ampla gama de variações de viscosidade do material causará problemas de qualidade, podemos utilizar ferramentas de monitorização do processo para detetar alterações na viscosidade. Nesta altura, o processo pode ser recentrado para voltar a fabricar uma peça de alta qualidade.

Comprar Resinas de Ampla Especificação
As resinas mais baratas têm uma vasta gama de propriedades, mas é difícil manter as dimensões das peças com tolerâncias apertadas. Isto aumenta definitivamente a variação, o que leva a taxas de refugo mais elevadas. Mas se utilizarmos a tecnologia DECOUPLED MOLDING® e sensores de cavidade, podemos fazer com que funcione.
Alguma vez viste isto acontecer muitas vezes? Fazemos boas peças durante alguns dias e, de repente, começamos a ter flash. Então, diminui a velocidade de preenchimento para resolver o problema. Umas horas mais tarde, temos uma fotografia curta. Por que é que tudo corria bem e, de repente, começou a ter flashes? A resposta é provavelmente a viscosidade.

A viscosidade pode frequentemente flutuar para cima ou para baixo em 30%, tornando difícil produzir uma boa peça mesmo com a moldagem Desacoplada II. Para garantir que a mesma peça seja feita a cada ciclo (ou pelo menos o mais próximo possível), é necessário usar sensores de pressão da cavidade para controlar o processo e minimizar os efeitos das variações de viscosidade do material.
Redução do tempo de ciclo
É possível otimizar a força de fixação/ação de ejeção, o tempo de enchimento, o tempo de embalagem, o tempo de retenção e o arrefecimento com técnicas de moldagem científicas e DECOUPLED MOLDING®. É possível moldar uma boa peça com uma almofada mais pequena.
Uma unidade de controlo da temperatura do molde ou um controlador de temperatura corretamente dimensionados também podem ajudar a reduzir o tempo de ciclo. 80% do tempo do ciclo de moldagem é gasto a arrefecer a peça desde a temperatura de fusão até à temperatura de desmoldagem, tornando a peça suficientemente forte para suportar as forças de ejeção e mantendo a estabilidade dimensional da peça.
Sem um fluxo de água de arrefecimento adequado, a capacidade de arrefecer a peça à temperatura correta fica comprometida. Tudo o que tem a fazer é manter a peça no molde durante mais tempo e gastar mais dinheiro.

Quando se inicia um projeto, é necessário analisar a espessura da peça. É preciso perguntar a si próprio: "Como é que a espessura da peça afecta o tempo de ciclo e o desempenho do produto?" Muitas vezes, concebemos as peças da forma que fazemos porque "sempre o fizemos assim". Isto pode ser muito dispendioso, como pode imaginar.
A ciência e a simulação podem ajudar-nos a prever se um design irá funcionar, para que não tenhamos de moldar uma peça para a testar e obter resultados. Certificar-se de que tem o desenho correto da peça é apenas um exemplo de como pode reduzir o tempo de ciclo.

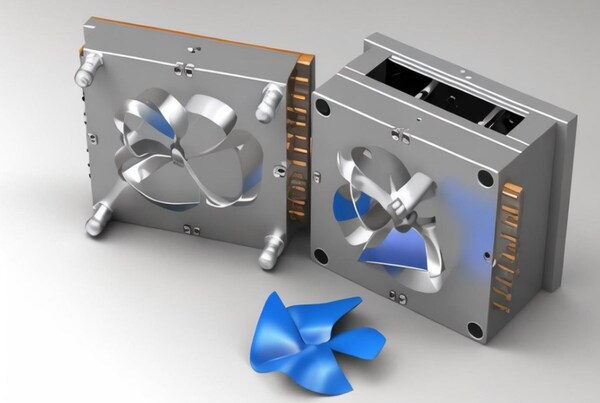
Criar moldes mais eficientes
Em termos simples, um molde é tanto um recipiente de pressão como um permutador de calor - haverá sempre perdas de pressão dentro da cavidade. No entanto, na maioria dos casos, quanto menor for a perda de pressão desde o portão até ao fim da cavidade, menor será a probabilidade de a peça ter problemas de qualidade, tais como deformações, retracções, marcas de afundamento, disparos curtos ou flutuações dimensionais.
Para que o plástico flua, temos de o aquecer, mas para ejetar a peça, temos de remover algum desse calor. Para criar um molde eficiente, temos de garantir que os circuitos de arrefecimento são concebidos corretamente.

Também precisamos de escolher um metal que transfira bem o calor, mas que também tenha de resistir ao desgaste (especialmente com enchimentos de vidro ou fibra de carbono). Por fim, precisamos de criar turbulência no processo para garantir que o molde consegue atingir rapidamente a estabilidade térmica e manter essa estabilidade durante longos períodos de produção.
Também é possível aumentar a eficiência do molde adicionando mais cavidades. Os moldes de cavidade única têm a menor quantidade de flutuação, mas os custos de produção eclipsam os custos normais. Se optar por um maior número de cavidades, pode produzir mais peças no mesmo período de tempo.
Existem algumas limitações quanto ao número de cavidades que pode acomodar, incluindo a qualidade do produto, o espaçamento entre moldes e máquinas e os requisitos de validação.
Outra forma de aumentar a eficiência do molde é fazer moldes familiares, contendo diferentes geometrias de peças no mesmo molde. Isto pode ser difícil porque as quatro variáveis plásticas são diferentes em cada cavidade. No entanto, com software de controlo de processos e sensores de cavidade, é possível controlar cada cavidade individualmente através de portas de válvulas de agulha.
Reduzir os custos de transferência de moldes
A Aplicação de Desenvolvimento de Processos (PDA) permite-lhe transferir rápida e facilmente moldes de uma moldagem por injeção máquina para outra. Quando transfere o molde, o PDA cria automaticamente a tabela de condições de configuração da máquina de moldagem por injeção, para que possa fazer boas peças desde o primeiro disparo.

Estas curvas podem ser utilizadas em qualquer máquina de moldagem por injeção, desde que a máquina de moldagem por injeção possa fornecer fluxo, pressão, temperatura e volume suficientes. Ou, se não utilizar a simulação, também podemos criar modelos e transferi-los para qualquer máquina de moldagem por injeção capaz.
Reduzir as caraterísticas desnecessárias das peças
Esta abordagem torna a conceção do molde mais simples, o que permite poupar dinheiro, uma vez que os moldes complexos custam mais a fabricar. Além disso, as peças mais simples utilizam menos material, o que permite poupar dinheiro.

Os desenhos mais simples também podem tornar o ciclo de moldagem por injeção mais curto, o que permite produzir mais peças em menos tempo e poupar dinheiro em mão de obra e energia. Também significa menos manutenção para o molde. Mais importante ainda, os desenhos mais simples produzem frequentemente peças mais resistentes e de melhor qualidade, o que significa menos peças defeituosas.

Para te livrares de coisas de que não precisas, tens de olhar para o design e descobrir como o tornar mais funcional e fácil de fazer. Poderá ter de se livrar de algumas coisas bonitas, combinar peças ou alterar o tamanho das coisas para que não tenham coisas a mais. Tens de fazer com que a peça funcione bem e seja fácil de fazer. Tens de fazer com que a peça funcione bem e seja fácil de fazer.
Reduzir o tamanho da peça
Peças maiores nem sempre são melhores. Quando se fazem peças maiores, é necessário fazer moldes maiores. Os moldes maiores custam mais custos de material. Se puder fazer a mesma peça mais pequena, deve fazê-lo.
Conclusão
Em suma, tornar os custos da moldagem por injeção de plástico mais baratos é um grande negócio. É preciso fazer muitas coisas corretamente. É necessário conceber corretamente a peça. É preciso escolher o material correto. É preciso fazer o molde correto. É preciso executar o processo corretamente. É preciso fazer tudo isto corretamente para tornar a moldagem por injeção mais barata.
É possível fazer tudo isto corretamente utilizando a ciência e a tecnologia. Pode utilizar princípios científicos de moldagem e tecnologia de automatização para fazer moldagem por injeção mais barato. Pode fazer menos sucata. Pode fazer menos variações. Pode fabricar peças mais rapidamente. Pode ganhar mais dinheiro. Pode melhorar a moldagem por injeção. Pode tornar o mundo melhor.







